内圆磨床结构用途介绍
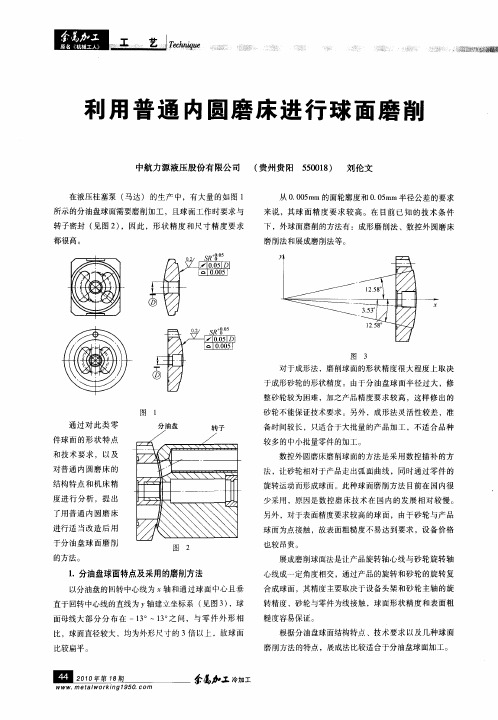
利用普通内圆磨床进行球面磨削
面 ,故 须用砂轮 的内表面对其进行磨削 。根据 现有砂轮 的形状 ,选择杯型砂轮 比较合适。其规格选择 主要是砂
轮的内径 ,选用砂轮 内孔 直径的原则是 :为 了减少干涉
的可能性 ,只要能覆 盖需要磨 削的球面 ,砂轮 内孔 直径
越 小越好 。其要 求是 等度等的选择 按普通 内孔 磨削的
普通 内圆磨床如 M2110C可达到圆度 0.003mm 的圆 孔形状精度 ,砂轮进 给手轮 刻度每格为 0.002mm。分 油 盘球面轮廓 度要求 在 0.005mm以 内,球 面半 径公 差在 0.05mm以内。故设备 精度能够满足要求 。
3.磨削原理及磨削参数的确定 (1)磨削原理 如图 4所示 ,将 内圆磨床 头架 旋转
图 1
和技术 要求 ,以及
对普通 内圆磨床 的 结构特点 和机床 精 度进行 分析 ,提 出
了用普通 内 圆磨 床
进行适 当改 造后 用 于分油盘球 面磨 削
的 方 法 。
1.分油盘球面特点及采用的磨削方法
以分油盘的 回转中心线为 轴和通过球 面 中心且垂 直于回转 中心线的直线 为 y轴建立坐标系 (见 图3),球
面母线大部分 分 布在 一13。~13。之 间 ,与 零件 外 形相 比,球面直径较大 ,均为外形尺 寸的 3倍 以上.故球面
比较扁平 。
图 3
对于成形法 ,磨 削球面的形状精度很大程度 上取 决 于成形砂轮 的形状精度 。由于分油盘球 面半 径过大 ,修 整砂轮较为 困难 ,加之产品精度要求较 高,这样修 出的 砂轮不能保证技术要求 。另外 ,成形法灵 活性 较差 ,准 备时间较长 ,只适合 于大批量 的产 品加工 ,不适合 品种 较多的中小批量零件 的加工。
磨床的主要组成部件及功能

磨床的主要组成部件及功能---------------------------------------------------------------------- 磨床是一种用于对工件进行精密切削和加工的机床。
它由许多不同的组成部件组成,每个部件都有着特定的功能。
以下是磨床的主要组成部件及其功能的简要介绍:1、主轴(Spindle):主轴是磨床的核心部件,负责旋转磨具或砂轮。
它提供了切削力和转速,使得工件能够被精确地加工。
2、磨头(Grinding Head):磨头包括磨具、磨轮和驱动装置。
磨具和磨轮是与工件接触并进行切削和磨削的工具。
驱动装置则提供了磨具和磨轮的旋转功率。
3、工作台(Worktable):工作台是支撑和固定工件的平台。
它可以在水平或垂直方向上移动,以实现对工件的定位、夹紧和调整。
4、进给装置(Feed Mechanism):进给装置控制工作台或磨头的移动,以达到精确的切削和磨削。
它通常由电动机、螺杆、导轨和控制系统组成。
5、电气控制系统(Electrical Control System):电气控制系统负责控制磨床的各个部件和功能。
它包括电机启动和停止、速度调节、进给控制、切削参数的设置等。
6、冷却液系统(Coolant System):冷却液系统用于冷却和润滑磨削过程中产生的热量,并清洗加工区域,以提高磨削效率和保护磨具。
7、床身(Bed):床身是磨床的主体结构,提供了支撑和稳定的基础,同时也起到了隔离振动和减震的作用。
这些组成部件共同协作,使得磨床能够对工件进行精密的切削和磨削加工。
每个部件都有其特定的功能和重要性,对磨床的性能和加工质量起着关键作用。
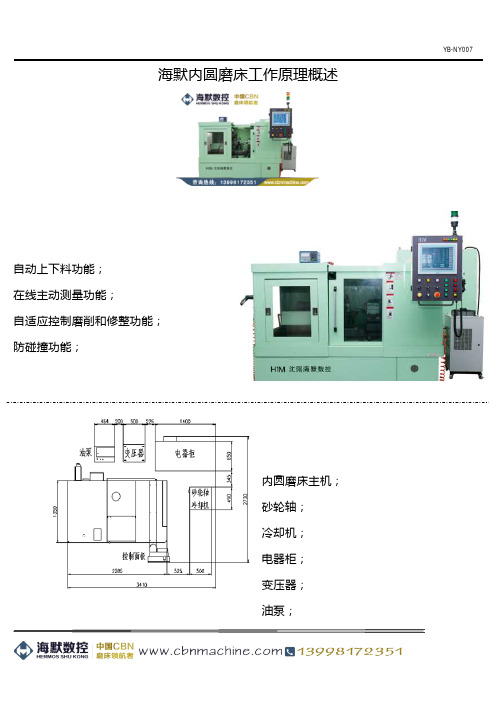
内圆磨床工作原理概述
海默内圆磨床磨削特点
高精度、高效率磨削; 更换机种快捷; 稳定性高、可靠性高; 便于生产管理;
沈阳海默数控机床有限公司
配套 CBN 砂轮
超硬材料磨削; 修整周期长; 加工精度高;
编号: YB-NY007沈阳海默数控机床源自限公司海默内圆磨床工作原理概述
编号: YB-NY007
海默高精度内圆磨床
自动上下料功能; 在线主动测量功能; 自适应控制磨削和修整功能; 防碰撞功能;
内圆磨床平面结构图
内圆磨床主机; 砂轮轴; 冷却机; 电器柜; 变压器; 油泵;
高精度内圆磨床工作原理
沈阳海默数控机床有限公司
编号: YB-NY007
工件进料道,机械手将工件送至加工位置; 加工时工作台 X 轴横向进给去除加工余量; 工作台 Z 轴往复振荡,加工至要求尺寸时; 砂轮轴退出,完成磨削加工; 工件送至滚出位置,从出料道出;
高精度内圆磨床修整原理
砂轮的修整通过滚轮修整器实现; 工作台 X 轴横向进给; 工作台 Z 轴纵向进给,实现整个砂轮表面的 修整;
上海机床厂内圆磨床说明书
上海机床厂内圆磨床说明书
圆磨床是用磨料磨具(砂轮,砂带,油石和研磨料)为工具进行切削加工的机床.广泛用于零件的精加工,尤其是淬硬钢件,高硬度特殊材料及非金属材料(如陶瓷)的精加工。
圆磨床种类很多,其主要类型有:外圆磨床,内圆磨床,平面磨床,工具磨床,刀具和刃具磨床及各种专门化磨床.此外还有珩磨机,研磨机和超精加工机床等。
⑴外圆磨床:主要用于磨削内,外圆柱和圆锥表面,也能磨阶梯轴的轴肩和端面,可获得IT6-IT7及精度Ra在1.25--0.08μm之间.主参数:最大磨削直径。
⑵无心外圆磨床:工件放在砂轮和导轨之间,由托板支撑进行磨削。
无心外圆磨床与外圆磨床相比,具有以下优点:
①生产率高(无须打中心空,且装夹省时),所以多用于成批生产和大量生产。
②磨削表面尺寸精度,几何形状精度较高,Ra小。
③能配上自动上料机构,实现自动化生产。
数控内圆磨床
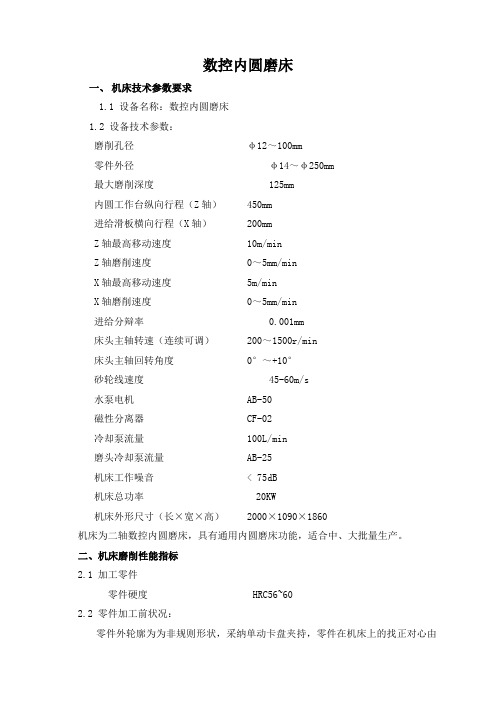
数控内圆磨床一、机床技术参数要求1.1 设备名称:数控内圆磨床1.2 设备技术参数:磨削孔径φ12~100mm零件外径φ14~φ250mm最大磨削深度 125mm内圆工作台纵向行程(Z轴)450mm进给滑板横向行程(X轴)200mmZ轴最高移动速度10m/minZ轴磨削速度0~5mm/minX轴最高移动速度5m/minX轴磨削速度0~5mm/min进给分辩率 0.001mm床头主轴转速(连续可调)200~1500r/min床头主轴回转角度0°~+10°砂轮线速度 45-60m/s水泵电机AB-50磁性分离器CF-02冷却泵流量100L/min磨头冷却泵流量AB-25机床工作噪音< 75dB机床总功率20KW机床外形尺寸(长×宽×高)2000×1090×1860机床为二轴数控内圆磨床,具有通用内圆磨床功能,适合中、大批量生产。
二、机床磨削性能指标2.1 加工零件零件硬度 HRC56~602.2 零件加工前状况:零件外轮廓为为非规则形状,采纳单动卡盘夹持,零件在机床上的找正对心由用户操作者手动进行。
2.3 加工精度:(以用户典型零件为考核件)典型工件:2.3.1 内径54,外径130,孔深28,材料FC250,灰铸铁。
加工余量¢0.2-0.3mm。
加工单个零件达到如下技术指标耗时小于30s。
内孔圆度≤0.0015mm内孔圆柱度≤0.002mm内孔粗糙度≤Ra 0.4μm2.3.2 内径16,孔深18,材料粉末冶金铸铁。
加工余量¢0.2-0.3mm。
加工单个零件达到如下技术指标耗时小于30s。
内孔圆度≤0.0015mm内孔圆柱度≤0.002mm内孔粗糙度≤Ra 0.4μm三、机床配置3.1工件夹具、工件主轴3.1.1机床配三爪自定心卡盘和四爪单动卡盘各一套。
3.1.2 工件主轴为套筒式结构,回转精度高,调整方便。
3.1.3 主轴轴承采纳两组成对轴承,保证使用寿命及刚性。
内圆磨床的结构简介
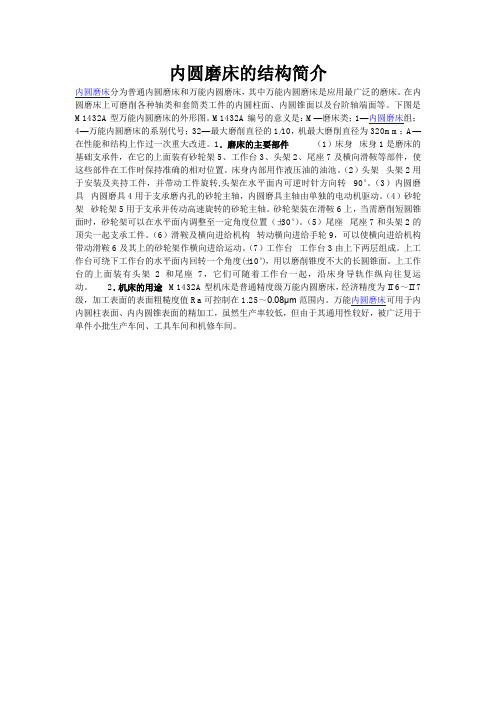
内圆磨床的结构简介内圆磨床分为普通内圆磨床和万能内圆磨床,其中万能内圆磨床是应用最广泛的磨床。
在内圆磨床上可磨削各种轴类和套筒类工件的内圆柱面、内圆锥面以及台阶轴端面等。
下图是M1432A型万能内圆磨床的外形图。
M1432A编号的意义是:M—磨床类;1—内圆磨床组;4—万能内圆磨床的系别代号;32—最大磨削直径的1/10,机最大磨削直径为320mm;A—在性能和结构上作过一次重大改进。
1.磨床的主要部件(1)床身床身1是磨床的基础支承件,在它的上面装有砂轮架5、工作台3、头架2、尾座7及横向滑鞍等部件,使这些部件在工作时保持准确的相对位置。
床身内部用作液压油的油池。
(2)头架头架2用于安装及夹持工件,并带动工件旋转,头架在水平面内可逆时针方向转90°。
(3)内圆磨具内圆磨具4用于支承磨内孔的砂轮主轴,内圆磨具主轴由单独的电动机驱动。
(4)砂轮架砂轮架5用于支承并传动高速旋转的砂轮主轴。
砂轮架装在滑鞍6上,当需磨削短圆锥面时,砂轮架可以在水平面内调整至一定角度位置(±30°)。
(5)尾座尾座7和头架2的顶尖一起支承工件。
(6)滑鞍及横向进给机构转动横向进给手轮9,可以使横向进给机构带动滑鞍6及其上的砂轮架作横向进给运动。
(7)工作台工作台3由上下两层组成。
上工作台可绕下工作台的水平面内回转一个角度(±10°),用以磨削锥度不大的长圆锥面。
上工作台的上面装有头架2和尾座7,它们可随着工作台一起,沿床身导轨作纵向往复运动。
2.机床的用途M1432A型机床是普通精度级万能内圆磨床,经济精度为IT6~IT7级,加工表面的表面粗糙度值Ra可控制在1.25~0.08μm范围内。
万能内圆磨床可用于内内圆柱表面、内内圆锥表面的精加工,虽然生产率较低,但由于其通用性较好,被广泛用于单件小批生产车间、工具车间和机修车间。
磨床结构
磨床结构
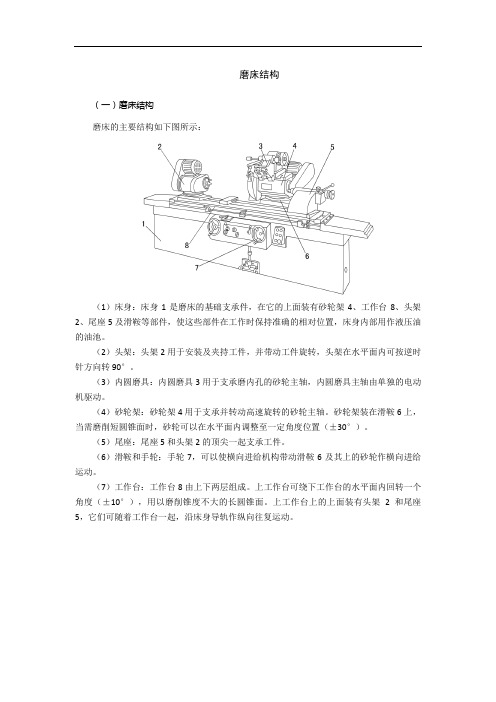
(一)磨床结构
磨床的主要结构如下图所示:
(1)床身:床身1是磨床的基础支承件,在它的上面装有砂轮架4、工作台8、头架2、尾座5及滑鞍等部件,使这些部件在工作时保持准确的相对位置,床身内部用作液压油的油池。
(2)头架:头架2用于安装及夹持工件,并带动工件旋转,头架在水平面内可按逆时针方向转90°。
(3)内圆磨具:内圆磨具3用于支承磨内孔的砂轮主轴,内圆磨具主轴由单独的电动机驱动。
(4)砂轮架:砂轮架4用于支承并转动高速旋转的砂轮主轴。
砂轮架装在滑鞍6上,当需磨削短圆锥面时,砂轮可以在水平面内调整至一定角度位置(±30°)。
(5)尾座:尾座5和头架2的顶尖一起支承工件。
(6)滑鞍和手轮:手轮7,可以使横向进给机构带动滑鞍6及其上的砂轮作横向进给运动。
(7)工作台:工作台8由上下两层组成。
上工作台可绕下工作台的水平面内回转一个角度(±10°),用以磨削锥度不大的长圆锥面。
上工作台上的上面装有头架2和尾座5,它们可随着工作台一起,沿床身导轨作纵向往复运动。
1.磨床原理结构讲解
卧轴矩台平面磨床
立轴圆台平面磨床
第六章 完
1—砂轮 2—托板
3—导轮
4—工件
无心磨床有两种磨削方法:纵磨法和横磨法。
第二节 其它类型磨床
一、内圆磨床
(1) 普通内圆磨削 (2) 无心内圆磨削 (3) 行星内圆磨削
Hale Waihona Puke 单击看视频图3—12 内圆磨削方式
二、平面磨床
平面磨床主要有以下四种类型,卧轴矩台平面磨床、卧轴圆台 平面磨床、立轴矩台平面磨床和立轴圆台平面磨床。
万能外圆磨床其工艺范围较宽,除了能磨削外圆柱面和圆锥面外, 还可磨削内孔和台阶面等。
(一) 机床的组成
1—床身 2—头架 3—工作台 4—内磨装置 5—砂轮架 6—尾座 A— 脚踏操纵板
图3—2 万能外圆磨床
(二) 机床的运动与传动
a) 纵磨法磨外圆柱面
b) 扳转工作台用纵磨法磨长圆锥面
c) 扳转砂轮架用切入法磨短圆锥面
(1) 手动进给
4. 横向进机构
(2) 周期自动进给 (3) 定程磨削及其调整
(4) 快速进退
M1432A 万能磨床机械传动系统
M1432A 万能磨床主要机械结构
1、砂轮架 2、内圆磨具 3、头架
三、其它类型外圆磨床
(一) 普通外圆磨床和半自动宽砂轮外圆磨床
1. 普通外圆磨床 普通外圆磨床和万能外圆磨床在结构上的区别是:普通外圆磨床
磨床
第一节 外圆磨床 第二节 其它类型磨床
第一节 外圆磨床
一、外圆磨床的工作方法与主要类型
外圆磨床主要用来磨削外圆柱面和圆锥面,基本的磨削方法有 两种:纵磨法和切入磨法。
图3—1 外圆磨床的磨削方法
外圆磨床的主要类型有普通外圆磨床,万能外圆磨床、无心外圆 磨床宽砂轮外圆磨床和端面外圆磨床等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
•内圆磨床分为普通内圆磨床和万能内圆磨床。
其中万能内圆磨床是应用最广泛的磨床。
在内圆磨床上可磨削各种轴类和套筒类工件的内圆柱面、内圆锥面以及台阶轴端面等。
磨床的主要部件为床身。
床身是磨床的基础支承件、在它的上面装有砂轮架、工作台、头架、尾座及横向滑鞍等部件。
使这些部件在工作时保持准确的相对位置。
床身内部用作液压油的油池。
头架用于安装及夹持工件并带动工件旋转,头架在水平面内可逆时针方向转90°。
2
•内圆磨具用于支承磨内孔的砂轮主轴。
内圆磨具主轴由单独的电动机驱动。
砂轮架用于支承并传动高速旋转的砂轮主轴。
砂轮架装在滑鞍上,当需磨削短圆锥面时,砂轮架可以在平面内调整至一定角度位置±30°。
3
•尾座和头架的顶尖一起支承工件。
滑鞍及横向进给机构转动横向进给手轮。
可以使横向进给机构带动滑鞍及其上的砂轮架作横向进给运动。
工台由上下两层组成。
上工作台可绕下工作台的水平面内回转一个角度(±10°)?用以磨削锥度不大的长圆锥面,上工作台的上面装有头架和尾座。
它们可随着工作台一起,沿床身导轨作纵向往复运动。
4
•机床的用途:普通精度级万能内圆磨床,整机精度为IT6、IT7级。
加工表面的表面粗糙度值Ra可控制在1.25和0.08μm范围内。
万能内圆磨床可用于内内圆柱表面、内圆锥表面的精加工,虽然生产率较低,但由于万能内圆磨床通用性较好,被广泛用于单件小批生产车间、工具车间和机修车间。
•外圆磨床/waiyuan
•平面磨床/pingmian
5。