一模一腔点浇口顶板顶出开水瓶盖模具设计
开水瓶盖塑料模具设计说明书

一、拟定模具的结构形式1、塑件的成型工艺性分析该塑件属于薄壁塑件,生产批量不大,材料选用聚已烯(PE),成型工艺性好,可以采用注射成型。
英文名称:Polyethylene(简称PE)比重:0.94-0.96克/立方厘米成型收缩率:1.5-3.6% 成型温度:140-220℃特点:耐腐蚀性,电绝缘性(尤其高频绝缘性)优良,可以氯化,化学交联、辐照交联改性,可用玻璃纤维增强.低压聚乙烯的熔点,刚性,硬度和强度较高,吸水性小,有良好的电性能和耐辐射性;高压聚乙烯的柔软性,伸长率,冲击强度和渗透性较好;超高分子量聚乙烯冲击强度高,耐疲劳,耐磨.低压聚乙烯适于制作耐腐蚀零件和绝缘零件;高压聚乙烯适于制作薄膜等;超高分子量聚乙烯适于制作减震,耐磨及传动零件.成型特性1.结晶料,吸湿小,不须充分干燥,流动性极好流动性对压力敏感,成型时宜用高压注射,料温均匀,填充速度快,保压充分.不宜用直接浇口,以防收缩不均,内应力增大.注意选择浇口位置,防止产生缩孔和变形.2.收缩范围和收缩值大,方向性明显,易变形翘曲.冷却速度宜慢,模具设冷料穴,并有冷却系统.3.加热时间不宜过长,否则会发生分解.4.软质塑件有较浅的侧凹槽时,可强行脱模.5.可能发生融体破裂,不宜与有机溶剂接触,以防开裂各类聚乙烯产品用途高压聚乙烯:一半以上用于薄膜制品,其次是管材、注射成型制品、电线包裹层等中低、压聚乙烯:以注射成型制品及中空制品为主。
超高压聚乙烯:由于超高分子聚乙烯优异的综合性能,可作为工程塑料使用。
熔点 140摄氏度熔化焓292.88J/g2、分型面的选择根椐塑件的结构形式(如下图所示),分型面选在塑件的底平面。
3、确定型腔的数量和排列方式1)型腔数量的确定该塑件的精度要求不高,属于中小批量生产,而且该塑件的体积比较大,再考虑到模具的制造成本,可以初定为一模一腔的模具形式。
2)型腔排列形式的确定由于是一模一腔的形式,所以采用中央放置。
ug注塑模具设计实例

ug注塑模具设计实例以下是一个简单的注塑模具设计实例,模具设计的基本概念和步骤。
设计案例:一个简单的塑料瓶盖模具1. 确定产品尺寸和形状产品是一个简单的塑料瓶盖,直径为20mm,高度为3mm。
瓶盖表面有纹理,以增加摩擦力,方便开启。
2. 确定模具结构模具采用典型的双板模结构,由动模板和定模板组成。
动模板上设有型腔,定模板上设有浇口和流道。
3. 确定型腔布局由于瓶盖尺寸较小,可以采用一模一腔的布局。
型腔布置在动模板上,浇口和流道布置在定模板上。
4. 设计浇口和流道浇口和流道的设计需要考虑塑料的填充和流动。
本例中,采用点浇口,浇口直径为1mm,流道直径为4mm。
5. 设计推出机构推出机构用于将成型后的产品从模具中推出。
本例中,采用推杆推出,推杆直径为8mm,数量为4个。
推杆安装在动模板上,推出时推动瓶盖脱离型腔。
6. 设计冷却系统冷却系统用于将成型过程中的热量从模具中带走,防止产品变形和开裂。
本例中,采用水管冷却,水管直径为4mm,布置在动模板和定模板上。
7. 设计排气系统排气系统用于将成型过程中的气体从模具中排出,防止气体的积聚和压力的升高。
本例中,采用排气槽,排气槽直径为2mm,数量为4个。
排气槽布置在定模板上。
8. 设计模具零件加工工艺性模具零件的加工需要考虑其工艺性。
本例中,采用数控加工中心进行加工,材料选择不锈钢。
9. 设计模具装配工艺性模具装配需要考虑其工艺性。
本例中,采用螺钉连接动模板和定模板,并使用定位销进行定位。
以上是一个简单的注塑模具设计实例,希望能帮助您更好地理解模具设计的基本概念和步骤。
注塑模具设计-一模多腔及浇道设计
三、设置收缩 按尺寸--------0.005
四、建立浇道系统
浇道系统建立在型腔组件上,在该命令结
束之前,工件及参考零件均可以被选取。
菜
建一基准平面--------工件底面向工件
单
内偏移5mm.---------ADTM1(红色)
操
作
1.建立注道
以ADTM1草绘圆,直径20,拉伸至工件的上表面并减材料 完成的注道
2.建立主流道
选择MAIN_PARTING_PLN草绘 绘制草绘---切减材料/旋转
主流道
3.建立分流道
选择MAIN_PARTING_PLN草绘 绘制草绘---切减材料/旋转
分流道
4.建立浇口
建立浇口以 MOLD_RIGHT为草绘 面,绘一3MM的圆
切减材料/拉伸 注:拉伸选项为[到选定的],分别选择
零件的表面
完成的浇口
此浇口还需镜像
浇口镜像
完成的浇道系统
分流道
主流道
浇口
注道
分流道
分流道 浇口
完成的浇道系统
五、建立分型面
以拉伸的方式建立分型面
分型面草绘面
分型面草绘
分型面草绘 拉伸终止面
完成的分型面(红色)
六、分割体积块
在分割操作中出现的[岛列表] 中选择“岛2”
开模结果
开模结果
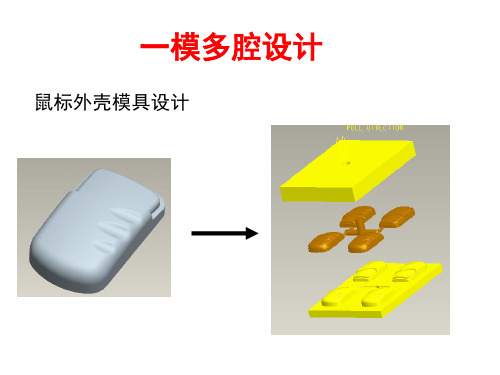
一模多腔设计
鼠标外壳模具设计
一、装配参照模型
1.定位参照模型
菜单操作打开[布局]对话框,打开需要设计的 零件
点击[布局]中的[参照模型 起点与定向]按钮
在弹出的菜单中 选择[动态]
[参照模型方向]中 设定
参照模型布局 设定
参照模型布局完成
二、创建工件
自动创建
吉康牌饮水瓶盖的注射模具设计(有cad图+文献翻译)

吉康牌饮水瓶盖的注射模具设计摘要本课题主要是针对吉康牌塑料饮水瓶盖的模具设计,通过对塑件进行工艺的分析和比较,最终设计出一副注塑模。
该课题从产品结构工艺性,具体模具结构出发,对模具的浇注系统、模具成型部分的结构、顶出系统、冷却系统、注塑机的选择及有关参数的校核、都有详细的设计,同时并简单的编制了模具的加工工艺。
通过整个设计过程表明该模具能够达到此塑件所要求的加工工艺。
根据题目设计的主要任务是吉康牌塑料饮水瓶盖注塑模具的设计。
也就是设计一副注塑模具来生产吉康牌塑料饮水瓶盖塑件产品,以实现自动化提高产量。
针对吉康牌塑料饮水瓶盖的具体结构,该模具是侧浇口的单分型面注射模具。
由于塑件两端相通,又有螺纹,并且考虑到材质较软,内螺纹为半圆形且只有二圈,所以采用侧抽芯机构来实现外螺纹,内螺纹采用强制拔模。
关键词塑料模具;饮水瓶盖;模具ABSTRACTThis topic mainly aims at the mold design which The Water Injection bottle top of the label of jikang, through to models to carry on the craft the analysis and the comparison, designs a note mold finally. This topic from the product mix technology capability, the concrete mold structure embarks, to mold's gating system, the mold formation part's structure, goes against the system, the cooling system, injection molding machine's choice and the related parameter examination, has the detailed design, simultaneously and simple establishment mold's processing craft. Through the entire design process indicated that this mold can achieve this to model the processing craft which an institute requests. It is The Water Injection bottle top of the label of jikang according to the topic design's primary mission injection mold's design. It also designs an injection mold to produce The Water Injection bottle top of the label of jikang to attach models a product, realizes the automation to raise the output. Concrete structure which attaches in view of The Water Injection bottle top of the label of jikang, this mold is runner Shan Fen the profile injection mold. Because models both sides to be interlinked, also has the thread, must therefore use revolving to pull out the core organization and the side pulls out the core organization to realize. Considered the structure the particularity, its merit lies in two step movement to be possible also to carry on, and the movement is keen. Because the plastic parts connect at both ends, have thread, take into account that the material is soft, and the mould of internal thread is semi-circular and only two laps, it take the way of the core mechanism to achieve external thread, and internal thread use the way of force pull mode.Keywords:Plastic Mold;Bottle Top;Mold目录1 塑件工艺分析 (2)1.1产品设计图 (2)1.2 材料的选用 (3)1.3 塑件材质工艺性 (4)1.4 成型工艺性 (4)1.5 模具的结构形式 (4)1.5.1型腔数量的确定及排列方式 (4)1.5.2分型面的位置确定 (5)2 模具结构及其工作过程 (6)3 注塑机型号的确定 (8)3.1 注射量的计算确定 (8)3.2 注射机的选择 (9)3.3 注射机的校核 (9)3.3.1 注射量的校核 (9)3.3.2 锁模力的校核 (10)3.3.3 模具高度与注射机闭合高度关系的校核 (10)4 浇注系统的设计与分析 (11)4.1 主流道设计 (11)4.1.1 主流道的设计要点 (11)4.1.2 主流道衬套形式 (11)4.1.3 主流道衬套的固定 (12)4.2 分流道的设计 (12)4.2.1 分流道设计要点 (12)4.2.2 分流道布置形式 (13)4.2.3 分流道的形状、截面尺寸以及凝料体积 (13)4.3 浇口的设计 (15)4.3.1 浇口设计的基本要点 (15)4.3.2 浇口的形式 (16)4.4 冷料穴的设计 (17)4.4.1 主流道的冷料穴 (17)4.5 拉料杆的设计 (17)5 导向、推出及复位机构的设计 (19)5.1 导向机构设计 (19)5.1.1 导向机构的作用 (19)5.1.2 导柱 (19)5.1.3 导套 (20)5.1.4 导柱与导套的配合 (21)5.2 脱模机构设计 (21)5.2.1 脱模机构的组成 (22)5.2.2 对脱模机构的要求 (22)5.2.3 脱模机构的分类 (22)5.2.4 推杆推出机构 (23)5.3复位机构设计 (25)6 侧向分型与抽芯机构的设计 (26)6.1 侧向分型与抽芯机构的分类 (26)6.1.1确定抽芯机构形式 (26)6.1.2斜导柱抽芯的结构尺寸 (27)6.1.3 滑槽 (28)6.1.4 压紧块 (28)6.1.5 定位装置 (29)7 冷却系统的设计 (30)7.1 冷却系统设计要点 (30)7.2 冷却系统的计算 (30)7.2.1塑件传给模具的热量 (30)7.2.2 冷却水的体积流量计算 (31)7.2.3确定冷却水管的直径d (31)7.2.4确定冷却水在管道的流速 (32)7.2.5. 求冷却管道孔壁与冷却水之间的传热膜系数h (32)7.2.6 .求冷却管道的总传热面积A (32)7.2.7. 求模具上应开设的冷却水孔数 (32)7.3 冷却系统设计 (33)8 成型零件的设计 (34)8.1 凹模的结构设计 (34)8.2 凸模的结构设计 (35)8.3 成型零件工作尺寸的计算 (35)9 模具材料的选用 (38)9.1 模具材料选用原则 (38)9.2 注塑模具常用材料 (38)9.2.1型腔、型芯类零件 (38)9.2.2导向类零件 (38)9.2.3浇注系统零件 (39)9.2.4推出机构和抽芯机构零件 (39)9.2.5模板类零件 (39)9.3 塑料模具的选材 (39)9.3.1 模板零件的选材 (39)9.3.2 浇注系统零件的选材 (39)9.3.3 导向零件的选材 (39)9.3.4 推出机构零件的选材 (40)9.3.5 其它零件 (40)9.3.6 该套模具所用材料的性能比较 (40)10 结论 (41)参考文献 (42)致谢 (44)前言随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
毕业设计(论文)-热水瓶盖注射模设计[管理资料]
![毕业设计(论文)-热水瓶盖注射模设计[管理资料]](https://img.taocdn.com/s3/m/bd88ef2233d4b14e852468f5.png)
摘要塑料注射(塑)模具 : 它主要是热塑性塑料件产品生产中应用最为普遍的一种成型模具,塑料注射成型模具对应的加工设备是塑料注射成型机,塑料首先在注射机底加热料筒内受热熔融,然后在注射机的螺杆或柱塞推动下,经注射机喷嘴和模具的浇注系统进入模具型腔,塑料冷却硬化成型,脱模得到制品。
其结构通常由成型部件、浇注系统、导向部件、推出机构、调温系统、排气系统、支撑部件等部分组成。
制造材料通常采用塑料模具钢模块,常用的材质主要为碳素结构钢、碳素工具钢、合金工具钢、高速钢等。
注射成型加工方式通常只适用于热塑性塑料品种的制品生产,用注射成型工艺生产的塑料制品十分广泛,从生活日用品到各类复杂的机械、电器、交通工具零件等都是用注射模具成型的,它是塑料制品生产中应用最广的一种加工方法。
关键词:塑料;注塑;模具ABSTRACTPlastic injection (plastic) molds: it is thermoplastic plastic parts in the production of the most universal of a mold, plastic injection molding die corresponding plastics processing equipment is Injection Molding Machine, plastic injection machine in the first heat at the end of the heating Liaotong Melt, and then the injection of plunger with a screw or promotion, the injection nozzles and die-casting system into the mold cavity, plastic molding cooling sclerosis, Stripping get products. The structure is usually forming parts, casting, direction components, introduced institutions, regulated system, exhaust system, with support components such as components. The material commonly used plastic mold steel modules, the material used mainly carbon structural steel, carbon tool steel, alloy tool steel, high-speed steel. Injection Molding processing usually apply only to thermoplastics production of varieties of products, with product ion of injection molding of plastic products is very wide, from the daily necessities of life to all kinds of complicated machinery, electrical appliances, transport and other parts are used injection molding die, It is the production of plastic products the most widely applied a method of processing.Keywords: plastic; injection;mold目录1 前言 (5)模具工业在国民经济中的地位 (5)我国模具技术的现状及发展趋势 (6)2 塑件的分析 (7)注射成型原理 (7)塑件的使用要求 (8)塑件的材料选择及材料的介绍 (8)ABS的注射工艺参数 (9)塑件的形状尺寸 (9)3 型腔数目的确定及排布 (10)型腔数目的确定 (10)多型腔的排列 (12)4 分型面的选择 (13)分型面的选择 (13)5 浇注系统的设计 (15)必须遵循以下原则 (15)浇注系统的组成 (16)浇注系统设计 (16)6 注射机的型号和规格 (17)注射机的选择 (17)7 成型零部件的结构设计和工作尺寸计算 (18)产生偏差的原因 (18)成型零件的强度、刚度计算 (19)8 导柱导向机构的设计 (21)导柱导向机构的作用 (21)导柱导套的选择 (21)9 推出机构的设计 (22)推出机构的组成 (23)设计原则 (23)脱模力的计算 (23)10 温控系统设计 (24)11 注射机的校核 (25)塑件在分型面上的投影面积与锁模力校核 (26)模具厚度校核 (26)开模行程校核 (26)12 设计小结 (28)13 参考文献 (29)致谢 (29)1 前言1、1 模具工业在国民经济中的地位模具是制造业的一种基本工艺装备,它的作用是控制和限制材料(固态或液态)的流动,使之形成所需要的形体。
瓶盖塑料模具设计(模具制造工技师论)知识分享

瓶盖塑料模具设计(模具制造工技师论)饮料瓶盖的塑料模具设计与制造摘要:本文以瓶盖塑料件为研究对象,在分析塑件结构特点基础上,对材料的选择和模具类型的选择做了详细的说明,提出了完善的模具设计方案,阐述了模具结构设计,介绍了模具工作过程,并以图示的方式模拟了模具的脱模过程。
关键词:瓶盖、注射模、浇注系统引言:在设计注塑模具过程中,模具结构尤其脱模结构是否合理,将直接影响模具的使用寿命、塑件的质量和生产效率。
如何在保证塑件质量的前提下,使模具结构简单、紧凑,加工制造方便,成为注射模设计中要解决的重要问题。
图1为一饮料瓶盖的塑料制品,该塑件属于大批量生产。
在塑料材料、制品设计及加工工艺确定后,塑料模设计对制品质量与产量就具有决定性的影响。
首先,模腔形状、尺寸、表面粗糙度、分型面、浇口与排气的选择以及脱模方式的确定等,均对制品尺寸精度和形状精度以及塑件的物理性能、内应力大小、表面质量与内在质量等起到十分重要的影响。
其次,在塑件加工过程中塑料模结构的合理性对操作的难易程度具有重要的影响。
再次,塑料模对塑件的成本也有相当大的影响,一般制模费用是十分昂贵的,尤其是大型塑料模具更是如此。
我国塑料模的发展极其迅速。
30年已走过国外90年的历程,现已具有相当规模。
塑料模的设计技术、制造技术、CAD技术、CAM技术、CAE技术、CAPP技术,已有相应的开发应用。
我国在塑料模设计技术和制造技术上与发达国家也有相当的差距,专用模具钢品种少,规格不全,质量不稳定,且供应渠道不畅,是约制我国模具行业快速发展障碍。
当前我国作为一个经济快速发展的国家,模具技术发展已是刻不容缓。
1.瓶盖塑件结构及工艺分析1.1 瓶盖成型结构分析。
图1所示塑件为某饮料瓶瓶盖,材料为PE( 聚乙烯)—高压聚乙烯LDPE 。
除螺纹处较厚外,瓶盖为壁厚为2mm的塑料制件,其余部位厚度则均匀一致。
瓶盖外形结构为圆形,中间有抽芯结构。
瓶盖内侧有凸起1mm半圆形的螺纹,内侧用圆弧过度,可以起到减少零件应力集中的效果。
毕业设计(论文)-矿泉水瓶盖注塑模具的设计[管理资料]
![毕业设计(论文)-矿泉水瓶盖注塑模具的设计[管理资料]](https://img.taocdn.com/s3/m/9e7249520029bd64793e2c95.png)
第1章绪论随着中国当前的经济形势的日趋好转,在“实现中华民族的伟大复兴”口号的倡引下,中国的制造业也日趋蓬勃发展;而模具技术已成为衡量一个国家制造业水平的重要标志之一,模具工业能促进工业产品生产的发展和质量提高,并能获得极大的经济效益,因而引起了各国的高度重视和赞赏。
在日本,模具被誉为“进入富裕的原动力”,德国则冠之为“金属加工业的帝王”,在罗马尼亚则更为直接:“模具就是黄金”。
可见模具工业在国民经济中重要地位。
我国对模具工业的发展也十分重视,早在1989年3月颁布的《关于当前国家产业政策要点的决定》中,就把模具技术的发展作为机械行业的首要任务。
近年来,塑料模具的产量和水平发展十分迅速,高效率、自动化、大型、长寿命、精密模具在模具产量中所战比例越来越大。
注塑成型模具就是将塑料先加在注塑机的加热料筒内,塑料受热熔化后,在注塑机的螺杆或活塞的推动下,经过喷嘴和模具的浇注系统进入模具型腔内,塑料在其中固化成型。
本次毕业设计的主要任务是矿泉水瓶盖注塑模具的设计。
之所以选择这个设计题目的主要有两方面意义:1、瓶盖是带内螺纹的塑件要求设计时要充分考虑到脱模的方式方法,多分型面结构以及点浇口方式的模具结构设计方法;2、瓶盖属中小型件在我们的日常生活中有一定的普遍性和代表性,为今后的实用性模具设计奠定了基础以更好的服务模具制造业服务社会。
本次毕业设计的主要目的:了解模具设计的方法与内容;掌握各类型模具的基本结构以及各零部件与非标准件的设计;熟悉模具材料的性能与应用以及加工方法与加工手段;熟练应用各种模具设计软件,包括CAD、CAXA、Pro/E、UG等;了解模具的发展状况与发展方向。
希望通过本次设计为今后的工作奠定一个良好的基础。
第2章成型工艺规程编制产品技术要求和工艺分析产品技术要求产品设计图见图2-1、图2-2、图2-3。
图2-1产品3D图俯视图图2-2 产品3D图仰视图2-3 产品2D图此塑件上有三个尺寸有精度要求:零件上有多个尺寸有26±;12±;壁厚2mm,均为MT6级塑料精度,属于中等精度等级,在模具设计和精度要求,分别是:30±;制造过程中要严格保证这些尺寸的精度要求。
儿童喝水杯注塑模设计
0前言随着塑料工业的飞速发展和通用塑料也工程塑料在强度和精度方面的不断提,塑料制品的应用范围也在不断扩展。
由于再工业产品中,一个设计合理的塑件往往能代替多个传统金属结构件,加上利用工程塑料特有性质,可以一次成型非常复杂的形状,并且还能设计成卡装结构,成倍地减少产品中的各种紧固件,大大地降低了金属材料消耗能和加工及装配工时,因此,近年来工业产品塑料化的趋势不断上升。
注塑成型是塑料加工中最普遍采用的方法。
该方法适应于全部热塑性塑料和部分热固性塑料,制得的塑料制品数量之大是其他成型方法望尘莫及的。
由于注塑成型加工不仅产量多,而且适应于多种原料,能够成批地生产,并且具有固定的尺寸,可以实现自动化、高速化,因此具有较高的经济效益。
作为注塑成型加工的主要工具之一注塑模具。
在质量、精度、制造周期以及注塑成型过程中的生产效率等方面水平高低,直接影响产品的质量、产量、成本及产品的更新换代,同时也决定着企业在市场竞争中反应能力和速度。
与其它机械行业相比,模具制造业主要有以下三个特点:第一,模具不能像其它机械那样可作为基本定性定型的商品随时都可以在机电市场上买到。
这是因为每副模具都是针对特定塑料制品的规格而产生的,由于塑料制品的形状、尺寸各异,差距甚大,其模具结构也大相径庭,所以模具制造不能形成批量生产。
换句话说,模具是单件生产的,其寿命越长,复加工的可能性越小。
因此模具的制造成本较高。
第二,因为注塑模具是为产品中的塑料制品而定制的,作为产品、除质量、价格等因素外,很重要的一点就是需要尽快的投放市场,所以对于塑料制品而特殊定制的模具来说,其制造周期一定要短。
第三,模具制造是一项技术很强的工作,其加工过程集中了机械制造技术中先进技术的精华部分与钳工技术的手工技巧,因此要求模具工人具有较高的文化技术水平,特别是对企业来说要求培养“全能工人”,使其适应多种要求,这种技术工人对于模具单件生产方式组织均衡生产是非常重要的。
综上所述,模具制造业存在成本高,要求制造周期短,技性强等特点,目前,随着科学技术的不断发展和计算机技术的应用,这些问题得到了很大改善。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
武汉工程大学塑料模具设计课程设计说明书课题名称:一模一腔点浇口顶板顶出开水瓶盖模具设计专业班级:09高材03班学生学号:0902020323学生姓名:学生成绩:指导教师:刘仿军课题工作时间:2013-01-08至2013-01-13武汉工程大学教务处课程设计任务书一、设计题目小组同学(每组人数不超过4人)自己选定熟悉的塑料制品作为模具课程设计题目(控制题目难度在两周内完成)二、课题条件1、利用图书馆资料,进行必要的文献调研;2、利用现有模具教具、生活现场取得的制品进行设计;3、可提供计算机进行模具设计绘图、说明书编写等工作。
三、设计任务1、根据选定的塑料件,确定制品的原材料品种,及制品的尺寸精度要求。
2、小组讨论确定完成制品模具设计的程序,可以参照附件一。
3、小组讨论确定该制品模具的基本结构组成及时间进度安排。
4、电脑或手工绘制模具装配图,要求模具结构合理,功能完备。
(1)如果两视图不能表达清楚的,需附加三视图、局部剖视图等;(2)模具装配图上应标注所有零件的件号、名称;(3)模具装配图上应有明细表,内容:件号、数量、材料、热处理状态、硬度、规格、备注等内容。
5、绘制非标准零件图,尺寸标注完全合理(包括配合尺寸)6、撰写设计说明书,应书写本设计过程中设计结果及参数选用等内容。
四、设计说明书内容1、制品使用要求及原材料的工艺性和成型性能;2、模腔数目确定,分型面的选择,成型零部件设计,合模导向机构,浇注系统类型的确定及脱模方式的设计,温度调节系统的布排;3、校核注射模与注射机规格的适应性;4、标注参考资料。
目录1.9 初步确定模腔数、浇注系统类型(主流道、分流道、浇口形式).. 错误!未定义书签。
1.10 制品分型面的确定................................................................................. 错误!未定义书签。
1.12 顶出机构的设计..................................................................................... 错误!未定义书签。
1.14 完成非标准零件图的绘制................................................................... 错误!未定义书签。
摘要.. (6)第一章塑料注射模具的设计步骤和结构组成 (7)1.1塑料注射模具组成和应用 (7)第二章开水瓶盖塑件 (8)2.1塑件的结构和特点 (8)2.2制品原材料的选择 (8)2.3注射成型工艺条件 (11)2.4塑件的主要参数 (12)2.4.1设计的质量和体积 (12)2.4.2塑件的投影面积 (12)第三章注射机的选用 (12)3.1选用注射机的方法和原则 (12)3.1.1选用的方法和原则 (12)3.1.2注射机的选用 (13)3.1.3最大注射量的校核: (14)第四章塑料注射模具设计 (15)4.1型腔数目和分布 (15)4.1.1确定型腔数目时要考虑的因素 (15)4.1.2数目的确定 (16)4.2分型面的选择 (16)4.3型腔和型芯 (17)4.3.1型腔和型芯的结构 (17)4.3.2型腔和型芯的尺寸 (17)第五章浇注系统设计 (19)5.1浇注系统 (19)5.2浇注系统的设计原则 (20)5.3浇注系统的设计 (20)第六章推出机构 (23)6.1推出机构的作用和种类 (23)6.2开水瓶盖推出机构的组成 (23)6.3开水瓶盖推出机构的设计 (24)第七章导向机构 (27)7.1导向机构的作用和组成 (27)7.2导向机构的设计 (28)第八章模架的选用 (30)8.1标准模架型号 (30)8.2模架的长度和宽度 (31)8.3模具标准零部件的设计 (33)第九章模具的工作过程 (34)第十章设计小结 (34)参考文献 (35)摘要本次设计的是开水瓶盖, 主要介绍了开水瓶盖的设计思路、加工过程和开水瓶盖的注射模的设计。
这种聚丙烯开水瓶盖无毒、无味,密度小,强度、刚度、硬度、耐热性都较好,是人们日常生活中常用的生活用品。
本次设计采用的是注射成型。
在设计过程中,首先对进行原材料分析,比较不同塑料的物理和化学性质从而选定开水瓶盖的最佳原料为聚丙烯。
然后介绍了不同形式的浇口的优缺点,接下来初步选定注射机和标准模架,再进一步设计模具各个结构,最后对注射机进行校核。
关键词:注塑成型注射机模具第一章塑料注射模具的设计步骤和结构组成1.1塑料注射模具组成和应用塑料模具的种类很多,比较常见的有注射模、压缩模、压注模和挤出模。
本文采用注射模。
注射模是安装在注射机上,完成注射成型工艺所使用的模具。
注射模的种类很多,其结构与塑料的品种、塑件的结构和注射机的种类等很多因素有关.一般情况是由成形部件、浇注系统、导向机构、调温系统和支撑零部件组成,如果有侧向的孔或凸台,注射模还包括侧向分型和抽芯机构。
塑料注射模具一般由成形部件、浇注系统、导向机构、推出机构、调温系统、排气系统、支撑零部件、侧向分型和抽芯机构组成。
成形部件是指动、定模部分有关组成型腔的零件。
浇注系统是将熔融的塑料从注射机喷嘴进入模具型腔所经的通道,它包括主流道、分流道、浇口及冷料穴。
导向部分在注射模中,用导向部分对模具的定动模导向,以使模具和模时能准确对合。
推出机构是指分型后将塑件从模具中推出的装置。
调温系统是为了满足注射工艺对模具温度的要求,需要有条文系统对模具的温度进行调整。
一般热塑性塑料的注射模主要是设计模具的冷却系统。
排气系统是为了将成形时的塑件本身挥发的气体排出模外,常常在分型面上开设排气槽。
对于小塑件的模具,可直接利用分型面或推杆等与模具的间隙排气。
支撑零部件是用来安装固定或支撑成形零部件及前述的各部分机构的零部件。
侧向分型与抽芯机构是当有些塑件有侧向的凹凸形状的孔或凸台时,须先把侧向的凹凸形状的瓣合模或侧向的型芯从塑件上脱开或抽出。
第二章开水瓶盖塑件2.1塑件的结构和特点本次模具设计的制品是一个开水瓶盖,开水瓶盖在生活中较常见,它结构简单,轻便易拿。
2.2制品原材料的选择1. 聚苯乙烯PS性能:电绝缘(尤其高频绝缘性)性优良,无色透明,透光率仅次于有机玻璃,着色性、耐水性、化学稳定性良好,力学强度一般,刚性好,但性脆,易产生应力碎裂,不耐笨、汽油等有机溶剂。
用途:适于制作绝缘透件、透明件、装饰件日用品、泡沫包装材料及建筑隔热材料等。
2. 聚乙烯PE性能:耐腐蚀性、电绝缘(尤其高频绝缘性)性优良,可以氯化、辐照改性,可用玻璃纤维增强。
高密度聚乙烯(HDPE)熔点、刚性、硬度和强度较高、耐应力开裂性好,吸水性小,有突出的绝缘性能和良好的耐辐照性。
低密度聚乙烯(LDPE)柔软性、伸长率、冲击强度和透明性较好。
线性低密度聚乙烯(LLDPE)的性能介于LDPE和HDPE之间。
茂金属聚乙烯(mPE)主要用于薄膜,薄膜强度、柔软性、热封性和透明性极好。
超高分子量聚乙烯(UHMWPE)冲击强度高,耐疲劳,耐磨,用冷压烧结成型。
用途:高密度聚乙烯适于制作管材、中空瓶、注射制品、重包装膜、编织袋、撕裂膜、大包带、周转箱及丝类等。
低密度聚乙烯用于制作地膜、大棚膜、保鲜膜、电缆及注射件等。
线性低密度聚乙烯主要用于薄膜、注射制品、编织袋、打包带等。
超高分子量聚乙烯适于制作减磨、耐磨及传动零件。
3. 聚氯乙烯PVC(1)硬聚氯乙烯(HPVC)性能:力学强度高,硬度大,绝缘性优良,耐酸碱力极强,化学稳定性好,阻燃性好,印刷及焊接性好,但软化点低。
用途:适于制造型材、管材、棒材、板材、片材、丝类、中空瓶、焊条及注射制品(管件和阀门等),代替木材和金属材料。
(2)软聚氯乙烯(SPVC)性能:制品柔软,断裂伸长率大,力学强度大、耐腐蚀性、电绝缘性均低于硬聚氯乙烯,且易老化。
用途:适于制作大棚薄膜、盐膜、日用膜、电线电缆绝缘层、革类、鞋类、软管、软片及密封材料等。
4. 聚丙烯PP性能:性对密度小,强度、刚性、耐热性均优于低压聚乙烯,可在100℃左右使用。
具有优良的耐腐蚀性,耐疲劳性好,良好的高频绝缘性,不受湿度影响,但低温变脆,不耐磨,易光老化。
用玻璃纤维增强后,强度接近工程塑料。
聚丙烯的共聚物(PP-C)可改善其冲击性能,其中无轨共聚物(PP-R)主要用于管材,嵌段共聚物(PP-B)主要用于大型容器、周转箱等。
用途:PP适于制作注射制品、汽车配件、壳体、日用品、打包带、编织袋、双向拉伸膜(烟膜、黏胶带基膜等)、电容器膜、上水管材、地热管、片材(吸塑成保证盒、一次性水杯等)及中空瓶等。
经查阅[2],由张维合主编《注塑模具设计使用教程》书中表1-1以及表1-4可知PP的计算收缩率及其他性能如表1-1。
表1-1 PP的计算收缩率及其他性能综上所述:根据以上制品性能,综合参考,特别是聚丙烯具有很好的耐热性,正是开水瓶盖需要的性能,所以选择PP作为开水瓶盖的原材料。
2.3注射成型工艺条件干燥处理:如果储存适当则不需要干燥处理。
熔化温度:220~275℃,注意不要超过275℃。
模具温度:40~80℃,建议使用50℃。
结晶程度主要由模具温度决定。
注射压力:1500-1800bar。
注射速度:通常,使用高速注塑可以使内部压力减小到最小。
如果制品表面出现了缺陷,那么应使用较高温度下的低速注塑。
流道和浇口:对于冷流道,典型的流道直径范围是4~7mm。
建议使用通体为圆形的注入口和流道。
所有类型的浇口都可以使用。
典型的浇口直径范围是1~1.5mm,但也可以使用小到0.7mm的浇口。
对于边缘浇口,最小的浇口深度应为壁厚的一半;最小的浇口宽度应至少为壁厚的两倍。
PP材料完全可以使用热流道系统。
成型时间:注射时间 20s~60s高压时间 0s~3s冷却时间 20s~90s总周期 50s~160s2.4塑件的主要参数 2.4.1设计的质量和体积此次设计的开水瓶盖的半径50mm ,碗壁厚2mm ,高50mm 。
估算其体积和质量(聚丙烯密度取0.905 g/cm ³) 塑件体积:2223333.14(5048)48 3.1425045.241045.24V mm cm =⨯-⨯+⨯⨯=⨯=塑件质量:0.90545.2440.94M V g ρ==⨯=2.4.2塑件的投影面积塑件成形的最大正面投影面积:S=πR2=78.50 cm ²第三章 注射机的选用3.1选用注射机的方法和原则 3.1.1选用的方法和原则 1.使用现有设备2.根据每次成型件数安排最大注射量、锁模力、经济性等要求选择合适的注射机。
3.1.2注射机的选用选PP为材料,注射压力取80MPa。