CYX-QEHP-16.06B注塑冲压生产指示单
合集下载
注塑模试模通知单
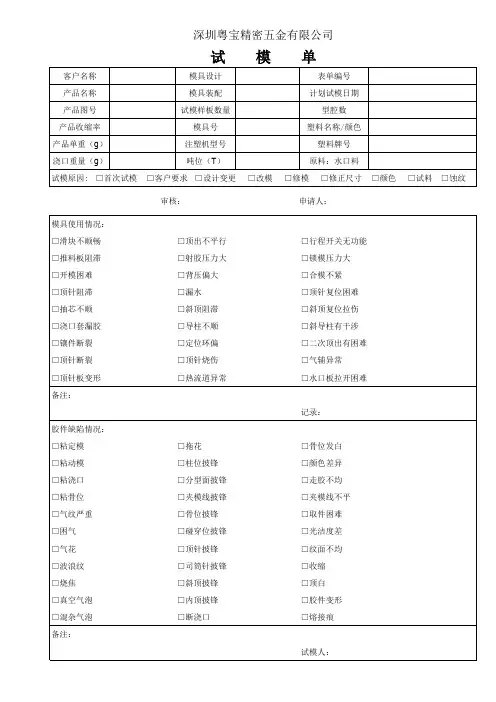
深圳粤宝精密五金有限公司
试模单
客户名称
模具设计
表单编号
产品名称
模具装配
计划试模日期
产品图号
试模样板数量
型腔数
产品收缩率
模具号
塑料名称/颜色
产品单重(g)
注塑机型号
塑料牌号
浇口重量(g)
吨位(T)
原料:水口料
试模原因: □首次试模 □客户要求 □设计变更 □改模 □修模 □修正尺寸 □颜色 □试料 □蚀纹
审核:
申请人:
模具使用情况: □滑块不顺畅 □推料板阻滞 □开模困难 □顶针阻滞 □抽芯不顺 □浇口套漏胶 □镶件断裂 □顶针断裂 □顶针板变形 备注:
胶件缺陷情况: □粘定模 □粘动模 □粘浇口 □粘骨位 □气纹严重 □困气 □气花 □波浪纹 □烧焦 □真空气泡 □混杂气泡 备注:
□顶出不平行 □射胶压力大 □背压偏大 □漏水 □斜顶阻滞 □导柱不顺 □定位环偏 □顶针烧伤 □热流道异常
□拖花 □柱位披锋 □分型面披锋 □夹模线披锋 □骨位披锋 □碰穿位披锋 □顶针披锋 □司筒针披锋 □斜顶披锋 □内顶披锋 □断浇口
□行程开关无功能 □锁模压力大 □合模不紧 □顶针复位困难 □斜顶复位拉伤 □斜导柱有干涉 □二次顶出有困难 □气辅异常 □水口板拉开困难
Байду номын сангаас记录:
□骨位发白 □颜色差异 □走胶不均 □夹模线不平 □取件困难 □光洁度差 □纹面不均 □收缩 □顶白 □胶件变形 □熔接痕
试模人:
试模单
客户名称
模具设计
表单编号
产品名称
模具装配
计划试模日期
产品图号
试模样板数量
型腔数
产品收缩率
模具号
塑料名称/颜色
产品单重(g)
注塑机型号
塑料牌号
浇口重量(g)
吨位(T)
原料:水口料
试模原因: □首次试模 □客户要求 □设计变更 □改模 □修模 □修正尺寸 □颜色 □试料 □蚀纹
审核:
申请人:
模具使用情况: □滑块不顺畅 □推料板阻滞 □开模困难 □顶针阻滞 □抽芯不顺 □浇口套漏胶 □镶件断裂 □顶针断裂 □顶针板变形 备注:
胶件缺陷情况: □粘定模 □粘动模 □粘浇口 □粘骨位 □气纹严重 □困气 □气花 □波浪纹 □烧焦 □真空气泡 □混杂气泡 备注:
□顶出不平行 □射胶压力大 □背压偏大 □漏水 □斜顶阻滞 □导柱不顺 □定位环偏 □顶针烧伤 □热流道异常
□拖花 □柱位披锋 □分型面披锋 □夹模线披锋 □骨位披锋 □碰穿位披锋 □顶针披锋 □司筒针披锋 □斜顶披锋 □内顶披锋 □断浇口
□行程开关无功能 □锁模压力大 □合模不紧 □顶针复位困难 □斜顶复位拉伤 □斜导柱有干涉 □二次顶出有困难 □气辅异常 □水口板拉开困难
Байду номын сангаас记录:
□骨位发白 □颜色差异 □走胶不均 □夹模线不平 □取件困难 □光洁度差 □纹面不均 □收缩 □顶白 □胶件变形 □熔接痕
试模人:
注塑成型生产流程介绍
材料烘干
根据材料烘干温度设定表,设定好烘料桶
的温度. 将从仓库领来的料放进烘料桶内烘干. 當與前次所烘原料不同時,料桶需清理乾 淨,以防混料.
架模调机
根据产品的大小及形状选择好机台。 将准备好的模具架到机台上并依据成
型条件设定表设定好机台的成型条件 待材料烘好后即可调机生產。
架模调机
如按照成型条件设定表的参数无法生
产出合格的产品,当班品检员要申请发 行下一版本的成型条件设定表.
首件检验
待材料烘好上机调试出第一模产品时必
须依据图面进行首件检验。 依据图面上所管控的尺寸进行量测(如 此模具是维修后第一次生产须全尺寸量 测)。并记录在首件检验单上。 待首件确认OK后送品保确认.
入库终检
每个班在下班前将本班所生产的产品送
品保终检。 品保依据所送产品的品质状况作出判定, 当判OK时可打印入库单将产品入库,当 判NG时品保开出重工单须对这部分产品 进行重工。
重工
报废
特採
当品保在入库终检时判NG时注塑现场主管应 對这批产品的异常情况作出判定是重工 特採 还是报废。 当产品的异常通过人工处理可得到改善時应 作重工处理。 当产品的异常状况轻微且不影响到功能及组
装,人工处理又无法得到改善应作特採处理。 当产品的异常状况严重且影响到功能及组装, 人工处理又无法得到改善应作报废处理。
重工
报废
特採
当作重工处理时应填写重工单.將所重工
的不良品數量和所用的工時如實填寫回 饋給品保. 当作特採处理时应填写特採申請单到各 单位会签.各单位无异议后方可特採入库 并在入库标签上注明特採標示. 当作报废处理时須填寫報廢單經相關人 員檢核後作報廢動作.
掉产品桶进行量产并按照机台的设定填 写注塑制程自主检验表。
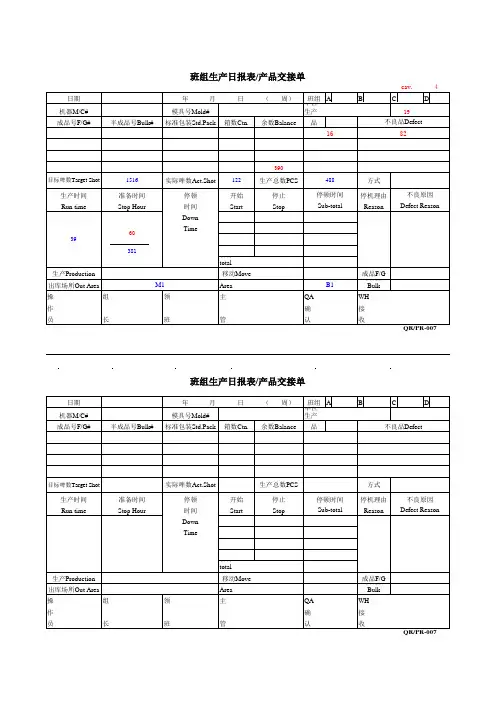
注塑指导班组生产日报表 产品交接单
单班位组 A 生QA产样
品
B
C
D
不良品Defect
目标啤数Target Shot 生产时间 Run time
准备时间 Stop Hour
实际啤数Act.Shot
停顿 时间 Down Time
开始 Start
生产总数PCS 停止 Stop
停顿时间 Sub-total
方式 停机理由
Reason
不良原因 Defect Reason
生产Production
出库场所Out Area
操
组
作
员
长
合计Subtotal
入移库动场M所ovIen Area
领
主
班
管
成半品成F品/G Bulk
QA
WH
确
接
认
收
QR/PR-007
日期 机器M/C# 成品号F/G#
班组生产日报表/产品交接单
半成品号Bulk#
年
月
日
模具号Mold# 标准包装Std.Pack 箱数Ctn.
( 周) 余数Balance
单班位组 A 生QA产样
品
16
cav.
4
B
C
D
19 不良品Defect
82
390
目标啤数Target Shot
1516
实际啤数Act.Shot
122
生产总数PCS
488
生产时间 Run time
39
准备时间 Stop Hour
60 381
停顿 时间 Down Time
生产Production
出库场所Out Area
操
组
生产指令单模板
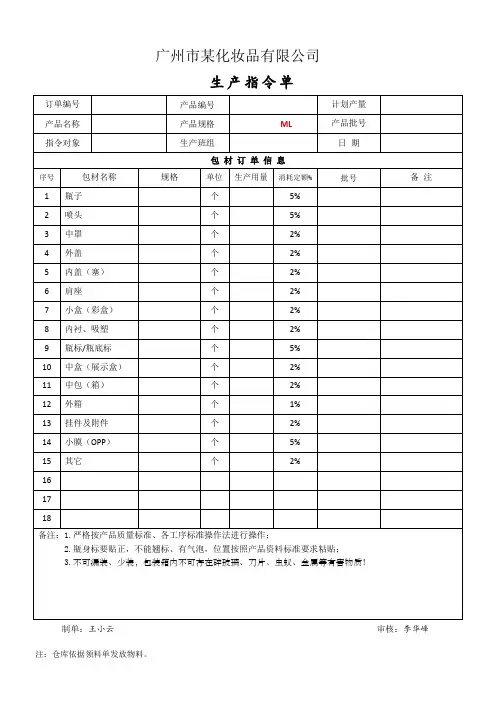
广州市某化妆品有限公司
生产指令单
订单编号
产品编号
计划产量
产品名称
产品规格
ML
产品批号
指令对象
生产班组
日期
包材订单信息
序号
包材名称
规格
单位
生产用量
消耗定额%
批号
备注
1
瓶子
个
5%
2
喷头
个
5%
3
中罩
个
2%
4
外盖
个
2%
5
内盖(塞)
个
2%
6
肩座
个
2%
7
小盒(彩盒)
个
2%
8
内衬、吸塑
个
2%
9
瓶标/瓶底标
个
5%盒(展示盒)
个
2%
11
中包(箱)
个
2%
12
外箱
个
1%
13
挂件及附件
个
2%
14
小膜(OPP)
个
5%
15
其它
个
2%
16
17
18
备注:1.严格按产品质量标准、各工序标准操作法进行操作;
2.瓶身标要贴正,不能翘标、有气泡,位置按照产品资料标准要求粘贴;
3.不可漏装、少装,包装箱内不可存在碎玻璃、刀片、虫蚁、金属等有害物质!
生产指令单
订单编号
产品编号
计划产量
产品名称
产品规格
ML
产品批号
指令对象
生产班组
日期
包材订单信息
序号
包材名称
规格
单位
生产用量
消耗定额%
批号
备注
1
瓶子
个
5%
2
喷头
个
5%
3
中罩
个
2%
4
外盖
个
2%
5
内盖(塞)
个
2%
6
肩座
个
2%
7
小盒(彩盒)
个
2%
8
内衬、吸塑
个
2%
9
瓶标/瓶底标
个
5%盒(展示盒)
个
2%
11
中包(箱)
个
2%
12
外箱
个
1%
13
挂件及附件
个
2%
14
小膜(OPP)
个
5%
15
其它
个
2%
16
17
18
备注:1.严格按产品质量标准、各工序标准操作法进行操作;
2.瓶身标要贴正,不能翘标、有气泡,位置按照产品资料标准要求粘贴;
3.不可漏装、少装,包装箱内不可存在碎玻璃、刀片、虫蚁、金属等有害物质!
注塑生产作业指导书
6.相关文件 6.1《作业指导书》 6.2《成型条件表》 7.相关表单 7.1《生产统计报表》 7.2《设备维修申请单》 7.3《产品入库单》 7.4《模具维修跟踪单》 7.5《工程申请单》 7.6《注塑机日常检查表》
注塑生产流程图
文件编号 :WI-ZS-010
版本/版次:A/2 页 次:2/2
计划部下单
检修完成
修模/保养
确批 认准
通知计划部
完单模 具保养
NG
开品质异常单
员工返工
完成
NG 填写异常处理单
IPQC 巡检
OK
送检 FQC
OK
生产记录
模
具
保
养
模具入库
入库员入库
订单结束
知会
异常
生产科长安排
告知
修机 OK/修模 OK
知会领班
NG
Hale Waihona Puke 安排修模通通
知
知
计
模
划
具
部
部
模具 NG
机器 NG
知知 会会 计工 划程 部部
安排修机
模具确认 OK
OK
物料员备料
上下模上模
成型准备
工程师调机
技术员调机
OK
首件检验
员
OK
安排量产
工艺 NG
NG 模具 NG
修
模
开修模单/保养单
水口入库
员工自检
OK
注塑生产作业指导书
文件编号 :WI-ZS-010
版本/版次:A/2 页 次:1/2
1.目的 为确保制程稳定,生产之产品均能符合质量要求,提高生产效率。
2.适用范围 适用于注塑部所生产各类产品的制程控制。
注塑生产流程图
文件编号 :WI-ZS-010
版本/版次:A/2 页 次:2/2
计划部下单
检修完成
修模/保养
确批 认准
通知计划部
完单模 具保养
NG
开品质异常单
员工返工
完成
NG 填写异常处理单
IPQC 巡检
OK
送检 FQC
OK
生产记录
模
具
保
养
模具入库
入库员入库
订单结束
知会
异常
生产科长安排
告知
修机 OK/修模 OK
知会领班
NG
Hale Waihona Puke 安排修模通通
知
知
计
模
划
具
部
部
模具 NG
机器 NG
知知 会会 计工 划程 部部
安排修机
模具确认 OK
OK
物料员备料
上下模上模
成型准备
工程师调机
技术员调机
OK
首件检验
员
OK
安排量产
工艺 NG
NG 模具 NG
修
模
开修模单/保养单
水口入库
员工自检
OK
注塑生产作业指导书
文件编号 :WI-ZS-010
版本/版次:A/2 页 次:1/2
1.目的 为确保制程稳定,生产之产品均能符合质量要求,提高生产效率。
2.适用范围 适用于注塑部所生产各类产品的制程控制。
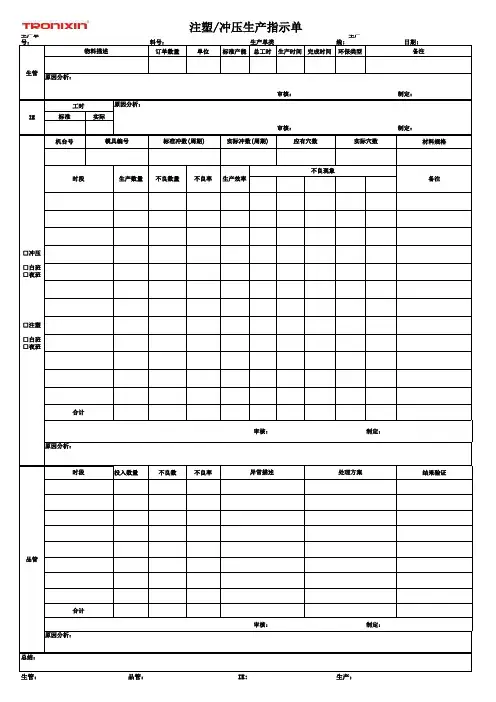
注塑冲压生产指示单
保存期 限:三年
表单编号: CYX-QEHP16.06B
生产单 号:
物料描述
料号: 订单数量
注塑/冲压生产指示单
生产单类
'生产 线:
单位 标准产能 总工时 生产时间 完成时间 环保类型
生管 原因分析:
工时
原因分析:
IE
标准
实际
机台号
模具编号
标准冲数(周期)
审核:
审核:
实际冲数(周期)
应有穴数
实际穴数
日期: 备注
制定:
制定: 材料规格
时段
生产数量 不良数量 不良率 生产效率
不良现象
备注
□冲压 □白班 □夜班
□注塑 □白班 □夜班
合计
原因分析: 时段
投入数量
不良数
不良率
审核: 异常描述
制定 处理方案
结果验证
品管
合计 原因分析: 总结: 生管:
品管:
审核: IE:
制定: 生产:
记录流 转:生管 课→IE→ 冲压/注 塑→品管 →冲压/注 塑保存 保存部 门:冲压 /注塑课
注塑部生产日样表
11.3 1300
6.5 12 12 12 1776 1270 2200 12 12 12
670 1702 1225 2180
RT-201004035
2010-5-4 9# 伟佳 836-19
衣架
HIPS POM 抽粒 ABS 抽粒 ABS
杏色 本色 黑色 黑色 黑色
1*2 1*1 1*2
18
4560
6 670
HIPS 灰白色 1*1
2010-5-4 22# 宏翔 HXCF01
后牛角 0021 HXCF01 2010-5-4 23# 宏翔 脚座 0023 2010-5-4 24# 顺嘉 XJ-0536 睡船公仔
2010-5-5 6# 侨兴 67C-9A 手柄 电话机 底壳/电池 2010-5-5 6# 超然 8# 侨兴 67C-9A 电话机 2010-5-5 9# 伟佳 836-19 功能钮
2010-5-5 17# 源制
RT201004026 RT201004015 RT201004035 RT201004026 RT201004035 RT201003008
13;00修机停机 8:30-9:30调机 够数停机
1 12 8 12
118 422
牙箱 数字金刚
ABS ABS
黑色 黄色
1*1 1*1 24 1710
15:00开机 9:10开机, 13;00-14:00漏料调 17:00开机 17:40开机 14;00-15:00料花有 气泡 8:40开机
12 10.5 12 12 12
电话机 2010-5-3 25# 顺嘉 XJ-0536 睡船公仔
HIPS 灰白色 1*1 灰白色 1*1
RT201004026 RT201004026 RT201004026
注塑生产流程卡-中英文对照表
□是;□否;
Yes ; No
WI-07-PRD-18
所有生产区和设备都干净整齐?
Have all the production area and equipment clean and tidy?
□是;□否;
Yes ; No
□是;□否;
Yes ; No
WI-07-PRD-18
工作指引或操作方法是否齐全?并摆放在工作现场?
Did operator ensure there is no product/part of previous lot on the line?
□是;□否;
Yes ; No
□是;□否;
Yes ; No
请验证左边表中内容,其中任何项目不符合时,都要注明其详细情形,并在继续生产前得到管理层的批准。
Verify the items on left side and any found non-conformity should be reported.Permission onworkresumptionshould be approved by senior management.
退料
Material Return(Kg)
加料员
Filling Staff
生产数量/单位Production Qty / Unit
工时
Work Hours
(Hrs)
产品净重
Net Weight(Kg)
水口重
Runner Weight(Kg)
调机损耗Scrap(Kg)
胶头resinslug(Kg)
用料小计
Others(Kg)
技术员
Technician
检验员QC
合格OK(pcs)
Yes ; No
WI-07-PRD-18
所有生产区和设备都干净整齐?
Have all the production area and equipment clean and tidy?
□是;□否;
Yes ; No
□是;□否;
Yes ; No
WI-07-PRD-18
工作指引或操作方法是否齐全?并摆放在工作现场?
Did operator ensure there is no product/part of previous lot on the line?
□是;□否;
Yes ; No
□是;□否;
Yes ; No
请验证左边表中内容,其中任何项目不符合时,都要注明其详细情形,并在继续生产前得到管理层的批准。
Verify the items on left side and any found non-conformity should be reported.Permission onworkresumptionshould be approved by senior management.
退料
Material Return(Kg)
加料员
Filling Staff
生产数量/单位Production Qty / Unit
工时
Work Hours
(Hrs)
产品净重
Net Weight(Kg)
水口重
Runner Weight(Kg)
调机损耗Scrap(Kg)
胶头resinslug(Kg)
用料小计
Others(Kg)
技术员
Technician
检验员QC
合格OK(pcs)
注塑部Q C作业指导书
c)有异常时记录在《注塑QC巡查报表》中,并由注塑部组长以上职位签名确认并改善,
如抽查轻微问题超过30%或严重问题超过20%及出现安全性问题时,则可开出《巡检
严重问题报告》,如注塑部收到报告后30分钟内未作出改善行动,则可发出《纠正及预
防措施报告》。
5.3半成品转下工序的抽查
5.3.1根据本厂抽样标准对注塑部转下工序之半成品进行抽查,并将检验的结果记录在《批
5.3.4 QC须对注塑部所有不合格之处理进行监督和跟踪。
5.3.5当连续三批被判为退货或出现其它较严重时可发出《纠正及预防措施报告》。
5.4试验
5.4.1有必要时(如主管要求或新产品首批生产等情况),需开出《品质保证申请表》注明
试验要求,并连同样板(一般取6PCS样板)交QA做相关测试。
5.5利器的控制
1.0目的
为使注塑部QC明确工作范围和职责,以确保注塑部生产之产品质量得到有效的控制。
2.0范围
注塑部所有半成品生产过程中的巡检与转下工序抽查。
3.0定义
首件:连续性生产的设备,经调试好后产出的第一件(或多件)或产品在正式开始生产时
拉尾(或分段的段尾)产出的第一件(或多件)称为首件。
4. 0职责
5.0内容
量收货报告》中。
5.3.2如抽查结果为合格时,则在“产品标记”上盖上“QC合格印章”。
5.3.3如抽查结果为不合格时,则开出《工序间检验报告》,报告和样板一起交主管决定,
不合格品处理后需贴上红色“不合格”贴纸,如属特殊情况要转下工序则应注明类
型(AOD偏差接收、加工使用、拣用)且须通知后道工序的QC特别留意。
QC须对注塑部利器的使用和收发进行监控。
e)工场“5S”的监督。
如抽查轻微问题超过30%或严重问题超过20%及出现安全性问题时,则可开出《巡检
严重问题报告》,如注塑部收到报告后30分钟内未作出改善行动,则可发出《纠正及预
防措施报告》。
5.3半成品转下工序的抽查
5.3.1根据本厂抽样标准对注塑部转下工序之半成品进行抽查,并将检验的结果记录在《批
5.3.4 QC须对注塑部所有不合格之处理进行监督和跟踪。
5.3.5当连续三批被判为退货或出现其它较严重时可发出《纠正及预防措施报告》。
5.4试验
5.4.1有必要时(如主管要求或新产品首批生产等情况),需开出《品质保证申请表》注明
试验要求,并连同样板(一般取6PCS样板)交QA做相关测试。
5.5利器的控制
1.0目的
为使注塑部QC明确工作范围和职责,以确保注塑部生产之产品质量得到有效的控制。
2.0范围
注塑部所有半成品生产过程中的巡检与转下工序抽查。
3.0定义
首件:连续性生产的设备,经调试好后产出的第一件(或多件)或产品在正式开始生产时
拉尾(或分段的段尾)产出的第一件(或多件)称为首件。
4. 0职责
5.0内容
量收货报告》中。
5.3.2如抽查结果为合格时,则在“产品标记”上盖上“QC合格印章”。
5.3.3如抽查结果为不合格时,则开出《工序间检验报告》,报告和样板一起交主管决定,
不合格品处理后需贴上红色“不合格”贴纸,如属特殊情况要转下工序则应注明类
型(AOD偏差接收、加工使用、拣用)且须通知后道工序的QC特别留意。
QC须对注塑部利器的使用和收发进行监控。
e)工场“5S”的监督。
注塑产品作业指导书
产品型号底座左(右)
产品编号物料编码
产品颜色
橙色/黑色
产品生产加工流
注:因成型后产品产品异常L02-B51()-()步骤2:准备以上图示两种零件及四种工具
步骤3:配套零件与工具组装
步骤4:将步骤3装配好的配套零件与工具装入模具相应位置步骤1:准备#213胶粘剂及铜板零件(如上图示)
1).组装六角螺
母、铜板与机米螺丝(1套)
L04-M505-001 M5*8铆压螺母(4个)L04-M504-001
M4*10铆压螺母(6个)螺栓工具装螺母工具
L04-M507-001六角螺母(1个)L04-B513-001 铜板(1个)
2).用螺栓锁M5*8螺母(4套)
3).将6个M4*10螺母放入装螺母
工具内
机米螺丝
后模工件
3).将1套步骤3-1配件与4套步骤3-2配件装入前模相应位置
1).将1套步骤3-3配件装入后模相应位置
2).将1个后模工件装入后模相应位置
用#213胶粘剂涂于铜板片上一圈,待胶粘剂干了之后再装机米螺丝。
产品型号底座左(右)
产品编号物料编码
产品颜色
橙色/黑色
产品生产加工流
注:因成型后产品产品异常L02-B51()-()步骤1:此产品为半自动啤件,开模后手动取出产品与水口
步骤2:将产品放入电动夹具开动电源取出后模工件步骤3:用电动螺丝批取出螺栓
步骤4:用六角扳手取出机米螺丝,用小刀削掉所有批锋步骤5:产品确认OK后装箱
产品
水口。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
保存期限: 三年
表单编号: CYX-QEHP16.06B
备注
制定: 制定:
材料规格 备注
□冲压 □白班 □夜班
□注塑 □白班 □夜班
合计 原因分析:
时段 投入数量 不良数 不良率
审核: 异常描述
制定:
处理方案
结果验证
品管
合计 原因分析:
总结: 生管:
品管:
审核:
制定:
IE:
生产:
记录流 转:生管 课→IE→ 冲压/注 塑→品管 →冲压/注 塑保存 保存部 门:冲压 /注塑课
生产单 号:
料号: 物料描述
生产单类 型:
订单数量
注塑/冲压生产指示单
单位
生产线: 标准产能 总工时
日期: 生产时间 完成时间 环保类型
生管 原因分析:
工时
原因分
析:
IE
标准
实际
机台号
模具编号
审核:
标准冲数应有穴数
实际穴数
时段
生产数量 不良数量 不良率 生产效率
不良现象