生产工艺文件汇编表格、格式
工艺模版-化药原料药生产工艺信息表

附件1:
化药原料药生产工艺信息表
受理号:药品名称:
生产工艺
生产工艺信息的基本要求:
1、提供完整的反应式和生产工艺。生产工艺描述应与工艺规程内容一致,应能使经过培训的专业技术人员根据申报的生产工艺可以完整地重复生产过程,并制得符合其质量标准的产品。生产工艺可以附于此表后。
2、生产现场检查批次的生产应采用与商业生产一致的生产线和生产设备,批量应在商业生产批量范围内。
4)列表标注关键工艺步骤及工艺参数的信息。
(1)对于非化学合成原料药,可根据其工艺特点,参照上述要求对工艺步骤及操作进行详细的描述。
(2)对于不连续下个工序,应注明存放条件及允许存放时间。
(3)对于无菌原料药,应详细描述相关物料的无菌处理、除菌/灭菌的工艺过程及控制参数。
主要仪器
设备
列明主要生产设备型号、生产厂、关键技术参数等。
还应列明所用滤器的材质、孔径、生产厂。
生产单位:
生产地址(具体到厂房/车间、生产线):
项目
内容
生产现场检查批量
拟定商业生产批量(范围)
g/kg
g/kg
起溶
始剂
物、
料催
及化
所剂
用等
试
剂
、
起始
物料
名称
生产商
执行标准
试剂、溶剂、催化剂等
名称
生产商
执行标准
直接接触药品的包材或容器
生产工艺明细表(1)
工艺文件汇编编制;审核:批准:日期:年月日邯郸市峰峰矿区燕赵橡胶制品有限责任公司工艺文件明细表一、钢丝缠绕胶管工艺文件1、产品基本特征2、生产用主要材料及标准3、热炼工艺4、压出工艺5、压延中胶片6、切割涂塑玻璃丝窗纱7、导钢丝线轴8、钢丝缠绕9、包外胶层10、卷水包布11、硫化12、成品检查与包装二、软心高压钢编胶管工艺文件1.产品基本特征2.生产用原材料3.胶料热炼4.内胶包覆工艺5.压延中胶片6.钢丝合股7.钢丝编织8.包外胶工艺9.缠水包布工艺10.胶管硫化工艺11.胶管脱芯工艺12.成品检查与包装三、硬芯高压钢编胶管工艺文件1、产品基本特征2、生产用主要材料及辅助材料3、工艺流程4、胶料热炼5、挤出内管6、延压中胶7、胶管成型(1)合股施工表(2)套管(3)一层钢丝编织施工表(4)钢丝编织工艺规定(5)两层钢丝编织施工表(6)三层钢丝编织施工表8、包外胶9、缠水包布10、硫化11、成品检验与包装四、喷浆用橡胶软管钢丝编织生产工艺文件1、产品基本特征2、生产用主要材料3、工艺流程图4、胶料热炼5、挤出内管6、压延中外胶7、套管8、钢丝编织9、缠水包布10、硫化11、成品检查与包装一、钢丝缠绕胶管工艺文件企标钢丝缠绕工艺表二、软性高压钢编胶管工艺文件企标硬芯高压钢丝编制工艺I软芯两层编织生产工艺企标软芯高压钢丝编制工艺I软芯编织生产工艺企业钢丝编织压出、包胶工艺三、硬芯高压钢编管工艺文件。
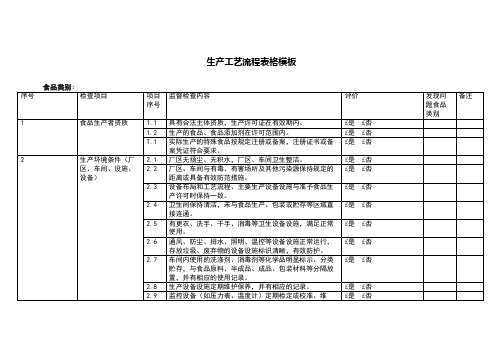
生产工艺流程表格模板
11.6
有从业人员食品安全知识培训制度,并有相关培训记录。
£是£否
12
信息记录和追溯
12.1
建立并实施食品安全追溯制度,并有相应记录。
£是£否
12.2
未发现食品安全追溯信息记录不真实、不准确等情况。
£是£否
12.3
建立信息化食品安全追溯体系的,电子记录信息与纸质记录信息保持一致。
£是£否
13
£是£否
8
不合格食品管理和食品召回
8.1
建立和保存不合格品的处置记录,不合格品的批次、数量应与记录一致。
£是£否
8.2
实施不安全食品的召回,召回和处理情况向所在地市场监管部门报告。
£是£否
8.3
有召回计划、公告等相应记录;召回食品有处置记录。
£是£否
8.4
有召回食品无害化处理、销毁等措施,未发现召回食品再次流入市场(对因标签存在瑕疵实施召回的除外)。
£是£否
11.2
有食品安全管理人员、食品安全专业技术人员培训和考核记录,未发现考核不合格人员上岗。
£是£否
11.3
未发现聘用禁止从事食品安全管理的人员。
£是£否
11.4
企业负责人在企业内部制度制定、过程控制、安全培训、安全检查以及食品安全事件或事故调查等环节履行了岗位职责并有记录。
£是£否
11.5
建立并执行从业人员健康管理制度,从事接触直接入口食品工作的人员具备有效健康证明,符合相关规定。
£是£否
4.13
食品生产加工用水的水质符合规定要求并有检测报告,与其他不与食品接触的用水以完全分离的管路输送。
£是£否
4.14
食品添加剂生产使用的原料和生产工艺符合产品标准规定。复配食品添加剂配方发生变化的,按规定报告。
工艺表格模板

产品型号 产品名称 毛坯外形尺寸 车 间 工 设 段 备
零件图号 零件名称 每毛坯件数 每 台 件 数 共 页 第 备 注 工 工 艺 装 备 准终 单件 时 页
设 计(日 期)
校 对(日期)
审 核(日期) 标准化(日期)
会 签(日期)
标记 处数 更改文件号 签
字 日
期 标记 处数 更改文件号 签
字
日
期
机械加工工序卡片
产品型号 产品名称
零件图号
零件名称
共
页 第
页
材料牌号 工序号 工序名称
毛 坯 种 类 设备名称 设备型号
毛坯外形尺寸 程序编号 夹具代号
备注 夹具名称 冷却液 车间
工步号
工
步
内
容
刀具号
刀具
量具及检具
主轴转速 r/min
切削速度 m/min
进给量 mm/r
背吃刀量 mm
备注
编制
审 核(日期)
机械加工工序卡片
材料牌号 工序号 工序名称 毛 坯 种 类 设备名称 设备型号
产品型号 产品名称
零件图号
零件名称 备注 夹具代号 编号
冷却液
车间
工序简图
编制
审 核(日期)
批准
机械加工工艺过程卡片
材 料 牌 号 工 序 号 序 称 工 名 工 序 内 容 毛 坯 种 类
批准
生产工艺文件汇编表格格式

换一次。,电导率高于个小时要冲洗一次,105分钟,使用过程中每2、5反渗透机每天开机前反向冲洗超过国家标准,反渗透膜要及时更换。L。~0.6mg/生产时水罐中半成品水臭氧浓度控制在6、0.4每周用半成品水冲洗贮水罐,再将一盛有活化后不稀释的二氧化氯消毒液的宽口容器悬挂7、小时,达到消毒灭菌目的。于水罐底部5分钟,钛棒每月取出一次,用无菌水5每天开机前,用贮水罐出水,正向冲洗钛棒过滤器8、刷洗干净。下班前检查门窗、电、水,确认安全后,方可离开。9、自动灌装作业(二)生产人员进入车间要按规定穿戴整洁的工作服、工作帽、换鞋;进入灌装间必须进行二次1、更衣;分钟的消毒杀菌;30分钟打开各工作间的紫外线灭菌灯,进行30生产前、2
3、空桶要严格按照内外桶清洗工序进行清洗,确保洁净并达到消毒效果;
2 / 22
桶盖必须在灌装车间灭菌灯消毒前进入车间,经人工洗净一浸消毒液一无菌水洗净残余药、4液一臭氧消毒烘干等规定工序,才能使用;空桶先经刷桶外洗、内洗后送入灌装机,在灌装机内先进行清水喷洗,再进行二氧化氯消、5分钟,消毒后再用无菌水冲,消毒时间1 5毒液喷射消毒,二氧化氯浓度控制在200mg/L2 00mg瓶盖先用水洗,再用浓度为冲洗后立即进行灌装、压盖、经收缩膜机封膜。洗干净,分钟,最后用无菌水冲洗干净放入灌装机使用。15/L二氧化氯消毒液浸泡药洗箱、循环水箱的水位要达到规定位置,并按规定配好消毒药水;6、
检测方法:、3A.)进行验证;查看产品质量证明(产品合格证、检验报告等B.感官检查;C.记录相关检验结果。检测标准:(三)、各原辅材料的现行国家、行业标准。依据《检验规程》异常处理:四)(拒收的原材料由经销部负责办理退货;A.入库存放;由经销部与供货方交涉,让步接收的原材料,仓管按降级后的等级挂牌标识,B.:精密过滤2关键控制点二、
生产工艺文件汇编(表格模板、DOC格式)
适用于对各生产设备的维护保养规定及要求。
二、维护保养要求
1、多介质过滤器、活性碳过滤器
1.1定期检查法兰口螺栓是否松动,否则应紧固。
1.2运行时检查压力表是否正常动作,如有异常应更换压力表。
1.3多介质过滤器每运行32小时反冲洗一次,活性碳过滤器每运行40~50小时反冲洗一次。
1.4过滤器的砂滤填料每两年更换一次,活性碳滤料一年半更换一次(用纯水净化活性碳)。
3、先冲净桶外表再冲桶内,然后用消毒水冲洗。根据桶的污染程度,一般洗100个桶后换一次药水,桶较脏时应提高药水更换的频次。
4、瓶盖用消毒水浸泡,再以清水清洗。每天换一次消毒水。
5、桶和瓶盖经清洗消毒后进灌装车间。
一、关键控制点1: 原辅材料、包装材料验收
(一)控制要求:
1、使用的原辅材料为实施生产许可证管理的产品,必须选用获得生产许可证企业生产的产品,并有合格证明。
5.3操作人不准改动设备的运行程序,不准更改两个变速器的速度。
5.4保持设备外观清洁。
6、空压机
6.1经常检查油面线,油面线不低于油窗底ቤተ መጻሕፍቲ ባይዱc
6.2压缩机的开停频率不得超过15次/小时。
6.3每工作16小时后将储气罐下面的放水阀打开,排尽冷却水。
6.4空压机长期停用时,应将气缸、气阀拆下清洗涂油,将进气口封好,整机加罩放置好。
4、自来水每年抽样送法定技术机构按生活饮用水标准作一次全项检验;每月由厂化验室用试纸作余氯检验。
5、仓库根据判定结果办理入库手续,入库过程中,由仓库保管员负责核对并检查到货规格、数量、等级是否与发货单和本公司采购合同一致,有无运输损坏;验证无误后,办理入库手续。
(二)测量与监控:
1、检测频率:对每批次包装材料进厂检测一次。
工艺文件表格清单
CEC.022.GMB9
仪器仪表明细表
CEC.022.GMB11
元器件引出端成形工艺表
CEC.022.GXB
装配工艺过程卡
CEC.022.GZP
装配工艺卡片
CEC.022.GGK
导线及线扎加工卡片
CEC.022.GZB
检验卡片
CEC.022.GJK
参数测试示意图
CEC.022.GCS
配套明细表
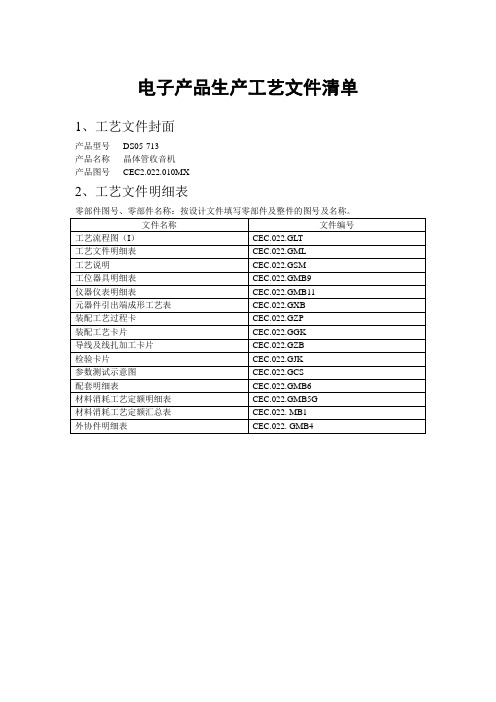
4、工艺说明
产品名称
晶体管收音机(插件工艺规范)
产品图号
CEC2.022.010MX
根据实训室的模拟生产线,编写晶体管收音机元器件引脚整形、成形、插装及装配焊接、测试等具体工艺环节的具体要求。
为了便于同学们学习,此文件只要求同学们编写插件工艺规范及要求。可从如下三个方面要求:⑴使用工具;⑵插件前的准备工作;⑶插装要求。
代号、名称、数量:按设计文件填写装配时需要的零部件、整件及材料的代号、名称及数量。
为了简化起见,让同学们知道怎样用设计文件编写工艺文件,此表只要求同学们填写晶体管,中频变压器和扬声器就可以了。
13、材料消耗工艺定额明细表
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
图号、名称:按设计文件填写零件的图号及名称。
产品名称
晶体管收音机
产品图号
CEC2.022.010MX
名称牌号规格:导线的名称、牌号及规格
数量:导线的数量(根数)
L全长:导线的长度(包括剥头尺寸)
设备及工装:导线加工所需设备及工装的名称及型号
在绘图栏内,按比例绘制导线加工示意图。
9、装配工艺过程卡
产品名称
晶体管收音机
(完整word版)工艺流程表(word文档良心出品)

文件名称: 生产系统工艺流程表制定部门:制定:审查:核准:生效日期: 2012年10月10日文件修改摘要序号文件名称备注1 射出工艺流程2 强化工艺流程3 电镀工艺流程4 喷柒工艺流程5 军用镜工艺流程6 滑雪镜工艺流程7 太阳镜工艺流程8 运动镜工艺流程9 修模工艺流程10 样品制作工艺流程OK OK 技员调机技术员装模具 加温烤料 技术员检查模具 机械加温接收 生产指令单排机技术员准备模具 仓库领料 主管确认OKOK主管确认OK 开循环水技术员首件制作QC 首件确认生产技术员定时检QC 转序检验产品分类入库 OKOKOKOKOKOKOKNO 剪水口 OK报废 NO NO NO NO NO NO OKOKOK 注塑工艺流程图强化工艺流程图编制: 审核: 审批:检查清洗液 OKOKOKOKOKOKOKOKOK OK 挂片 检查设备接收 生产指令单预热设备仓库领料 主管确认OKOK主管确认OK 清洗浸泡强化预洪QC 检验QC 检验洪干包片 OKNONO 报废 入库接收 生产指令单 机器预热排片首件制作QC 首件确认电镀取片检查设备仓库领料 QC 检验包装 入库主管确认OKOK OK OKOKOKOKOKOKOKOK主管确认OK NO NO NO 裉电电镀工艺流程图编制: 审核: 审批:编制: 审核: 审批:技术员调漆 OKOKOKOKOKOKOKOKOK 过清水超声波清洗接收生产指令单震机清洗仓库领料 主管确认OKOK主管确认OK 风干擦框QC 检验首件制作首件确认凉干喷柒拆架OKQC 检验分类入库 OKTPU 泡白电油 上夹具 返修 OK OK OK NO NO OKOKOK喷柒工艺流程图军用镜工艺流程图印字 OKOKOKOKOKOKOKOKOK QC 首件确认首件制作接收 生产指令单领料裁松紧带 主管确认OKOK主管确认OK 贴海棉装镜片装配件装松紧带装说明书挂吊牌装镜布装布包OK装PE 封口袋QC 检验装箱打包OKOKOKOK车松紧带 入库 OK返修 品检 OKOK OK NO NO 审核: 编制: 审批:滑雪镜工艺流程图编制: 审核: 审批:内片压弯 贴EVA 做双层印字 OKOKOKOKOKOKOKOKOK QC 首件确认首件制作接收 生产指令单领料裁松紧带 主管确认OK OK主管确认OK 镜框、海棉贴胶水处理镜框、海棉上的胶水贴合镜框和海棉贴小海棉装配件装镜片贴LOGO装松紧带OKQC 检验包装OKOKOK车松紧带 入库 OK返修 OKOK OK太阳镜工艺流程图编制: 审核: 审批:OKOKOKOKOKOKOKOKOK QC 首件确认首件制作接收 生产指令单领料裁片 OK主管确认OK 镜框、海棉贴胶水处理镜框、海棉上的胶水贴合镜框和海棉贴小海棉装配件装镜片贴LOGO装松紧带OKQC 检验包装OKOKOK印字 入库 OK返修 OK NO运动镜工艺流程图编制: 审核:审批: 印字 OKOKOKOKOKOKOKOK QC 首件确认首件制作接收 生产指令单领料裁松紧带 主管确认OKOK主管确认OK 镜框、海棉贴胶水粘合镜框和海棉贴小海棉装配件装镜片贴LOGO装松紧带OKQC 检验包装OKOKOK车松紧带 入库 OK返修 OKOK OK NO装拉链详细填写模具维修申请单 模房接收模具 检查模具判断维修渠道 内部修理,回复交期 发外加回复交期 修模 加工维修 试模 使用部门签收 投入使用 总经理批准 OK OK OK OK OK OK OK OK NO 模房发还模具 OK 编制: 审核: 审批:修模作业流程样品制作工艺流程图编制:审核: 审批:OK材料采集 开发部制图样品制作标准开发部接收任务OKPNIE 确认物料生产提供OK业务分析样品和资料OKOK OK OKOKOK射出开发组装业务确认编制作业指导书编制BOM 表样品和资料移交业务部样品制作喷柒 成品采购提供仓库提供OKOKOKOKOKNO NOOK。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
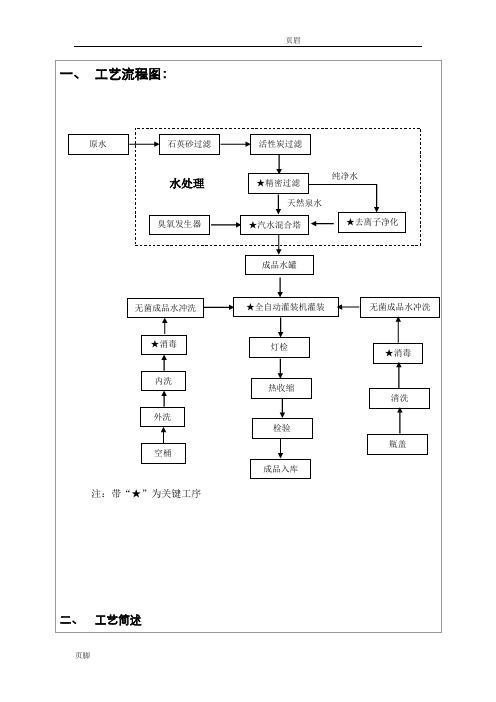
工艺流程图:
注:带“★”为关键工序工艺简述
数、大肠菌群的检验,每15天检验一次。
5.4保持设备外观清洁。
6、空压机
6.1经常检查油面线,油面线不低于油窗底部c
6.2压缩机的开停频率不得超过15次/小时。
6.3每工作16小时后将储气罐下面的放水阀打开,排尽冷却水。
6.4空压机长期停用时,应将气缸、气阀拆下清洗涂油,将进气口封好,整机加罩放置好。
活性炭过滤器操作规程
1、本系统操作为手动方式(参照设备使用说明书示意图)
2、运行
打开阀门V0、VI、V4,关闭V2、V3,开启原水泵,待滤器排出空气,排气管排出水时,关闭阀门V0,设备处于运行状态。
3、反冲洗
当水流通过滤层的压差达到O.IMPa时,需要进行反冲洗。
打开V0、V2、V3阀门,关闭阀门V1、V4,开启原水泵,待滤器排出空气,排气管排出水时,关闭阀门V0,滤器进入反洗状态,使反冲洗流量为2. 5〜3m3/h,约15〜20分钟,至水澄清为止。
4、正冲洗
打开进水阀VI、排气阀门V0及排水阀门V5,关闭阀门V2、V3、V4,开启原水泵,滤器进入正冲洗状态,冲洗时间约15〜20分钟,滤器可重新投入运行状态。
建议每天至少正冲洗一次。
5、停机
关闭原水泵,再关闭所有阀门。
6、保养:活性炭一般情况下使用1〜2年需进行更换。
a)未及时体检的员工应进行体检,体检不合格的,调离原工作岗位或不许上岗,未参加培训的员工应及时组织进行食品卫生相关知识的培训,考核合格后方可上岗。
b)受伤者应调离原工作岗位或重新分给其不接触产品的工作。
c)个人卫生不符合要求的应及时纠正,班长或副班长应针对不符合情节影响程序采取适当措施,
如上厕所之后或处理被污染的物品之后未按要求洗手消毒而进入车间作业时,报质量负责人
确定处置方案。
四、记录
《每日卫生检查记录》
《车间清洁记录》
《每周环境卫生检查表》
《定期卫生检查表》
1、清洁要求。