数控专业外文翻译----数控技术发展
机械类数控外文翻译外文文献英文文献数控.doc

Numerical ControlOne of the most fundamental concepts in the area of advanced manufacturing technologies is numerical control (NC).Prior to the advent of NC, all machine tools were manual operated and controlled. Among the many limitations associated with manual control machine tools, perhaps none is more prominent than the limitation of operator skills. With manual control, the quality of the product is directly related to and limited to the skills of the operator . Numerical control represents the first major step away from human control of machine tools.Numerical control means the control of machine tools and other manufacturing systems though the use of prerecorded, written symbolic instructions. Rather than operating a machine tool, an NC technician writes a program that issues operational instructions to the machine tool, For a machine tool to be numerically controlled , it must be interfaced with a device for accepting and decoding the p2ogrammed instructions, known as a reader.Numerical control was developed to overcome the limitation of human operator , and it has done so . Numerical control machines are more accurate than manually operated machines , they can produce parts more uniformly , they are faster, and the long-run tooling costs are lower . The development of NC led to the development of several other innovations in manufacturing technology:1.Electrical discharge machining.ser cutting.3.Electron beam welding.Numerical control has also made machine tools more versatile than their manually operated predecessors. An NC machine tool can automatically produce a wide variety of par4s , each involving an assortment of undertake the production of products that would not have been feasible from an economic perspective using manually controlled machine tools and processes.Like so many advanced technologies , NC was born in the laboratories of the Massachusetts Institute of Technology . The concept of NC was developed in the early 1950s with funding provided by the U.S Air Force .In its earliest stages , NC machines were able to make straight cuts efficiently and effectively.However ,curved paths were a problem because the machine tool had to be programmed to undertake a series of horizontal and vertical steps to produce a curve. The shorter is the straight lines making up the step ,the smoother is 4he curve . Each line segment in the steps had to be calculated.This problem led to the development in 1959 of the Automatically Programmed Tools (APT) language for NC that uses statements similar to English language to define the part geometry, describe the cutting tool configuration, and specify the necessary motions. The development of the APT language was a major step forward in the further development of NC technology. The original NC system were vastly different from those used punched paper , which was later to replaced by magnetic plastic tape .A tape reader was used to interpret the instructions written on the tape for the machine .Together, all /f this represented giant step forward in the control of machine tools . However ,there were a number of problems with NC at this point in its development.A major problem was the fragility of the punched paper tape medium . It was common for the paper containing the programmed instructions to break or tear during a machining process, This problem was exacerbated by the fact that each successive time a part was produced on a machine tool, the paper tape carrying the programmed instructions had to rerun thought the reader . If it was necessary to produce 100 copies of a given part , it was also necessary to run the paper tape thought the reader 100 separate times . Fragile paper tapes simply could not withstand the rigors of shop floor environment and this kind of repeated use.This led to the development of a special magnetic tape . Whereas the paper tape carried the programmed instructions as a series of holes punched in the tape , theThis most important of these was that it was difficult or impossible to change the instructions entered on the tape . To make even the most minor adjustments in a program of instructions, it was necessary to interrupt machining operations and make a new tape. It was also still necessary to run the tape thought the reader as many times as there were parts to be produced . Fortunately, computer technology become a reality and soon solved the problems of NC, associated with punched paper and plastic tape.The development of a concept known as numerical control (DNC) solve the paper and plastic tape problems associated with numerical control by simply eliminating tape as the medium for carrying the programmed instructions . In direct numerical control, machine tools are tied, via a data transmission link, to a host computer and fed to the machine tool as needed via the data transmission linkage. Direct numerical control represented a major step forward over punched tape and plastic tape. However ,it is subject to the same limitation as all technologies that depend on a host computer. When the host computer goes down , the machine tools also experience down time . This problem led to the development of computer numerical control.The development of the microprocessor allowed for the development of programmable logic controllers (PLC) and microcomputers . These two technologies allowed for the development of computer numerical control (CNC).With CNC , each machine tool has a PLC or a microcomputer that serves the same purpose. This allows programs to be input and stored at each individual machine tool. CNC solved the problems associated downtime of the host computer , but it introduced another problem known as data management . The same program might be loaded on ten different microcomputers with no communication among them. This problem is in the process of being solved by local area networks that connectDigital Signal ProcessorsThere are numerous situations where analog signals to be processed in many ways, like filtering and spectral analysis , Designing analog hardware to perform these functions is possible but has become less and practical, due to increased performance requirements, flexibility needs , and the need to cut down on development/testing time .It is in other words difficult pm design analog hardware analysis of signals.The act of sampling an signal into thehat are specialised for embedded signal processing operations , and such a processor is called a DSP, which stands for Digital Signal Processor . Today there are hundreds of DSP families from as many manufacturers, each one designed for a particular price/performance/usage group. Many of the largest manufacturers, like Texas Instruments and Motorola, offer both specialised DSP’s for certain fields like motor-control or modems ,and general high-performance DSP’s that can perform broad ranges of processingtasks. Development kits an` software are also available , and there are companies making software development tools for DSP’s that allows the programmer to implement complex processing algorithms using simple “drag ‘n’ drop” methodologies.DSP’s more or less fall into t wo categories depending on the underlying architecture-fixed-point and floating-point. The fixed-point devices generally operate on 16-bit words, while the floating-point devices operate on 32-40 bits floating-point words. Needless to say , the fixed-point devices are generally cheaper . Another important architectural difference is that fixed-point processors tend to have an accumulator architecture, with only one “general purpose” register , making them quite tricky to program and more importantly ,making C-compilers inherently inefficient. Floating-point DSP’s behave more like common general-purpose CPU’s ,with register-files.There are thousands of different DSP’s on the market, and it is difficult task finding the most suitable DSP for a project. The best way is probably to set up a constraint and wishlist, and try to compare the processors from the biggest manufacturers against it.The “big four” manufacturers of DSPs: Texas Instruments, Motorola, AT&T and Analog Devices.Digital-to-analog conversionIn the case of MPEG-Audio decoding , digital compressed data is fed into the DSP which performs the decoding , then the decoded samples have to be converted back into the analog domain , and the resulting signal fed an amplifier or similar audio equipment . This digital to analog conversion (DCA) is performed by a circuit with the same name & Different DCA’s provide different performance and quality , as measured by THD (Total harmonic distortion ), number of bits, linearity , speed, filter characteristics and other things.The TMS320 family DQP of Texas InstrumentsThe TLS320family consists of fixed-point, floating-point, multiprocessor digital signal processors (D[Ps) , and foxed-point DSP controllers. TMS320 DSP have an architecture designed specifically for real-time signal processing . The’ F/C240 is a number of the’C2000DSP platform , and is optimized for control applications. The’C24x series of DSP controllers combines this real-time processing capability with controller peripherals to create an ideal solution for control system applications. The following characteristics make the TMS320 family the right choice for a wide range of processing applications:--- Very flexible instruction set--- Inherent operational flexibility---High-speed performance---Innovative parallel architecture---Cost effectivenessDevices within a generation of the TMS320 family have the same CPU structure but different on-chip memory and peripheral configurations. Spin-off devices use new combinations of On-chip memory and peripherals to satisfy a wide range of needs in the worldwide electronics market. By integrating memory and peripherals onto a single chip , TMS320 devices reduce system costs and save circuit board space.The 16-bit ,fixed-point DSP core of the ‘C24x devices provides analog designers a digital solution that does not sacrifice the precision and performance of their system performance can be enhanced through the use of advanced control algorithms for techniquessuch as adaptive control , Kalman filtering , and state control. The ‘C24x DSP controller offer reliability and programmability . Analog control systems, on the other hand ,are hardwired solutions and can experience performance degradation due to aging , component tolerance, and drift.The high-speed central processing unit (CPU) allows the digital designer to process algorithms in real time rather than approximate results with look-up tables. The instruction set of these DSP controllers, which incorporates both signal processing instructions and general-purpose control functions, coupled with the extensive development time and provides the same ease of use as traditional 8-and 16-bit microcontrollers. The instruction set also allows you to retain your software investment when moving from other general-purp ose‘C2xx generation ,source code compatible with the’C2x generation , and upwardly source code compatible with the ‘C5x generation of DSPs from Texas Instruments.The ‘C24x architecture is also well-suited for processing control signals. It uses a 16-bit word length along with 32-bit registers for storing intermediate results, and has two hardware shifters available to scale numbers independently of the CPU . This combination minimizes quantization and truncation errors, and increases p2ocessing power for additional functions. Such functions might include a notch filter that could cancel mechanical resonances in a system or an estimation technique that could eliminate state sensors in a system.The ‘C24xDSP controllers take advantage of an set of peripheral functions that allow Texas Instruments to quickly configure various series members for different price/ performance points or for application optimization.This library of both digital and mixed-signal peripherals includes:---Timers---Serial communications ports (SCI,SPI)---Analog-to-digital converters(ADC)---Event manager---System protection, such as low-voltage and watchdog timerThe DSP controller peripheral library is continually growing and changing to suit the of tomorrow’s embedded control marke tplace.The TMS320F/C240 is the first standard device introduced in the ‘24x series of DSP controllers. It sets the standard for a single-chip digital motor controller. The ‘240 can execute 20 MIPS. Almost all instructions are executed in a simple cycle of 50 ns . This high performance allows real-time execution of very comple8 control algorithms, such as adaptive control and Kalman filters. Very high sampling rates can also be used to minimize loop delays.The ‘ 240 has the architectural features necessary for high-speed signal processing and digital control functions, and it has the peripherals needed to provide a single-chip solution for motor control applications. The ‘240 is manufactured using submicron CMOS technology, achieving a log power dissipation rating . Also included are several power-down modes for further power savings. Some applications that benefit from the advanced processing power of the ‘240 include:---Industrial motor drives---Power inverters and controllers---Automotive systems, such as electronic power steering , antilock brakes, and climatecontrol---Appliance and HV AC blower/ compressor motor controls---Printers, copiers, and other office products---Tape drives, magnetic optical drives, and other mass storage products---Robotic and CNC milling machinesTo function as a system manager, a DSP must have robust on-chip I/O and other peripherals. The event manager of the ‘240 is unlike any other available on a DSP . This application-optimized peripheral unit , coupled with the high performance DSP core, enables the use of advanced control techniques for high-precision and high-efficiency full variable-speed control of all motor types. Include in the event manager are special pulse-width modulation (PWM) generation functions, such as a programmable dead-band function and a space vector PWM state machine for 3-phase motors that provides state-of-the-art maximum efficiency in the switching of power transistors.There independent up down timers, each with it’s own compare register, suppo rt the generation of asymmetric (noncentered) as well as symmetric (centered) PWM waveforms.Open-Loop and Closed-Loop ControlOpen-loop Control SystemsThe word automatic implies that there is a certain amount of sophistication in the control system. By automatic, it generally means That the system is usually capable of adapting to a variety of operating conditions and is able to respond to a class of inputs satisfactorily . However , not any type of control system has the automatic feature. Usually , the automatic feature is achieved by feed.g the feedback structure, it is called an open-loop system , which is the simplest and most economical type of control system.inaccuracy lies in the fact that one may not know the exact characteristics of the further ,which has a definite bearing on the indoor temperature. This alco points to an important disadvantage of the performance of an open -loop control system, in that the system is not capable of adapting to variations in environmental conitions or to external disturbances. In the case of the furnace control, perhaps an experienced person can provide control for a certain desired temperature in the house; but id the doors or windows are opened or closed intermittently during the operating period, the final temperature inside the house will not be accurately regulated by the open-loop control.An electric washing machine is another typical example of an open-loop system , because the amount of wash time is entirely determined by the judgment and estimation of the human operator . A true automatic electric washing machine should have the means of checking the cleanliness of the clothes continuously and turn itsedt off when the desired degised of cleanliness is reached.Closed-Loop Control SystemsWhat is missing in the open-loop control system for more accurate and more adaptable control is a link or feedback from the output to the input of the system . In order to obtain more accurate bontrol, the controlled signal c(t) must be fed back and compared with the reference input , and an actuating signal proportional to the difference of the output and the input must be sent through the system to correct the error. A system with one or more feedback pat(s like that just described is called a closed-loop system. human being are probably the most complex and sophisticated feedback control system in existence. A humanbeing may be considered to be a control system with many inputs and outputs, capable of carrying out highly complex operations.To illustrate the human being as a feedback control system , let us consider that the objective is to reach for an object on aperform the task. The eyes serve as a sensing device which feeds back continuously the position of the hand . The distance between the hand and the object is the error , which is eventually brought to zero as the hand reacher the object. This is a typical example of closed-loop control. However , if one is told to reach for the object and then is blindolded, one can only reach toward the object by estimating its exact position. It isAs anther illustrative example of a closed-loop control system, shows the block diagram of the rudder control system ofThe basic alements and the bloca diagram of a closed-loop control system are shown in fig. In general , the configuration of a feedback control system may not be constrained to that of fig & . In complex systems there may be multitude of feedback loops and element blocks.数控在先进制造技术领域最根本的观念之一是数控(NC)。
数控加工技术概述外文翻译、中英文翻译、外文文献翻译

原文:The digital control process technology is summarized1. digital control programming reaches such developmentThe digital control programming is the segment that be able to obviously bring into play the beneficial result in at the moment CAD/CAPP/CAM's system the most most , such is living to achieve to design the process automation and raise process accuracy and processes the quality and cuts down the product development cycle and so on the respect is brining into play the significant action . Being living possess the greats quantity applications such as aviation industry and auto industry and so on territorys . Since giving birth to the intense demand of practice , wide-ranging research has wholly been carried on to the digital control programming technique in the home and abroad , and acquires the plentiful and substantial fruit . The next reaches such to the digital control programming and develops to act as some to introduce .1.1 basic concept of digital control programmingThe digital control programming is through the spare parts drawings up the full process that obtains the digital control processing program . Its main mission is that the sword spot ( Cutterlocationpoint abbreviate CL's spot ) in the sword is processed away in the calculation .The point of intersection that sword the spot was oridinarily get to the cutting tool axial line against the cutting tool face still will be give out the sword shaft vector in much processs1.2 digital control programming technique development surveyMIT designed one kind of special language that is used in the inflexible spare parts digital control processing program establishments to the program problem in order to resolve in the digital control process , andis called APT ( AutomaticallyProgrammedTool ) in the 50's .Well-developed editions such as after APT time and again develops , takeed shape such as APTII and APTIII ( the stereoscopic cutting action is employd ) and APT ( the algorithm improves , add much coordinates surface processes the programming meritorous service capacity ) and APTAC ( Advancedcontouring ) ( add cuts the database administration system ) and APT/SS ( SculpturedSurface ) ( add engraves the camber processes the programming meritorous service capacity ) and so on .Adoping APT language drawing up digital control order to have easy the refineing of order , and gos away the strongs point such as sword control is agile and so on , and causes the digital control process the programming , and moves upward up yet possess much not suitable points to geometry element .APT through " assemble language " grade to the machine tool order : Adoping language definition spare parts geometry form shape , and is difficult to depict complex geometry form shape , and lack audio-visual quality of geometry ;The certification measure that the figure audio-visual that is short of to spare parts form shape and the cutting tool movement locus displays and the cutting tool locus ;Being difficult to effectively join with CAD's data bank and CAPP's system ;Not to act as easily up the high automation , the integrationizationIn view of the APT's language defect , in 1978 , France attained the system that the large rope airplane corporation starts development gathers assemble three dimensions design , analysis and NC's process integration , and is called in the interest of CATIA .Having ariseed alikely the systems such as EUCLID and NPU/GNCP and so on soon afterwards very quickly , the geometry moldswholly valid settlements of these systems and the spare parts geometry form shape display is designed mutually and mends generates the cutting tool locus , and the problems such as the imitation to go away the sword process displays and certification and so on promoteed CAD and CAM developing to the integration orientation . The approximately idea that system ( CIMS ) and parallel project ( CE ) was manufacture in the calculating machine integration take shape up the 80's gradually on the base that the CAD/CAM's integration being living is approximately attend school . At the moment , and the necessaries that CE developed in order to adapt to CIMS , the digital control programming system to integrationization and intelligentization the development .Being living the integration respect , with the development accords with the STEP ( StandardfortheExchangeofProductModelData ) criterion parameterization feature moldmaking and systematically gives priority to , having carried on the highly effective work of greats quantity at the moment is the home and abroad development heatpointBeing living the intelligentization respect , the work has start only a short while ago , and still awaits that we leave hard2、NCs' cutting tool locus generates the method study developing actualityDigital control programming core work is generateing the cutting tool locus , afterwards by such scattered one-tenth sword spot , places that the handle comes into being the digital control processing program afterwards viaing .The next cutting tool locus comes into being the means and actes as some and introduce2.1 baseding on a little and string , surface and part of the body NC's sword track formation meansCAD's technique moves through the two dimension mapping , andudergo the three dimensions wires frame and camber and the solid modelling generation , now the parameterization feature reacing is always moldded .Is living two dimension mapping together with three dimensions wires frame phase , in case the opening processes , the rough sketch is processed the digital control process is main with spot and string act as drive target , the plane area process and so on .This kind of level that personnel staff was requireed manipulating in the process is taller , complex mutually .Being living camber and the solid modelling generation , entity process had ariseed to based on .The entity process target is an entity ( oridinarily blendes for CSG and BREP express ) , its ( moreover , intersects , falls short of to operate ) but get yield through some fundamental parts of the body habitually after the set operation .The entity is processed not merely usable rough machining and semi precision work to the spare parts , and the great area cuts Yu Liang , and the effectiveness is processed in the raise , but also usable research together with development to digital control baseding on the feature programming system , is the feature process baseEntity process oridinarily possess entity rough sketch process and the entity area and processes two kinds .The entity process realization means slices law ( SLICE ) in the interest of the straturm , in immediate future slices by the process entity in the way of one series of level , afterwards to obtains the intersection comes into being the isometry string dos worthwhile the sword the going away locus .The original slave system needs the angle depart , the digital control process that the ACIS's geometry moldmaking being living achieved thiskind to based on a little on the terrace and the string and surface and entity Feature NC's sword track formation means 2.2 baseding onThe parameterization feature molds to possess the specified development particular period , yet baseds on that feature cutting tool locus formation means research starts only a short while ago .The feature processes to cause digital control programming personnel staff to be out to let drop the step geometry message to those ( in case : Spot , string , surface and entity ) manipulate , but transforing to carry on the digital control programming in the interest of directly to accords with the feature that engineers and technicians are used to , and liftd the programming effectiveness enormouslyW.R.Mail and A.J.Mcleod are living in their research to give out one to based on feature NC's code generating sub system , and this systematic work rule is : Spare parts every one process wholly may be regarded as to adjust to make up the total that the spare parts form shape feature group processed .In immediate future the queen completees spare parts process is not processed that to the feature adjusting entirely form the shape in that way either form shape feature component .But each form shape feature either form shape feature series NC's code may generate voluntarily .The system opened up at the moment merely is applicable to 2.5D's spare parts processThe LeeandChang opened up one kind of raised liberal camber feature cutting tool locus of means autogeneration in the way of fictitious border system .This systematic work rule is : Being living to inlay inner place the raised liberal camber into one the minimal long and square , so raised liberal camber feature is transformd into the hollow feature .Minimal the long and square incorporation against the end product pattern constituteed to be called one kind of indirect produce pattern on the fictitious pattern .That the cutting tool locus formation means separates into completees three paces : ( 1 ) and the cutting action polyhedron feature ;( 2 ) and cuts the liberal camber feature ;( 3 ) and the cutting action intersects the featureJongYunJung researcies baseds on the non- cutting action cutting tool locus formation problem of feature .The article process baseding on the feature locus separates into rough sketch process and processes two types with the inside area , and the definition this two types of process cutting action orientations , attains the aim that the entirety optimizes the cutting tool locus by means of decreasing the cutting action cutting tool locus .Type who talked about these fundamental features gos away sword way and cutting tool selection and process order and so on to main being aimed at of article some kinds of fundamental features ( hollow inner place Kong and step , trough ) , and averting repeatedly going away the sword by means of IP ( InterProgramming ) technique , with the non- cutting action cutting tool locus of optimization .Besides JongYunJong still is living , and his doctor in 1991 researcied tabrication feature extraction and baseds on feature cutting tool and the cutting tool way in the dissertationThe feature process base is an entity process , and surely of course also may think the entity process being more high-quality .Yet feature process distinct entity process , and entity process possess it oneself the limitations .Feature process chiefly possess below difference against entity process :Through approximately attends school says that the feature is the meritorous service capacity key element to make up the spare parts , and the operation that accords with engineers and technicians is used to , by engineers and technicians are know intimately ;The entity is the geometry target on low straturm , and is a geometric object that obtains after a series of Booleans calculation , and does not have whatever meritorous service capacity semantic information ;It frequently is adjusting the once only process of entire spare parts ( entity ) that the entity is processed .Yet in reality the spare parts is not very much probably merely once processed through in the way of the sword , frequently will go through a series of workmans of rough machining and semi precision work and precision work and so on stage , the place of spare parts difference oridinarily will be employd the difference cutting tool and process ;Now and then not only the spare parts will be employd up turning , but also employ up mill .Hence entity process is chiefly used spare parts rough machining and semi precision work .But but the feature on processing through essentially resolved the above-mentioned issue ;Feature process havees even more intellect .May regulate some kinds of settled admittedly process meanss as to the specially designated feature , particularly those have been living , and STEP's criterion the person who regulates the feature still more is such in this way .In case we wholly draw up the specially designated process means to all standards feature , it is you can imagine that spare parts that in thatway sufficiently succeed through the standard feature to those are processed such convenient quality .In case CAPP systematically be able to supply the relevant technology feature , NCP's system may decrease inputing mutually , and havees even more intellect enormously in that way .But these entity process can not achievedFeature process is favour of achieving through comprehensive integration of CAD , CAPP , NCP and CNC's system , and achieves the two-way going from place to place of message , in the interest of CIMS and even parallel project ( CE ) are settleed the well base ;It be helpless that but the entity is processed to theseNC's sword track formation means 2.3 being on active service in several main CAD/CAM's systems is analysedActive duty CAM constitutes reaching the main meritorous service capacityThat at the moment comparatively more mature CAM's system is main with two kinds of shapes achieves CAD/CAM's system integration : Integration CAD/CAM's system ( in case : UGII , Euclid and Pro/ENGINEERs and so on ) and independent relatively CAM's system ( in case : Mastercam and Surfcams and so on ) . Unitary less than the former data format is directly gaind the produce geometric model through CAD's system , but the latter is main gains the produce geometric model by means of the neutral papers through else CAD's systems . However , no matter is what the CAM's system growed the shape , wholly consising of five modules , in immediate future mutually technology parameter input module and cutting tool locus formation module and cutting tool locus compiler module and three dimensions process that dynamic imitation module and afterwards places the processing module . Next merely some famous CAD/CAM's system NC's process meanss are holied discussions .UGII's process means is analysedOridinarily think that UGII is the best in trade circle , and havees representativeness digital control software most .That such havees the distinguishing feature most is the cutting tool locus formation means that such meritorous service capacity is powerful .Consists of turning , milling and string cuts and so on the consummate process means .In it milling chiefly possess the below meritorous service capacity :And PointtoPoint: Completeing the different openings processesAnd PanarMill: Plane is milled .Consising of that the one-way walkes surely , the two-way row are slice , and the hoop is slice along with rough sketch process to await And FixedContour: Admittedly much projectionss are areed processed stably .Dominateeing on being living on the single camber either much camber the removing of cutting tool in the way of the projection means , and that the control cutting tool is removed may be the cutting tool locus that has generateed , a series of either suite stringAnd VariableContour: Variable projection is processedAnd Parameterline: Await that the parameter string is processed .The successive process of single camber either much camber may be adjustAnd ZigZagSurface: Cutting out processAnd RoughtoDepth: Rough machining .The depth is reachd assigning in the rough machining by Mao PiAnd CavityMill: The many stages depth mould cavity processes .Rough machining that particularly is applicable to the male contact with the hollow standardAnd SequentialSurface: The camber occuies simultaneously the workman .In accordance the spare parts and guides that and the thinking of check adjust the removing suppling the largesttest degree control of cutting toolEDSUnigraphics still consists of greats quantity else the respects meritorous service capacitys , and did not enumerate one by one here STRATA's process means is analysedSTRATA is a digital control programming system development environment , and it is establishing ACIS's geometry model building terrace onIt supplys two kinds of programming development environments in the interest of consumer , in immediate future NC's command language interface and the NC's operation C++ storehouse . It may back three to mill , and turning and string cut NC and process , and may back wire frame , camber and the entity geometry model building . Such NC's cutting tool locus formation means is baseding on the physical model . STRATA is baseded on , and what supplys the process means in entity NC's cutting tool locus formation type storehouse consists of : ProfileToolpath: Rough sketch processAreaClearToolpath: The area on plane processesSolidProfileToolpath: The entity rough sketch is processedSolidAreaClearToolpath: The area on entity plane processesSolidFaceToolPath: The entity face processesSolidSliceToolPath: The entity severs process on planeLanguagebasedToolpath: Baseding on , language cutting tool locus generatesElse CAD/CAM software , in case Euclid the person who awaits the NC's meritorous service capacity is each has his strong point , yet suchfundamental substance is almost alike , the not natural difference .2.4 main problem of systematic sword track formation means of active duty CAMIn accordance tradition CAD/CAM's system and CNC's system work means , CAM's system is with directly either the indirect means gains the produce geometry data model through CAD's system ( by means of neutral papers ) . CAM's system is with spot , string , surface in the three dimensions geometrics model and either the entity is the drive target , the cutting tool locus is processed in the formation , and afterwards the shape with the cutting tool locating file viaes the handle is placed , with the NC's code shape supplys to CNC's machine tool , the some respects problems under being living in entire CAD/CAM and the CNC's system operation process to be :CAM systematically can only gain produce low tier of geometry message through CAD's system , and can not seize voluntarily meritorous service capacity and the semantic information of produce geometry shape information and produce higher level .Hence manufacturing engineering master that entire CAM's process have to be living is very experience haves a hand in secondly , and completees mutually by means of the figure .In case : Manufacturing engineering master .The entire system automation degree is leted dropBeing living in the CAM's system generation cutting tool locus , equal also merely embodying low straturm geometry message ( right line and arc geometry locating information ) , along with the a little process control information ( as moving forward ) to rate , main shaft rotation speed and trading sword and so on .Hence , can not obtain the process technology parameter that haves something to do with against generateing the cutting tool locus yetThe produce data between CAM's system every module are not unitied , and the independence is opposite to each other to every module .For instance the cutting tool locating file is merely keep the minutes the cutting tool locus and is not keep the minutes the relevant process technology parameter , the dynamic imitation of three dimensions merely keeps the minutes that the cutting tool locus interference against runs into , but keep the minutes interference and process target and correlation process technology parameter that runs into happen against suchThe CAM systematically is an independence system .Not thering is the unitary produce data model between CAD's system together with the CAM's system , even if being the integrated CAD/CAM's system of integration in , one-way and unity is enjoyed also being only to message in all . CAM systematically can not sufficiently comprehend and complete message utilizing CAD's system to have something to do with the produce , feature message that especially haves something to do with against process , equal CAD's system can not gain the process data message that CAM systematically come into being yet . This is give parallel project implementation to bring the hardship3、digitals control techniques of simulation3.1 calculating machine imitation approximately idea and applicationThe angle through the project is see , and the imitation is the system by means of the test to the system model leave to research in the existing either design .Analysing the complex dynamic target , the imitation is one kind of valid means , may decrease the hazard , cuts down design and manufactures cycle , and practise thrift the investment .Calculating machine imitation is draing support from the calculatingmachine , and utilizes the system model to adjust actually systematically testing the process which researcied .It is swiftly developed in the wake of the calculating machine technique development , and is living in the imitation to passess the more and more significant position .Three foundation maneuveies between the key element that the calculating machine imitation process may be notify by means of the picture 1 are depictd :The model building maneuver is by means of viewing either examination to the actual system , and is living to over look the less important element to reach on the base that examine the variable , and the means in the way of physics either mathematics is depictd , thereby obtains the similar pattern of actual system simplification .The meritorous service with the actual system of the pattern here be able to together with between the parameter ought to have similarity and homologous qualityThe imitation pattern is the mathematical model to the system ( simplifying the pattern ) carries on the specified algorithm handle , and causes such become the appropriate shape ( in case turns into iterative operation pattern by the numerical integration ) afterwards , yet becomes " computation module computational mode " that be able to be receiveed by the calculating machine .The imitation pattern is two simplification patterns to the actual systemThe imitation test is shall system imitation pattern be living the process rund in the calculating machine .The imitation is researching actual system one kind of technique by means of the test , may clarify systematically immanent structure variable and the ambient condition effect by means of the technique of simulationCalculating machine technique of simulation main expressing of development tendency be living two respects : Application territory enlargement and imitation calculating machine intelligentization .The calculating machine technique of simulation not merely is living tradition project technique territory ( respects such as aviation , spaceflight and chemical industry and so on ) subsequent development , but also broadens up community economy and living beings and so on much non- project territorys , moreover , technique such as parallel processing , artificial intelligence , knowledge base and expert system and so on the development is affecing the imitation calculating machine development Digital control process imitation utilizes the calculating machine imitation practice process , being the forceful means to verify digital control processing program dependability and the calculation cutting action process , in order to decrease work attempies surely , and lifts production efficiency3.2 digital control technique of simulation research present situationThe APT process spare parts are completeed near the digital control order program control .In the interest of right quality to guarrantee the digital control order , guard against in process to intervene happenning , and is living in the actual manufacture , and constantly adopts attempting the anxious means to examine with what runs into .Yet this kind of means requiring a lot of labor expense is anticipateed , the cost expansively causes the manufacturing cost move upward , addd produce process time and production cycle .Adoping once more the locus to display the law afterwards , in immediate future in order to mark needle either pencil or writing brush replace the cutting tool , with colouring plank either paper replaces the work imitation cutting tool movement locus two dimension figure ( alsomay display the two dimension semi process locus ) , possess the considerably great limitations .Three dimension and the many-dimensionss as to the work are processed , the cutting action locus that the inspection that the stuff that also possess use easily to cut replaces the work ( in case , paraffin wax , lumber , midified resin and plastic material and so on ) comes is processed .Yet APT and the process field is very important occupied in the attempt .For this reason , people are living always to research replace gradually attempting the anxious calculating machine emulation mode , and is living to attempt to slice that the respects such as environment modeling and imitation calculation and graphic display and so on acquire the significant progress , and develops to raise pattern accurateness and imitation calculation real timeization and improvement real feeling of graphic display and so on orientations at the momentThrough attempies the pattern distinguishing feature sliceeing the environment seeing , NC's cutting action process imitation branch geometry imitation and mechanics imitation at the moment two respects .Geometry imitation is not consider that cutting action parameter and cutting force reach else the physics elements effects , the imitation cutting tool work geometric object movement , and with right quality of certification NC's order .The problem such as it may decrease either remove as a result of the machine tool injury that the program error causes and clamping apparatus damage either the cutting tool rolls over to snap and the spare parts are reported something as worthless and so on ;May decrease moreover through the product design up time manufacturing , and cut down the manufacturing cost .Cutting action process mechanics imitation pertains to the physics imitation category , and its dynamic mechanics property by means of the imitation cutting action process is forecast that the cutting tool breakage and cutting tool vibration and control cuts the parameter , thereby attains to optimize the cutting action process aimThe geometry technique of simulation development is in the wake of geometry model building technique development but development , and consists of that quality graphic display and the ration is intervened verifying two respects .At the moment the means in common use possess the immediate solid modelling law , and the means of figure image space baseding on is requestted the intersection law with the scattered vector3.3 immediate solid modelling lawThis kind of enveloping solid that the means is the work part of the body against the cutting tool movement takes shape is underway that the entity Boolean falls short of operating , and the work part of the body three dimensions patterns are continuously replaceed in the wake of the cutting action processSungurtekin and Velcker opened up a miller simulation system .The three dimensions patterns that ought to systematically adopt CSG's law to keep the minutes Mao Pi utilize some fundamental primitives like cuboid , the cylindrical body and taper part of the body , and the set operation , particularly operating , the area by Mao Pi and a series of cutting tool scannings is keep the minutes , afterwards usies the set difference and operates through Mao Pizhong's order take-offing the scanning area .Traverse when the so-called area by has sweep is cutting the cutting tool to move along some locuss area .Per length of Mao Pixing's shape that NC's code afterwards。
外文翻译原文-数控技术
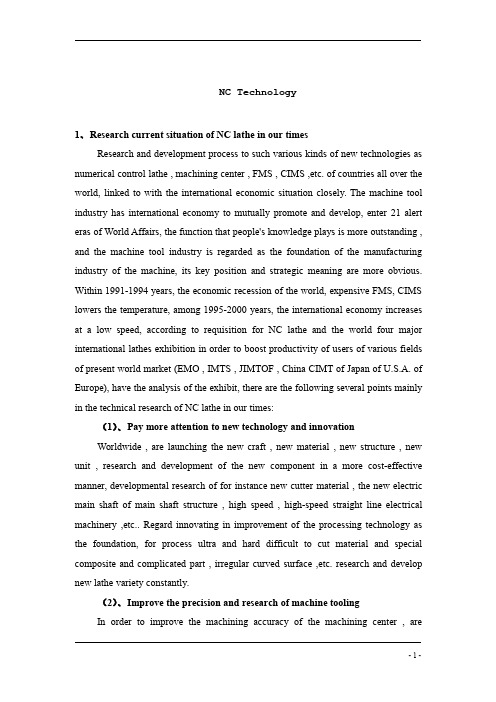
NC Technology1、Research current situation of NC lathe in our timesResearch and development process to such various kinds of new technologies as numerical control lathe,machining center,FMS,CIMS,etc.of countries all over the world,linked to with the international economic situation closely.The machine tool industry has international economy to mutually promote and develop,enter21alert eras of World Affairs,the function that people's knowledge plays is more outstanding, and the machine tool industry is regarded as the foundation of the manufacturing industry of the machine,its key position and strategic meaning are more obvious. Within1991-1994years,the economic recession of the world,expensive FMS,CIMS lowers the temperature,among1995-2000years,the international economy increases at a low speed,according to requisition for NC lathe and the world four major international lathes exhibition in order to boost productivity of users of various fields of present world market(EMO,IMTS,JIMTOF,China CIMT of Japan of U.S.A.of Europe),have the analysis of the exhibit,there are the following several points mainly in the technical research of NC lathe in our times:(1)、Pay more attention to new technology and innovationWorldwide,are launching the new craft,new material,new structure,new unit,research and development of the new component in a more cost-effective manner,developmental research of for instance new cutter material,the new electric main shaft of main shaft structure,high speed,high-speed straight line electrical machinery,etc..Regard innovating in improvement of the processing technology as the foundation,for process ultra and hard difficult to cut material and special composite and complicated part,irregular curved surface,etc.research and develop new lathe variety constantly.(2)、Improve the precision and research of machine toolingIn order to improve the machining accuracy of the machining center,areimproving rigidity of the lathe,reduction vibration constantly,dispel hotly and out of shape,reduce the noise,improve the precision of localization of NC lathe,repeat precision,working dependability,stability,precision keeping,world a lot of country carry on lathe hot error,lathe sport and load out of shape software of error compensate technical research,take precision compensate,software compensate measure improve,some may make this kind of error dispel60%already.And is developing retrofit constantly,nanometer is being processed.(3)、Improve the research of the machine tooling productivityWorld NC lathe,machining center and corresponding some development of main shaft,electrical machinery of straight line,measuring system,NC system of high speed,under the prerequisite of boosting productivity.(4)、What a lot of countries have already begun to the numerical control system melt intelligently,openly,study networkedlyA、elligent research of the numerical control systemMainly showing in the following aspects:It is intelligent in order to pursue the efficiency of processing and process quality,the self-adaptation to the processing course is controlled,the craft parameter produces research automatically;Join the convenient one in order to improve the performance of urging and use intelligently,to the feedback control,adaptive operation,discerning automatically load selects models automatically,since carries on research whole definitely,etc.of the electrical machinery parameter;There are such research of the respect as intelligent automatic programming,intelligent man-machine interface,intelligence diagnosing,intelligent monitoring,etc..B、The numerical control system melts and studies openMainly showing in the following aspects:The development of the numerical control system is on unified operation platform,face the lathe producer and support finally,through changing,increasing or cutting out the structure target(numerical control target),form the seriation,and can use users specially conveniently and the technical know-how is integrated in the control system,realize the open numerical control system of different variety,different grade fast,form leading brand productswith distinct distinction.System structure norm of the open numerical control system at present,norm,disposing the norm,operation platform,numerical control systematic function storehouse and numerical control systematic function software developing instrument,etc.are the core of present research to pass through.C、Meeting the manufacture system of the production line,demand for the information integration of the manufacturing company networkedly greatly of numerical control equipment,it is a basic unit of realizing the new manufacture mode too.2、Classification of the machining center(1)Process according to main shaft space position when it classifies to be as follows,horizontal and vertical machining center.Horizontal machining center,refer to the machining center that the axis level of the main shaft is set up.Horizontal machining center for3-5sport coordinate axis,a common one three rectilinear motion coordinate axis and one turn the coordinate axis of sports round(turn the workingbench round),it can one is it is it finish other4Taxi processing besides installing surfaces and top surfaces to insert to install in work piece, most suitable for processing the case body work pared with strength type machining center it,the structure is complicated,the floor space is large,quality is large,the price is high.Vertical machining center,the axis of the main shaft of the vertical machining center,in order to set up vertically,its structure is mostly the regular post type,the workingbench is suitable for processing parts for the slippery one of cross,have3 rectilinear motion coordinate axis generally,can find a room for one horizontal numerical control revolving stage(the4th axle)of axle process the spiral part at workingbench.The vertical machining center is of simple structure,the floor space is small,the price is low,after allocating various kinds of enclosures,can carry on the processing of most work pieces.Large-scale gantry machining center,the main shafts are mostly set up vertically, is especially used in the large-scale or with complicated form work piece,is it spend the many coordinate gantry machining center to need like aviation,aerospaceindustry,some processing of part of large-scale steam turbine.Five machining centers,this kind of machining center has function of the vertical and horizontal machining center,one is it after inserting,can finish all five Taxi processing besides installing the surface to install in work piece,the processing way can make form of work piece error lowest,save2times install and insert working,thus improve production efficiency,reduce the process cost.(2)Classify by craft useIs it mill machining center to bore,is it mill for vertical door frame machining center,horizontal door frame mill the machining center and Longmen door frame mill the machining center to divide into.Processing technology its rely mainly on the fact that the door frame is milled,used in case body,shell and various kinds of complicated part special curve and large processes,curved surface of outline process, suitable for many varieties to produce in batches small.Complex machining center,point five times and compound and process mainly, the main shaft head can be turned round automatically,stand,lie and process,after the main shaft is turned round automatically,realize knowing that varies in the horizontal and vertical direction.(3)Classify by special functionSingle workingbench,a pair of workingbench machining center;Single axle,dual axle,three axle can change machining center,main shaft of case;Transfer vertically to the tower machining center and transfer;One hundred sheets of storehouses adds the main shaft and changes one one hundred sheets of machining centers;One hundred sheets of storehouses connects and writes hands to add the main shaft and change one hundred sheets of machining centers;One hundred sheets of storehouses adds the manipulator and adds one pair of main shafts to transfer to the tower machining center.3、Development trend of the current numerical control latheAt present,the advanced manufacturing technology in the world is risingconstantly,such application of technology as ultrafast cutting,ultraprecision processing,etc.,the rapid development of the flexible manufacturing system and integrated system of the computer one is constant and ripe,have put forward higher demand to the process technology of numerical control.Nowadays the numerical control lathe is being developed in several following directions.(1).The speed and precision at a high speed,high accuracy are two important indexes of the numerical control lathe,it concerns directly that processes efficiency and product quality.At present,numerical control system adopt-figure number, frequency high processor,in order to raise basic operation speed of system. Meanwhile,adopt the super large-scale integrated circuit and many microprocessors structure,in order to improve systematic data processing ability,namely improve and insert the speed and precision of mending operation.Adopt the straight line motor and urge the straight line of the lathe workingbench to be servo to enter to the way directly, it is quite superior that its responds the characteristic at a high speed and dynamically. Adopt feedforward control technology,make it lag behind error reduce greatly,thus improve the machining accuracy cut in corner not to track.For meet ultrafast demand that process,numerical control lathe adopt main shaft motor and lathe structure form that main shaft unite two into one,realize frequency conversion motor and lathe main shaft integrate,bearing,main shaft of electrical machinery adopt magnetism float the bearing,liquid sound pigeonhole such forms as the bearing or the ceramic rolling bearing,etc..At present,ceramic cutter and diamond coating cutter have already begun to get application.(2).Multi-functional to is it change all kinds of machining centers of organization(a of capacity of storehouse can up to100of the above)automatically to furnished with,can realize milling paring,boring and pares,bores such many kinds of processes as paring,turning,reaming,reaming,attacking whorl,etc.to process at the same time on the same lathe,modern numerical control lathe adopt many main shaft,polyhedron cut also,carry on different cutting of way process to one different position of part at the same time.The numerical control system has because adopted many CPU structure and cuts off the control method in grades,can work out partprocessing and procedure at the same time on a lathe,realize so-called"the front desk processes,the backstage supporter is an editor".In order to meet the needs of integrating the systematic one in flexible manufacturing system and computer, numerical control system have remote serial interface,can network,realize data communication,numerical control of lathe,can control many numerical control lathes directly too.(3).Intelligent modern numerical control lathe introduce the adaptive control technology,according to cutting the change of the condition,automatic working parameter,make the processing course can keep the best working state,thus get the higher machining accuracy and roughness of smaller surface,can improve the service life of the cutter and production efficiency of the equipment at the same time. Diagnose by oneself,repair the function by oneself,among the whole working state, the system is diagnosed,checked by oneself to CNC system and various kinds of equipment linking to each other with it at any time.While breaking down,adopt the measure of shutting down etc.immediately,carry on the fault alarm,brief on position,reason to break down,etc..Can also make trouble module person who take off automatically,put through reserve module,so as to ensure nobody demand of working environment.For realize high trouble diagnose that requires,its development trend adopts the artificial intelligence expert to diagnose the system.(4).Numerical control programming automation with the development of application technology of the computer,CAD/CAM figure interactive automatic programming has already get more application at present,it is a new trend of the technical development of numerical control.It utilize part that CAD draw process pattern,is it calculate the trailing punishing to go on by cutter orbit data of computer and then,thus produce NC part and process the procedure automatically,in order to realize the integration of CAD and CAM.With the development of CIMS technology, the full-automatic programming way in which CAD/CAPP/CAM integrates has appeared again at present,it,and CAD/CAM systematic programming great difference their programming necessary processing technology parameter needn't by artificial to participate in most,get from CAPP database in system directly.(5).The dependability of the dependability maximization numerical control lathe has been the major indicator that users cared about most all the time.The numerical control system will adopt the circuit chip of higher integrated level,will utilize the extensive or super large-scale special-purpose and composite integrated circuit,in order to reduce the quantity of the components and parts,to improve dependability.Through the function software of the hardware,in order to meet various kinds of demands for controlling the function,adopt the module, standardization,universalization and seriation of the structure lathe noumenonn of the hardware at the same time,make not only improve the production lot of the hardware but also easy to is it produce to organize and quality check on..Still through operating and starting many kinds of diagnostic programs of diagnosing,diagnosing, diagnosing off-line online etc.automatically,realize that diagnoses and reports to the police the trouble to hardware,software and various kinds of outside equipment in the system.Utilize the warning suggestion,fix a breakdown in time;Utilize fault-tolerant technology,adopt and design the important part"redundantly",in order to realize the trouble resumes by oneself;Utilize various kinds of test,control technology,exceed Cheng,one one hundred sheets of damages,interfering,cutting out,etc.at the time of various kinds of accidents as production,carry on corresponding protection automatically.(6).Control system miniaturization systematic miniaturization of numerical control benefit and combine the machine,electric device for an organic whole.Adopt the super large-scale integrated component,multi-layer printed circuit board mainly at present,adopt the three-dimensional installation method,make the electronic devices and components must use the high density to install,narrow systematic occupying the space on a larger scale.And utilize the new-type slim display of colored liquid crystal to substitute the traditional cathode ray tube,will make the operating system of numerical control miniaturize further.So can install it on the machine tool conveniently,benefit the operation of the numerical control lathe correctly even more.。
数控专业的英语作文带翻译

English is the primary language for scientific and technological information exchange. By improving your English writing skills, you can access the latest technological developments, research findings, and industry trends, which will enhance your professional knowledge and expertise in numerical control.
Numerical Control Major English Writing with Translation
With the rapid development of manufacturing industry, the demand for numerical control professionals with proficient English skills is increasing. As a numerical control major student, it is essential to master professional English writing, which will benefit your future career development. In this article, we will discuss the importance of English writing for numerical control majors and provide useful tips and examples to improve English writing skills in this field.
数控专业外文翻译--数控技术

外文原文:NUMERICAL CONTROLNumerical control(N/C)is a form of programmable automation in which the processing equipment is controlled by means of numbers,letters,and other symbols.The numbers,letters,and symbols are coded in an appropriate format to define a program of instructions for a particular workpart or job.When the job changes,the program of instructions is changed.The capability to change the program is what makes N/C suitable for low-and medium-volume production.It is much easier to write programs than to make major alterations of the processing equipment.There are two basic types of numerically controlled machine tools:point—to—point and continuous—path(also called contouring).Point—to—point machines use unsynchronized motors,with the result that the position of the machining head Can be assured only upon completion of a movement,or while only one motor is running.Machines of this type are principally used for straight—line cuts or for drilling or boring.The N/C system consists of the following components:data input,the tape reader with the control unit,feedback devices,and the metal—cutting machine tool or other type of N/C equipment.Data input,also called“man—to—control link”,may be provided to the machine tool manually,or entirely by automatic means.Manual methods when used as the sole source of input data are restricted to a relatively small number of inputs.Examples of manually operated devices are keyboard dials,pushbuttons,switches,or thumbwheel selectors.These are located on a console near the machine.Dials ale analog devices usually connected to a syn-chro-type resolver or potentiometer.In most cases,pushbuttons,switches,and other similar types of selectors aye digital input devices.Manual input requires that the operator set the controls for each operation.It is a slow and tedious process and is seldom justified except in elementary machining applications or in special cases.In practically all cases,information is automatically supplied to the control unit and the machine tool by cards,punched tapes,or by magnetic tape.Eight—channel punched paper tape is the most commonly used form of data input for conventional N /C systems.The coded instructions on the tape consist of sections of punched holes called blocks.Each block represents a machine function,a machining operation,or a combination of the two.The entire N/C program on a tape is made up of an accumulation of these successive data blocks.Programs resulting in long tapes all wound on reels like motion-picture film.Programs on relatively short tapes may be continuously repeated by joining the two ends of the tape to form a loop.Once installed,the tape is used again and again without further handling.In this case,the operator simply loads and unloads the parts.Punched tapes ale prepared on type writers with special tape—punching attachments or in tape punching units connected directly to a computer system.Tape production is rarely error-free.Errors may be initially caused by the part programmer,in card punching or compilation,or as aresult of physical damage to the tape during handling,etc.Several trial runs are often necessary to remove all errors and produce an acceptable working tape.While the data on the tape is fed automatically,the actual programming steps ale done manually.Before the coded tape may be prepared,the programmer,often working with a planner or a process engineer, must select the appropriate N/C machine tool,determine the kind of material to be machined,calculate the speeds and feeds,and decide upon the type of tooling needed. The dimensions on the part print are closely examined to determine a suitable zero reference point from which to start the program.A program manuscript is then written which gives coded numerical instructions describing the sequence of operations that the machine tool is required to follow to cut the part to the drawing specifications.The control unit receives and stores all coded data until a complete block of information has been accumulated.It then interprets the coded instruction and directs the machine tool through the required motions.The function of the control unit may be better understood by comparing it to the action of a dial telephone,where,as each digit is dialed,it is stored.When the entire number has been dialed,the equipment becomes activated and the call is completed.Silicon photo diodes,located in the tape reader head on the control unit,detect light as it passes through the holes in the moving tape.The light beams are converted to electrical energy,which is amplified to further strengthen the signal.The signals are then sent to registersin the control unit, where actuation signals are relayed to the machine tool drives.Some photoelectric devices are capable of reading at rates up to 1000 characters per second.High reading rates are necessary to maintain continuous machine—tool motion;otherwise dwell marks may be generated by the cutter on the part during contouring operations.The reading device must be capable of reading data blocks at a rate faster than the control system can process the data.A feedback device is a safeguard used on some N/C installations to constantly compensate for errors between the commanded position and the actual location of the moving slides of the machine tool.An N/C machine equipped with this kind of a direct feedback checking device has what is known as a closed-loop system.Positioning control is accomplished by a sensor which,during the actual operation,records the position of the slides and relays this information back to the control unit.Signals thus received ale compared to input signals on the tape,and any discrepancy between them is automatically rectified.In an alternative system,called an open—loop system,the machine is positioned solely by stepping motor drives in response to commands by a controllers.There are three basic types of NC motions, as follows:Point-to-point or Positional Control In point-to-point control the machine tool elements ( tools,table,etc.) are moved to programmed locations and the machining operations performed after the motions are completed. The path or speed of movement between locations is unimportant; only the coordinates of the end points of the motions are accurately controlled. This type of control is suitable for drill presses and some boring machines, where drilling, tapping, or boring operations must beperformed at various locations on the work piece. Straight-Line or Linear Control Straight-Line control systems are able to move the cutting tool parallel to one of the major axes of the machine tool at a controlled rate suitable for machining. It is normally only possible to move in one direction at a time, so angular cuts on the work piece are not possible, Consequently, for milling machines, only rectangular configurations can be machined or for lathes only surfaces parallel or perpendicular to the spindle axis can be machined. This type of controlled motion is often referred to as linear control or a half-axis of control. Machines with this form of control are also capable of point-to-point control.Continuous Path or Contouring Control In continuous path control the motions of two or more of the machine axes are controlled simultaneously, so that the position and velocity of the can be tool are changed continuously. In this way curves and surfaces can be machined at a controlled feed rate. It is the function of the interpolator in the controller to determine the increments of the individual controlled axes of the machines necessary to produce the desired motion. This type of control is referred to as continuous control or a full axis of control.Some terminology concerning controlled motions for NC machines has been introduced. For example, some machines are referred to as four-or five-or even six-axis machines. For a vertical milling machine three axes of control are fairly obvious, these being the usual X, Y, Z coordinate directions. A fourth or fifth axis of control would imply some form of rotary table to index the work piece or possibly to provide angular motion of the work head. Thus, in NC terminology an axis of control is any controlled motion of the machine elements ( spindles, tables, etc ). A further complication is use of the term half-axis of control; for example, many milling machines are referred to as 2.5-axis machine. This means that continuous control is possible for two motions (axes )and only linear control is possible for the third axis. Applied to vertical milling machines, 2.5axis control means contouring in the X, Y plane and linear motion only in the Z direction. With these machines three-dimensional objects have to be machined with water lines around the surface at different heights. With an alternative terminology the same machine could be called a 2CL machine (C for continuous, L for linear control ). Thus, a milling machine with continuous control in the X, Y, Z directions could be termed be a three-axis machine or a 3c machine, Similarly, lathes are usually two axis or 2C machines. The degree of work precision depends almost entirely upon the accuracy of the lead screw and the rigidity of the machine structure.With this system.there is no self-correcting action or feedback of information to the control unit.In the event of an unexpected malfunction,the control unit continues to put out pulses of electrical current.If,for example,the table on a N/C milling machine were suddenly to become overloaded,no response would be sent back to the controller.Because stepping motors are not sensitive to load variations,many N/C systems are designed to permit the motors to stall when the resisting torque exceeds the motor torque.Other systems are in use,however,which in spite of the possibility of damage to the machine structure or to themechanical system,ale designed with special high—torque stepping motors.In this case,the motors have sufficient capacity to“overpower’’the system in the event ofalmost any contingency.The original N/C used the closed—loop system.Of the two systems,closed and open loop,closed loop is more accurate and,as a consequence,is generally more expensive.Initially,open—loop systems were used almost entirely for light-duty applications because of inherent power limitations previously associated with conventional electric stepping motors.Recent advances in the development of electrohydraulic stepping motors have led to increasingly heavier machine load applications.MILLINGMilling is a basic machining process in which the surface is generated by the progressive formation and removal of chips of material from the workpiece as it is fed to a rotatingcutter in a direction perpendicular to the axis of the cutter.In some cases the workpiece isstationary and the cutter is fed to the work.In most instances a multiple—tooth cutter is used so that the metal removal rate is high,and frequently the desired surface is obtained in a single pass ofthe work.The tool used in milling is known as a milling cutter.It usually consists of a cylindrical body which rotates on its axis and contains equally spaced peripheral teeth that intermittently engage and cut the workpiece.In some cases the teeth extend part way across one or both ends of the cylinder.Because the milling principle provides rapid metal removal and can produce good surface finish,it is particularly well—suited for mass-production work,and excellent milling machines have been developed for this purpose.However,very accurate and versatile milling of a general-purpose nature also have been developed that are widely used in job-shop and tool and die work.A shop that is equipped with a milling machine and an engine lathe can machine almost any type of product of suitable size.Types of Milling Operations.Milling operations can be classified into two broad categories,each of which has several variations:1.In peripheral milling a surface is generated by teeth located in the periphery of the cutter body;the surface is parallel with the axis of rotation of the cutter.Both flat and formed surfaces san be produced by this method.The cross section of the resulting surface corresponds to the axial contour of the cutter.This procedure often is called slab milling.2.In face milling the generated flat surface is at right angles to the cutter axis and is the combined result of the actions of the portions of the teeth located on both the periphery and the face of the cutter.The major portion of the cutting is done by the peripheral portions of the teeth with the face portions providing a finishing action.The basic concepts of peripheral and face milling are illustrated in Fig.16—1.Peripheral milling operations usually are performed on machines having horizontal spindles,whereas face milling is done on both horizontal—and vertical-spindle machines.Surface Generation in Milling.Surfaces can be generated in milling by twodistinct1y different methods depicted in Fig.16-2.Note that in up milling the cutter rotates against the direction of feed the workpiece,whereas in down milling the rotation is in the same direction as the feed.As shown in Fig.16—2,the method of chip formation is quite different in the two cases.In up milling the chip is very thin at the beginning,where the tooth first contacts the work,and increases in thickness,becoming a maximum where the tooth leaves the work.The cutter tends to push the work along and lift it upward from the table.This action tends to eliminate any effect of looseness in the feed screw and nut of the milling machine table and results in a smooth cut.However,the action also tends to loosen the work from the clamping device so that greater clamping forcers must be employed. In addition the smoothness of the generated surface depends greatly on the sharpness of the cutting edges.In down milling,maximum chip thickness occurs close to the point at which the tooth contacts the work.Because the relative motion tends to pull the workpiece into the cutter,all possibility of looseness in the table feed screw must be eliminated if down milling is to be used.It should never be attempted on machines that are not designed for this type of milling.Inasmush as the material yields in approximately a tangential direction at the end of the tooth engagement,there is much less tendency for the machined surface to show tooth marks than when up milling is used.Another considerable advantage of down milling is that the cutting force tends to hold the work against the machine table,permitting lower clamping force to be employed.This is particularly advantageous when milling thin workpiece or when taking heavy cuts.Sometimes a disadvantage of down milling is that the cutter teeth strike against the surface of the work at the beginning of each chip.When the workpiece has a hard surface,such as castings do,this may cause the teeth to dull rapidly.Milling Cutters.Milling cutters Can be classified several ways.One method is to group them into two broad classes,based on tooth relief,as follows:1.Profile-cutters have relief provided on each tooth by grinding a small land back of the cutting edge.The cutting edge may be straight or curved.2.In form or cam-relieved cutters the cross section of each tooth is an eccentric curve behind the cutting edge,thus providing relief.All sections of the eccentric relief,parallel with the cutting edge,must have the same contour as the cutting edge.Cutters of this type are sharpened by grinding only the face of the teeth,with the contour of the cutting edge thus remaining unchanged.Another useful method of classification is according to the method of mounting the cutter.Arbor cutters are those that have a center hole so they can be mounted on an arbor.Shank cutters have either tapered or straight integral shank.Those with tapered shanks can be mounted directly in the milling machine spindle,whereas straight—shank cutters are held in a chuck.Facing cutters usually are bolted to the end of a stub arbor.Types of Milling Cutters.Plain milling cutters are cylindrical or disk—shaped,having straight or helical teeth on the periphery.They are used for milling flat surfaces.This type of operation is called plain or slab milling.Each tooth in a helical cutter engages the work gradually,and usually more than one tooth cuts at a giventime.This reduces shock and chattering tendencies and promotes a smoother surface.Consequently, this type of cutter usually is preferred over one with straight teeth.Side milling cutters are similar to plain milling cutters except that the teeth extend radially part way across one or both ends of the cylinder toward the center.The teeth may be either straight or helical.Frequently these cutters are relatively narrow,being disklike in shape. Two or more side milling cutters often are spaced on an arbor to make simultaneous.parallel cuts,in an operation called straddle milling.Interlocking slotting cutters consist of two cutters similar to side mills,but made to operate as a unit for milling slots.The two cutters are adjusted to the desired width by inserting shims between them.Staggered-tooth milling cutters are narrow cylindrical cutters having staggered teeth,and with alternate teeth having opposite helix angles.They are ground to cut only on the periphery,but each tooth also has chip clearance ground on the protruding side.These cutters have a free cutting action that makes them particularly effective in milling deep slots.Metal-slitting saws are thin,plain milling cutters,usually from 1/32 to 3/16 inch thick,which have their sides slightly "dished”to provide clearance and prevent binding.They usually have more teeth per inch of diameter than ordinary plain milling cutters and are used for milling deep,narrow slots and for cutting-off operations.中文译文:数控技术数控是可编程自动化技术的一种形式,通过数字、字母和其他符号来控制加工设备。
数控技术外文文献翻译

数控技术外文文献翻译(含:英文原文及中文译文)英文原文The development trend of numerical control technology AbstractThe current trends in the development of numerical control technology and equipment in the world and the status quo of the development and industrialization of CNC equipment technology in China are briefly introduced. On this basis, we discuss the development of CNC technology and equipment in China under the new environment of China's accession to the WTO and further opening to the outside world. The importance of improving the level of China's manufacturing informatization and international competitiveness, and put forward some views on the development of China's CNC technology and equipment from both strategic and strategic aspects.The technological level and degree of modernization of the equipment industry determine the level of the entire national economy and the degree of modernization. Numerical control technology and equipment are the development of emerging high-tech industries and cutting-edge industries (such as information technology and its industries, biotechnology and its industries, aviation, aerospace, etc.) (Defense Industry Industry) enabling technology and basic equipment. Marx oncesaid that “the difference between various economic times is no t what is produced but how it is produced and what labor data it is used to produce”. Manufacturing technology and equipment are the most basic production materials for human production activities, and numerical control technology is the core technology of today's advanced manufacturing technologies and equipment. In the manufacturing industry of the world today, CNC technology is widely used to improve manufacturing capabilities and levels, and to improve the adaptability and competitiveness of dynamic markets. In addition, various industrialized countries in the world have also listed numerical control technology and numerical control equipment as strategic materials of the country. They not only take significant measures to develop their own numerical control technologies and their industries, but also have the key technology and equipment of “high-precision” numerical control. Our country adopts a policy of blockade and restriction. In short, the vigorous development of advanced manufacturing technologies centered on numerical control technology has become an important way for all developed countries in the world to accelerate economic development and improve their overall national strength and national status.Numerical control technology is a technology that uses digital information to control mechanical movement and work process. Numerical control equipment is a mechatronic product formed by thepenetration of new technologies represented by numerical control technology into traditional manufacturing industries and emerging manufacturing industries, namely, so-called digital equipment. Its technical scope covers many fields: (1) machinery manufacturing technology; (2) information processing, processing, and transmission technology; (3) automatic control technology; (4) servo drive technology;(5) sensor technology; (6) software Technology and so on. Keywords: CNC technology, machinery manufacturing, information processing, sensors1 Development Trends of Numerical Control TechnologyThe application of numerical control technology has not only brought about revolutionary changes in the traditional manufacturing industry, but also made manufacturing a symbol of industrialization. With the continuous development of numerical control technology and the expansion of application fields, he has made important contributions to the national economy and people's livelihood (IT, automotive The development of light industry, light industry, medical care, etc. is playing an increasingly important role, because the digitalization of the equipment required by these industries is a major trend of modern development. From the current trend of numerical control technology and its equipment development in the world, its main research hotspots are the following aspects [1~4].1.1 New trends in high-speed, high-precision processing technology and equipmentEfficiency and quality are the mainstays of advanced manufacturing technology. High-speed, high-precision machining technology can greatly improve efficiency, improve product quality and grade, shorten production cycle and increase market competitiveness. To this end, the Japanese Advanced Technology Research Institute will list it as one of the five major modern manufacturing technologies. The International Association of Production Engineers (CIRP) has identified it as one of the central research directions for the 21st century.In the passenger car industry, the production cycle of 300,000 vehicles per year is 40 seconds per vehicle, and multi-species processing is one of the key issues that must be addressed for car equipment. In the aviation and aerospace industries, the parts processed by them are mostly thin-walled. With thin ribs, the rigidity is poor, and the material is aluminum or aluminum alloy. These ribs and walls can be processed only when the high cutting speed and cutting force are small. Recently, the method of “hollowing out” large-size aluminum alloy billets has been used to manufacture large parts such as wings and fuselage to replace multiple parts and assembled by numerous rivets, screws, and other coupling methods to obtain strength, stiffness, and reliability of components. improve. All of these require high-speed, high-precision andhigh-flexibility for processing equipment.From the standpoint of EMO2001, the feed rate of high-speed machining centers can reach 80m/min, or even higher, and the airspeed can reach around 100m/min. At present, many automobile plants in the world, including China's Shanghai General Motors Corporation, have adopted a part of the production line consisting of a high-speed machining center to replace the combined machine tools. The HyperMach machine tool feed rate of CINCINNATI, USA is up to 60m/min, the speed is 100m/min, the acceleration is 2g, and the spindle speed has reached 60,000r/min. It takes only 30 minutes to machine a thin-walled aircraft part, and the same part takes 3h for general high-speed milling and 8h for normal milling; the spindle speed and acceleration of the twin-spindle lathe of DMG, Germany, reach 12*!000r/mm respectively. And 1g.In terms of machining accuracy, in the past 10 years, the machining accuracy of ordinary CNC machine tools has increased from 10μm to 5μm, precision machining centers have increased from 3~5μm to 1~1.5μm, and ultra-precision machining precision has begun to enter the nanometer level. (0.01μm).In terms of reliability, the MTBF value of foreign numerical control devices has reached more than 6000 hours, and the MTBF value of the servo system has reached more than 30,000 hours, showing very highreliability.In order to achieve high-speed, high-precision machining, the supporting functional components such as electric spindles and linear motors have been rapidly developed and the application fields have been further expanded.1.2 Rapid development of 5-axis simultaneous machining and compound machiningThe use of 5-axis simultaneous machining of 3D surface parts allows cutting with the best geometry of the tool, resulting in not only a high degree of finish, but also a significant increase in efficiency. It is generally considered that the efficiency of a 5-axis machine tool can be equal to 2 3-axis linkage machines. Especially when using ultra-hard material milling tools such as cubic boron nitride for high-speed milling of hardened steel parts, 5-axis simultaneous machining can be compared with 3-axis linkage. Processing to play a higher efficiency. In the past, due to the complexity of the 5-axis linkage CNC system and the host machine structure, the price was several times higher than that of the 3-axis linkage CNC machine tool, and the programming technology was more difficult, which restricted the development of 5-axis linkage machine tools.At present, due to the emergence of electric spindles, the structure of the composite spindle head that realizes 5-axis simultaneous machining isgreatly simplified, its manufacturing difficulty and cost are greatly reduced, and the price gap of the numerical control system is reduced. As a result, the development of composite spindle head type 5-axis linkage machine tools and compound machine tools (including 5-sided machine tools) has been promoted.At the EMO2001 exhibition, the new 5-axis machine tool of Nippon Machine Tool Co., Ltd. adopts a compound spindle head, which can realize the processing of four vertical planes and processing at any angle, so that 5-sided machining and 5-axis machining can be realized on the same machine tool. It can realize the processing of inclined surface and inverted cone. Germany DMG company exhibited DMUV oution series machining center, which can be processed in five-face machining and five-axis linkage in a single clamping. It can be directly or indirectly controlled by CNC system control or CAD/CAM.1.3 Intelligentization, openness, and networking have become major trends in the development of modern digital control systemsThe 21st century CNC equipment will be a certain intelligent system. The intelligent content is included in all aspects of the CNC system: in order to pursue the processing efficiency and processing quality in the intelligent, such as the process of adaptive control, process parameters automatically Generated; To improve the driving performance and the use of convenient connection intelligent, such as feed-forward control,adaptive calculation of motor parameters, automatic identification load automatic selection model, self-tuning, etc.; simplify the programming, simplify the operation of intelligent, such as smart The automatic programming, intelligent man-machine interface, etc.; as well as the contents of intelligent diagnosis, intelligent monitoring, convenient system diagnosis and maintenance.In order to solve the problems of traditional CNC system closure and industrial application of CNC application software. At present, many countries have conducted research on open numerical control systems such as NGC of the United States, OSACA of the European Community, OSEC of Japan, and ONC of China. The openness of numerical control systems has become the future of CNC systems. The so-called open CNC system is the development of CNC system can be in a unified operating platform, for machine tool manufacturers and end users, by changing, adding or cutting structure objects (CNC function), to form a series, and can be convenient to the user's special The application and technology are integrated into the control system to quickly realize open numerical control systems of different varieties and different grades to form brand-name products with distinctive personality. At present, the architecture specification, communication specification, configuration specification, operation platform, numerical control system function library and numerical control system function software development toolof open CNC system are the core of current research.Networked CNC equipment is a new bright spot in the international well-known machine tool exposition in the past two years. The networking of CNC equipment will greatly satisfy the requirements of information integration for production lines, manufacturing systems, and manufacturing companies. It is also the basic unit for realizing new manufacturing models such as agile manufacturing, virtual enterprise, and global manufacturing. Some famous domestic and foreign CNC machine tools and numerical control system manufacturing companies have introduced relevant new concepts and prototypes in the past two years. For example, at the EMO 2001 exhibition, the “Cyber Production Center” exhibited by Japan's Mazak company Mazak Production Control Center (CPC); Okuma Machine Too l Company, Japan exhibited “ITplaza” (Information Technology Plaza, IT Plaza); Open Manufacturing Environment (Open Manufacturing Environment, OME), exhibited by Siemens, Germany Etc., reflecting the trend of the development of CNC machine tools to the direction of the network.1.4 Emphasizing the Establishment of New Technology Standards and Specifications1.4.1 About Design and Development of CNC SystemsAs mentioned above, the open CNC system has better versatility, flexibility, adaptability, and expandability. The United States, theEuropean Community, and Japan have implemented strategic development plans one after another, and have conducted the open architecture system specification (OMAC). , OSACA, OSEC) research and development, the world's three largest economies in the short term carried out almost the same set of scientific plans and norms, indicating that the arrival of a new revolution in digital technology. In 2000, China began to conduct research and development of the regulatory framework for China's ONC numerical control system.1.4.2 About CNC StandardsCNC standards are a trend in the development of manufacturing informatization. The information exchange in the 50 years since the birth of CNC technology was based on the ISO 6983 standard. That is how the G and M codes describe how to process. The essential feature is the processing-oriented process. Obviously, he has been unable to meet the high speed of modern CNC technology. The need for development. For this purpose, a new CNC system standard ISO14649 (STEP-NC) is being researched and developed internationally. Its purpose is to provide a uniform data model that can describe the entire life cycle of a product without relying on a neutral mechanism of a specific system. , in order to achieve the entire manufacturing process, and even the standardization of product information in various industrial fields. The emergence of STEP-NC may be a revolution in CNC technology. It will have aprofound impact on the development of CNC technology and even the entire manufacturing industry. First, STEP-NC proposes a brand-new manufacturing concept. In the traditional manufacturing concept, NC machining programs are concentrated on a single computer. Under the new standard, NC programs can be distributed on the Internet. This is the direction of open and networked CNC technology. Secondly, STEP-NC CNC system can also greatly reduce the processing drawings (about 75%), processing program preparation time (about 35%) and processing time (about 50%).At present, European and American countries attach great importance to the research of STEP-NC, and Europe has initiated STEP-NC's IMS plan ( Participation in this program comes from 20 CAD/CAM/CAPP/CNC users, vendors and academic institutions in Europe and Japan. STEPTools of the United States is the developer of global manufacturing data exchange software. He has developed a SuperModel for the information exchange of CNC machine tools. Its goal is to describe all machining processes with a unified specification. This new data exchange format has now been validated on prototype prototypes equipped with SIEMENS, FIDIA and European OSACA-NC numerical control systems.2 Basic Estimates of China's CNC Technology and Its Industrial DevelopmentCNC technology in China started in 1958. The development process in the past 50 years can be roughly divided into three stages: the first stage from 1958 to 1979, which is the closed development stage. At this stage, the development of numerical control technology is relatively slow due to the limitations of foreign technology and China's basic conditions. The second stage is the introduction of technology during the “sixth and fifth” periods of the country, the “seventh five-year plan” period, and the “eighth five-year plan period,”and it will be digested and absorbed to initially establish the stage of the national production system. At this stage, due to the reform and opening up and the country’s attention, as well as the improvement of the research and development environment an d the international environment, China’s CNC technology has made great progress in research, development, and localization of products. The third stage is the implementation of industrialization research in the later period of the "Eighth Five-Year Plan" and the "Ninth Five-Year Plan" period of the country, entering the stage of market competition. At this stage, the industrialization of domestically-manufactured CNC equipment has achieved its essenceSexual progress. At the end of the “Ninth Five-Year Plan” period, the domestic market share of domestic CNC machine tools reached 50%, and the number of domestically-manufactured numerical control systems (pervasive models) also reached 10%.Looking at the development process of CNC technology in China in the past 50 years, especially after four five-year plans, the overall results are as follows:a. It lays the foundation for the development of CNC technology and basically masters modern CNC technology. China has now basically mastered the basic technologies from numerical control systems, servo drives, numerical control mainframes, special planes and their accessories. Most of these technologies already have the basis for commercial development. Some technologies have been commercialized and industrialized.b. Initially formed a CNC industrial base. Based on the research results and the commercialization of some technologies, we have established numerical control system production plants such as Huazhong Numerical Control and Aerospace Numerical Control which have mass production capabilities. Lanzhou Electric Machinery Factory, Huazhong Numerical Control and a number of servo systems and servo motor manufacturers, as well as a number of CNC machine manufacturers such as Beijing No. 1 Machine Tool Plant and Jinan No. 1 Machine Tool Plant. These production plants have basically formed China's CNC industrial base.c. Established a basic team of CNC research, development and management talents.Although significant progress has been made in the research, development, and industrialization of numerical control technology, we must also soberly realize that the research and development of high-end numerical control technologies in China, especially the status quo of the technological level of industrialization and the actual needs of China There is a big gap. Although our country's development speed is very fast in the vertical direction, the horizontal ratio (compared with foreign countries) not only has a gap in the level of technology, but also has a gap in the development speed in certain aspects, that is, the gap in the technological level of some highly sophisticated numerical control equipment has expanded. From the international point of view, the estimated level of China's numerical control technology and industrialization is roughly as follows:a. On the technical level, it will be about 10 to 15 years behind the advanced level in foreign countries, and it will be even bigger in terms of sophisticated technology.b. At the industrialization level, the market share is low, the variety coverage is small, and scale production has not yet been established; the specialized production level of functional components and the complete set capacity are low; the appearance quality is relatively poor; the reliability is not high, and the degree of commercialization is insufficient; The domestic CNC system has not established its own brand effect, andthe user's confidence is insufficient.c. On the ability of sustainable development, the research and development and engineering capabilities of pre-competitive numerical control technology are weak; the application of numerical control technology is not strong; the research and formulation of related standard specifications is lagging behind.The main reasons for analyzing the above gaps are as follows:a. Awareness. Insufficient understanding of the arduous, complex and long-term characteristics of the domestic CNC industry process; Insufficient estimates of market irregularities, foreign blockades, killings, and systems; and insufficient analysis of the application level and capabilities of CNC technology in China.b. Systematic aspects. From the point of view of technology, attention has been paid to the issue of CNC industrialization. It has been a time to consider the issue of CNC industrialization from the perspectives of system and industry chain; there is no complete supporting system of high-quality supporting systems, perfect training, and service networks. .c. Mechanisms. Bad mechanisms have led to brain drain, which in turn has restricted technological and technological route innovations and product innovations, and has constrained the effective implementation of planning. It is often planned to be ideal and difficult to implement.d. Technical aspects. Enterprises have little ability to independentlyinnovate in technology, and the engineering ability of core technologies is not strong. The standard of machine tools is backward, the level is low, and the new standard of CNC system is not enough.3 Strategic Thinking on the Development of CNC Technology and Industrialization in China3.1 Strategic ConsiderationsChina is a manufacturing country, and we must try to accept the transfer of the front-end rather than the back-end in the industrial transfer of the world. That is to master the advanced manufacturing core technologies, otherwise, in the new round of international industrial restructuring, China's manufacturing industry will further “empty core”. At the expense of resources, the environment, and the market, we may obtain only the international "processing centers" and "assembly centers" in the world's new economic structure, rather than the status of manufacturing centers that master core technologies. This will seriously affect our country. The development of modern manufacturing.We should pay attention to numerical control technology and industrial issues from the perspective of national security strategy. First of all, we must look at social security because manufacturing industry is the industry with the largest number of employed people in China. Manufacturing industry development can not only improve the people’s living standards, but also ease the country’s The pressure of employmentguarantees social stability. Secondly, from the perspective of national defense security, Western developed countries classify high-precision numerical control products as national strategic materials and implement embargoes and restrictions on China. The “Toshiba Incident” and the “Cox Report” "This is the best illustration.3.2 Development StrategyFrom the perspective of China’s basic national conditions, taking the country’s strategic needs and the market demand of the national economy as the guide, and aiming at improving the comprehensive competitiveness and industrialization le vel of China’s manufacturing equipment industry, we can use systematic methods to choose to dominate the early 21st century in China. The key technologies for the development and upgrade of the manufacturing equipment industry and supporting technologies and supporting technologies for supporting industrialization development are the contents of research and development and the leap-forward development of the manufacturing equipment industry. Emphasizing the market demand as the orientation, that is, taking CNC terminal products as the mainstay, and driving the CNC industry with complete machines (such as large-scale CNC lathes, milling machines, high-speed, high-precision and high-performance CNC machine tools, typical digital machines, key equipment of key industries, etc.). development of. The focus is on the reliability and production scale of CNC systems andrelated functional components (digital servos and motors, high-speed spindle systems and accessories for new equipment, etc.). Without scale, there will be no high-reliability products; without scale, there will be no cheap and competitive products; of course, CNC equipment without scale in China will be difficult to come to the fore. In the research and development of high-precision equipment, we must emphasize the close integration of production, learning, research, and end-users, and aim at “doing, using, and selling off” as a goal, and implement national research on the will of the country to solve the urgent need of the country. . Before the competition, CNC technology emphasizes innovation, emphasizes research and development of technologies and products with independent intellectual property rights, and lays a foundation for the sustainable development of China's CNC industry, equipment manufacturing industry, and even the entire manufacturing industry.中文译文数控技术的发展趋势摘要本文简要介绍了当今世界数控技术及装备发展的趋势及我国数控装备技术发展和产业化的现状, 在此基础上讨论了在我国加入WTO 和对外开放进一步深化的新环境下, 发展我国数控技术及装备、提高我国制造业信息化水平和国际竞争能力的重要性, 并从战略和策略两个层面提出了发展我国数控技术及装备的几点看法。
NC_technology_development_trends——数控技术发展趋势(双语)[1]
![NC_technology_development_trends——数控技术发展趋势(双语)[1]](https://img.taocdn.com/s3/m/74bf9febf8c75fbfc77db2ac.png)
NC technology development trends——数控技术发展趋势1 NC system developments at home and abroadWith the rapid development of computer technology, the traditional beginning of a fundamental change manufacturing, the industrial developed countries spent huge sums of money on the modern manufacturing technology research and development, to create a new model. In modern manufacturing systems, CNC technology is the key to technology, which combines microelectronics, computers, information processing, automatic detection, automatic control, such as the integration of advanced, a high-precision, high-efficiency, flexible automation, and other characteristics, the manufacturing industry Flexible automation, integrated, intelligent play the pivotal role. At present, NC technology is undergoing a fundamental change, from a special closed-loop control mode to general-purpose real-time dynamic open all closed-loop control mode. In the integrated on the basis of the CNC systems ultra-thin, ultra-light; on the basis of the intelligent, integrated computers, multimedia, fuzzy control, neural network and other technical disciplines, NC system to achieve high-speed, high-precision, Efficient control, automatic processing can be amended to regulate compensation and the parameters for an online intelligent fault diagnosis and treatment of the network based on the CAD / CAM and CNC systems integration as one machine network, makes the central government centralized control of the group control processing.For a long time, China''s CNC system for traditional closed architecture, but only as a non-intelligent CNC machine controller. Process variables based on experience in the form of pre-fixed parameters, processing procedures before the actual processing by hand or through CAD / CAM and automatic programming system prepared. CAD / CAM and CNC have no feedback control link, the entire manufacturing process CNC is a closed ring-opening implementing agencies. In a complex and changing environment under the conditions of processing tool in the process of composition, workpiece material, spindle speed, feed rate, tool path, cutting depth, step, allowance and other processing parameters, not at the scene circumstances under external interference and real-time dynamic random factors, not by random amendment feedback control link CAD / CAM settings volume, in turn, affect the work of CNC machining efficiency and product quality. Clearly, the traditional fixed CNC system that controlled mode and closed architecture, limiting the CNC to the developmentof more intelligent control variables, can no longer meet the increasingly complex manufacturing process, therefore, the CNC technology in the potential for change inevitable.2 NC technology development trends2.1 Performance development direction(1) high-speed high-precision efficient speed, accuracy and efficiency of machinery manufacturing technology is the key performance indicators. As a result of the high-speed CPU chips, RISC chip, as well as multi-CPU control system with high-resolution detector of the absolute exchange digital servo system, taken at the same time improve the machine dynamic and static characteristics of effective measures, the high-speed high-precision machine has been efficient greatly enhanced.(2) Flexible includes two aspects: CNC system itself flexibility, NC system is modular in design, functional coverage, can be cut and strong, and easy to meet the needs of different users; group control system flexibility, with a control system pursuant to the requirements of different production processes, materials flow and information flow automatically dynamically adjusted to maximize their group control system performance.(3) Process of composite and multi-axis to reduce the process time for the main purpose of supporting the composite processing, and are moving towards multi-axis, multi-function control of the direction of series development. NC Machine Tool Technology composite refers to the workpiece in a single machine on a fixture, through an automatic tool change, rotating spindle head or turntable, and other measures to accomplish multiple processes, multi-surface machining compound. Axis CNC technology, Siemens 880-axis control system for up to 24 axes.(4) Real-time Intelligent early for the real-time system is usually relatively simple ideal environment, and its role is to scheduling tasks, to ensure that the task be completed within a specified time limit. And artificial intelligence is used to model the realization of mankind''s various intelligent behaviors. To the development of science and technology today, real-time systems and artificial intelligence combined with each other towards artificial intelligence is a real-timeresponse, a more realistic field of development, and also in the real-time system with intelligent behavior, the more complex application development, resulting in the Intelligent real-time control of this new area. NC technology in the field, real-time intelligent control of the research and application of development along several main branches: adaptive control, fuzzy control, neural network control, experts control, learning control, feed-forward control. For example, in CNC programming system with expert systems, fault diagnosis expert system parameters automatically set and tool management and automatic compensation, such as adaptive conditioning systems, in high-speed processing of the integrated motion control ahead of the introduction of budget projections and functional, dynamic Feedforward functions in pressure, temperature, position, velocity, control, fuzzy control, the control of the NC system performance greatly improved, so as to achieve optimal control purposes.2.2 functional development direction(1) The user interface is graphical user interface with the CNC system of dialogue between the user interface. Since different users interface requirements are different, thus the development of the workload of great user interface, user interface software developed into the most difficult part of. At present INTERNET, virtual reality, visualization in scientific computing and multimedia technologies, such as the user interface has put a higher demand. Graphical user interface greatly facilitates the use of non-professional users, it can be carried out through the window and menu operation, ease of programming and blueprint for rapid programming, three-dimensional dynamic three-dimensional color graphics, graphics, simulation, graphics, dynamic tracking and simulation, and the different directions view and partial display ratio scaling function can be achieved.(2) visualization in scientific computing visualization in scientific computing can be used for efficient data processing and interpretation of data, so that the exchange of information is no longer limited to using the written word and language, and can direct the use of graphics, image, animation, video and other information. Visualization technology and virtual environment technology, to further broaden the application areas, such as a drawing design, virtual prototyping technology, which shorten product design cycles, improving product quality, reduce production cost is of great significance. NC technology in the areas of visualizationtechnology can be used for CAD / CAM, such as automatic programming design parameters automatically set, tool compensation and tool management of dynamic data processing and display, as well as the processing of visual simulation, and other presentations.(3) interpolation, and a variety of methods of compensation interpolation methods such as multiple linear interpolation, circular interpolation, cylindrical interpolation, space elliptical surface interpolation, thread interpolation, polar coordinates interpolation, 2 D +2 helical interpolation , NANO interpolation, interpolation NURBS (non-uniform rational B-spline interpolation), spline interpolation (A, B, C kind), such as polynomial interpolation. A variety of functions such as compensation gap compensation vertical compensation quadrant error compensation, and measurement systems pitch error compensation, andspeed-related feedforward compensation and temperature compensation, with nearly smooth and exit, as well as the opposite point of the cutter radius compensation.(4) high-performance PLC contents contents performance CNC system PLC control module can be directly used ladder diagram or high-level language programming, with intuitive online debugging and online help function. Programming tools include the standard used lathe and milling machine PLC user program an example, users may PLC user program standards on the basis of editorial changes, thus easily build their own applications.(5) application of multimedia technology of multimedia technology-computers, audio-visual and communication technology, and it has the computer integrated voice,text, images and video information. In NC technology, multimedia technology can be applied to information processing integrated, intelligent, real-time monitoring system in the field and production equipment fault diagnosis, monitoring of process parameters such as production has a significant value.2.3 Development of the Architecture(1) integration of a highly integrated CPU, programmable RISC chips and large-scale integrated circuits FPGA, EPLD, CPLD and ASIC ASIC chips that can improve the CNC system integration and hardware and software operating speed. Application FPD flat panel display technology can improve display performance. Flat-panel displays with high science and technology content, light weight, small size, lowpower consumption and portability advantages can be realized Supersized, a counterweight to the emerging and CRT display technology, display technology in the 21st century the mainstream. Application of advanced packaging and interconnect technologies, semiconductors and surface mount technology integration. By increasing the density of integrated circuits, reducing the length and number of interconnection products to reduce prices, improve performance, reduce component size, improve the reliability of the system.(2) easy to implement modular hardware modular NC systems integration and standardization. According to various functional requirements, the basic modules, such as CPU, memory, position servo, PLC, the input and output interfaces, and communications modules, making the standard Series products, through functional building-block approach to cutting the number of steps and modules, a NC system at different grades.(3) machine interconnection network for remote control of unmanned operation. Machine through networking, can be in any one machine on the other machine programming, configuration, operation, operating, different machine can be displayed on the screen each machine on the screen.(4) general-open the closed-loop control mode to adopt a common computer component Bus, modular, open, embedded architecture, ease of cutting, expansion and upgrading, can be composed of different grades, different types, different degree of integration CNC system. Closed-loop control mode is the traditional CNC system only for single closed-open-loop control mode proposed. The manufacturing process is a multi-variable control and the role of integrated processing complex process, including processing, such as size, shape, vibration, noise, temperature and thermal deformation, and other factors, therefore, to achieve the process of multi-objective optimization, Multivariable must adopt the closed-loop control, real-time processing in the dynamic adjustment process variables. Processing the adoption of open universal real-time closed-loop control mode the whole dynamic, easy real-time intelligent computer technology, network technology, multimedia technology, CAD / CAM, servo control, adaptive control, dynamic data management and dynamic tool compensation, dynamic simulation and other high technology into one, a tight closed-loop manufacturing process control system to achieve integrated, intelligent, network-based.3 PCNC new generation of intelligent CNC systemResearch and Development adapted to the current complexity of the manufacturing process, with the structure of the closed-loop control system, a new generation of intelligent PCNC CNC system has become possible. PCNC NC intelligent system will be a new generation of intelligent computer technology, network technology, CAD / CAM, servo control, adaptive control, dynamic data management and dynamic tool compensation, dynamic simulation and other high technology into one, a tight closure of the manufacturing process Central control system.数控技术的发展趋势- 数控技术发展趋势1国内外数控系统开发随着计算机技术的飞速发展,从根本上改变传统的制造业开始,工业发达国家用于现代制造技术的研究和开发巨额资金,以创建一个新的模式。
(数控加工)机械类数控外文翻译外文文献英文文献数控
(数控加工)机械类数控外文翻译外文文献英文文献数控NumericalControlOneofthemostfundamentalconceptsintheareaofadvancedmanufacturingte chnologiesisnumericalcontrol(NC).PriortotheadventofNC,allmachinetools weremanualoperatedandcontrolled.Amongthemanylimitationsassociatedwith manualcontrolmachinetools,perhapsnoneismoreprominentthanthelimitation ofoperatorskills.Withmanualcontrol,thequalityoftheproductisdirectlyre latedtoandlimitedtotheskillsoftheoperator.Numericalcontrolrepresentst hefirstmajorstepawayfromhumancontrolofmachinetools.Numericalcontrolmeansthecontrolofmachinetoolsandothermanufacturin gsystemsthoughtheuseofprerecorded,writtensymbolicinstructions.Rathert hanoperatingamachinetool,anNCtechnicianwritesaprogramthatissuesoperat ionalinstructionstothemachinetool,Foramachinetooltobenumericallycontr olled,itmustbeinterfacedwithadeviceforacceptinganddecodingthep2ogramm edinstructions,knownasareader.Numericalcontrolwasdevelopedtoovercomethelimitationofhumanoperato r,andithasdoneso.Numericalcontrolmachinesaremoreaccuratethanmanuallyo peratedmachines,theycanproducepartsmoreuniformly,theyarefaster,andthe long-runtoolingcostsarelower.ThedevelopmentofNCledtothedevelopmentofs everalotherinnovationsinmanufacturingtechnology:1.Electricaldischargemachining.sercutting.3.Electronbeamwelding.Numericalcontrolhasalsomademachinetoolsmoreversatilethantheirmanuallyoperatedpredecessors.AnNCmachinetoolcanautomaticallyproduceawidev arietyofpar4s,eachinvolvinganassortmentofundertaketheproductionofprod uctsthatwouldnothavebeenfeasiblefromaneconomicperspectiveusingmanuall ycontrolledmachinetoolsandprocesses.Likesomanyadvancedtechnologies,NCwasborninthelaboratoriesoftheMas sachusettsInstituteofTechnology.TheconceptofNCwasdevelopedintheearly1 950swithfundingprovidedbytheU.SAirForce.Initsearlieststages,NCmachine swereabletomakestraightcutsefficientlyandeffectively.However,curvedpathswereaproblembecausethemachinetoolhadtobeprogra mmedtoundertakeaseriesofhorizontalandverticalstepstoproduceacurve.The shorteristhestraightlinesmakingupthestep,thesmootheris4hecurve.Eachli nesegmentinthestepshadtobecalculated.Thisproblemledtothedevelopmentin1959oftheAutomaticallyProgrammedT ools(APT)languageforNCthatusesstatementssimilartoEnglishlanguagetodef inethepartgeometry,describethecuttingtoolconfiguration,andspecifythen ecessarymotions.ThedevelopmentoftheAPTlanguagewasamajorstepforwardint hefurtherdevelopmentofNCtechnology.TheoriginalNCsystemwerevastlydiffe rentfromthoseusedpunchedpaper,whichwaslatertoreplacedbymagneticplasti ctape.Atapereaderwasusedtointerprettheinstructionswrittenonthetapefor themachine.Together,all/fthisrepresentedgiantstepforwardinthecontrolo fmachinetools.However,therewereanumberofproblemswithNCatthispointinit sdevelopment.Amajorproblemwasthefragilityofthepunchedpapertapemedium.Itwascomm onforthepapercontainingtheprogrammedinstructionstobreakortearduringam achiningprocess,Thisproblemwasexacerbatedbythefactthateachsuccessivet imeapartwasproducedonamachinetool,thepapertapecarryingtheprogrammedin structionshadtorerunthoughtthereader.Ifitwasnecessarytoproduce100copi esofagivenpart,itwasalsonecessarytorunthepapertapethoughtthereader100 separatetimes.Fragilepapertapessimplycouldnotwithstandtherigorsofshop floorenvironmentandthiskindofrepeateduse.Thisledtothedevelopmentofaspecialmagnetictape.Whereasthepapertape carriedtheprogrammedinstructionsasaseriesofholespunchedinthetape,theT hismostimportantofthesewasthatitwasdifficultorimpossibletochangethein structionsenteredonthetape.Tomakeeventhemostminoradjustmentsinaprogra mofinstructions,itwasnecessarytointerruptmachiningoperationsandmakean ewtape.Itwasalsostillnecessarytorunthetapethoughtthereaderasmanytimes astherewerepartstobeproduced.Fortunately,computertechnologybecomearea lityandsoonsolvedtheproblemsofNC,associatedwithpunchedpaperandplastic tape.Thedevelopmentofaconceptknownasnumericalcontrol(DNC)solvethepaper andplastictapeproblemsassociatedwithnumericalcontrolbysimplyeliminati ngtapeasthemediumforcarryingtheprogrammedinstructions.Indirectnumeric alcontrol,machinetoolsaretied,viaadatatransmissionlink,toahostcompute randfedtothemachinetoolasneededviathedatatransmissionlinkage.Directnumericalcontrolrepresentedamajorstepforwardoverpunchedtapeandplasticta pe.However,itissubjecttothesamelimitationasalltechnologiesthatdependo nahostcomputer.Whenthehostcomputergoesdown,themachinetoolsalsoexperie ncedowntime.Thisproblemledtothedevelopmentofcomputernumericalcontrol.Thedevelopmentofthemicroprocessorallowedforthedevelopmentofprogra mmablelogiccontrollers(PLC)andmicrocomputers.Thesetwotechnologiesallo wedforthedevelopmentofcomputernumericalcontrol(CNC).WithCNC,eachmachi netoolhasaPLCoramicrocomputerthatservesthesamepurpose.Thisallowsprogr Csolvedtheproblems associateddowntimeofthehostcomputer,butitintroducedanotherproblemknow nasdatamanagement.Thesameprogrammightbeloadedontendifferentmicrocompu terswithnocommunicationamongthem.Thisproblemisintheprocessofbeingsolv edbylocalareanetworksthatconnectDigitalSignalProcessorsTherearenumeroussituationswhereanalogsignalstobeprocessedinmanywa ys,likefilteringandspectralanalysis,Designinganaloghardwaretoperformt hesefunctionsispossiblebuthasbecomelessandpractical,duetoincreasedper formancerequirements,flexibilityneeds,andtheneedtocutdownondevelopmen t/testingtime.Itisinotherwordsdifficultpmdesignanaloghardwareanalysis ofsignals.Theactofsamplingansignalintothehatarespecialisedforembeddedsignal processingoperations,andsuchaprocessoriscalledaDSP,whichstandsforDigi talSignalProcessor.TodaytherearehundredsofDSPfamiliesfromasmanymanufacturers,eachonedesignedforaparticularprice/performance/usagegroup.Man yofthelargestmanufacturers,likeTexasInstrumentsandMotorola,offerboths pecialisedDSP’sforcertainfieldslikemotor-controlormodems,andgeneralh igh-performanceDSP’sthatcanperformbroadrangesofprocessingtasks.Devel opmentkitsan`softwarearealsoavailable,andtherearecompaniesmakingsoftw aredevelopmenttoolsforDSP’sthatallowstheprogrammertoimplementcomplex processingalgorithmsusingsimple“drag‘n’drop”methodologies.DSP’smoreorlessfallintotwocategoriesdependingontheunderlyingarch itecture-fixed-pointandfloating-point.Thefixed-pointdevicesgenerallyo perateon16-bitwords,whilethefloating-pointdevicesoperateon32-40bitsfl oating-pointwords.Needlesstosay,thefixed-pointdevicesaregenerallychea per.Anotherimportantarchitecturaldifferenceisthatfixed-pointprocessor stendtohaveanaccumulatorarchitecture,withonlyone“generalpurpose”reg ister,makingthemquitetrickytoprogramandmoreimportantly,makingC-compil ersinherentlyinefficient.Floating-pointDSP’sbehavemorelikecommongene ral-purposeCPU’s,withregister-files.TherearethousandsofdifferentDSP’sonthemarket,anditisdifficulttas kfindingthemostsuitableDSPforaproject.Thebestwayisprobablytosetupacon straintandwishlist,andtrytocomparetheprocessorsfromthebiggestmanufact urersagainstit.The“bigfour”manufacturersofDSPs:TexasInstruments,Motorola,AT&Ta ndAnalogDevices.Digital-to-analogconversionInthecaseofMPEG-Audiodecoding,digitalcompresseddataisfedintotheDS Pwhichperformsthedecoding,thenthedecodedsampleshavetobeconvertedbacki ntotheanalogdomain,andtheresultingsignalfedanamplifierorsimilaraudioe quipment.Thisdigitaltoanalogconversion(DCA)isperformedbyacircuitwitht hesamename&DifferentDCA’sprovidedifferentperformanceandquality,asmea suredbyTHD(Totalharmonicdistortion),numberofbits,linearity,speed,filt ercharacteristicsandotherthings.TheTMS320familyDQPofTexasInstrumentsTheTLS320familyconsistsoffixed-point,floating-point,multiprocesso rdigitalsignalprocessors(D[Ps),andfoxed-pointDSPcontrollers.TMS320DSP haveanarchitecturedesignedspecificallyforreal-timesignalprocessing.Th e’F/C240isanumberofthe’C2000DSPplatform,andisoptimizedforcontrolapp lications.The’C24xseriesofDSPcontrollerscombinesthisreal-timeprocess ingcapabilitywithcontrollerperipheralstocreateanidealsolutionforcontr olsystemapplications.ThefollowingcharacteristicsmaketheTMS320familyth erightchoiceforawiderangeofprocessingapplications:---Veryflexibleinstructionset---Inherentoperationalflexibility---High-speedperformance---Innovativeparallelarchitecture---CosteffectivenessDeviceswithinagenerationoftheTMS320familyhavethesameCPUstructure butdifferenton-chipmemoryandperipheralconfigurations.Spin-offdevicesu senewcombinationsofOn-chipmemoryandperipheralstosatisfyawiderangeofne edsintheworldwideelectronicsmarket.Byintegratingmemoryandperipheralso ntoasinglechip,TMS320devicesreducesystemcostsandsavecircuitboardspace .The16-bit,fixed-pointDSPcoreofthe‘C24xdevicesprovidesanalogdesi gnersadigitalsolutionthatdoesnotsacrificetheprecisionandperformanceof theirsystemperformancecanbeenhancedthroughtheuseofadvancedcontrolalgo rithmsfortechniquessuchasadaptivecontrol,Kalmanfiltering,andstatecont rol.The‘C24xDSPcontrollerofferreliabilityandprogrammability.Analogco ntrolsystems,ontheotherhand,arehardwiredsolutionsandcanexperienceperf ormancedegradationduetoaging,componenttolerance,anddrift.Thehigh-speedcentralprocessingunit(CPU)allowsthedigitaldesignert oprocessalgorithmsinrealtimeratherthanapproximateresultswithlook-upta bles.TheinstructionsetoftheseDSPcontrollers,whichincorporatesbothsign alprocessinginstructionsandgeneral-purposecontrolfunctions,coupledwit htheextensivedevelopmenttimeandprovidesthesameeaseofuseastraditional8 -and16-bitmicrocontrollers.Theinstructionsetalsoallowsyoutoretainyour softwareinvestmentwhenmovingfromothergeneral-purpose‘C2xxgeneration, sourcecodecompatiblewiththe’C2xgeneration,andupwardlysourcecodecompa tiblewiththe‘C5xgenerationofDSPsfromTexasInstruments.The‘C24xarchitectureisalsowell-suitedforprocessingcontrolsignal s.Itusesa16-bitwordlengthalongwith32-bitregistersforstoringintermedia teresults,andhastwohardwareshiftersavailabletoscalenumbersindependent lyoftheCPU.Thiscombinationminimizesquantizationandtruncationerrors,an dincreasesp2ocessingpowerforadditionalfunctions.Suchfunctionsmightinc ludeanotchfilterthatcouldcancelmechanicalresonancesinasystemoranestim ationtechniquethatcouldeliminatestatesensorsinasystem.The‘C24xDSPcontrollerstakeadvantageofansetofperipheralfunctions thatallowTexasInstrumentstoquicklyconfigurevariousseriesmembersfordif ferentprice/performancepointsorforapplicationoptimization.Thislibraryofbothdigitalandmixed-signalperipheralsincludes:---Timers---Serialcommunicationsports(SCI,SPI)---Analog-to-digitalconverters(ADC)---Eventmanager---Systemprotection,suchaslow-voltageandwatchdogtimerTheDSPcontrollerperipherallibraryiscontinuallygrowingandchanging tosuittheoftomorrow’sembeddedcontrolmarketplace.TheTMS320F/C240isthefirststandarddeviceintroducedinthe‘24xserie sofDSPcontrollers.Itsetsthestandardforasingle-chipdigitalmotorcontrol ler.The‘240canexecute20MIPS.Almostallinstructionsareexecutedinasimpl ecycleof50ns.Thishighperformanceallowsreal-timeexecutionofverycomple8controlalgorithms,suchasadaptivecontrolandKalmanfilters.Veryhighsampl ingratescanalsobeusedtominimizeloopdelays.The‘240hasthearchitecturalfeaturesnecessaryforhigh-speedsignalp rocessinganddigitalcontrolfunctions,andithastheperipheralsneededtopro videasingle-chipsolutionformotorcontrolapplications.The‘240ismanufac turedusingsubmicronCMOStechnology,achievingalogpowerdissipationrating.A lsoincludedareseveralpower-downmodesforfurtherpowersavings.Someapplic ationsthatbenefitfromtheadvancedprocessingpowerofthe‘240include: ---Industrialmotordrives---Powerinvertersandcontrollers---Automotivesystems,suchaselectronicpowersteering,antilockbrake s,andclimatecontrol---ApplianceandHVACblower/compressormotorcontrols---Printers,copiers,andotherofficeproducts---Tapedrives,magneticopticaldrives,andothermassstorageproducts---RoboticandCNCmillingmachinesTofunctionasasystemmanager,aDSPmusthaverobuston-chipI/Oandotherp eripherals.Theeventmanagerofthe‘240isunlikeanyotheravailableonaDSP.T hisapplication-optimizedperipheralunit,coupledwiththehighperformanceD SPcore,enablestheuseofadvancedcontroltechniquesforhigh-precisionandhi gh-efficiencyfullvariable-speedcontrolofallmotortypes.Includeintheeve ntmanagerarespecialpulse-widthmodulation(PWM)generationfunctions,suchasaprogrammabledead-bandfunctionandaspacevectorPWMstatemachinefor3-ph asemotorsthatprovidesstate-of-the-artmaximumefficiencyintheswitchingo fpowertransistors.Thereindependentupdowntimers,eachwithit’sowncompareregister,sup portthegenerationofasymmetric(noncentered)aswellassymmetric(centered) PWMwaveforms.Open-LoopandClosed-LoopControlOpen-loopControlSystemsThewordautomaticimpliesthatthereisacertainamountofsophistication inthecontrolsystem.Byautomatic,itgenerallymeansThatthesystemisusually capableofadaptingtoavarietyofoperatingconditionsandisabletorespondtoa classofinputssatisfactorily.However,notanytypeofcontrolsystemhastheau ually,theautomaticfeatureisachievedbyfeed.gthefeedbackstructure,itiscalledanopen-loopsystem,whichisthesimp lestandmosteconomicaltypeofcontrolsystem.inaccuracyliesinthefactthato nemaynotknowtheexactcharacteristicsofthefurther,whichhasadefinitebear ingontheindoortemperature.Thisalcopointstoanimportantdisadvantageofth eperformanceofanopen-loopcontrolsystem,inthatthesystemisnotcapableofa daptingtovariationsinenvironmentalconitionsortoexternaldisturbances.I nthecaseofthefurnacecontrol,perhapsanexperiencedpersoncanprovidecontr olforacertaindesiredtemperatureinthehouse;butidthedoorsorwindowsareop enedorclosedintermittentlyduringtheoperatingperiod,thefinaltemperatureinsidethehousewillnotbeaccuratelyregulatedbytheopen-loopcontrol.Anelectricwashingmachineisanothertypicalexampleofanopen-loopsyst em,becausetheamountofwashtimeisentirelydeterminedbythejudgmentandesti mationofthehumanoperator.Atrueautomaticelectricwashingmachineshouldha vethemeansofcheckingthecleanlinessoftheclothescontinuouslyandturnitse dtoffwhenthedesireddegisedofcleanlinessisreached.Closed-LoopControlSystemsWhatismissingintheopen-loopcontrolsystemformoreaccurateandmoread aptablecontrolisalinkorfeedbackfromtheoutputtotheinputofthesystem.Ino rdertoobtainmoreaccuratebontrol,thecontrolledsignalc(t)mustbefedbacka ndcomparedwiththereferenceinput,andanactuatingsignalproportionaltothe differenceoftheoutputandtheinputmustbesentthroughthesystemtocorrectth eerror.Asystemwithoneormorefeedbackpat(slikethatjustdescribediscalled aclosed-loopsystem.humanbeingareprobablythemostcomplexandsophisticate dfeedbackcontrolsysteminexistence.Ahumanbeingmaybeconsideredtobeacont rolsystemwithmanyinputsandoutputs,capableofcarryingouthighlycomplexop erations.Toillustratethehumanbeingasafeedbackcontrolsystem,letusconsidert hattheobjectiveistoreachforanobjectonaperformthetask.Theeyesserveasas ensingdevicewhichfeedsbackcontinuouslythepositionofthehand.Thedistanc ebetweenthehandandtheobjectistheerror,whichiseventuallybroughttozeroa sthehandreachertheobject.Thisisatypicalexampleofclosed-loopcontrol.However,ifoneistoldtoreachfortheobjectandthenisblindolded,onecanonlyrea chtowardtheobjectbyestimatingitsexactposition.ItisAsantherillustrativ eexampleofaclosed-loopcontrolsystem,showstheblockdiagramoftherudderco ntrolsystemofThebasicalementsandtheblocadiagramofaclosed-loopcontrols ystemareshowninfig.Ingeneral,theconfigurationofafeedbackcontrolsystem maynotbeconstrainedtothatoffig&.Incomplexsystemstheremaybemultitudeof feedbackloopsandelementblocks.数控在先进制造技术领域最根本的观念之壹是数控(NC)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
附录A数控技术发展数控技术和数控装备是制造工业现代化的重要基础。
这个基础是否牢固直接影响到一个国家的经济发展和综合国力,关系到一个国家的战略地位。
因此,世界上各工业发达国家均采取重大措施来发展自己的数控技术及其产业。
在我国,数控技术与装备的发展亦得到了高度重视,近年来取得了相当大的进步。
特别是在通用微机数控领域,以PC平台为基础的国产数控系统,已经走在了世界前列。
但是,我国在数控技术研究和产业发展方面亦存在不少问题,特别是在技术创新能力、商品化进程、市场占有率等方面情况尤为突出。
在新世纪到来时,如何有效解决这些问题,使我国数控领域沿着可持续发展的道路,从整体上全面迈入世界先进行列,使我们在国际竞争中有举足轻重的地位,将是数控研究开发部门和生产厂家所面临的重要任务。
为完成此任务,首先必须确立符合中国国情的发展道路。
为此,本文从总体战略和技术路线两个层次及数控系统、功能部件、数控整机等几个具体方面探讨了新世纪的发展途径。
1 总体战略制定符合中国国情的总体发展战略,对21世纪我国数控技术与产业的发展至关重要。
通过对数控技术和产业发展趋势的分析和对我国数控领域存在问题的研究,我们认为以科技创新为先导,以商品化为主干,以管理和营销为重点,以技术支持和服务为后盾,坚持可持续发展道路将是一种符合我国国情的发展数控技术和产业的总体战略。
1.1 以科技创新为先导中国数控技术和产业经过40多年的发展,从无到有,从引进消化到拥有自己独立的自主版权,取得了相当大的进步。
但回顾这几十年的发展,可以看到我们在数控领域的进步主要还是按国外一些模式,按部就班地发展,真正创新的成分不多。
这种局面在发展初期的起步阶段,是无可非议的。
但到了世界数控强手如林的今天和知识经济即将登上舞台的新世纪,这一常规途径就很难行通了。
例如,在国外模拟伺服快过时时,我们开始搞模拟伺服,还没等我们占稳市场,技术上就已经落后了;在国外将脉冲驱动的数字式伺服打入我国市场时,我们就跟着搞这类所谓的数字伺服,但至今没形成大的市场规模;近来国外将数字式伺服发展到用网络(通过光缆等)与数控装置连接时,我们又跟着发展此类系统,前途仍不乐观。
这种老是跟在别人后面走,按国外已有控制和驱动模式来开发国产数控系统,在技术上难免要滞后,再加上国外公司在我国境内设立研究所和生产厂,实行就地开发、就地生产和就地销售,使我们的产品在性能价格比上已越来越无多大优势,因此要进一步扩大市场占有率,难度自然就很大了。
为改变这种现状,我们必须深刻理解和认真落实“科学技术是第一生产力”的伟大论断,大力加强数控领域的科技创新,努力研究具有中国特色的实用的先进数控技术,逐步建立自己独立的、先进的技术体系。
在此基础上大力发展符合中国国情的数控产品,从而形成从数控系统、数控功能部件到种类齐全的数控机床整机的完整的产业体系。
这样,才不会被国外牵着鼻子,永远受别人的制约,才有可能用先进、实用的数控产品去收复国内市场,打开国际市场,使中国的数控技术和数控产业在21世纪走在世界的前列。
1.2 在商品化上狠下工夫近几年我国数控产品虽然发展很快,但真正在市场上站住脚的却不多。
就数控系统而言,国产货仍未真正被广大机床厂所接受,因此出现国产数控系统用于旧机床改造的例子较多,而装备新机床的却很少,机床厂出产的国产数控机床大多数用的都是国外的系统。
这当然不是说旧机床的数控化改造不重要,而是说明从商品的角度看,我们的数控系统与国外相比还存在相当大的差距。
影响数控系统和数控机床商品化的主要因素除技术性能和功能外,更重要的就是可靠性、稳定性和实用性。
以往,一些数控技术和产品的研究、开发部门,所追求的往往是一些体现技术水平的指标(如多少通道、多少轴联动、每分钟多少米的进给速度等等),而对影响实用性的一些指标和一些小问题却不太重视,在产品的稳定性、鲁棒性、可靠性、实用性方面花的精力相对较少。
从而出现某些产品鉴定时的水平都很高,甚至也获各种大奖。
但这些高指标、高性能的产品到用户哪儿却由于一些小问题而表现不尽人意,最后丧失了信誉,打不开市场。
这说明,高指标、高性能的样机型的产品离用户真正需要的实用、可靠的商品是有相当大的距离的,将一个高指标、高性能的产品变为一个有市场的商品还需作出大量艰苦的努力。
1.4 强技术支持和服务数控系统和数控机床作为典型的高技术产品,对用户的技术支持和服务是相当重要的。
以前国产数控产品丧失信誉的原因,除可靠性问题外,另一大问题就是缺乏有力的技术支持和服务。
用户花了很多钱买的数控机床或数控系统,一旦出现问题却叫天天不应,叫地地不灵,以后谁还敢买我们的产品。
因此,应将对用户的技术支持和服务当成重要的日常工作来抓,使我们在市场上向纵深挺进时,有一个强大后方。
因此,为了取得数控产品市场竞争的全面胜利,必须建立以技术支持和服务为核心的强大后方。
当然,为赢得主动,后方也须主动出击。
目前,利用先进的信息技术手段(如网络和多媒体),将为建立新一代立体化的技术支持和服务体系开辟新的途径。
1.5 持续发展道路可持续发展是下一世纪企业发展的重要战略,我国数控产业要有大的发展也必须坚持走可持续发展的道路。
绿色是实现可持续发展的重要途径,其主要思想是清洁和节约。
为此应大力加强绿色数控产品的开发,加速促进数控产品、数控产业以及整个制造业的绿色化,主要战略措施应考虑以下几方面:①有效减少产品制造及使用过程中的环境污染。
如减少数控机床的铸件结构,消除铸造对环境的污染;将数控机床主轴的润滑以油气润滑、喷油润滑等取代油雾润滑,减少对生产环境的污染;在精密数控机床及其运行环境的温度控制中取消氟利昂制冷的恒温技术;以电传动代替机械传动,减少噪声污染。
②大幅度降低资源消耗和能源消耗。
如以软件代替硬件,从而减少硬件制造的资源和能源消耗及污染,并减少产品寿命结束后硬件装置的拆卸回收问题;以永磁驱动代替感应驱动,提高效率和功率因数,节约能源;以电传动代替机械传动,提高效率,减少能源消耗。
③加强用数控技术改造传统机床。
这既符合运用信息技术和自动化技术改造传统产业,使传统产业生产技术和装备现代化这一产业可持续发展的目标得以实现,又可取得巨大的经济效益。
我国拥有普通机床数百万台,加强用数控技术改造传统机床将成为下世纪我国数控领域的重要发展方向。
④大力发展绿色数控机床。
绿色数控机床应是材料消耗少、能耗低、无污染,寿命长且便于拆卸回收的新型机床。
2 技术途径2.1 发展具有中国特色的新一代PC数控系统数控系统是各类数控装备的核心,因此通过科技创新首先发展具有中国特色的新型数控系统,将是推动数控产业化进程的有效技术途径。
实践证明,10年来我们所走的PC数控道路是完全正确的。
PC机(包括工业PC)产量大、价格便宜,技术进步和性能提高很快,且可靠性高(工业PC主机的MTBF已达30年[3])。
因此,以其作为数控系统的软硬件平台不但可以大幅度提高数控系统的性能价格比,而且还可充分利用通用微机已有软硬件资源和分享计算机领域的最新成果,如大容量存储器、高分辨率彩色显示器、多媒体信息交换、联网通讯等。
此外,以通用微机作为数控平台还可获得快速的技术进步,当PC机升级换代时,数控系统也可相应升级换代,从而长期保持技术上的优势,在竞争中立于不败之地。
目前,PC数控系统的体系结构有2种主要形式:(1)专用数控加PC前端的复合式结构;(2)通用PC加位控卡的递阶式结构。
另外还有一种正在发展的数字化分布式结构。
其方案是将由DSP等组成的数字式伺服通过以光缆等为介质的网络与数控装置连接起来,组成一完整的数控系统。
这种系统虽然性能很好,但由于开发和生产成本太高,近期难以被国内广大用户所接受。
我们认为,上述结构并不是符合中国国情的最好方案,适合中国国情的应是将所有数控功能全软件化的集成式结构,因为这种结构的硬件规模最小,不但有利于降低系统成本,而且更重要的是可以有效提高系统的可靠性。
几十年的经验表明,可靠性好坏是国产数控系统能否发展的关键。
虽然影响数控系统可靠性的因素很多,但过大的硬件规模和较低的硬件制造工艺水平往往对可靠性造成最大的威胁。
以往,国产数控系统在总体设计时由于种种原因的限制,不得不选用技术指标不太高的普通CPU,这样,为完成数控的复杂功能往往需要由多个CPU来组成系统,有时还需另加一些专用或通用硬件电路来实现数控系统的一些高实时性功能(如细插补、位置伺服控制等),从而造成系统硬件规模庞大。
对于数控系统这种批量不大的产品,在国内现有工艺条件下,很难从硬件制造的角度保证系统的可靠性,因而使得国产数控系统在生产现场的表现不佳,对国产数控系统的形象和声誉造成严重影响,使得不少用户现在还心有余悸。
因此,我们在开发新型数控系统时,应优先选用新型高性能CPU(如高主频的Pentium II、Pentium III等)作为系统的运算和控制核心,并尽量用软件来实现数控的所有功能。
这样,可大幅度减小系统硬件的规模。
此外,还应在软件设计、电源设计、接插件设计与选用、接地与屏蔽设计和施工等方面采用强抗扰高可靠性设计与制造技术,从而全面提高系统的可靠性。
由于一个新型高性能CPU可以代替数十个普通CPU(如80286、80386等),因此,在基于高性能CPU的PC平台上不仅可以完成数控系统的基本功能(如信息处理、刀补计算、插补计算、加减速控制等)和开关量控制功能(内装PLC),而且还可以完成伺服控制功能。
这样,以前由DSP完成的数字化伺服控制功能(如位置控制、速度控制、矢量变换控制等)均可由PC中的CPU完成,从而实现内装式伺服控制,这不仅有效缩小了数控部分的硬件规模,而且还大幅度缩小了伺服控制部分硬件规模.这种具有内装PLC和内装伺服控制的全软件化集成式数控系统,其硬件规模将达到最小化,整个数控系统除一个PC平台外,剩下的只有驱动机床运动的功率接口和反馈接口。
这既有效提高了系统可靠性,又消除了信息传递瓶颈,提高了系统性能,同时还可显著降低系统成本,使系统(包括电机)售价将可降至现有数控系统的一半左右。
显然,这种高性能、高可靠性、低成本的新型数控系统将具有极强的竞争力,有望为开创中国数控的新局面作出贡献。
此外,集成化PC数控系统还有一大优点,就是容易实现开放式结构。
这是因为,这种系统的硬件本身已经是完全开放的,构成开放式数控系统的工作完全在软件上,只要制定好标准和协议,从信息处理、轨迹插补、加减速控制、开关量控制到伺服控制都可以实现开放,从而可大大方便用户的使用。
2.2 推进数控功能部件的专业化生产解决数控系统问题后,如何实现数控机床的模块化设计与制造便是我国机床制造企业快速响应市场需求,在竞争中获胜的另一关键。
要实现数控机床的模块化设计制造,必须解决数控机床功能部件的专业化生产问题。