面料检验工作流程(参考模板)
面料检验标准操作流程及检验要求完整版

面料检验标准操作流程及检验要求集团标准化办公室:[VV986T-J682P28-JP266L8-68PNN]面料检验标准操作流程及检验要求更新日期:2018年1月16日目录一适用范围T180/T130/T140/Softweave染色面料、印花面料、漂白面料–诸城义昌Cintasworkwear/cuffs/collar/waistband工装染色面料/辅料–河北常山、吴江嘉德工装绗缝里料–文登昌大/威海华达防护服面料Compel/Panel–韩国晓星摇粒绒染色面料–福建祥威德二检验流程检验匹条核对色光核对大货总数量抽取、检验布卷取样留存各落色色样填写验货报告三各流程操作要点1、核查匹条:1.1工厂提供整洁干净、光照条件好的检验区域(高于80支光)。
1.2工厂提供大货码单及每卷的真实匹条,并按不同色光分为不同落色。
1.3检验匹条数量和码单显示卷数是否相符。
1.4检验各落色之间及同落色之间的色光差异,并做适当调整,不符合标准的拒收此卷。
1.5检验各匹条左中右色差,及匹条疵点情况,不符合标准拒收此卷或指定将此卷调出检验。
2、核对色光:抽取各落色有代表性的匹条,在标准灯箱及指定光源下核对色光以及手感,印花/色织提花面料除了色光还要核对花型/循环尺寸/整体风格,不符合标准的拒收。
3、核对总数量:由工厂人员带领到库房,检查大货外包装及堆放情况,并核对总卷数。
4、抽取、检验布卷:4.1工厂提供运行完好的验码机,配备人员协助检验所抽取的布卷。
4.2随机抽取需检验的布卷,且这些布卷需包括所有的落色,每个落色中至少要抽查10%的数量。
如果布面有争议或者不可接受的疵点率很高,检验的比例应增加。
4.3检查布卷外包装是否符合要求,唛头是否正确完整。
4.4在验码机上检验布面疵点,同时用四分制标准评分。
4.5随机量取布头/中间/布尾的有效幅宽并做记录,和相关PDM进行核对,如果实际幅宽超出公差范围整批面料需要重新拉幅定型返修。
面料检验流程(委外加工)

4.对布匹疵点进行,疵点标注,按四点制/十分制评分
1.终检报告
1.缸差表
中检
检验人员
1.将缸差表上的颜色样和实物按缸号一一对应再次确认颜色,可在验布机上看布确认颜色、品质等。
2.如果发现色差或其他染因不能接受,要和供应商负责人沟通,通知回修但不能超两次。
1.检验报告
成品检验
检验人员
1.再次确认大货品质:门幅,经纬密,纬斜,布面瑕疵。
2.不合格的产品要打掉或者标记。
中检缸缸差严重颜色不能确认要及时联系供应商安排回修但回修的次数不能超过两如果颜色ok后必要时检验人员去供应商处进行检将缸差表上的颜色样和实物按缸号一一对应再次确认颜色可在验布机上看布确认颜色品质等
面料检验流程(委外加工)
作业程序
执行人员
作业内容
表单制作
其他事项
面料打色
采购人员
检验人员
1.检验人员从采购人员处取得需要制作的面料样品资料。
2.检验人员建立相关的资料。
3.检验人员寄出打色颜色样给供应商。
4.打色进度,颜色确认由采购人员负责。
1.面料资料
2.色卡资料
3.打色进度单
首缸颜色判别
进度跟踪
采购人员
检验人员
1.检验人员收到供应商首缸颜色样,对其颜色与确认色卡颜色号对比。
2.如果颜色NG通知染整厂回修。颜色OK后通知供应商进行染色。
1.首缸样资料
ቤተ መጻሕፍቲ ባይዱ缸差判别
检验人员
1.供应商要将染好每一缸颜色样(包含同一颜色多缸布颜色)都要寄回检验人员确认。
2.由检验人员将同一颜色做缸差表,确认颜色。中检缸差表要留档。
3.缸差严重颜色不能确认要及时联系供应商安排回修,但回修的次数不能超过两次。
服装厂面料检验流程
服装厂面料检验流程首先面料入库检验的流程如下:1,收到面料供应商发过来的面料2,面料盘点并做好登记。
3,需要面料供应商提供面料全检报告4,大货面料每卷取22”宽的全门幅(供测试缩水率,百家衣还有克重检查)5,面料检验6,纬斜纬弧检验7,百家衣检验8,缩率检验9,大货生产中颜色的连续控制10,待开裁①面料到厂后,进入待检取。
②面料盘点主要包括件数,码长,同时要核对来料数与订单数量是否一致,如有短装要与业务员沟通。
③关于面料全检报告。
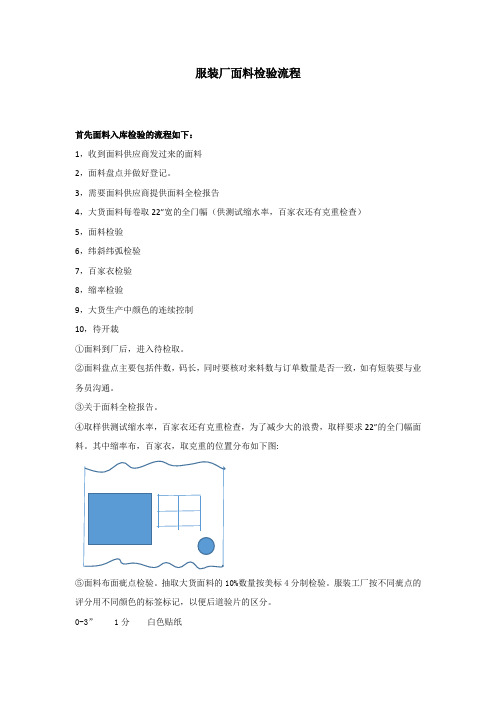
④取样供测试缩水率,百家衣还有克重检查,为了减少大的浪费,取样要求22”的全门幅面料。
其中缩率布,百家衣,取克重的位置分布如下图:⑤面料布面疵点检验。
抽取大货面料的10%数量按美标4分制检验。
服装工厂按不同疵点的评分用不同颜色的标签标记,以便后道验片的区分。
0-3” 1分白色贴纸3-6” 2分绿色贴纸6-9” 3分黄色贴纸9”以上 4分红色贴纸首先按10%的比例抽查,如果检验不合格需将抽查比例增加到15%。
若还是不合格需全检大货并通知公司业务和工厂处理。
单卷布的面料评分:每平方百码分数=单卷布的总分x100x36/匹长x有效门幅(英寸)整批面料的评分:每平方百码分数=所验大货总分x100x36/所验大货码长x有效门幅(英寸)⑥纬斜纬弧的检验纬斜的检验,工厂是将面料一端撕开然后延撕开的一端将面料对折,此时面料的两边不在同一直线上。
然后将两边及撕开的一端缝合类似裤管装。
最终测水洗后另外一端的差异。
指标:开发样扭力小于 1%,大货扭力小于 3% 按照以下测试方法测算扭力,测量洗后的左中右三个缩率框的对角线 AC,BD. 计算公式如下:扭斜=2*(AC-BD)/(AC+BD)大货指标不超过3%例如:以下面料测量结果:左边对角线AC=66CM,BD=65.5CM,那么扭力计算如下:左边扭力=100*2*(66-65.5)/(66+65.5)=100*2*0.5/131.5=0.8%⑦百家衣检查a,大货面料要求做3份百家衣b,百家衣的尺寸要求为20cmx20cm,且需分清经纬向c,百家衣的缝制接头点应该在反面且需要在一个方向一条线上。
纺织厂面料检验流程

纺织厂面料检验流程一、面料到厂前的准备。
咱得先把检验的场地收拾好呀。
就像迎接客人之前要打扫房间一样。
得有一个干净、宽敞的地方来放面料,可不能让面料到了之后没地儿待。
而且检验工具也得提前准备好,比如说量尺啦,剪刀啦,还有专门用来查看面料瑕疵的小灯之类的。
这就好比厨师做菜前要把锅碗瓢盆准备好一样重要。
二、面料初到厂时的查看。
面料刚到厂的时候,就像新认识的朋友,得先整体打量一下。
看看面料的外包装有没有破损呀。
要是外包装破破烂烂的,那里面的面料可能就会受到影响。
就像人要是穿了破衣服,可能里面也会着凉呢。
然后呢,我们要核对面料的数量。
这就像是去超市买东西,得看看收银员给的东西数量对不对。
如果数量不对,那可就麻烦啦,得赶紧找送货的人问清楚。
三、面料的基本信息检查。
接下来要查看面料的基本信息。
比如说面料的成分,是棉的呢,还是麻的,或者是混纺的。
这就像了解一个人的出身一样重要。
还有面料的规格,厚度是多少,宽度是多少。
要是这些信息和订单上不一样,那这面料就不符合要求啦。
我们还要看看面料的颜色,是不是和我们预期的一样。
颜色要是不对,就像穿错了衣服颜色出门,那可就尴尬喽。
四、面料的详细检验。
1. 外观检验。
这是很重要的一部分哦。
我们要把面料摊开,仔仔细细地看。
就像寻宝一样,寻找那些可能存在的瑕疵。
看看有没有破洞呀,有没有污渍呢。
如果有破洞,那这块面料可能就只能用来做小物件了,不能用来做完整的衣服啦。
污渍就更不能忍啦,就像脸上有脏东西一样,看着就不舒服。
而且要注意面料的纹路是不是整齐,要是纹路歪歪扭扭的,就像头发乱了一样,不好看。
2. 手感检验。
用手摸摸面料的手感。
是柔软的呢,还是粗糙的。
柔软的面料就像小婴儿的皮肤一样,摸起来特别舒服。
粗糙的面料可能就会让人觉得不太舒服啦。
而且手感也能反映出面料的质量哦。
如果手感很奇怪,比如说太硬或者太滑,那可能就有问题。
3. 强度检验。
这个也不能马虎。
我们可以轻轻地拉扯面料,看看它的强度怎么样。
美标四分制面料检验流程

美标四分制面料检验流程一、准备工作。
咱得先把检验的环境整好,找个光线充足的地儿,可不能黑灯瞎火的就开始检验面料。
就像你要挑个好苹果,也得在亮堂的地方看清楚有没有坏点一样。
工具也要准备齐全,软尺得有吧,用来量面料的尺寸;还有剪刀,万一要取个小样本啥的;记号笔也不能少,发现问题得标记出来呀。
而且检验员得先把自己的状态调整好,要是迷迷糊糊的,那可容易放过好多问题呢。
二、面料的初步查看。
把面料铺开,就像铺床单一样。
先整体看一眼,看看面料的颜色是不是均匀。
要是一块深一块浅的,那可不行,就像染花了脸的小丑,多难看呀。
再摸摸面料的手感,是柔软顺滑呢,还是粗糙刺手。
要是摸着就不舒服,那做成衣服穿在身上肯定也难受。
这时候如果发现有明显的污渍或者破损,那就直接可以记一分啦。
比如说有个大油点子,或者有个大口子,这都是很严重的问题呢。
三、尺寸测量。
拿出软尺来量一量面料的长度和宽度。
尺寸要是不对,那可就麻烦大了。
比如说做一条裤子,结果面料短了,那这裤子可就做不出来完整的了。
测量的时候要多量几个地方,因为有时候面料可能会有拉伸或者收缩不均匀的情况。
如果尺寸偏差在允许范围内呢,那就还好,如果偏差太大,这也是要扣分的哦。
四、详细的瑕疵检查。
这时候就要仔仔细细地看面料上的小毛病了。
像小的纱结、飞花这些小瑕疵,要是比较少,那还好说,要是密密麻麻的,看着就像脸上长满了小痘痘一样,就很影响美观了。
还有看面料的纹路是不是整齐,要是歪歪扭扭的,就像画歪了的直线,也得扣分。
对于每一个发现的瑕疵,我们都要根据它的严重程度来打分。
比如说小的瑕疵可能就记0.5分,严重一点的就记1分,要是特别严重的,像那种能把面料弄破的瑕疵,可能就要记2分或者3分啦。
五、汇总分数。
把所有发现的问题的分数加起来,就是这块面料的总分数了。
如果总分在一定范围内,说明这块面料质量还不错,可以接受。
要是分数太高,那就得考虑这块面料是不是能用了。
就像考试一样,分数太低就不及格啦,面料也是这个道理。
纺织厂面料检验流程
纺织厂面料检验流程咱来唠唠纺织厂面料检验这档子事儿。
一、面料到厂前的准备。
咱纺织厂的面料检验啊,可不是等面料到了跟前才手忙脚乱开始的。
在面料还没到厂的时候,就得把检验的地儿给收拾得妥妥当当的。
检验室得干净又亮堂,那些检验要用的工具,像尺子啦、验布机啦,都得提前检查好,确保都能正常使。
这就好比咱要迎接一个重要的客人,得把家里先拾掇干净不是?而且检验人员也得提前做好准备,脑袋里得清楚检验的标准是啥,就像学生考试前得把知识点都装进脑袋一样。
二、面料初到厂的外观查看。
面料一到厂,首先就得看它的外观。
就像咱看人先看脸一样,看面料也得先瞅一眼它的整体模样。
把面料从包装里拿出来,平铺在干净的地方。
看看面料的颜色是不是均匀,有没有色差。
要是一块面料这头是红的,那头有点发粉,那可不行,就像人的脸一边白一边黑,多奇怪呀。
再看看面料的表面有没有污渍或者破损的地方。
要是有个大黑点子或者一道大口子,这面料肯定是有问题的。
有时候还会看到一些小毛球或者线头啥的,这也得记下来,虽然可能不是啥大毛病,但也得让厂家知道。
三、面料的尺寸测量。
接下来就是量尺寸啦。
面料的尺寸可不能马虎,就像盖房子的砖头大小得合适一样。
用尺子量一量面料的长度和宽度,看看是不是和订单上要求的一样。
要是短了或者窄了,那可就不符合要求了。
有时候会发现面料的边缘不整齐,这也得注意。
就好比你做衣服,布料边缘歪歪扭扭的,那做出来的衣服肯定也不好看呀。
而且在测量的时候得仔细点,多量几个地方,避免有的地方有伸缩导致测量不准确。
四、面料的质地和手感检查。
然后就是摸一摸面料的质地和手感了。
这可是个很有趣的环节呢。
用手在面料上摸一摸,感受一下它的柔软度、厚度还有光滑度。
如果是要做高档衣服的面料,那肯定得柔软又光滑,就像丝绸一样。
要是摸起来粗糙得像砂纸,那肯定不符合要求。
厚度也很重要,要是做冬衣的面料太薄了,那穿起来得多冷呀。
而且不同的面料有不同的手感特点,像棉布就比较亲肤,麻料会有点粗糙的质感,检验员得心里有数,能分辨出不同面料的正常手感和有问题的手感。
面料检验作业流程
要的抽检的面料取出。
4.4 把需要抽检的面料移至品管部检验台,进行检验。
4.5 抽检:根据仓库提供的报验单,抽样数和判断标准执行GB/T2828 -2003
IL=ⅡAQL=2.5单次抽样。
如果 同一批面料中有多种颜色、规格、花型必须做到每种颜色、规格、花型的面料都必须进行抽检,抽检结果
合格时方可入库,不合格要求供应商进行退货处理,并提供面料检验报告。
4.6 全检:在面料进行裁剪前的检验,100%全数检验,对合格或不合格产品详细填写原料标签卡,并将其分类
作退货处理,或根据生产需要可作让步接收。
4.7 面料检验操作:
4.7.1 把需要检验的面料放在检验台上,打开包装,进行目测检验。
4.7.2 使用验布机进行检验:
4.7.2.1验布机:面料上机时必须保证清洁。
4.7.2.2光源:根据不同的面料调试验布机光源,保证光源充分;
4.7.2.3根据的面料调试速度,如印花布保持12米/分钟,素色布则保持15米/分钟。
4.8 面料检验:主要以目测加以必要的辅助工具进行检验,检验项目包括:面料的风格、外观、米数、颜色、
、毛高、纬斜、疵点数量。
发现疵点做好记号,以便裁剪时能够及时发现。
4.9 检验过程中做出详细的记录,并填写“面料检验记录”,以备查。
4.10 检验完毕,记录米数,判定是否合格,填写面料检验标签,并粘贴在包装袋上。
4.11面料检验作业标准:请见附件。
5 相关文件
5.1 表面疵点评定标准
5.2
GB/T2828 -2003 AQL2.5参照表
6 相关记录
6.1 进货检验记录6.2 检验(抽检)结论单。
布料检验标准范本
1.检布流程:1.0.1布料抽取:A. 需要品检的布料每色随机抽取卷号B. 核对运输信息: 清楚标志布匹信息,例如: 布料规格、幅宽、码长、缸号…等1.0.2 检布速度: 用验布机品检不良,验布机每分钟20+/-5码(每分钟18+/-5米)1.0.3目测:A. 颜色/外观不良判断: 有无肉眼可见的色差或是布面不良B. 布料宽度: 在布料首端,中部,尾端要测量可开裁的宽度. 同时, 检查者也要看检查布边状况.布边应平展,松紧适度,并且没有卷曲的趋势.C. 布料长度:检测并记录下每卷的长度1.0.4 审美:同布料确认版对比,检查手感及外观,如清洁结构.恢复性,弹力及抗皱力1.0.5 颜色A. 剪样本布头约布长30~40cm的样布同色卡进行对色.若来料颜色与色卡有差异,改以袋版或是客户确认的Lab Dip辅助比对颜色B. 取样品在D65及TL84光源下对标准样,每色应进行核对.1.0.06 标记检验结果A. 在布边或不良处标注记号B. 在品检工作簿上记下不良或确定点数2.布料检验判定标准:2.0.1 检验判定方法: 四点检验法2.0.2 不良分类:定义: 不良是指布料上的瑕疵会造成成品质下降及产品价值严重下滑.2.0.3不良点数:根据不良类型的种类和面积判定不良点数垂直方向(沿长度) 水平方向沿宽度不良长度点数长度点数0.1-3.0英寸(0.1-8.0厘米) 1 0.1-3.0英寸(0.1-8.0厘米) 1 3.1-6.0英寸(8.1-15.0厘米) 2 3.1-6.0英寸(8.1-15.0厘米) 26.1-9.0英寸(15.1-23.0厘米) 3 6.1-9.0英寸(15.1-23.0厘米) 39.1-36.0英寸(23.1-92.0厘米) 4 9.1-36.0英寸(23.1-92.0厘米) 4备注:1.不管单个不良的尺寸或数量四点不良的最大值都可确定2.对连续的不良长度超过9"都可确定为42.0.4 不良点数计算:完成布料检查工作页后计算品检卷中不良数及品检码数, 用此信息计算每100码或90米的平均不良点数100码的平均不良点数= 品检不良点数X 100 品检码数或90米的平均不良点数=品检不良点数X 90 品检码数该物货做的制成品能达到要求,此决定就是适合的。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
面料检验工作流程
1、目的:
为确保采购的面料能不影响成衣质量及客人要求,对采购(或客供)的面料进行质量检验。
2、适用范围:
适用于所有针织,梭织,合成化纤等布料。
3、职责:
1 )面料检验员对所有进仓面料必须按比例进行抽检,并做好相应记录与面料出现严重不良时及时向相关部门报告;
2 )品质管理科及时做好不良面料的处置工作与督促检验员按要求进行对面料的抽查与做好相关记录。
4、程序:
1) 检验依据:
根据客人批核过的正确面料颜色样和品质样及供应商送货单内容对布料各项要求进行
检验。
2) 检验项目及基本质量要求:
检验面料的外观、重量、密度、手感、花型、颜色、幅宽、匹长、纬斜或纬弧等。
a. 各类面料的质地包括成份、手感、光泽、织物组织等,图案及印花位置、大小、
颜色、密度应与样品要求相符;
b. 各类成品的面料、里料不能有扒丝、破损、破洞或影响穿着效果的严重织疵如粗幼纱、
缺纱、纱结、杂色纱和布边/针孔;
c. 针织类面料不能有表面织纹凹凸不平现象,且表面不能有纱线接头;
d. 各类面料、里料不能有油渍、锈渍、色渍、水印、胶印、划粉印等各种污渍。
3) 抽样方案:
a. 采用验布机检验,在40W的日光灯3~4支光源下的斜面平台上检验。
b. 布匹表面查验时,发现了疵点,应在布边上标志色线或用红箭纸指示疵点,以便铺料随
时发现,如果该批面料不合格,需退货,也方便向面料供应商说明疵点的状况和退货理由,
并作扣分记录。
4) 面料查验程序:
a. 确定检验数量:至少需要检验该批面料的10%,或按客户要求确定检验数量;
b. 选择检验包号或卷号:面料检验员可以根据面料厂细码单随机抽出需要检验的布匹,必须
覆盖所有的颜色。
按照每种颜色所占该批面料的比例来确定每个颜色的检验数量;
c. 面料数量的检查:核对实际数量与供应商细码单、包内码单以及布卷标记码数是否相
符;
d. 检查面料的颜色、手感:核对布料的颜色及手感是否与客户确认的面料颜色样和品质样相同;
e. 检查布幅:测量布头、布中、布尾的实际幅宽,面料的幅宽应符合订单要求;
f. 检查颜色的检查:查看两边与布中间的布色是否有偏差。
面料不能有前后色差,左右
色差及色花。
核对面料的颜色及手感是否与客户确认的面料颜色样和品质样相同;颜色
差异不得少于4级或客户要求标准,匹与匹的差异必须在4级以上;
g. 检验疵点,在验布机上检验,走布的速度应该合适,一般以足够看清为原则。
不合适的速度会影响验布的准确性。
在作疵点检验时要只对影响服装加工的、会影响外观的可见疵点扣分。
在检验的同时做好记录;
h. 布匹表面查验时,发现了疵点,应用色线做出明显标识,以便裁剪铺料随时发现。
如果该批面料不合格,需退货,也方便向面料工厂说明疵点的状况和退货理由,并作扣分记录;
i. 统计不合格的布卷数,全部检验完成后,统计疵点数,判定是否合格。
6) 扣分计算:
根据查验扣分记录,计算每匹的疵点分数及每百平方码的疵点分数。
a. 计算公式:每百平方码分数=(总扣分数×3600)÷(查验布封(英寸)×查验码数);
1 / 2
b. 计算出的每百平方码不能超过28分则可接受,反之不接受;
c. 整匹布的一分疵点分数每百平方码不能超过20分,超过则不接受;
d. 整缸布的一分疵点分数每百平方码不能超过14分,超过则不接受。
7) 查验结果:
a. 检查每匹布是否合格及整体是否合格(不超过28分),超过分数要及时向品质科报告,不合格的布匹全部退回工厂,要求补做;
b.面料检验员要按要求填写好《布匹检验记录》及疵点样本做好归档工作。
8)相关文件记录
《大货面料确认样》
《布匹检验记录》
备注:1码英尺=0.9144米
1米=1.0936码姚航
2012年12月28日
---精心整理,希望对您有所帮助。