锻造工艺卡
工艺过程卡、工序卡
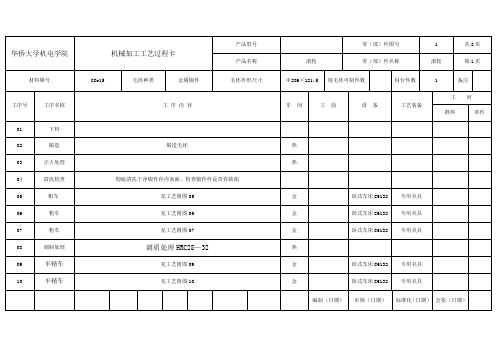
华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ280外圆工序号05零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s粗车Φ280外圆至Φ282.3硬质合金车刀YT15 121.5 1 1.85 1 125 2 58.32编制(日期)审核(日期)标准化(日期)会签(日期)标记处数更改文件号签字日期标记处数更改文件号签字日期华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ215、Φ255工序号06零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ280右端面硬质合金车刀YT1536.75 1 1.8 1 125 2 17.6 2粗车Φ215内圆至Φ212.6及Φ203右端面硬质合金车刀YT1566.75 1 1.8 1 180 2 22.3 3粗车Φ137右端面至Φ203内圆硬质合金车刀YT1534.9 3 1.55 1 250 2 25.14粗车Φ255内圆至Φ253.6及Φ215右端面硬质合金车刀YT1517.7 10 2.05 1 125 2 84.9华侨大学院机电学院机械加工工艺卡片工序名称粗车Φ240Φ137及14°槽工序号07零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1粗车Φ240左端面、硬质合金车刀YT1575.25 1 1.8 1 180 2 25.08 2粗车Φ280左端面及Φ240外圆、硬质合金车刀YT1519.3 3 1.8 1 180 2 19.3 3粗车Φ137内圆至Φ135.6硬质合金车刀YT1526 1 1.4 1 250 2 6.2 4 粗车14°槽14°切槽专用刀具9 1 1 250 2华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ280工序号09零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s半精车Φ280外圆至Φ280.9硬质合金车刀YT15116 1 0.7 0.5 125 2 111.4华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ215Φ255工序号10零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ280右端面硬质合金车刀YT1513.65 1 1.2 0.5 125 2 13.1 2半精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.45 1 0.7 0.5 180 2 45.0 3半精车Φ137右端面至Φ203内圆硬质合金车刀YT1533.7 1 1.1 0.5 280 2 16.24 半精车Φ255内圆及Φ215右端面、硬质合金车刀YT1517.5 1 0.7 0.5 125 2 16.8华侨大学院机电学院机械加工工艺卡片工序名称加工螺纹孔工序号11零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具立式钻床Z525安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/min基本工时min1钻孔高速钢钻头20 1 7.82 铰孔20 1 0.23 攻丝、15 1华侨大学院机电学院机械加工工艺卡片工序名称半精车Φ240Φ137及14°槽工序号12零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s1半精车Φ240左端面硬质合金车刀YT1554.05 1 1.2 0.5 180 2 36.0 2半精车Φ280左端面及Φ240外圆硬质合金车刀YT1520 1 1.3 0.5 180 2 13.33 半精车Φ137内圆、硬质合金车刀YT1525.5 1 0.7 0.5 250 2 12.244 半精车14°槽14°切槽专用刀具0.7 1 0.5 250 2华侨大学院机电学院机械加工工艺卡片工序名称精车Φ280外圆工序号15零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ280外圆硬质合金车刀YT15110 1 0.3 0.25 180 3 146.7华侨大学院机电学院机械加工工艺卡片工序名称精车Φ215内圆工序号16零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设计工艺卡08机电一班林立斌卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s精车Φ215内圆及Φ203右端面硬质合金车刀YT1567.75 1 0.3 0.25 250 3 65.04华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ280外圆工序号17零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具卧式车床C6132安装工步安装及工步说明刀具量具走刀长度mm走刀次数切削深度mm进给量mm/r主轴转速r/min切削速度m/s基本工时s金刚石车Φ280外圆金刚石车刀110 1 0.15 0.2 180 3 183.3华侨大学院机电学院机械加工工艺卡片工序名称金刚石车Φ215内圆工序号18零件名称滚轮零件号零件重量25.95kg 同时加工工件数1材料毛坯牌号硬度型式重量GCr15HRC58~62金属型锻件设备夹具辅助工具名称型号专用夹具华侨大学<机械制造工艺学>课程设。
型腔,型芯,凸模,凹模工艺卡片
磨削
磨光上、下两平面,厚度达到35mm
8
精修
保证型腔与中间板间隙均匀,配做销钉孔
9
钳工
装配(保证合理、均匀间隙值)
型芯的加工工艺卡
序号
工序名称
工序内容
1
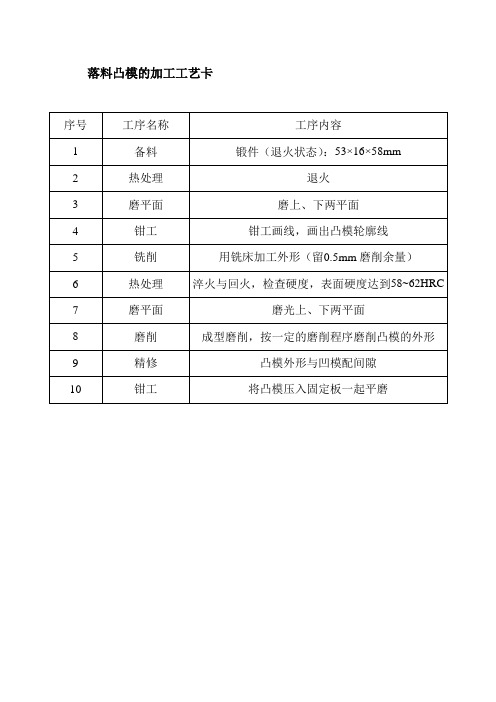
备料
锻件(退火状态):Φ36×80mm
2
热处理
退火,硬度达到180~220HBS
3
车削
打对顶尖孔,车阶梯外圆至Φ34mm,Φ30mm,Φ27.5mm,长度至74mm
6
热处理
淬火与回火,检查硬度,表面硬度达到58~62HRC
7
磨平面
磨光上、下两平面,达到厚度54.7mm
8
磨削
成型磨削,按一定的磨削程序磨削凸模的外形
9
精修
凸模外形与凹模配间隙
10
钳工
将凸模压入固定板一起平磨
落料凹模的加工工艺卡
序号
工序名称
工序内容
1
备料
锻件(退火状态):129×129×32mm
2
热处理
4
磨削
磨削外圆至Φ32.55mm,Φ28.55mm,Φ26.5mm
5
钳工
加工顶杆孔Φ10
6
热处理
淬火与回火,检查硬度,表面硬度要求达到58~62HBS
7
钳工
磨削外圆至Φ32.5mm,Φ28.5mm,Φ26mm(用仿形铣铣出外形),至要求抛光至Ra0.8um
8
检验
同轴度达到Φ0.02mm
9
钳工
装配(将型芯压入固定板后一起磨平)
落料凸模的加工工艺卡
序号
工序名称
工序内容
1
备料
锻件(退火状态):53×16×58mm
工艺卡

宿迁学院机械加工工艺过程卡零件图 项目第 1 页 零件名称蜗轮轴 过程卡编制共 12 页材料 名称 材料消耗( )公斤 材料单件数毛坯种类送来单位 产品型号 设计批量型号及规格45钢毛重 净重送往单位产品名称车间及工锻 工序号 工序名称 工序(步)简要内容工艺卡或工艺守则等编号设备工艺装备工人 级别 基本时间工时定额准备结束时间工时每小时产量定额名称 种类名称代号 数量金工 10 下料 27060⨯Φ锯床 锻造 20 锻造毛坯 锻造毛坯 平锻机 热处理 30 热处理 正火金工 40 铣端面钻中心孔 钻中心孔 铣端面钻中心孔专用机床 金工 50 粗车 粗车大端各部 液压仿形车床 金工 60 粗车 粗车小端各部 液压仿形车床 热处理 70 热处理调质 220-240HBS数控机床 金工 80 精车大端各部 定位基准:中心孔 数控车床 金工 90 精车小端各部 定位基准:中心孔 数控车床 金工 100 铣键槽 铣轴上的两个键槽铣床 金工 110 磨对有配合的部分磨加工磨床热处理 120 热处理高频淬火金工130检验更改标记 通知单号 更改内容日期签章 绘制 审 核 定额员 校对 会 签 描写标准批 准宿迁学院机械加工工序卡片产品型号零(部)件图号第 2 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工10 下料毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数锯床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时10 下料锯床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 3 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工20 锻造毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数平锻机夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时20 锻造毛坯平锻机机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 4 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工40毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数铣端面钻中心孔专用机床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时40 铣两端面,在两端面上钻中心孔中心机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 5 页产品名称蜗轮轴零(部)件名称共 12 页全部车间工序号工序名称材料牌号金工50毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数液压仿形车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时50 粗车粗车大端各部液压仿形车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 6 页产品名称蜗轮轴零(部)件名称共 12 页全部车间工序号工序名称材料牌号金工60毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数液压仿形车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时60 粗车粗车小端各部液压仿形车床机动辅助描图描校底图号装订号设计(日期) 审核(日期)标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 7 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工80毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步工步内容工艺装备主轴转切削进给量切削进给次工步工时号速速度深度数80 精车大端各部数控车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 8 页产品名称零(部)件名称共 12 页车间工序号工序名称材料牌号金工90毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数数控车床夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时90 精车小端各部数控车床机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 9 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工100毛坯种类毛坯外型尺寸每坯件数每台件数设备名称 设备型号 设备编号 同时加工数 铣床 夹具编号 夹具名称 冷却液乳化液 工位器具编号工位器具名称工序时间工步号 工步内容工艺装备 主轴转速 切削速度 进给量 切削深度 进给次数 工步工时 100铣键槽 铣轴上的两个键槽 立式铣床 机动 辅助 描图 描校 底图号 装订号设计(日期) 审核(日期) 标准(日期) 会签(日期) 批准(日期)标记 出处 更改文件号 签字 日期 标记 更改文件号 签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号 第 10 页 产品名称蜗轮轴 零(部)件名称 共 12 页 车 间工序号工序名称材料牌号金工110毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数磨床夹具编号夹具名称冷却液柴油工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时110 磨对有配合的部分磨加工磨床机动辅助描图描校底图号装订号设计(日期) 审核(日期)标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 11 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工120毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液柴油工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时120 热处理高频淬火轴上的四个部分机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期宿迁学院机械加工工序卡片产品型号零(部)件图号第 12 页产品名称蜗轮轴零(部)件名称共 12 页车间工序号工序名称材料牌号金工130毛坯种类毛坯外型尺寸每坯件数每台件数设备名称设备型号设备编号同时加工数夹具编号夹具名称冷却液工位器具编号工位器具名称工序时间工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时130 检验机动辅助描图描校底图号装订号设计(日期) 审核(日期) 标准(日期)会签(日期) 批准(日期)标记出处更改文件号签字日期标记更改文件号签字日期车间工序号工序名称材料牌号金工120。
锻造工艺工艺卡

下V型砧剁刀
4
左侧拔长
拔长至Φ68mm
0.5t自由锻锤
上平砧
下V型砧套筒
剁刀
5
1200-700℃
右侧压肩
在右端压肩,据左压肩29mm处右压肩,便于保证下一步拔长尺寸。
0.5t自由锻锤
下V型砧剁刀
6
右侧拔长
拔长至Φ68mm0.5来自自由锻锤上平砧下V型砧套筒
剁刀
7
修整及切除余量
修整工件至所需尺寸,切除多余部分。
0.5t自由锻锤
剁刀
轴自由锻工艺卡
锻件名称
材料
坯料重量/kg
件数
锻造比
坯料尺寸
轴
45钢
10.541
5
1.6
Φ105x155mm
序号
锻造温度
工步
自由变形工步内容
设备
工具
1
下料
Φ105x155mm
圆钢坯料
2
1200-700℃
整体拔长
整体拔长至Φ82mm
0.5t自由锻锤
上平砧
下V型砧
圆口钳
3
1200-700℃
左侧压肩
在据左端110mm处压肩,便于保证下一步拔长尺寸。
锻造工艺卡片
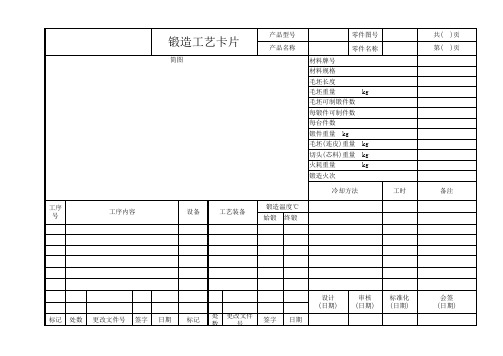
零件图号 零件名称 材料牌号 材料规格 毛坯长度 毛坯重量 毛坯可制锻件数 每锻件可制件数 每台件数 锻件重量 kg 毛坯(连皮)重量 kg 切头(芯料)重量 kg 火耗重量 锻造火次 冷却方法 工时 kg kg
共( )页 第( )页
锻造工艺卡片
产品名称 简图
备注
锻造温度℃ 工序号 工序内容 设备 工艺装备 始锻 终锻
设计 (日期) 标记 处数 更改文件号 签字 日期 标记 处数 更改文件号 签字 日期
审核 (日期号零件图号产品名称零件名称简图材料牌号材料规格毛坯长度毛坯可制锻件数每锻件可制件数每台件数锻造火次冷却方法工时备注工序号工序内容设备工艺装备锻造温度更改文件号签字日期标记更改文件号签字日期毛坯重量kg锻件重量kg毛坯连皮重量kg切头芯料重量kg火耗重量kg设计日期审核日期标准化日期会签日期
铸造工艺卡

合金牌号
每车(或机)件数
每型件数
生产线
加工单位
型砂量/kg·型
更改根据
设计
校对
审核
检查科会签
厂批准
总厂批准
标记及数目
签名及日期
厂车间
铸件工艺卡(砂芯图)
第页
零件号
共页
零件名称
芯号
芯砂号
重量/kg·个
个/盒
个/件
名称
图号
数量
更改根据
设计
校对
审核
检查科会签
厂批准
总厂批准
标记及数目
签名及日期
厂车间
冷铁
材料
砂芯数量
下砂箱
数量
制芯
检查样板
砂芯编号
编号
用途
数量
制芯方法
涂料编号
涂料
次数
烘干前
烘干后
烘干温度
特殊操作说明:
浇口杯
内浇道
横浇道
直浇道
冒口
浇注温度
/℃
编号
数量
规格
数量
规格
数量
规格
数量
规格
浇注时间
/S
冷却时间/min
编制
校对
审核
批准
标记
处数Leabharlann 更改文件号签字日期
标记
处数
更改文件号
签字
日期
厂
造型工艺卡片
第页
零件简图:
每台件数
合金牌号
零件重量
铸件重量
浇冒口重量
没毛坯零件数
浇注后砂型重
名称
方法
使用设备
操作说明
落砂
锻造工艺卡片
切边模
9
磨毛刺
要求残留毛边不大于1mm
砂轮机
砂轮片
10
精压
80t压力机
精压模
11
校正
80t压力机
校正模
12
检查
表面缺陷尺寸错差残留毛边重量
卡尺、台称
编制(日期)
校对(日期)
审核(日期)
会签(日期)
批准(日期)
标记
处数
更改文件号
签字
日期
标记
出数
更改文件号
签字
日期
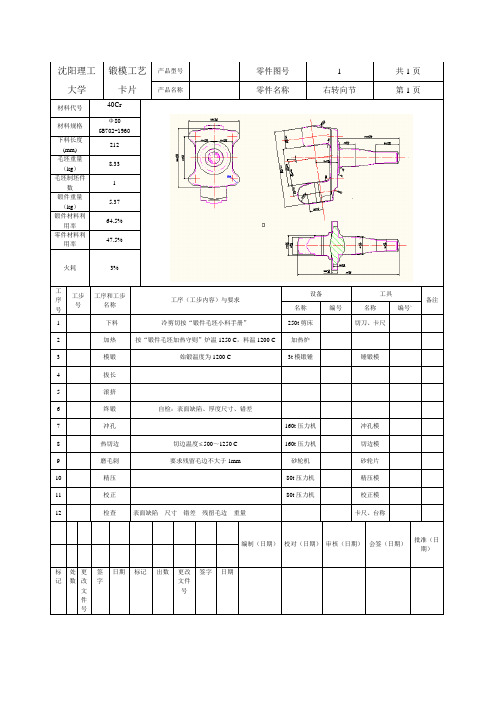
沈阳理工大学
锻模工艺卡片
产品型号
零件图号
1
共1页
产品名称
零件名称
右转向节
第1页
材料代号
40Cr
材料规格
Φ80
GB702-1960
下料长度(mm)
212
毛坯重量(kg)
8.33
毛坯制坯件数
1
锻件重量(kg)
5.37
锻件材料利用率
64.5%
零件材料利用率
47.5%
火耗
3%
工序号
工步号
工序和工步名称
工序(工步内容)与要求
设备
工具
备注
名称
编号
名称
编号`
1
下料
冷剪切按“锻件毛坯小料手册”
250t剪床
切刀、卡尺
2
加热
按“锻件毛坯加热守则”炉温1250 C,料温1200 C
加热炉
3
模锻
始锻温度为1200 C
3t模锻锤
锤锻模
4
拔长
5
滚挤
6
终锻
自检:表面缺陷、厚度尺寸、错差
机械加工工艺卡片实例
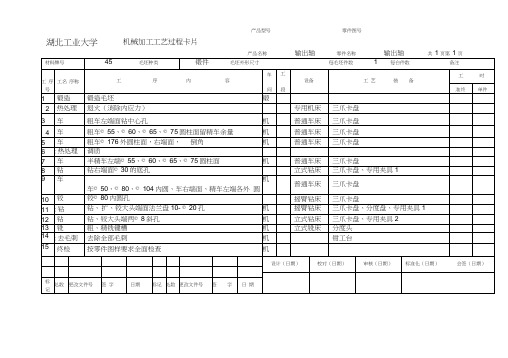
产品名称输出轴零件名称 输出轴 共 1页第 1 页产品型号 零件图号湖北工业大学机械加工工艺过程卡片机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第 9页车间工序号工序名称材料牌号12钻45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数模锻件1设备名称设备型号设备编号同时加工件数Z37夹具编号夹具名称切削液专用夹具2工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称〒止 工步号 主轴转速 切削速度 进给量 切削深度进给次数工步工时minr/min m/min mm/r mm装夹 机动 辅助钻孔2—①8 Z550 1945 36. 7 0. 12 0.11 0.02 铰孔2—①8Z55085013. 31. 00.08 0.01设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机械加工工序卡片零件图号输出轴零件名称输出轴共10页 第10页车间工序号工序名称材料牌号13铣45毛坯种类毛坯外形尺寸每毛坯可制件数每台件数11设备名称设备型号设备编号同时加工件数X61351夫具编号夹具名称切削液分度头工位器具编号工位器具名称工序工时(分)准终单件产品型号产品名称-rrH. 口、 工步号 工 步 内 容工 艺 装 备主轴转速 切削速度 进给量 切削深度进给次数工步工时inr/minm/minmm/rmm机动 辅助1 装夹2 粗铣键糟16-50 X6135945 89 纵 105 61 0.49 0.07 横 100 3精铣键糟16-501225153. 8纵 125 210.4260.06横130设计(日期)校对(日期) 审核(日期) 标准化(日期)会签(日期)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
精
度
订货长度 2.5m 下料长度 235mm
普通 钢 45 号 断面尺寸 Φ 40mm
锻造工艺卡
零件号 型号
毛坯重量
锻件重量
下料件数
2.32Kg
1.26Kg
1件
名 称
变速叉
件数
工序号 1
工 步 号 下料
工序内容 名称
设备 设备号
温度 Hale Waihona Puke 高于 不低于工具 名 称 刀片
检查者
100t 剪床 高频加热炉 2t 模锻锤 1260℃ 1150℃ 850℃
抽查(保证边缘毛刺小于 2mm) 2 3 1 2 加热(做到料温1230℃ ± 30℃) 模锻(一次一件) 拔长一端 闭式滚挤
检查员
锤锻模
3 4
预锻、终锻 切 边 2500kN 切边压 力机
9000 C
抽查 (允许的差错量 0.8mm 、 残留飞边量 0.8mm 、 不加工面表面缺陷深度 1mm、 ) 5 6 7 8 9 磨毛刺 按照热处理工艺卡进行调质、清理 抛丸处理 磁力探伤 按锻件图验收 抛丸机 探伤机 检验夹具 样板 绘图 刘钢 编制 刘钢 审核 刘岩 批准 粗磨机
检查员
检查员