不锈钢生产工艺流程图
常见不锈钢保温杯结构及成型工艺
常见不锈钢保温杯结构及成型工艺常见不锈钢保温杯一般使用厚度为0.5mm的1Cr18Ni9Ti的不锈钢制成。
其杯体由内胆和外壳组成,内胆和外壳上共有两条对接纵缝和三条端接环缝需要焊接,常采用微束等离子弧焊接方法焊接而成,此方法焊接不锈钢保温杯有效率高、质量好、成本低等优点。
消除或减小对接纵焊缝两端的缺口,杜绝焊穿和未熔合等缺陷,严格控制装夹质量是保证不锈钢保温杯焊接成品率的关键因素。
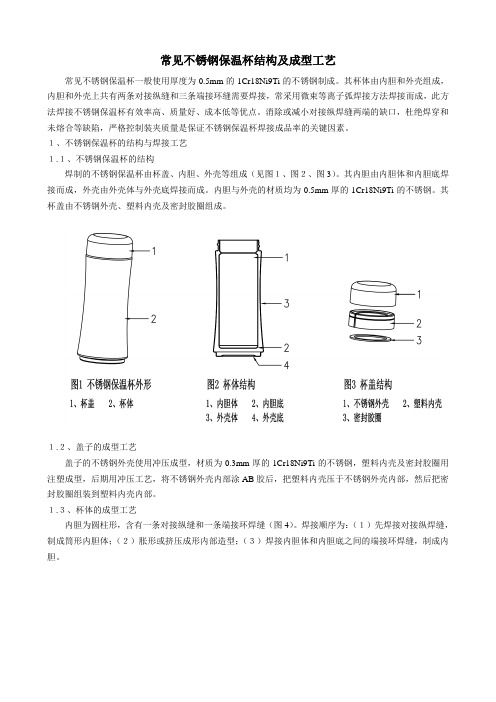
1、不锈钢保温杯的结构与焊接工艺1.1、不锈钢保温杯的结构焊制的不锈钢保温杯由杯盖、内胆、外壳等组成(见图1、图2、图3)。
其内胆由内胆体和内胆底焊接而成,外壳由外壳体与外壳底焊接而成。
内胆与外壳的材质均为0.5mm厚的1Cr18Ni9Ti的不锈钢。
其杯盖由不锈钢外壳、塑料内壳及密封胶圈组成。
1.2、盖子的成型工艺盖子的不锈钢外壳使用冲压成型,材质为0.3mm厚的1Cr18Ni9Ti的不锈钢,塑料内壳及密封胶圈用注塑成型,后期用冲压工艺,将不锈钢外壳内部涂AB胶后,把塑料内壳压于不锈钢外壳内部,然后把密封胶圈组装到塑料内壳内部。
1.3、杯体的成型工艺内胆为圆柱形,含有一条对接纵缝和一条端接环焊缝(图4)。
焊接顺序为:(1)先焊接对接纵焊缝,制成筒形内胆体;(2)胀形或挤压成形内部造型;(3)焊接内胆体和内胆底之间的端接环焊缝,制成内胆。
外壳为圆柱形,含有一条对接纵缝和两条端接环焊缝(图5)。
焊接顺序为:(1)先焊接对接纵焊缝,制成筒形外壳体;(2)胀形或挤压成形,在筒形外壳体上挤出杯口螺纹;(3)焊接内胆和外壳之间的端接环焊缝;(4)焊接外壳体和外壳底之间的端接环焊缝,最终制成保温杯杯体毛坯。
1.4、制造工艺流程保温杯毛坯焊制完成后,还要经过抽真空、抛光和加装杯盖等工序,其制造工艺见下图:用不锈钢管为主要原材料生产的大致生产工艺流程图1、外壳加工流程外管领料—割管—胀形—分段—胀形—滚中角—缩底—割底—冲筋—平上口—冲底—平底口—清洗烘干—检验敲坑—合格外壳。
碳钢和不锈钢冶炼基本知识

3.3.4第四阶段熔清(炉料熔毕):主要是熔化低温区的炉料。吹氧助熔 可缩短熔化时间20—30分。熔化时部分元素要蒸发和氧化。熔化期造碱性渣 (一般炉底加入石灰)碱度在2.5—3.0,(FeO)在15—20%可达到较好的脱 磷效果。
三、不锈钢的品种及其应用
3.1品种分类: 200系:Cr—Ni型系: Cr—Ni型不锈钢,典型代表18—8型(304、321)。 400系:含铬不锈钢,Cr13型、Cr17型、409型等。 3.2应用:
碳钢和不锈钢冶炼基本知识
钢铁厂生产工艺流程图
碳钢部分 一、碳钢冶炼的基本方法 1、转炉炼钢:底吹转炉、顶吹转炉、顶底复合吹炼 2、电弧炉炼钢 3、炉外精炼
二、转炉炼钢
1、冶炼用原材料: 炼钢用原材料分为金属料和非金属料两种。
1.1 金属料:包括铁水、废钢、合金 1.2 非金属料:造渣材料、氧化剂 、冷却剂 、还原剂和 增碳剂
3.2装料 除对装料的外观尺寸有一定的要求外,对装料的要求总结如下:下部致密、上 部疏松、中间高四周低、穿井快、不搭桥、炉门口无大料。
3.3熔化 人为地划分为四个阶段: 3.3.1第一阶段起弧:开始通电时电极下降触及炉料,发生短路,在强大的短路 电流的作用下,电极与炉料间的空气被电离,形成电弧。
3.3.2第二阶段“穿井”:随着电极下面炉料的熔化,电极不断向下移动 ,逐渐在炉料中间三根电极下面形成3个洞,既所谓穿井。约经15—25分后 电极达到最低位置。
2.1.5脱氧、合金:
吹炼终点时钢中残留一定量的溶解氧,不脱除就不能顺利浇铸,而且 会使钢老化,使钢的脆性和电阻系数增大,影响钢的磁性,因此要脱氧。
奥氏体不锈钢弹簧钢丝生产工艺流程

奥氏体不锈钢弹簧钢丝生产工艺流程:1)流程图:盘条表面处理入库包装检验2)简述:盘条:从上海宝钢等钢厂采购回原料后(Φ5.5—11mm)需进厂检验,包括表面(是否存在结疤、裂纹、折叠、耳子等缺陷)和尺寸检验,还包括力学性能检验,不同炉号原料进行化学元素分析抽检。
表面处理:盘条或经过固溶处理的钢丝沾皮膜剂后烘干,皮膜剂的作用是在钢丝表面形成一层粗糙、多孔、能吸附和携带拉丝粉的载体,拉丝时借助这层润滑载体将拉丝粉带入模具中。
皮膜剂使用为外购指定厂家。
拉丝:依靠冷加工强化达到标准规定或客户要求的强度。
在拉丝前根据其冷加工强化系数,计算总减面率,确定成前尺寸。
成品需经过多道次拉拔,使用6/600、8/450直进式拉丝机。
拉丝模的使用:一般成品线径≥2.0mm以上采用硬质合金模,线径<2.0mm时采用钻石模;拉丝粉的使用:一般粗拔时前2或3道模使用钙皂拉丝粉,其余道次使用钠皂。
固溶处理:采用管式炉将钢丝加热到1000—1100℃左右,保温一段时间后快速淬水冷却,以消除加工硬化,钢丝固溶为连续处理。
检验:主要包括钢丝表面质量、尺寸公差、弹高弹宽及力学性能等项目,分操作工自检及质检员专检两部分,最终由质检员对产品质量进行判定。
包装:包装工根据质检员判定结果,将合格、不合格产品分开。
包装前,清点产品的数量、核对钢号、炉号、规格等,并写好标牌,再使用打包机器,根据产品的不同包装要求进行包装,保证产品在运输过程中不松散。
入库:包装完毕的产品要及时入库,入库要准确过磅,由库管员核对实物的相关信息。
生产全过程贯彻实施GB/T19001-2008《质量管理体系要求》,操作工及质检员按照质量体系文件《作业指导书》内容要求执行。
不锈钢酸洗钝化工艺流程图

目录1.目的 (3)2.适用范围 (3)3.参考文件 (3)4.工作条件 (3)4.1技能水平 (3)4.2技术先决条件 (3)4.3主要设备及药品 (4)5.操作顺序 (5)5.1不锈钢部件酸洗钝化处理顺序 (5)5.2碳钢部件磷化处理顺序 (6)6.实施细则 (6)6.1不锈钢部件酸洗钝化处理实施细则 (6)6.2碳钢部件磷化处理实施细则 (10)7.注意事项和安全措施 (13)1.目的为了规范福建福清核电一期工程Ⅰ标段范围内所涉及到的不锈钢部件酸洗钝化和碳钢部件磷化表面处理施工过程,特编制本程序。
2.适用范围本程序仅适用于指导福建福清核电一期工程Ⅰ标段范围内所涉及的奥氏体不锈钢部件酸洗钝化处理和碳钢部件磷化处理施工。
奥氏体不锈钢部件指:奥氏体不锈钢材料制作的管道及其支架衬板奥氏体不锈钢材料制作的通风管道奥氏体不锈钢材料制作的设备其他奥氏体不锈钢材料制作的零件碳钢部件指:碳钢材料制作的燃油管道其他碳钢材料制作的设备零件3.参考文件《EM1~EM7&EM10奥氏体不锈钢部件的表面处理》0401AT103《清除铁素体污染的表面处理》0401AT108《奥氏体不锈钢部件的表面处理》0401T116《核岛机械设备制造期间清洁技术条件》0426T110注:由于招标技术文件中无相关文件,故参考秦山二期扩建工程相关文件4.工作条件4.1技能水平施工人员应具备有一定的表面处理经验,掌握操作中的安全规则,尤其是酸溶液的操作使用,并需经培训合格取得上岗资格证。
4.2技术先决条件工作程序和质量计划已经过业主和监理公司批准;具备对废液处理的条件;工作现场必须有通风装置,尤其是在环境温度较高的条件下进行表面处理时必须保持工作现场通风;一般应在部件加工完成后(机加工、焊接)进行表面处理;对用于固定、吊装转运的不锈钢设备、设施应采取措施以防止铁素体材料的接触污染; 操作中,消耗品的排放条件应符合有关安全及规章制度要求;一般清洗、酸洗和钝化等设备应置于与制造车间分离的清洁度区域内,临时工作需要除外;对于环境温度低于20°C条件下的表面处理,可相应增加处理时间应对表面处理的效果随时进行检查;采用浸泡法进行表面处理时,应检查浸泡液的质量是否符合要求;对于不锈钢工件,浸泡液的合格标准应与其产品的供货商确定,例如:酸值、铁含量、卤素含量等,而且必须具备质保合格证和质保单;具备对施工药品的检验设备及方法。
不锈钢生产工艺流程图 ppt课件

单流 1040~2100mm 产量:60万吨
废钢冶炼不锈钢代表厂家工艺流程
两步法
废钢冶炼不锈钢代表厂家工艺流程
以铁水冶炼不锈钢代表厂家工艺流程
SR-KCB
DC-KCB
以铁水冶炼不锈钢代表厂家工艺流 程
以铁水冶炼不锈钢代表厂家工艺流程
以铁水冶炼不锈钢代表厂家工艺流程
2流程
废钢、合金
AOD-L
LF或LTS
两步法
EAF
O2
CCM
K-OBM-S、CLU等转炉
VOD 三步法
铁水脱磷
扒渣
SR-KCB
DC-KCB
以铁水为主原料的不锈钢生产工艺流程
废钢冶炼不锈钢代表厂家工艺流程
废钢冶炼不锈钢代表厂家工艺流程
两步法
100t/80MVA
100t
两步法
三步法
316L不锈钢管知识

一.316l不锈钢管说明(Introductions of 316L stainless steel tube)1.316L不锈钢管的最大碳含量0.03,可用于焊接后不能进行退火和需要最大耐腐蚀性的用途中。
316L不锈钢由于添加Mo,耐腐蚀性能,特别是耐点蚀性能强;高温强度也很好;优秀的加工硬化性(加工后弱磁性);固溶状态无磁性。
316L不锈钢牌号:00Cr17Ni14Mo2The biggest carbon content of 316L stainless steel tube is 0.03, it c an be in the use of a fter w eldingg cannot annealing and need maximum corrosion resistance.D ue to add Mo in 316 L stainless steel ,so its Corrosion resistance, especially pitting resistance performance is strong,also the high temperature strength is very good :Excellent processing sclerosing,(weak magnetism performance After processing ),Solid solution state without magnetic. Brand number of 316L stainless steel tubeis:00Cr17Ni14Mo22. 316和317不锈钢管(317不锈钢的性能见后)是含钼不锈钢种。
316 and 317 stainless steel tube are both stainless steel which contain molybdenum3 .317不锈钢管中的钼含量略高明于316不锈钢.由于钢中钼,该钢种总的性能优于310和304不锈钢,高温条件下,当硫酸的浓度低于15%和高于85%时,316不锈钢具有广泛的用途。
生产机加工件工艺流程图

生产机加工件工艺流程
图
The manuscript was revised on the evening of 2021
机加工制造工艺流程图
一、
制造工艺流程表
二、注:在工艺流程图中带☆标记是主要控制项目和控制点及关键和特殊工序
三、有关制造工艺流程图的详细说明
○使用了通过STM F136机械性能和物理性能验证的不锈钢(17-4 PH)。
○将原材料切割成所需的大小及形状。
○利用切割机分料初步加工之后,再利用加工中心(机床)或者车床进行精密加工;加工尺寸要达到容许误差范围。
接着利用攻螺丝机加工螺孔,然后再用研磨机实施研磨加工。
该工艺属主要控制项目和控制点。
○加工后的材料做为产品以成形,但为了提高表面粗度,进行抛光。
○抛光后进行表面研磨,使表面变得柔和。
○实施抛光处理。
○表面研磨后通过后处理,激光打标完成加工及进行最终检查。
○完成最终检查之后,再用超声波洗涤,成品检查然后结束包装,贴标签入库。
该工艺属关键和特殊
工序。
※从原料入库到成品出库,根据产品标准书,ISO9001及YY/T0287标准要求的规定,全程记录及管
理。
年产5104t冷轧不锈钢项目环境影响报告表

编号:建设工程环境影响报告表〔试行〕工程名称:年产5×104t 冷轧不锈钢建设单位(盖章):xx 市x 特钢有限责任公司编制日期:2022 年10 月日国家环境保护总局制《建设工程环境影响报告表》编制说明《建设工程环境影响报告表》由具有从事环境影响评价工作资质的单位编制。
1.工程名称――指工程立项批复时的名称,应不超过30个字〔两个英文字段作一个汉字〕。
2.建设地点――指工程所在地具体地址,大路、铁路应填写起止点。
3.行业类别――按国标填写。
4.总投资――指工程投资总额。
5.主要环境保护目标――指工程区四周肯定范围内集中居民住宅区、学校、医院、保护文物、风景名胜区、水源地和生态敏感点等,应尽可能给出保护目标、性质、规模和距厂界距离等。
6.结论与建议――给出本工程清洁生产、达标排放和总量把握的分析结论,确定污染防治措施的有效性,说明本工程对环境造成的影响,给出建设工程环境可行性的明确结论。
同时提出削减环境影响的其他建议。
7.预审意见――由行业主管部门填写答复意见,无主管部门工程,可不填。
8.审批意见――由负责审批工程的环境保护行政主管部门批复建设工程根本状况工程名称年产5×104t 冷轧不锈钢建设单位x 市x 特钢有限责任公司法人代表联系人通讯地址x 省〔自治区、直辖市〕x 市〔县〕x 区联系传真邮政编码建设地点x 市x 区x〔x 特钢院内〕。
立项审批部门建设性质建√改扩建技改批准文号行业类别及代码3230 钢压延加工占地面积绿化面积(平方米) 19824(平方米)依托 x 钢的绿化面积 150000总投资1000 其中:环保投83.45 环保投资占8.35% (万元) 资(万元) 总投资比例评价经费预期投产日期2022 年12 月(万元)工程内容及规模:1、任务的由来x 市 x 特钢有限责任公司依据市场调查,打算依托 x 特钢股份产品在该公司院内投资建生产规模5×104t /a 冷轧不锈钢生产建设工程。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
100t
两步法
三步法
冶金长度:23.9m 坯厚:160、200mm 坯宽:双流900~1050mm,
单流 1040~2100Biblioteka m 产量:60万吨精品课件
废钢冶炼不锈钢代表厂家工艺流程
两步法
精品课件
废钢冶炼不锈钢代表厂家工艺流程
精品课件
以铁水冶炼不锈钢代表厂家工艺流程
SR-KCB
DC-KCB
精品课件
世界上主要不锈钢生产工艺流程
废钢、合金
AOD-L
LF或LTS
两步法
EAF
O2
CCM
K-OBM-S、CLU等转炉
VOD 三步法
铁水脱磷
扒渣
SR-KCB
DC-KCB
以铁水为主原料的不锈精钢品课生件产工艺流程
废钢冶炼不锈钢代表厂家工艺流程
精品课件
废钢冶炼不锈钢代表厂家工艺流程
两步法
100t/80MVA
精品课件
以铁水冶炼不锈钢代表厂家工艺流 程
精品课件
以铁水冶炼不锈钢代表厂家工艺流程
精品课件
以铁水冶炼不锈钢代表厂家工艺流程
2×35tEAF
精品课件
组合式不锈钢冶炼工艺流程
EAF
O2
扒渣机
钢包
两步法
CCM LF/LTS
脱磷铁水
预熔液
AOD
VOD
三步法
此配置根据钢种的不同既可实现两步法生产,也可完成三步法 生产。