钢结构焊接检验批
钢结构焊接(钢构件焊接)工程检验批

1 2 3
4
5 6
检验方法:观察检查。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按数量各抽查5%,总抽查处不应少于5处。
检验方法:观察检查。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每种焊缝按条数各抽查5%,但不应少于1条;每条检查1处,总抽查数不应少于10处。
检验方法:用焊缝量规检查。
检验方法:观察检查或使用放大镜、焊缝量规和钢尺检查。
检查数量:按量抽查 1%,且不应少于 10 包。
检验方法:观察检查。
检查数量:全数检查。
检验方法:检查预、后热施工记录和工艺试验报告。
检查数量:每批同类构件抽查10%,且不应少于3件;被抽查构件中,每一类型焊缝按条数抽查5%,且不应少于1条;每条检查1处,总抽查数不应少于10处。
GD-C3-51331 钢结构(钢构件焊接)分项工程检验批质量验收记录

单位(子单 位)
工程名称
总承包 施工单位
专业承(分) 包单位
/
施工、验收 依据
验收项目
分部(子分 部)
工程名称
主体结构-钢结构
GD-C3-51331 0 0 1
分项工程 名称
钢结构焊接
项目负责人
检验批容量
项目负责人
GD-C3-51331 钢结构 检验批部位 (钢构件焊接)分项工
/
第5.2.3条
/
第5.2.4条 第5.2.5条
/
第5.2.6条
/
1 焊接材料进场
第4.6.5条
/
一 2 预热或后热处理 般
项 目 3 焊缝外观质量
第5.2.9条
/
第5.2.7条
/
4 焊缝外观尺寸偏差
第5.2.8条
/
施工单位 检查结果
施工员: 质Байду номын сангаас员:
年月日
监理单位 验收结论
专业监理工程师: 年月日
程检验批质量验收记录
《钢结构工程施工质量验收标准》GB 50205-2020
设计要求及 最小/实际 规范规定 抽样数量
检查记录
检查 结果
1 焊接材料进场
第4.6.1条
/
2 焊接材料复验
第4.6.2条
/
3 材料匹配
主
控 项
4
焊工证书
目
5 焊接工艺评定
6 内部缺陷
7 组合焊缝尺寸
第5.2.1条
/
第5.2.2条
最新版钢结构工程焊接H型钢检验批质量验收记录

最新版焊接H型钢检验批质量验收记录
分部(子分 部)工程名称
钢结构
苏 GJ4.5.1
分项 工程名称
焊接H型钢
施工单位
项目负责人
检验批容量
输入
分包单位
施工依据
《钢结构工程》DGJ32/J31-2006
验收项目
设计要求及 规范规定
分包单位 项目负责人
验收依据
检验批部位
输入
设计文件和《钢结构工程施工质量验收规范 》 GB50205-2001
年月日
监理单位 验收结论
专业监理工程师:
年月日 江苏省建设工程质量监督总站监制
最小/实际 抽样数量
检查记录
检查 结果
1
翼缘板、 腹板拼接
焊接H型钢的翼缘板拼接缝和腹板拼 接缝的间距不应小于200mm。
/
项目
允许偏差 (mm)
/
间距: 确定的计数抽样方案:
h<500
±2.0
/
按专业验收规范规定
1
截面高 度h
500<h <1000
±3.0
/
一
h>1000 ±4.0
/
般
2 截面宽度b
±3.0
/
焊接H型钢
项 2 的允许偏 3 腹板中心偏移
2
/
差
目
4
翼缘板垂直度Δ
B/100,且不 应大不 构件除外) 应大于 10.0
/
6
扭曲
h/250,且不 应大于5.0
/
腹板局 t<14
3
/
7 部平面
度f t≥14
2
/
施工单位 检查结果
专业工长:
项目专业质量检查 员:
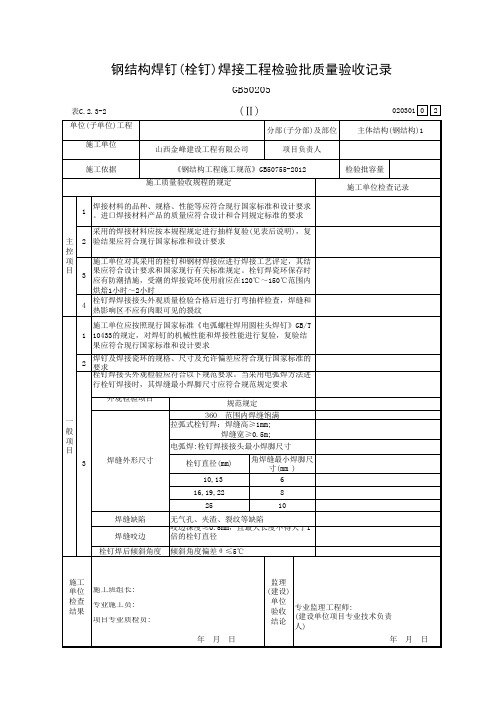
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
一 般 项 目
施工 单位 施工班组长: 检查 专业施工员: 结果 项目专业质检员: 年 月 日
监理 (建设) 单位 专业监理工程师: 验收 (建设单位项目专业技术负责 结论 人) 年 月 日
施工单位检查记录
1
焊接材料的品种、规格、性能等应符合现行国家标准和设计要求 。进口焊接材料产品的质量应符合设计和合同规定标准的要求
主 控 项 目
采用的焊接材料应按本规程规定进行抽样复验(见表后说明),复 2 验结果应符合现行国家标准和设计要求 施工单位对其采用的栓钉和钢材焊接应进行焊接工艺评定,其结 3 果应符合设计要求和国家现行有关标准规定。栓钉焊瓷环保存时 应有防潮措施,受潮的焊接瓷环使用前应在120℃~150℃范围内 烘焙1小时~2小时 栓钉焊焊接接头外观质量检验合格后进行打弯抽样检查,焊缝和 4 热影响区不应有肉眼可见的裂纹 施工单位应按照现行国家标准《电弧螺柱焊用圆柱头焊钉》GB/T 1 10433的规定,对焊钉的机械性能和焊接性能进行复验,复验结 果应符合现行国家标准和设计要求 2 焊钉及焊接瓷环的规格、尺寸及允许偏差应符合现行国家标准的 要求 栓钉焊接头外观检验应符合以下规范要求。当采用电弧焊方法进 行栓钉焊接时,其焊缝最小焊脚尺寸应符合规范规定要求 外观检验项目 规范规定 360范围内焊缝饱满 拉弧式栓钉焊:焊缝高≥1mm; 焊缝宽≥0.5m; 电弧焊:栓钉焊接接头最小焊脚尺寸 3 焊缝外形尺寸 栓钉直径(mm) 10,13 16,19,22 25 焊缝缺陷 焊缝咬边 栓钉焊后倾斜角度 无气孔、夹渣、裂纹等缺陷 咬边深度≤0.5mm,且最大长度不得大于1 倍的栓钉直径 倾斜角度偏差θ ≤5℃ 角焊缝最小焊脚尺 寸(mm ) 6 8 10
钢结构焊钉(栓钉)焊接工程检验批质量验收记录
钢结构焊接检验批质量验收记录
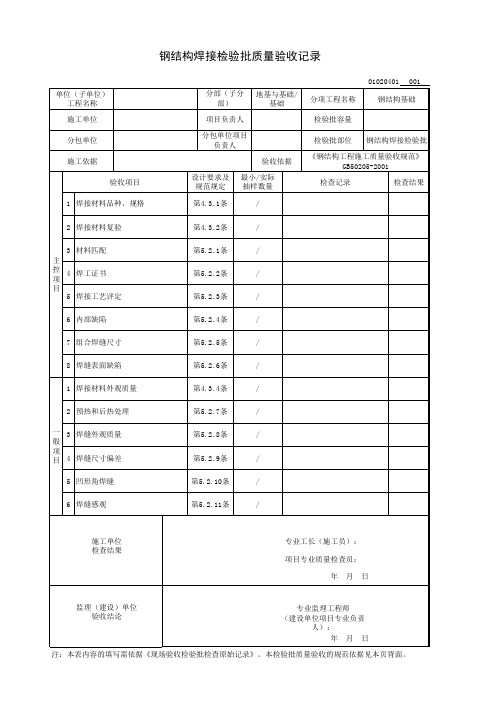
钢结构焊接检验批质量验收记录注:本表内容的填写需依据《现场验收检验批检查原始记录》。
本检验批质量验收的规范依据见本页背面。
填写说明一、填写依据1 《钢结构工程施工质量验收规范》GB50205-2001。
2 《建筑工程施工质量验收统一标准》GB50300-2013。
二、检验批划分钢结构制作(安装)焊接工程可按相应的钢结构制作或安装工程检验批的划分原则划分为一个或若干个检验批。
单层钢结构安装工程可按变形缝或空间刚度单元等划分成一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
多层及高层钢结构安装工程可按楼层或施工段等划分为一个或若干个检验批。
地下钢结构可按不同地下层划分检验批。
钢网架结构安装工程可按变形缝、施工段或空间刚度单元划分成一个或若干检验批。
压型金属板的制作和安装工程可按变形缝、楼层、施工段或屋面、墙面、楼面等划分为一个或若干个检验批。
三、GB50205-2001规范摘要主控项目4.3.1 焊接材料的品种、规格、性能等应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查焊接材料的质量合格证明文件、中文标志及检验报告等。
4.3.2 重要钢结构采用的焊接材料应进行抽样复验,复验结果应符合现行国家产品标准和设计要求。
检查数量:全数检查。
检验方法:检查复验报告。
5.2.1 焊条、焊丝、焊剂、电渣焊熔嘴等焊接材料与母材的匹配应符合设计要求及国家现行行业标准《建筑钢结构焊接技术规程》JGJ81的规定。
焊条、焊剂、药芯焊丝、熔嘴等在使用前,应按其产品说明书及焊接工艺文件的规定进行烘焙和存放。
检查数量:全数检查。
检验方法:检查质量证明书和烘焙记录。
5.2.2 焊工必须经考试合格并取得合格证书。
持证焊工必须在其考试合格项目及其认可范围内施焊。
检查数量:全数检查。
检验方法:检查焊工合格证及其认可范围、有效期。
5.2.3 施工单位对其首次采用的钢材、焊接材料、焊接方法、焊后热处理等,应进行焊接工艺评定,并应根据评定报告确定焊接工艺。
钢结构(钢构件焊接)分项工程检验批质量验收记录

钢结构(钢构件焊接)分项工程检验批质量验收记录工程名称分项工程名称避雷标志针项目经理施工单位验收部位 A 楼顶层监理单位施工执行标准名称及编号分包单位《钢结构工程施工质量验收规范》 (GB50205-2001 )分包项目经理主控项目12345678123456质量验收规范的规定施工单位自检记录合格合格合格合格合格合格合格合格合格合格合格合格合格完整完整焊接材料进场焊接材料复验条)材料匹配条)焊工证书焊接工艺评定条)内部缺陷(5.2。
4 条)组合焊缝尺寸焊缝表面缺陷条)焊接材料进场条)预热和后热处理条)焊缝外观质量条)焊缝尺寸偏差条)凹形角焊缝条)焊缝感观条)(4。
3.1 条)(4.3 。
2(5.2 。
1(5.2.2 条)(5.2 。
3(5.2.5 条)(5.2 。
6(4.3 。
4(5.2.7(5 。
2.8(5.2 。
9(5.2 。
10(5 。
2 。
11施工操作依据质量检查记录(质量证明文件)专业工长(施工员)施工班组长监理(建设)单位验收记录施工单位检查结果评定项目专业质量检查员:项目专业技术负责人:年月日一般项目专业监理工程师:(建设单位项目专业技术负责人)年 月 日监理(建设) 单位验收结论钢结构(焊钉焊接)分项工程检验批质量验收记录(GB50205—2001)表 J.O 。
2 编号: 010902/020402□□□分项工程名称 验收部位 总监理工程师专业工长 (施工员)分包项目经理质量验收规范的规定1 焊接材料进场。
2 焊接材料复验.3 焊接工艺评定.4 焊后弯曲试验。
焊钉和瓷环尺寸。
条)焊缝外观质量。
施 工 操 作 依 据质量检查记录(质量证明文件)施工单位检查 结 果 评 定监理(建设) 单位验收结论钢结构(普通紧固件连接)分项工程检验批质量验收记录工程名称施工单位监理单位施工执行标准 名称及编号分包单位(4。
3.1 条)(4。
3。
2 条)(5.3.1 条)(5。
3.2 条)施工班组长监理(建设)单位验收记录专业监理工程师:(建设单位项目专业技术负责人)(4 。
钢结构焊接检验批质量验收记录(模板)
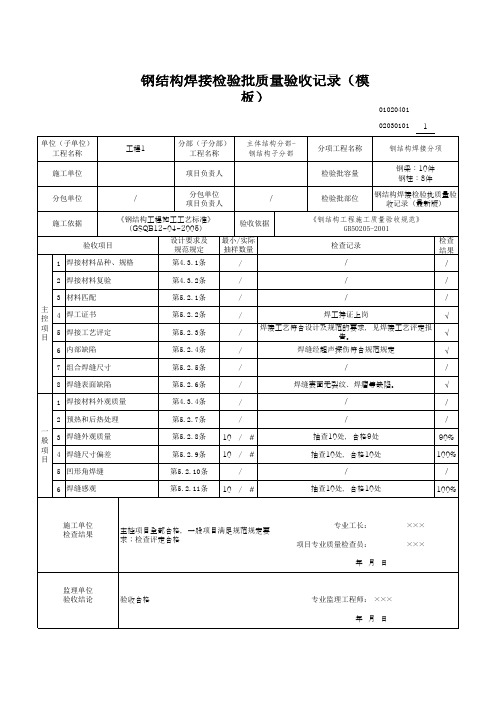
√
1 焊接材料外观质量
第4.3.4条
/
/
/
2 预热和后热处理
一 般 3 焊缝外观质量
项 目
4 焊缝尺寸偏差
5 凹形角焊缝
第5.2.7条 第5.2.8条 第5.2.9条 第5.2.10条
/ 10 / # 10 / #
/
/ 抽查10处,合格9处 抽查10处,合格10处
/
/ 90% 100%
/
6 焊缝感观
施工依据
《钢结构工程施工工艺标准》 (GSQB12-04-2005)
验收依据
验收项目
设计要求及 最小/实际
规范规定
抽样数量
1 焊接材料品种、规格
第4.3.1条
/
《钢结构工程施工质量验收规范》 GB50205-2001
检查记录
/
检查 结果
/
2 焊接材料复验
第4.3.2条
/
/
/
3 材料匹配
主 控 4 焊工证书
第5.2.11条 10 / #
抽查10处,合格10处
100%
施工单位 检查结果
监理单位 验收结论
主控项目全部合格,一般项目满足规范规定要 求;检查评定合格
验收合格
专业工长: 项目专业质量检查员:
年月日
××× ×××
专业监理工程师: ××× 年月日
项 目
5 焊接工艺评定
6 内部缺陷
第5.2.1条 第5.2.2条 第5.2.3条 第5.2.4条
/
/
/
/
焊工持证上岗
√
/
焊接工艺符合设计及规范的要求,见焊接工艺评定报 告。
√
/
焊缝经超声探伤符合规范规定
钢结构焊钉(栓钉)焊接工程检验批质量验收记录

钢结构焊钉(栓钉)焊接工程检验批质量验收记录
钢构造焊钉(栓钉)焊接工程查验批质量查收记录工程名称分项工程名称查收部位
施工单位项目经理专业工长
施工履行标准
名称及编号
分包单位分包项目经理施工班组长
GB50205-2001 的规定
施工单位监理( 建设) 单检查评定记录位查收记录
1焊接资料的品种、规格、性能等应切合现行国产业品标准和设计要求。
2重要钢构造采纳的焊接资料应进行抽样复验,复验结果应符主
合现行国产业品标准和设计要求。
控
3施工单位对其采纳的焊钉和钢材焊策应进行焊接工艺评定,
项
其结果应切合设计要乞降国家现行相关标准的规定。
瓷环应目
按其产品说明书进行烘焙。
4焊钉焊接后应进行曲折试验检查,其焊缝和热影响区不该有肉眼可见的裂纹。
一1
焊钉及焊接瓷环的规格、尺寸及误差应切合现行国家标准《圆
般柱头焊钉》GB10433中的规定。
项焊钉根部焊脚应平均,焊脚立面的局部未熔合或不足360o的
2
目焊脚应进行修理。
施工单位检查评定结果
年月日
项目专业质量检查员:
监理(建设)单位
专业监理工程师:
查收结论
:年月日
(建设单位项目专业技术负责人)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊工证书
第5.2.2条
证件齐全有效
5
焊接工艺评定
第5.2.3条
/
6
内部缺陷
第5.2.4条
见探伤报告
7
组合焊缝尺寸
第5.2.5条
/
8
焊缝表面缺陷
第5.2.6条
无气孔、夹渣等缺陷
一
般
项
目
1
焊接材料外观质量
第4.3.4条
符合产品质量标准要求
2
预热和后热处理
第5.2.7条
/
3
焊缝外观质量
第5.2.8条
焊缝外观质量符合设计要求
我单位已完成了板坯库厂房1-C—1-D~1-D—1-E列/1-1~1-6线主体结构安装焊接工作现报上该工程报验申请表,请予以审查和验收。
附件:
钢结构焊接工程检验批质量验收记录表1份020401-
钢结构焊接工程施工质量检查记录表1份020401-
工程实体自检合格
承包单位(章)
项目经理
日期
复查意见:
项目监理机构
总/专业监理工程师
日期
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020401-
单位(子单位)工程名称
涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)
分部(子分部)工程名称
钢结构工程
验收部位
1-A—1-B~1-B—1-C列/1-1~1-6线
施工单位
宝冶涟钢工程项目经理部
4
焊工证书
第5.2.2条
证件齐全有效
5
焊接工艺评定
第5.2.3条
/
6
内部缺陷
第5.2.4条
见探伤报告
7
组合焊缝尺寸
第5.2.5条
/
8
焊缝表面缺陷
第5.2.6条
无气孔、夹渣等缺陷
一
般
项
目
1
焊接材料外观质量
第4.3.4条
符合产品质量标准要求
2
预热和后热处理
第5.2.7条
/
3
焊缝外观质量
第5.2.8条
焊缝外观质量符合设计要求
钢结构焊接检验批
———————————————————————————————— 作者:
———————————————————————————————— 日期:
ﻩ
A4监理统一用表
钢结构焊接检验批报验申请表
工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号:
致:武汉威仕工程监理有限公司(监理单位)
一二三级焊缝不得有裂纹、焊瘤等缺陷
无裂纹、焊瘤等缺陷
一
般
项
目
项 目
允许偏差(mm)
实测偏差值(mm)
1
2
3
4
5
6
7
8
9
10
1
二级焊缝咬边
2
三级焊缝咬边
≤2
1.5
1.2
1.6
1.0
1.3
1.5
1.5
1.0
1.8
3
3
三级焊缝表面气孔
√
√
√
√
√
√
√
×
√
√
4
对接焊
缝余高
埋弧自动焊
0-3
手工电弧焊气体保护焊
平焊
2.0
2.0
3.0
2.3
2.5
1.0
2.0
3.5
1.0
1.2
其它
5
对接焊
缝错边
埋弧自动焊
≤2
手工电弧焊
气体保护焊
1.0
2.0
1.3
2.0
2.0
1.0
1.5
1.8
1.5
3
6
角焊
缝焊脚尺寸
埋弧自动焊
h<6
0-3
h≥6
手工电弧焊
气体保护焊
h<6
0-3
h≥6
3
1.6
2
2
2.0
3.5
1.5
1.6
1.2
1
7
对接角接组合焊缝
专业监理工程师:
4
焊缝尺寸偏差
第5.2.9条
焊缝尺寸偏差在允许范围内
5
凹形角焊缝
第5.2.10条
/
6
焊缝感观
第5.2.据
质量检查纪录
施工单位检查评定结果
专业工长(施工员)
施工班组长
主控项目全部合格,一般项目符合要求.
项目专业质量检查员:
项目专业技术负责人:ﻩ年月日
监理(建设)单位验收结论
t<40
焊角尺寸
t≥40
检
查
结
果
主控项目
符合设计及规范要求
一般项目
实测50点,合格45点,合格率90%
工程负责人
班组长
工长
质量检查员
施工单位: 日期:
A4监理统一用表
钢结构焊接检验批报验申请表
工程名称:涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)编号:
致:武汉威仕工程监理有限公司(监理单位)
总/专业监理工程师
日期
钢结构制作(安装)焊接工程检验批质量验收记录表
GB50205-2001
(Ⅰ)
020401-
单位(子单位)工程名称
涟钢产品结构调整技术改造轧钢板坯库工程(板坯库厂房钢结构工程)
分部(子分部)工程名称
钢结构工程
验收部位
1-C—1-D~1-D—1-E列/1-1~1-6线
施工单位
宝冶涟钢工程项目经理部
焊接材料符合设计要求
2
焊工经考试合格取得合格证书
证件齐全有效
3
焊接工艺评定报告及焊接工艺
/
4
一二级焊缝探伤报告
见探伤报告
5
一级焊缝不得有咬边、末焊满、根部缩等缺陷
焊缝无有咬边、末焊满、根部缩等缺陷
一二级焊缝表面不得有气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷
焊缝表面无有气孔、夹渣、弧坑裂纹、电弧擦伤等缺陷
4
焊缝尺寸偏差
第5.2.9条
焊缝尺寸偏差在允许范围内
5
凹形角焊缝
第5.2.10条
/
6
焊缝感观
第5.2.11条
焊缝平缓过渡、成型较好
施工操作依据
质量检查纪录
施工单位检查评定结果
专业工长(施工员)
施工班组长
主控项目全部合格,一般项目符合要求.
项目专业质量检查员:
项目专业技术负责人:ﻩ年月日
监理(建设)单位验收结论
项目经理
洪钢耀
分包单位
/
分包项目经理
/
施工执行标准名称及编号
钢结构工程施工质量验收规范GB50205-2001
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主
控
项
目
1
焊接材料品种、规格
第4.3.1条
品种、规格符合设计要求
2
焊接材料复验
第4.3.2条
/
3
材料匹配
第5.2.1条
焊接材料与材质相匹配
专业监理工程师:
(建设单位项目专业技术负责人):年月日
钢结构安装(制作)焊接工程施工质量检查表
工程名称:涟钢产品结构调整技术改造轧钢加热炉工程(加热炉厂房钢结构工程)
检验批号: 020401-结构位置1-A—1-B~1-B—1-C列/1-1~1-6线
主
控
项
目
项目
检验结果
1
焊接材料应符合设计要求并及有关标准的规定
项目经理
洪钢耀
分包单位
/
分包项目经理
/
施工执行标准名称及编号
钢结构工程施工质量验收规范GB50205-2001
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位验收记录
主
控
项
目
1
焊接材料品种、规格
第4.3.1条
品种、规格符合设计要求
2
焊接材料复验
第4.3.2条
/
3
材料匹配
第5.2.1条
焊接材料与材质相匹配
我单位已完成了板坯库厂房1-A—1-B~1-B—1-C列/1-1~1-6线主体结构安装焊接工作现报上该工程报验申请表,请予以审查和验收。
附件:
钢结构焊接工程检验批质量验收记录表1份020401-
钢结构焊接工程施工质量检查记录表1份020401-
工程实体自检合格
承包单位(章)
项目经理
日期
复查意见:
项目监理机构