锣带岗位作业指导书1.0
螺丝作业指导书

螺丝作业指导书篇一:螺丝检验作业指导书德信诚培训网螺丝检验作业指导书一﹑目的正确有效地指导检查﹐确保物料满足规定要求﹐使来料检验规范化二﹑适用范围适用于所有的螺丝来料检验作业指导三﹑内容3.1所需量规仪器卡尺3.2抽样方案详见《来料检查作业指导书》3.3缺陷划分四﹑缺陷判定表更多免费资料下载请进:好好学习社区篇二:螺钉SOP作业指导书XXX有限公司文件名称:SOP作业指导书文件编号:CF-QC-03 版本:V A生效日期:2014/6/23 页码:共3页编制:XX日期:2014/6/21 审核:XX日期:2014/6/23批准:XX 日期:2014/6/231、目的为确保打头机的正常生产作业,并生产出符合要求的产品品质,特制定此作业指导书。
2、范围本程序通用于本公司所有打头机生产作业。
3、操作步骤:3.1开机前注意事项:3.1.1 打开电源检查是否通电,是否稳定,检查油路是否通畅;3.1.2 将调机所用全部工具,量尺及模具等备用品放置到安全位置,并擦干所有运转部位(如飞轮)的油渍、污迹。
3.2 试开机:3.2.1 用手按住转动或按触动开关慢转1-2转,检查转动是否正常;3.2.2 准备好正确的量具,模具及线材等,并将线材上架;3.2.3 检查送料滚轮与线径是否相符,并将线材前段校直送入滚轮内并压住。
3.2.4 装上剪模及剪刀,将剪刀对准主模孔锁紧,退回对准线模孔,锁紧线模固定螺线;3.2.5 装上主模,注意模前端面不可突出,以防剪刀面碰撞损坏模具与机器;3.2.6 装上一冲模(上冲),手动运转,调整行程的最顶点与主模之间的距离为1mm左右;3.2.7 调整剪刀与冲模的时间配合,以免互相碰撞损坏模具与设备3.2.8 调整针身与头部尺寸并装上二冲(下冲),依据工程图纸调整头部成型位置与尺寸;3.2.9 调整冲击力度,注意不可超压,以免断顶针;3.2.10开快机观察设备运转是否正常,然后试打几十粒产品,先自检合格后再送品管首检,首检合格后锁紧固定各主要螺丝,并清理机台上的废料,然后开机生产。
CNC电脑锣床安全操作作业指导书

电脑锣床(CNC)安全操作作业指导书1.0. 目的:1.1. 为安全正确地操作使用、维护保养好火花机设备。
2.0. 范围:2.1. 适应于火花机设备的安全操作和维护保养以及新员工培训之用.3.0.安全操作规范:3.1. 安全问题:本着生产中安全第一的原则—在电脑锣生产中尤其要注意以下几点:3.1.1. 在重口哥模上下机时,需检查叉车是否有异常,口哥模是否滑动或平行,移动时至少两人以上进行,不可以随随便便以免撞到机床或造成人身危险。
3.1.2. 要拆开码板上的工件,绝对不可以用手推放到地面。
如果是重口哥模要叫师傅一起拆,有的工件要用纸板或木方垫住工件再拆。
下码板及工件时要注意披锋,工件,码板是否放稳定,防止手脚受伤。
3.2. 装螺丝、码工件:在装螺丝前先用锉刀锉平工件和码板,装不同大小的螺丝要用多大力度(自己掌握),同时要检查螺丝有没有顶底(螺丝是否过长)。
铜公在码板上的排布要考虑怎样码比较稳固,怎样使工件变形最小,上机前码板和工作台一定要干净。
拆下来的螺丝、码仔、工件要放置在指定位置,且需用风枪吹干净。
3.3. 校表:3.3.1. 校表时一定要看校表是否已吸紧要码的地方以免掉下撞坏校表。
同时如果不进行较表时要把较表拿下,较表用完后放回原处。
在较表前先检查有没有工场师傅指定的较表位,所有钢料都要进行三维较正;有指定较表位、锣口哥模大工件开完粗后一定要重新较表、检查工件是否移动。
3.4. 分中:3.4.1. 用碰中器分中。
碰中前一定要检查机床转速,转速只有在500RPM以下才可以分中。
碰单边时一定要入碰中器半径,同时入碰中器半径不要入反,所有钢料分中都要两个人分,如有斜度位分中,一定要两边对称分(即要分X中,即Y数不变,Z是在同一高度上),分铜料中时先在铜料上对角划线,再用刀对正线交点即可。
摇坐标数时,不知道摇正还是摇负,一定要先摇Z升高(学徒特别要注意),以免损坏工件、刀具、分中器。
3.5. 抄数:分好中后,抄数时一定要多看两遍,以免抄错或抄漏(抄对了座标轴绝对值自然变零)绝对值显示为零。
编带作业指导书

编号HCL-006
编带作业指导书页次共1页
生效日期 2010-8-1 版次A1.0初级版1、设备检查:编带前检查设备有无异常、气压、热封压力是否正常,清除机台遗留产品和污垢。
2、机台设定:按照生产单要求设定包装方向和数量。
3、抽检:检查编带是否合格(有无缺数、反向、上带位置及松紧是否合适)。
4、标示:编带OK后,贴上标签。
5、入烤:将编好的材料放入指定烤箱,在烘烤记录表上作好登记。
并将材料按BIN 号统计标示于料盘上。
6、清料:在编不同色区、不同型号的材料时,做好清料工作,将上批材料彻底清除,不要遗留在机台上,避免混料。
吊锣岗位培训教材

橱柜门板厂包覆车间岗位教材
装饰条吊锣岗位
讲师:
编制时间:2014年3月
教材编号:ZSB0001
1
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
3 1 2 3
装饰板生产管理流程简介
岗位作业流程及加工工艺
岗位设备知识及保养介绍
原材料相关知识
目录
4
3 5 6
产品质量检验标准
现场6S与安全
教材编号:ZSB0001
17
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
3
岗位设备知识及保养介绍
吊锣刀具明细
AB07锣边刀,用 于锣制四边和线槽 刀具材质:金刚石
教材编号:ZSB0001
18
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
3
岗位设备知识及保养介绍
吊锣刀具明细
开放柜槽刀 刀具材质:金刚 石
①
教材编号:ZSB0001
26
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
5
产品质量检验标准
二、装饰条检验标准
1、检查推台锯开 料后锯路情况 2、检查来料基 材时都有崩缺 3、检查线槽走 刀是否到位 4、检查锣
教材编号:ZSB0001
27
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
6 安全操作知识及岗位5S知识 一、作业环境及劳保穿戴
吊锣做造型,污染 源:灰尘、噪声 吊锣作业佩戴 口罩及耳塞, 因存在噪声污 染,且不得戴 手套作业
教材编号:ZSB0001
28
橱柜门板厂---包覆车间
广东欧派家居集团有限公司
6 安全操作知识及岗位5S知识 二、岗位危险源
锣机作业指导书
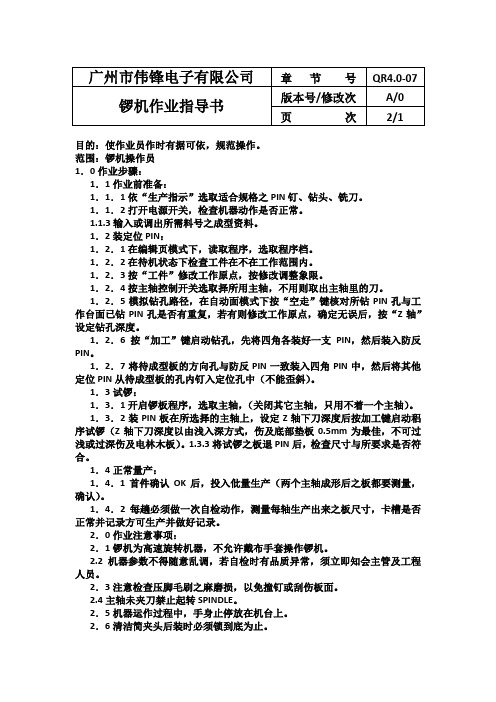
目的:使作业员作时有据可依,规范操作。
范围:锣机操作员1.0作业步骤:1.1作业前准备:1.1.1依“生产指示”选取适合规格之PIN钉、钻头、铣刀。
1.1.2打开电源开关,检查机器动作是否正常。
1.1.3输入或调出所需料号之成型资料。
1.2装定位PIN:1.2.1在编辑页模式下,读取程序,选取程序档。
1.2.2在待机状态下检查工件在不在工作范围内。
1.2.3按“工件”修改工作原点,按修改调整象限。
1.2.4按主轴控制开关选取择所用主轴,不用则取出主轴里的刀。
1.2.5模拟钻孔路径,在自动面模式下按“空走”键核对所钻PIN孔与工作台面已钻PIN孔是否有重复,若有则修改工作原点,确定无误后,按“Z轴”设定钻孔深度。
1.2.6按“加工”键启动钻孔,先将四角各装好一支PIN,然后装入防反PIN。
1.2.7将待成型板的方向孔与防反PIN一致装入四角PIN中,然后将其他定位PIN从待成型板的孔内钉入定位孔中(不能歪斜)。
1.3试锣:1.3.1开启锣板程序,选取主轴,(关闭其它主轴,只用不着一个主轴)。
1.3.2装PIN板在所选择的主轴上,设定Z轴下刀深度后按加工键启动稆序试锣(Z轴下刀深度以由浅入深方式,伤及底部垫板0.5mm为最佳,不可过浅或过深伤及电林木板)。
1.3.3将试锣之板退PIN后,检查尺寸与所要求是否符合。
1.4正常量产:1.4.1首件确认OK后,投入仳量生产(两个主轴成形后之板都要测量,确认)。
1.4.2每趟必须做一次自检动作,测量每轴生产出来之板尺寸,卡槽是否正常并记录方可生产并做好记录。
2.0作业注意事项:2.1锣机为高速旋转机器,不允许戴布手套操作锣机。
2.2机器参数不得随意乱调,若自检时有品质异常,须立即知会主管及工程人员。
2.3注意检查压脚毛刷之麻磨损,以免撞钉或刮伤板面。
2.4主轴未夹刀禁止起转SPINDLE。
2.5机器运作过程中,手身止停放在机台上。
2.6清洁简夹头后装时必须锁到底为止。
皮带工岗位作业指导书
皮带工岗位作业指导书一、岗位责任制1、遵守各项规章制度,以及安全、技术操作和设备维护规程,做到“三不伤害”,杜绝“三违”现象。
2、严禁酒后上班。
3、上班时严禁串岗、睡岗、做与本岗位无关的事。
4、操作人员必须懂得作业现场设备操作的基本要领,使用性能、技术参数和了解本机的结构及工作原理,能处理一般性的机械故障。
并通过培训考试合格后方可独立进行操作。
5、完成各段物料的输送任务。
每二小时检查胶带机的传动、联接、制动装置,每班检查减速箱油位及油质,经常擦洗电机、减速箱、轴承座、皮带支架等,并做好检查记录。
对发现的问题及时处理或上报,配合做好整改处理工作。
6、作业过程中互相提醒、相互协配、互相监督,确保作业安全。
7、发生事故要及时报告,并积极抢救。
保护好事故现场,把事故损失降到最低程度。
8、做好设备设施维护保养工作,积极开展现场的清洁生产、“三证合一”管理体系、5S管理活动,保持作业环境清洁、舒适,每班清扫包干区一次。
二、岗位安全操作规程1、上班前应休息充分,认真穿戴好劳动防护用品,接班检查交接班记录,了解上班设备安全状况,按技术操作规程对设备、环境进行全面检查,确认安全后方可接班作业。
2、开机前确认皮带上及周围是否有人和其它杂物等。
有防尘设施的岗位,开车前开启防尘设施,并维护好防尘设施。
3、处理皮带打滑时允许用铁锹撒砂子和木屑,严禁用脚踏,手拉推、塞草包。
皮带发生故障要停机处理,汇报。
4、机械运转中,严禁任何人跨越皮带行走,严禁乘坐皮带。
黏在皮带滚筒上的泥土运转中用高压水冲洗或停机处理。
严禁不停机用三角扒、铁锹、木棒等清理。
5、检查、维护设备时严格执行断电挂牌制度,禁用湿手操作电气设备,禁止水冲电气设备。
6、关注漏斗情况,及时处理漏斗堵塞。
7、机械运行中,碰到下列情况必须紧急停机:①.发生人身伤亡事故。
②.皮带撕开、断裂或拉断。
③.皮带被卡。
④.机架倾斜、倒塌或严重变形。
⑤.电机冒烟,温度过高。
⑥.传动齿轮打坏、转轴折断。
锣板作业指导书

1目的:让数控锣机的操作员按标准作业,保证产品质量,提高作业效率。
2范围:本作业指导书适用于锣机。
3职责:3.1操作员:严格按照作业指导书规范作业。
3.2组长:按照公司制度,节控物耗,提高产品品质,指导下属认真作业,提高作业技能。
4作业流程:4.1准备认真阅读工程指示,准备相关物料。
4.2结束上个料号工作清扫机台,将使用过的物料归位,锣刀未到报废寿命的标识后作后续使用,销钉按规格放回原处。
4.3认真阅读制作指示内容与MI图纸,检查料号与锣板程序文件的一致性,关注备注栏中涉及的工艺要求。
4.4输入锣板程序按资料中钻孔资料配置合适钻头及销钉做定位4.4.1销钉使用标准:金属化孔一般比原孔径小0.15 – 0.2MM,非金属化孔一般比原孔径小0.05 – 0.1MM4.4.2钻销钉定位孔比实际销钉直径小0.05MM,钻纸板比实际销钉大0.5MM 4.4.3定位孔寻找不可有重孔和孔径钻大现象4.4.4每SET保证有3个以上孔位4.4.5打销钉需保证突出板面1 - 2MM4.5试锣4.5.1开启其中1主轴关闭其他主轴,台面叠加2片2.5MM纸板及1PNL生产板打上销钉固定4.5.2将钻孔定位程序屏蔽4.5.3设定相关锣板刀具参数(锣板深度,补偿,下刀提刀速度,走刀速度等)4.5.4按程序中刀具直径编号在刀具座上正确排刀装刀,开机锣首件4.5.5首件自检OK后随工程MI一起送领班和IPQC检查4.5.6首件NG的将信息通知主管或技术员,由其修正后4.6首轮锣4.6.1首件OK后将每轴台面按叠板厚度上板打钉固定,销钉头须突出板面1 –2MM,并检查各轴板件每SET保证有2个销钉以上固定与有无缺钉或漏打冒出过高及防反钉有无漏打4.6.2按程序中刀具直径编号在机台各轴刀座上正确排刀装刀,修正锣板深度后空走确定位置后开机锣首轮板。
4.6.3下板后将各轴面板、底板对照MI资料自检、送检尺寸是否符合要求,有无多锣、漏锣、未锣透、锣坏、刮伤、露铜、擦花、爆孔、下刀爆顶、爆边等不良,如NG的将信息通知主管或技术员,有其修正后重做首件,如OK则可批量生产。
PCB制造锣带编程作业指导书.doc
锣带编程作业指导书3」编程:指编写运行锣机进行锣外形的电脑程式文件3.2铳刀:指锣机在铳外形的时候所用到的切割工具3.3销钉:用丁•固定机台上的板的一种钉4.0职责4.1锣带人员依照MI及外型图纸编制锣带4.2品质部IPQC负责对首板的检查和认可5.0作业程序5」止确调取编程文件和存放锣带文件5.1.1调取*网络盘MI里面的ORIG文件,用CAM350打开,然后另存到本地盘上再进行编程;5.1.2编辑好的锣带应及时存放到窃网络盘上。
5.2正确选择定位销钉和锣刀5.2.1一般情况下要在每PCS或SET板子上选取三个直径为1.5MM到5.0MM之间左右的销钉,尽量要选取靠近板子的四个角落且不在同一直线上的NPTH孔,并且再打上一个防反销钉,以免操作员上反板。
5.2.2根据外型复杂程度和内槽的大小正确选取锣刀,可参照下图。
锐刀规格(mm )适用外型图例说明2.0 或 2.4外型为规则形状,一•般为方形1.0 或 L6 或2.0适用于存在凹槽的板,一般为G/F 。
Avl.6mm ,用刀 1.0mm 1.6WA<2.0mm 用刀 1.6mmA 2.0mm 用刀 2.0mm2.4适用于外形处有较小半径的圆弧(先钻1.0扎 再用2.4铳)16 或 2.4适用外形有直角凹形:1.1.6mma. 外形精确则直接用1.6mm 刀;b. 外形无明确要求则使用2.4mm 刀; 2. X< 1.6mma.外形精确C 处放孔B 处下刀1.6mm ;b.外形 无明确要求B 处下刀1.6mm;1.4V-cut 产品呈尖角状打样可直接用刀1.4mm 。
特殊客户批量打单另考虑。
1.4 和 L6 或2.4外框规则,内槽较小,则分幵两个程序制作。
外形用刀2.4mm :当 1.6mm 用刀 1.4mm ; 当 X>1.6mm 用刀 1.6mm °1.4不规则形状与工艺边和连则下时向工艺边延 仲0.4mm °5.3根据外型正确编辑锣带程序,确保无漏锣或多锣现象根据不同的外型,在ROU 锣带层输入合适的锣刀直径,然后点击Add-Mill Path 进行锣带编 辑,内槽顺时针走刀,外框逆时针走刀,小于2.0mm 的内槽一般来回走刀,以利于吸尘。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
锣带岗位作业指导书
1.0 目的
页
规范锣带制作方法和要求,确保制作的锣带既符合客户设计要求同时又便于本厂生产运作。 2.0 范围 适用于美国 EXCELLON、大量机及大族机。 3.0 定义 仅适用于使用 CAM350 软件制作铣程。 4.0 职责 工程编程员按此指引作业,负责编制、修改、优化铣板程序交生产部做首件确认使用。 生产操作人员严格按铣板文件制作首件,发现问题及时通知工程修改、优化并存档更新,首件合格后 方可批量生产。 5.0 作业程序、作业内容 5.1 选定铣板管位 5.1.1 MI 上已经选定管位孔孔径大小,CAM 人员根据 MI 指示孔径选 PCS/SET 板内管位孔,选孔原则: 1)只有两管位最好选对角, 如成一字形,则编程员需要选好下刀位,先锣非管位三边,再锣有管位一边。 2)三个以上管位时,几点连成的面积越大越佳。 3)无圆 NP 管位孔时,若板内有钻 NP 槽,此槽孔的端点也可设为管位,合适的 PTH 孔也可做管位。 4)板内无管位时只能选板四角∮3.2MM 做外管位,采用手按或贴胶纸先横锣再竖锣两条锣带方法操作 5)所有板内管位选定后,需加上第二个方向孔防呆(仅第二个方向孔) 。 5.2 控制要点 5.2.1 按 MI 图纸检查所有外形数据是否与 MI 一致,是否调整偏公差,有无漏铣圆孔,NP 槽等。 5.2.2 在满足客户外形要求的情况下,尽量用较大直径铣刀提高效率,但选用≥2MM 锣刀时下刀点需加预钻 孔防爆板或下刀点发白。 5.2.3 同一条锣带补偿必须一致,不可同时用 G41、G42 两种补偿以免超公差、最好是用 G42 补偿好控制公 差。 5.2.4 内槽铣刀和外形铣刀必须分刀,利于生产补偿的控制。 5.2.5 外形若为整圆时,用指令 G32 或 G33 铣圆为标准,如用 G32 指令铣圆时应先预铣小圆后铣成品圆, 铣圆的计算方式,小圆用直径减 0.8 再除 2、大圆用直径加 0.2 再除 2、如; 直径 12mm 圆 G32X¡ ¡ ..Y¡ ¡ ..A0056 G32X¡ ¡ ..Y¡ ¡ ..A0061, 也可用 G03 指令分四段铣。 如外形为相交圆弧时, 需要将每段圆弧分 2 次铣,防止导入锣机后有变形的情况。尽量多采用分刀分段的方式避免变形。 5.2.6 生产板件最大长度>520mm,采用长边为 Y 轴方式铣板。 5.2.7 凹凸板:间距≤2MM,最佳为先用锣刀锣成方格,后沿外形顺序锣板;如拼版间距 3MM,则可直接按外形 锣板。 5.2.8 当工艺边或余料太单薄时应增加支撑点或改变走刀顺序可避免弹刀、导致板件的报废,对不规则外形
X,Y,r 数值采用公制(mm)前补零格式。前 3 位为整数部分,不足 3 位在最前位补零。如:X16.23mm,记
此文件属华丰电路受控文件,未经许可,严禁复印。
编 版
号 次 次
WI-EG-005 1.0 第 5 页 共 13 页
锣带岗位作业指导书
5.4.2 导入程序 打开 CAM350,
页
用 FileImportGerber data 相应的外形文件,注意零点是否在同一点,是否对齐。
页
3)点击 Tools\NC Editor,进入编辑状态,
此文件属华丰电路受控文件,未经许可,严禁复印。
编 版
号 次 次
WI-EG-005 1.0 第 10 页 共 13 页
锣带岗位作业指导书
页
4)在各层显示中选择刚增加的一层,点 Add\Mill Path 按槽孔、边线的中心线添加铣刀的线路。可用小键 盘上的"+"和"-"两键来缩放屏幕,以方便操作。按照遵循由内至外的原则。即先铣圆及内槽,然后外形。 铣内槽的下刀点选取在拐角点,然后按顺时针方向选取各个拐角点,槽端的宽度应大于铣刀直径,否 则应减小铣刀。外形的下刀点应选取在左上角,按逆时针方向旋转编程成一封闭曲线。与板边相连的 缺口应归在外形程序内。
此文件属华丰电路受控文件,未经许可,严禁复印。
编 版
号 次 次
WI-EG-005 1.0 第 6 页 共 13 页
锣带岗位作业指导书
点击 SettingUnit,
页
修改单位为公制(mm),1/10000。
5.4.3 确定铣刀直径 目前我公司的铣刀规格有:Ф0.8,Ф1.0,Ф1.1,Ф1.2,Ф1.4,Ф1.6,Ф1.8,Ф2.0,Ф2.4。 (正 常情况下为提高生产效率,较少使用Ф0.8 小铣刀) 。检查外形图中最窄槽孔所能采用的最大铣 刀,确定好铣刀大小后,将铣刀直径填入 ERP 内。若板内需要铣的槽孔为元件槽孔、有直角且 宽度大于 1.4mm,一般采用Ф1.4 铣刀(客户有特殊要求除外) ,铣刀由小到大排列。 此文件属华丰电路受控文件,未经许可,严禁复印。
5)完成后,用 Edit\Change\Mill Path\Fillet 功能来倒角,
此文件属华丰电路受控文件,未经许可,严禁复印。
编 版
号 次 次
WI-EG-005 1.0 第 11 页 共 13 页
锣带岗位作业指导书
页
在工具栏的 Radius 中修改所倒角的半径为 1.000,在 Min Angle 中修改角度为 45。
编 版
号 次 次
WI-EG-005 1.0 第 4 页 共 13 页
锣带岗位作业指导书
页
5.2.11 铣程能走单刀时尽量走单刀,避免走循环方式以提升生产效率和降低生产成本。 5.2.12 所有板增加 L 形预铣走刀,目的是减少第一排拼板与其他列拼板外形尺寸上的偏差。单只拼板的可 不加,单方向拼板的可只加一边。 5.2.13 锣带刀径排序如下: T1:预钻孔(2.0mm 以上的槽需加预钻) T2:锣内槽铣刀 T3:二次锣内槽 T4:铣 L 形铣刀 5.3 指令解释 美国 EXCELLON M48 METRIC % T01 M25 G32(G33) G00X---Y--G42(G41) M15 G01X---Y--X---Y--G02X---Y---Ar G03X---Y---Ar M16 G40 M01 RaM02XmY M01 RbM02XYn M08 M30 为 X01623。 编写外形程序的依据为客户原文件中的外形文件或拼板文件,需按 CAM 点图制作方式保留好外形制作文 件,外形制作文件要含有要铣的内槽、内圆、邮票孔及相关焊盘用以核对,并在左下角定好零位,通常在 F 盘中的相应文件夹下保存*.CAM 文件,便于后续优化或改进。 5.4 编程程序 5.4.1 首先查看编程工艺卡:外形是按照菲林边线还是图纸标注尺寸,有无内圆孔、槽孔,若有则需在铣外框 程序前编出。若按图纸标注尺寸,可直接在文件夹的目录下打开记事本编辑。若按菲林边线,则按 5.4.2 操作。编制铣程时遵循由内至外的原则。先铣圆及内槽,然后外形。下刀点一般选取在板的左上角,便于 外形铣完后打磨。走刀方向:板外形为逆时针方向;板内框为顺时针方向。 \\刀具排列序号 \\拼板指令 \\ 铣圆按线内(外)走(前后无须加 M15,M16,因正常均为板内圆,故常选 G32) \\行至 X---Y---位置 \\ 补偿方式(分别为左、右补偿,一般选取为 G42 右补偿) \\铣刀下降 \\铣刀直线前行 \\铣刀直线前行至下一点 \\铣内凹圆弧 X,Y 为园弧终点坐标 \\铣外凸圆弧 X,Y 为园弧终点坐标 \\收 刀 \\补偿结束 \\X 方向拼板循环开始 \\X 向拼板间距,a 为循环次数,m 为拼板间距 \\Y 方向拼板循环开始 \\Y 向拼板间距,b 为循环次数,n 为拼板间距 \\拼板循环结束 \\程序结束 大量机,大族机的主要铣板指令解释如下: \\程序开始 \\公 制
编 版
号 次 次
WI-EG-005 1.0 第 8 页 共 13 页
锣带岗位作业指导书
页
2)点击 Tables\Nctable_1,输入铣刀的序号和最合适的刀径后点击 OK。
此文件属华丰电路受控文件,未经许可,严禁复印。
编 版
号 次 次
WI-EG-005 1.0 第 9 页 共 13 页
锣带岗位作业指导书
点击每一个要导圆角的直角,便会自动更改过来。完后选择 Edit\Change\Compensation 来修改补偿方式 (即铣刀走左补偿或是右补偿) ,
点击添加的路线,在弹出的对话框中选择右补偿:right。有时内槽孔较窄需一刀走过时,可不用补偿,选择: None. 此文件属华丰电路受控文件,未经许可,严禁复印。
编 版
号 次 次
WI-EG-005 1.0 第 12 页 共 13 页
锣带岗位作业指导书
选 File\Export\Mill Data 输出铣程。
页
6)检查铣程走过的路线是否正好在边线一侧,外形应在边线外侧,内槽及圆应在槽孔边线内侧。无误后
输出时把要导出的铣程名修改为*.A0R,如:生产型号为 02B005001A0,铣程文件名为 02B005001.A0R,并在旁边的小方框中打勾,修改 Units 为 Metric,Digits\Integer 为 3,Decimal 为 2,点击 Apply 和 OK 存盘。 7)将存盘文件用 EDIT 或记事本打开,删除 METRIC 和%符号中间的所有内容,然后拼板。拼板结构为: M25 ¡ ¡ M01 RaM02XmY M01 RbM02Xyn M08 M25~M01 之间的数据为需要拼板循环处理的内容,M01 为拼板指令开始,RaM02XmY 与 RbM02Xyn 为拼板数据。为方便铣板一般先铣 X 方向后铣 Y 方向。铣程拼板数据一定要与钻孔 拼板数据相一致,即工艺卡备注栏内所写 X,Y 方向拼板数据(注意把 mil 换算为 mm,1mil=0.0254mm),而不可直接用拼板图上所标尺寸加 3 做为拼板数据。换算为公制时小数点 后保留 2 位小数。
编 版
号 次 次
WI-EG-005 1.0 第 2 页 共 13 页
锣带岗位作业指导书
修订内容摘要 新增文件 页次 13 版次 1.0