ICON收放卷应用CPW张力控制V1903
薄膜收卷张力调节装置
薄膜收卷张力调节装置
薄膜收卷张力调节装置是用于在薄膜生产或加工过程中控制收卷张力的设备。
薄膜生产过程中,保持适当的收卷张力对于薄膜的质量和后续加工步骤的顺利进行非常重要。
以下是一些常见的薄膜收卷张力调节装置:
1.张力感应装置:通过张力感应装置实时检测薄膜收卷中的
张力,可以使用压力传感器、应变传感器或张力传感器等。
传感器会测量张力,并将其转换为电信号传输给控制系统。
2.张力控制器:张力控制器是根据张力感应装置所提供的信
号来控制收卷装置的设备。
可以通过自动或手动方式调节
收卷装置的速度,使其保持稳定的张力。
3.张力测量及控制系统:这是一个完整的薄膜收卷张力调节
系统,包括张力感应装置、张力控制器、电子控制单元等。
该系统能够监测薄膜的张力,并及时对收卷速度进行调整,以保证薄膜的张力控制在合适的范围内。
4.张力辊装置:在收卷过程中使用张力辊装置,通过改变辊
筒的摩擦力来调节收卷张力。
可以调整辊筒的压力、直径
和摩擦系数等参数来控制张力。
5.恒张力装置:恒张力装置通过在收卷装置上应用恒定的张
力力量来控制张力。
它可以使用气动或液压元件来提供稳
定的张力,以确保薄膜的均匀收卷。
这些装置和系统结合使用,可以实现薄膜收卷过程中的张力调
节与控制,以确保薄膜的质量和生产效率。
具体使用哪种装置和系统可以根据薄膜材料特性、生产工艺和需求来决定。
西门子运动控制器SIMOTION收放卷应用介绍
SIMOTION D Winder 包应用介绍于长波摘要:SIMOTION提供了一个可以应用于大部分开卷曲功能的应用包,其中包含了多种控制方式,多种卷径计算方法以及张力锥度、断带检测等功能。
但全面的同时带来了应用结构复杂、参数众多等问题。
本文根据以往的调试经验对Winder包的应用进行一下应用介绍,分为卷曲的基本原理、控制方式、程序结构、应用步骤四个部分。
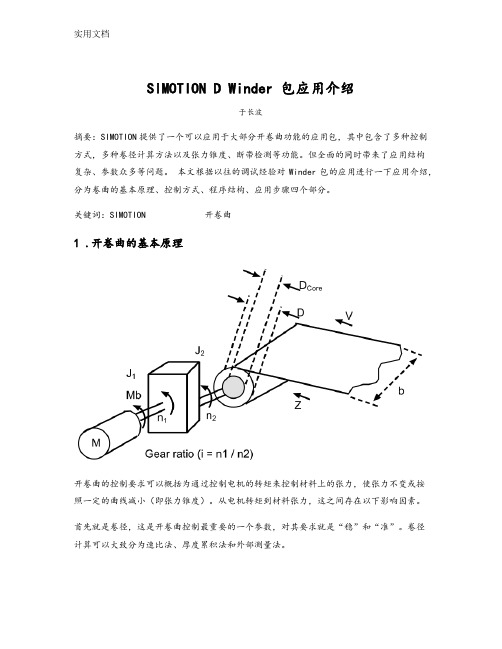
关键词:SIMOTION 开卷曲1 .开卷曲的基本原理开卷曲的控制要求可以概括为通过控制电机的转矩来控制材料上的张力,使张力不变或按照一定的曲线减小(即张力锥度)。
从电机转矩到材料张力,这之间存在以下影响因素。
首先就是卷径,这是开卷曲控制最重要的一个参数,对其要求就是“稳”和“准”。
卷径计算可以大致分为速比法、厚度累积法和外部测量法。
速比法是检测同一时刻下卷轴的转速和材料的线速度,两者相除即得到直径,这种方法实时性好,但稳定性欠佳。
在此基础上衍生出积分法和位置计算法,两者就是将一定时间内卷轴的角度位移与材料的位移相除,然后按一定的斜坡输出。
区别在于积分法是用速度的积分得到角度位移和材料位移,而位置计算法是直接取轴的位置值做计算。
这种方法稳定性好,实时性与直径计算的更新周期有关。
厚度累积法是根据卷轴的圈数和材料的厚度计算的一种方法,即卷轴每转一圈直径增加2倍的材料厚度,然后按照一定的斜坡输出。
这种方法稳定性非常好,但准确性与材料厚度的准确性有很大关系,这里所说的材料厚度并不是指材料本身的实际厚度,而是材料的实际厚度加上材料之间缝隙的厚度,即与松紧度有关。
外部测量法就是用传感器直接测量卷轴的实际直径,可分为接触式和非接触式,常见的接触式传感器有编码器和位移传感器,非接触测量传感器有激光、微波等。
由于测量数值与实际的直径可能是非线性的,所以要对测量值做非线性处理。
其次是对转矩的补偿,主要是加减速补偿和摩擦补偿。
加减速补偿指的是当材料在加速或减速时电机要提供额外的转矩对卷轴进行加减速,其大小与开卷曲机械系统的转动惯量和加减速度有关;其方向与工作方式(是开卷还是收卷)和出料方向(材料是在卷轴的上方还是下方)有关。
模糊自适应PID控制在凹版印刷机收卷张力控制中的应用
2 C l g f c ne S at n esy Satu5 56 , und n , h a . oeeo i c , h n uU i r t,hno 10 3 G a gogC i ) l Se o v i n
Absr c : e p o e so r v r r s c i e i n i e r i - a yn T r r to g c u ln ea in bewe n t a t Th r c s f g a u e p e s ma h n sno ln a ,tme v r ig. he e a e S r n o p i g r lto t e tnso n p e o to .S t h cu lp i tn r d c in ln o d sg h p r p it a d r o f u ain e in a d s e d c nr 1 o wih t e a t a rn i g p o u t i e t e in t e a p o rae h r wa e c n i r to o g
ss m s ya i pr r neiget poe . C , f . b 1 e. yt nmc ef mac rayi rvd [ h3 i 6t .3rf] e d o s l m g a
Ke r y wo ds: r v e sma h n g a e pr s c i e;PI e n r l uzy a a tv D o to ;f z d p ie;wi d n e so n i g t n in
大 改善 。 图 3表 6参 1 3 关 键 词: 凹版 印 刷 机 ;I 制 ; 糊 自适 应 ; 卷 张 力 PD控 模 收
中图分类号 :S 0 . ;P 7 T 83 6 T 2 3
收卷张力控制
收卷张力控制摘要:一:力矩电机,力矩控制器。
力矩电机是一种具有软件机械特性,和宽调速范围的特种电机。
并且以恒转矩输出。
二:变频电机,利用矢量型变频器做变频电机的转矩控制,使变频电机处于恒转矩输出。
具有速度反馈的控制方式其转矩控制的精度更高。
三:利用压力传感器,或者位置传感器来检测传动负载的张力,作为反馈信号通过PID过程控制的计算,使放卷与收卷保持相对应的速度来达到传动负载恒张力的控制。
放卷与收卷均采用变频器转速控制或者变频器PID控制。
以上三种都是收卷张力控制,在实际生产中各有优缺点,现将这三种电气控制的方法进行阐述和比较。
关键词:力矩电机,变频矢量转矩控制,过程PID控制,张力传感器。
正文:在纺织,电线电缆,金属制品加工,造纸,橡胶等行业中通常需要将产品卷绕在卷筒(铁盘,木盘)上。
卷绕的直径从始至末由小变大,为保持传动负载(被卷绕产品)张力均衡(机线速度不变)就要求卷筒的转速越越小,卷绕力越卷越大,。
产品绕卷时卷筒的直径逐渐增大(负载转矩增大)。
在整个过程中保持被卷产品的张力不变十分重要,若张力过大会将产品(如线材,纸制品)拉细或者断裂亦或者产品厚度,直径等不均匀工艺要求达不到要求。
而张力过小则可造成卷绕松弛不能保证产品的收卷。
为了使产品在卷绕过程中张力保持不变,必须在产品卷绕到卷盘上的盘径增大时驱动卷盘的电机的输出力矩也要增大,同时保持卷绕的线速度不变,那么电机的转速也要逐步减小。
需要达到上述要求的控制,在实际应用中通常采用力矩电机控制,变频电机转矩控制,以及张力传感器的PID调速控制。
现将这三种控制方法在实际应用中的优缺点进行比较,并且分析这三种控制方式在使用过程中的注意点。
第一力矩电机:力矩电机是一种具有软机械特性和宽调速范围的特种电机。
这种电机的轴不是以恒功率输出动力而是以恒力矩输出动力,当负载增加时,电动机的转速能自动的随之降低,而输出力矩增加,保持与负载平衡。
力矩电机的堵转矩高,堵转电流小,能承受一定时间的堵转运行。
收卷张力控制方案
收卷张力控制方案以下是 7 条关于收卷张力控制方案:1. 嘿,你知道吗?收卷张力控制好重要哇!就像骑自行车要保持平衡一样。
比如在印刷厂里,纸张收卷的时候,如果张力控制不好,那可就乱套啦!要么太紧纸张变形,要么太松卷得乱七八糟。
咱可得找到那个刚刚好的点,让收卷顺顺利利的呀!2. 哎呀呀,收卷张力控制方案可不简单哟!这就好比开船要掌握好方向。
像那种大卷的布料收卷,张力要是没弄对,不就跟船在海上迷失方向一样糟糕嘛!所以得精心设计方案,确保一切都稳稳当当的呢!3. 哇塞,想想看收卷张力控制方案得多关键呀!这就如同跳舞要踩准节奏。
比如塑料薄膜的收卷,张力控制不当,不就像跳舞乱了拍子一样不协调。
那可得把这个方案做得精妙绝伦,让收卷也能跳出优美的“舞蹈”呀!4. 嘿哟,收卷张力控制方案可不能马虎呀!这跟厨师做菜调味一样重要呢。
要是收卷张力出了问题,就好像菜的味道不对,多别扭呀!一定得把方案做得杠杠的,让收卷顺利得像美味的菜肴让人赞不绝口!5. 哎呀,收卷张力控制得好那才厉害呢!就类似拔河比赛要掌握好力度。
像金属卷材的收卷,张力没抓好,不就跟拔河输了一样可惜嘛!所以咱得好好琢磨这方案,让收卷张力恰到好处呀!6. 哇哦,收卷张力控制方案真的超级重要啊!简直就像歌手唱歌要把握好音准。
假如收卷时张力乱七八糟,不就跟唱歌跑调一样难听嘛!必须得弄出个完美的方案,让收卷如同美妙的歌声般流畅!7. 嘿,收卷张力控制方案绝对是门大学问呢!就像走钢丝要保持平衡一样惊险又关键。
在一些大型的工业生产中,张力控制方案要是不行,那可就跟走钢丝掉下去一样可怕呀!咱可得绞尽脑汁把方案弄好,让生产过程顺顺当当不出差错!总之,一个好的收卷张力控制方案太重要啦,能让收卷工作高效又顺利!。
涂布机张力控制系统设计

器ꎬNJ501 - 1300 控制器可以通过工业1 - 1300 控制
10 个伺服轴和 1 个虚拟伺服轴ꎬ所以最终选择了
分、人机操作部分、逻辑控制部分组成ꎮ
1 引言
究机构与某些小公司的生产市场ꎬ全自动涂布机大
范围使用用于工厂的大批量生产中ꎮ 以人工将电池
伴随世界工业的不断发展ꎬ能源问题已经成为
原材料组合的生产方式大部分存在于国内锂电池发
了人们生活和人类发展中不可避免的难题ꎮ 由于对
展初期ꎬ经过研究出现了改进的半自动设备ꎮ 目前
锂电池性能要求提升ꎬ锂电池内的各部分性能要求
防爆作用ꎮ 在锂电池整体要求提高的背景下ꎬ对于
正负极极片及制作隔膜ꎮ 正极的活性物质为氧化锂
生产锂电池的自动化设备也是一个挑战ꎬ其中生产
钴ꎬ隔膜是一种特殊的复合膜ꎬ负极的活性物质为
隔膜生产中重要组成部分的涂布机在此环境下设备
整体自动化水平得到了很大提升 [1] ꎮ
2 行业现状
碳、有机电解液 [3] ꎮ
计算的结果通过执行机构执行ꎮ
(2) 专用张力控制系统ꎮ 通过张力传感器采集
反馈量ꎬ一般为模拟量信号ꎮ 通过控制系统内部演
的极片经张力系统调整张力ꎬ同时控制收卷速度ꎬ使
算ꎬ结果直接对磁粉制动器或变频器进行控制ꎮ 此
它与涂布速度同步ꎮ 极片保持在中心位置ꎬ由收卷
种方式一般只应用在单向驱动场合ꎮ
干燥———牵引———收卷五部分完成ꎬ其中最主要的
YANG Yun ̄qing1 ꎬSU Zhen ̄yang2
(1 Shenyang Electrical Driving Research Institute Co. Ltd. ꎬShenyang 110141ꎬChinaꎻ2 Tianjin
收放卷张力控制+标签视觉检测电气汇川伺服PLC系统方案

收放卷张力控制+标签视觉检测电气汇川伺服PLC系统方案收放卷张力控制+标签视觉检测电气系统方案一、项目背景:该项目为已经对印染完成的标签,通过收放卷进行展开,并依次通过视觉检测,通过配合上位机检测对印染不良品进行精准停留在工作台上,以方便人为进行替换不良品,在进行收卷成型的设备二、项目要求:收放卷:材料恒张力,无外部卷经摆臂等检测机构,通过锥度实现张力恒定控制,要求收放卷材料运行不抖动,不拉伸定位精准:与视觉系统上位机采用Tcp通讯方式,对视觉系统检测出的不良品信号,对其进行精准位置分析,保证不良品可以准确停留在人工操作台上,以方便人为进行替换处理三、硬件配置:汇川设备:四、方案拓扑:五、方案说明:采用Canlink方式通讯伺服,采用T cp通讯触摸屏+视觉检测信号(一)方案优点:1、采用汇川Canlink通讯伺服,速率传输可达1M,节省了传统方式的接线,并且Canlink通讯方式给予485数据交互定义,对于伺服的参数读取以及调试方面更为方便2、采用T cp进行通讯触摸屏+视觉数据读取,Tcp采用自适应速率最高可达10M,且采用T cp方式的控制模式下节省接线。
(二)现场难点问题及解决方案说明:1、关于恒定张力设定问题由于该现场针对收放卷的控制方式为转矩模式控制,且收放卷的卷经变化比较大,所以对于设定转矩变化对于收卷随着卷经变大应该加大,对于放卷则相反,所以对于锥度的转矩变化比例需要在程序进行对已知牵引的情况下通过NπD公式,求得收放卷的D,结合实际情况进行对设定转矩的叠加处理2、关于与上位机的地址帧格式交互说明由于与视觉系统的配合工作为采用T cp通讯格式,对于上位机支持标准的Modbus Tcp通讯帧格式,所以需要对PLC程序中的地址格式进行解码以及帧转化处理。
并对上位机随机发送检测不良品停机位置进行整合,保证不良品可以充分停留在工作台上六、关于后续客户使用效果说明:(一)效率说明:客户要求无视觉检测线速度可达150m/分,有视觉检测速度可达120m/分,采用汇川伺服基于Canlink通讯控制的情况下,对速度的控制方式为直接定义伺服转速,所以避免了传统基于脉冲控制,脉冲输出频率不足导致无法提升效率,以及过小脉冲数导致定位细分不准导致定位误差的情况出现(二)效果说明:该视觉检测卷绕机针对标签的不良检测稳定效果率不仅仅体现在视觉系统的检测机构,对于视觉系统检测的不良品误差不仅要求准确停在操作台上方便人工进行换料,也要保证在停止完成时收放卷张力稳定不出现材料变形的情况,针对汇川伺服在客户高速120m/分钟的表现来看,不仅对连续视觉检测给定不良品误差以及随机给定不良品误差,在经过9米的缓冲机构,仍能保证不良标签准确定位,满足客户的要求(三)稳定说明:该视觉系统的工作原理为收放卷动作,所以针对稳定性,客户提出除收放卷无料导致需要停机以外,其余状况尽量减少停机时间,使用汇川伺服的情况下,即便收放卷卷经变化较大(直径变化半米),也没有出现由于过大转矩出现伺服超载报警等问题(四)一体化说明:采用汇川H3uPLC自带以太网口,与上位机视觉系统进行数据交互,避免了传统采用io的性质,在生产过程中,更直观的反应当前的数据变化,更方便的减少了用户的接线流程。
罗克韦尔OEM在CPW(料卷控制)的应用
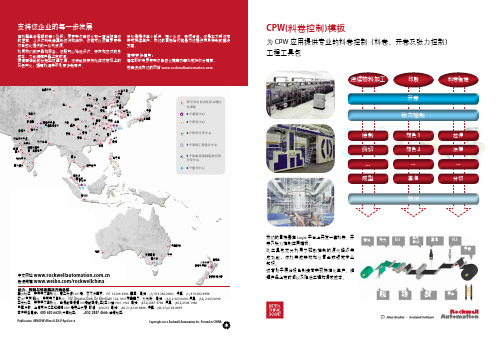
Printing • 经典的快速 P&ID 控制可保证张力控制的 稳定性和精确度 Wind/Unwind Tool code structure reduce the engineering and validation effort. • 张力锥度公式可防止大型辊失控 • 惯量补偿、加速度补偿、摩擦补偿等可 also help set up perfect tension control of Printing machines easily, including gr 进一步提高张力稳定性 • S88 程序结构使代码处理清晰高效 press, flexo and etc.
拉伸 涂覆 ... 分切
锡康达腊巴 德、海德拉巴 曼谷 马尼拉 胡志明市
Copyright © 2012 Rockwell Automation, Inc. All rights re
槟榔屿 吉隆坡 新加坡
COMPANY CONFIDENTIAL - Internal Use Only
成型
Copyright © 2012 Rockwell Automation, Inc. All rights reserved.
我们的目标是在 Logix 平台上开发一套料卷、开 卷及张力控制应用模板。 此工具包充分利用了驱动控制的源代码级集 成功能,依托集成架构和公司全球领域专业 知识 。 这有助于原始设备制造商实现标准化生产 、 缩 短产品上市时间以及降低工程和调试成本。
卷绕
张力
ELS
凸轮 曲线
套准
PLS 开卷
客户简报和能力中心 No. 2 Corporation Road #06-01/02 Corporation Place (Lobby D/E) Singapore 618494
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
9
产线控制单元
Safety I/O Camera
价值体验举例 – 灵活的网络拓扑及快速融合
传感器,要求张力稳定并且准确。 • 无材料参数输入,模型张力控制方式,加减速(5mps2)波动±1.5N,稳速±0.5N. • 卷径计算快速准确 (包括同步、异步间歇启停等情况) • 双主轴(一机两用)在线任意切换。 • 驱动单元直接捕捉高速色标
(时延小,重复精度高) • 共母线应用:电压波动影响小,降低能耗
放卷 张力摆杆
过程张力(可选闭环调节/速差开环调节
收卷张力传感器 收卷
控制特点:
• 运行速度:0-200m/Min,幅宽420mm;
• 放卷采用摆杆控制,恒张力,收卷张力辊调节,锥度张力,锥度可设;
• 收放卷均可根据需求更改张力方向;
• 过程张力根据材料或工艺段需求选择张力闭环调节或者开环速差调节,触摸屏直接切换,操作简单;
英孚康张力控制应用及案例介绍
V_19/03
关于张力控制
应用场合:只要是卷材应用场合基本都需要实现张力控制。收放卷张力控制、过程中张力控制。
材料类型: 纸张,薄膜,绕线,金属。
检测/执行: 张力辊,悬臂,摆杆,磁粉/气动装置,伺服电机。
控制方式:闭环控制,开环控制,模型控制。
运行模式: 直接扭矩输出,闭环速度调节,SLAT模式 (驱动底层快速切换), 差速磁粉控制。
10m; • 设备突然断电时可控停车控制,尽最大可能保护客户利益;
案例:柔版印刷设备–收放卷张力控制、色组间非控张力稳定
控制特点:
•机组式高速柔版印刷机、色组单驱 / 双驱 / 三驱,最高 300m/min; •集成套色,0.05mm套印精度; •张力控制精度高,1600mm幅宽,大卷径,±1.5N,锥度控制。 •色组间距(≈2m),伺服同步性能保证非控张力稳定。 (见 右侧视频:套色系统离线时,加减速色标稳定) •案例之一:64个伺服轴(8色组三驱、伺服调压、双模切、一 断张、收料台)
• 收放卷均可分别设置停机张力和运行张力,通常运行张力大于停机张力;
• 可调的S曲线——S曲线可减缓加减速时的张力剧烈变化,提升系统稳定性。
案例:标签分切设备–闭环PID自适应,自动换接料(快速张力重建)
两台伺服控制四辊轴,实现不间歇收卷
控制特点:
• 运行速度:0-120m/Min
• 卷径: 可覆盖大(3英寸)、中(1.5英寸)、小 (1英寸)三种不同直径的纸筒,卷径范围Φ30Φ320mm;
案例:隔膜分层设备 – 放卷闭环、收卷开环
收卷端面平整
控制特点:
•运行速度:0-120m/Min; •大幅宽1.2m,大卷径1m •材料超薄10um. 最小张力设定 6N •开环张力控制,张力稳定,端面平整,不起皱; •一放两收。上下收卷独立控制,锥度张力控制; •剥离张力独立可控,剥离线稳定; •收放卷均有独立的倒卷功能; •共直流母线连接,节能高效。
11
▪ 工程安装
» 更少的处理器和网络接口配置 » 标准网络设计更加简单容易 » 减少代码复杂度,很多数据都已自动加载,无需特殊指令访问 » 机电一体集成调试 (Robust Tuning, Load Observer)
▪ 调试运维
» 本地状态/故障日志 » 方便灵活的实时曲线监视 » 控制器内部已集成好的伺服轴诊断信息标签
• 张力:40-100N;大小轴切换,PID自适应张力几乎 不用手动调节,操作简单;
• 换接料:不停机自动换接料控制,提高生产效率
• 产品收尾:根据卷径自动计算料尾长度,完成自 动贴标,减少废品
• 切缝:根据运行速度及标签长度,自动控制切刀 气缸动作时机,保证切缝(标缝3mm),减少废 品纸张
案例:线切割设备–高响应张力闭环控制,断电可控停车不断线
辅助功能:
卷径计算, 锥度控制,惯量补偿,摩擦补偿(静态/动态),断料检测,非线性校准,信号处理。
张力稳定运行的基础:
1)伺服控制同步特性好;
2)驱动电流和电机扭矩输出的精度和稳定性;
3)适合工艺的合理控制方式;
4)稳定运行的算法和功能块;
我们的优势:
一:优秀的产品。
二:丰富的经验和案例。
三:实践检验的算法和工具库
价值体验举例 - 系统扩展能力
▪ 扩展系统能力
» 高端1756-L8x 处理器可支持256轴/CPU » 单个1756-EN3TR 以太网卡可支持128轴 » 中端处理器CompactLogix (集成以太网接口)具有丰富的型号可选(2,4,8,16,20,24,28,32轴)
▪ 模块化的用户程序
•伺服标配绝对值编码器,无需零位开关
•预调准、自动换版及调压、集成套色
开环印刷加减速十字标视频
13
案例:多工位圆刀模切设备–多种材料、全开环、模型控制
控制特点: • 高精度多工位模切机,苹果/华为等3C产品的柔性材料加工,最终产品精度(5-10丝)。 • 多种材料并存(PET/粘性剥离/窄料/泡棉/异质合金),多种模式运行(同步/异步/追标),无张力
Safety Controller I/O
现有设备
▪ 制造企业生产线
» 新增设备 » 升级现有设备
Controller
HMI VFD
Controller
AB Servo Drives
I-CON Servo Drives
I/O
新增设备
I-CON Servo Drives
10
价值体验举例 - 减少全周期的人力和时间投入
控制特点:
• 运行速度:0-1800MPM; • 优异的电机绕组设计,80Nm、4000RPm的主轴电机选择,为行业
发展提供基础保障; • 多主轴扭矩共享控制模式,在强刚性连接的主轴间做位置跟随控
制; • 收放线及摆杆调整系统采用PID控制,配合2ms的程序及伺服刷新
周期,保证1500MPM速度下摆杆波动范围低于0.5°; • 精确的线量及切割时间计算公式,时间精确到1min,线量精确到