报价表-零件
机加工零件的报价步骤

机加工件报价的步骤本文涉及内容来自互联网,仅供非标零件加工、机械加工、精密零件加工等行业参考,实际要根据各工厂的设备、技术水平情况而定!机加工件报价的步骤:一、基本报价下面所叙内容均为不含税价格,首先务必弄清楚年产量,是新产品还是成熟产品,明确质量要求,特别是模具费用承担问题,稍有不慎就亏本,做到心中有数后,才能报价。
1、材料部分(不含税价格)SPCC0.5 5.7元/Kg SPCC1.0 5.2元/KgSPCC1.5 5.1元/Kg SPCC2.0 5.1元/KgSPCC2.5 5.0元/Kg SPCC3.0 5.1元/KgSPCC3.5 5.0元/Kg SPCC0.8 5.1元/KgDW800/0.58.1元/Kg SPCC1.2 4.8元/Kg3240/0.8 24元/Kg铝板26元/Kg紫铜板30元/Kg 黄铜板27元/Kg20CrMo∮28=3.5元/Kg ∮36=3.9元/Kg毛坯计算:小零件按正方形毛坯,带料根据料宽具体计算,大零件按板料100宽X200长X0.1厚X7.85 g/cm3=15.7 Kg具体计算。
2、电镀费(不含税价格)最好是计算表面积,搞清是挂镀还是滚镀。
A 、计算公式:净重? Kg x ?元/Kg=?元,滚镀价要低些。
B、厚t≥2.5mm DZn=1.8元/Kg DNi=20元/KgC、2.5>t≥1.2mm DZn=2.0元/Kg DNi=22元/KgD、t<1.2mm DZn=2.2元/Kg DNi=24元/Kg3、包装(不含税)4、回收成本i元废铜7元/Kg 废铁料:0.8元/Kg5、工时(务必熟悉定额)(不含税)(1)、大的或者厚的零件冲压或车磨刨机加工一般50→150件/小时。
(2)、大吨位→小吨位100→300件/小时6、管理费用其它费=加工成本×(22-32)%(不含税)z注:难度大,工序大于3道,有电镀工序,取32%,易做,工序小于3道,无电镀工序,取25%7、利润=加工成本×(12-15)%(不含税)B注:大吨位工序长零件精度高取15%,小吨位工序少取12%。
零件报价表

Part Number: 零件编号: Supplier Part Number: 供应商零件编号: Old Part Number: 旧零件编号: New Part Name: 新零件名称:
报价类型 Plant Location: 工厂所在地:
Revision #: 修订版本编号: Decision #: 决策方案编号: RFQ #: 询价编号: 螺母 Usage measures 使用量的度量方法 UOM 计量单位 Unit Of Measure input 投入 a
Transportation (if not Deere provided) 运输(如不由迪尔负责的话) Customs & Duties: 关税与清关费用: Comments: 备注:
Provider: 承运人
汽运
-
Grand Total 总计
272.6368
-
272.6368
Issuer 发行者 For Deere Use Only 仅供迪尔使用 Approval Date: 批准日期: Date Entered: 输入日期:
Subtotal B: 小计 B:
Supplier 供应商 Country of Origin 原产国 Cost / Piece 单件成本 a
5.00
13.6842
Purchased Components采购部件 oper. 序号 # Part Number 零件编号 Part Description 零件说明
Machine 机器 Machine 机器 Application 应用 Burden 费用 Cost/hr.
成本/小时
a
People 人员 Labor cost 人工费用 per person 每人
机械加工报价明细

一般件、小批量时的单个计价方法加工方法小类和基本参数参数1 参数2和单位价格钻孔单个孔L/d≤2.5 d≤25 X*d元"L=孔深,d=孔径" 25≤d<60 X*d元L/d>2.5 d≤25 X*d元(*L/d/2.5)25≤d<60 X*d元(*L/d/2.5)孔径公差<0.1 对应基价的倍数X倍孔距公差<0.1 对应基价的倍数X倍单个孔加工的最低价格X元附带攻丝钢件X*d元d=螺纹直径铸铁件X*d元L=螺纹长度铝件加不锈钢丝套费用X*d元不加丝套费用X*d元铜件X*d元批量优惠批量>200个孔且<10000个孔对应基价的倍数X倍批量>10000个孔对应基价的倍数X倍车类加工光轴加工"L=轴长,d=轴径,D=毛坯轴径" 一般精度L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)精度<0.05 L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)带锥度轴L/d≤10 X*D*L元L/d>10 X*D*L元(*L/d/10)阶梯轴对应光轴基价的倍数X倍一般精度的丝杠对应光轴基价的倍数X倍法兰盘类零件d≤430 X*D元d=法兰外径,D=毛坯直径d>430 X*D元圆螺母零件X*D元d=圆螺母外径,D=毛坯直径六角螺母零件X*D元d=六角螺母外径,D=毛坯直径轴套类零件(直径小于100径长比小于2)"d<100,d/L≤2" X*D元d=轴套外径,L=轴套长度"d<100,d/L>2" X*D元(*d/L/2)修补轴承座(台)类零件"t<2,d<40,B<25" X元"t=磨损量,d=轴承外径,B=轴承座宽度""t<2,d>40或B>25" X元(*d/40*B/25)需要上中心架的对应上述基价的倍数X倍铣床加工一般键槽L=键槽长度,B=键槽宽度位置度公差7级以下的L/B≤10 X*B元L/B>10 X*B元(*L/B/10)最低价X元位置度公差7级和以上的对应上述基价的倍数X倍硬度>HRC40的材料加工对应上述基价的倍数X倍一般花键L/d≤5 X*d元L=键槽长度,d=轴径L/d>5 X*d元(*L/d/5)最低价X元一般齿轮类Z=齿数,m=模数一般圆柱直齿轮X*Z*m元斜齿轮,伞齿轮,变位齿轮对应上述基价的倍数X倍铣一般平面每mm2 X元铣沉孔每个X*d元d=孔径最低价X元刨床加工平面每mm2 X元t=刨削深度磨削加工一般精度内、外圆t=磨削深度每mm2 X元一般精度平面t=磨削深度每mm2 X元一般精度成形磨t=磨削深度每mm2 X元高精度、小粗糙度对应上述基价的倍数X倍线切割一般零件S=切断面积每mm2 X元慢走丝每mm2 X元要穿丝每个穿丝孔X元电火花一般零件S=切断面积每mm2 X元每处最低价X元电焊L=焊接长度焊条成本(各种焊条不同:碳钢、不锈钢、铸铁、有色金属等用)每条X元焊缝长度每mm价格(与材料和焊缝种类有关)X*L元气割一般板件S=切割面积每mm2 X元等离子切割一般碳钢每mm2 X元不锈钢每mm2 X元剪板机一般板件S=剪切面积一般碳钢t≤8 每mm2 X元一般碳钢8<t<12 每mm2 X元t=板厚铝板t≤12 每mm2 X元铜板t<12 每mm2 X元特别加急件与加班件特别加急件定义为:第一时间安排为某特定客户维修或制造紧急零件。
机加工方法报价表格(范例)

"t<2,d>40或B>25" X元(*d/40*B/25)
需要上中心架的 对应上述基价的倍数 X倍
铣床加工 一般键槽
L=键槽长度,B=键槽宽度 位置度公差7级以下的 L/B≤10 X*B元
L/B>10 X*B元(*L/B/10)
数控车床 每小时 X元
卧式加工中心 每小时 X元
立式加工中心 每小时 X元
数控冲床 每小时 X元
平面磨床 每小时 X元
钳工 每小时 X元
一般机械装配维修工 每小时 X元
高精密机械装配维修 需定义 如:高真空系统、钟表维护 每小时 X元
一般电气装配维修 每小时 X元
斜齿轮,伞齿轮,变位齿轮 对应上述基价的倍数 X倍
铣一般平面 每mm2 X元
铣沉孔 每个 X*d元
d=孔径 最低价 X元
刨床加工 平面 每mm2 X元
t=刨削深度
磨削加工 一般精度内、外圆 t=磨削深度 每mm2 X元
一般精度平面 t=磨削深度 每mm2 X元
注:以上是加工件的报价示范,加工商可以对其中的某些项目报价,填写X处,也可以按本厂的实际情况修改其中的参数和单位,再行报价!
焊缝长度 每mm价格(与材料和焊缝种类有关) X*L元
气割 一般板件 S=切割面积 每mm2 X元
等离子切割 一般碳钢 每mm2 X元
不锈钢 每mm2 X元
剪板机 一般板件 S=剪切面积 一般碳钢t≤8 每mm2 X元
一般碳钢8<t<12 每mm2 X元
t=板厚 铝板t≤12 每mm2 X元
冲压零件表

金额(元) 所需时间
(天)
所需时间 (天)
2 人工成本
3
3 外协外购
4
4 冲床费用
5
5 焊接成本
6
6 铆接成本
7
7 攻牙成本
8
8
辅料易耗 品
9
9 包装费用
10
10 其他费用
11
11 产品利润
12
12 管理费用 ¥0.00
合计
0
ห้องสมุดไป่ตู้
¥0.00
0
¥0.00 ¥0.00
13 税点
17% 工业废料价值
¥0.00
连续模冲压报
冲床吨 位
/分钟冲 /分钟产 /次冲床
压次数 量
成本
操作人 数
/分钟人 工成本
架模成本
生产数 量
价明细
单工序冲压成本明细
成本单价明细 序号 工序
序 号
项目 金额(元) 1
冲床吨 位
/分钟冲 /分钟产 /次冲床
压次数 量
成本
操作人 数
/分钟人 工成本
架模成本
生产数 量
1 原材料
2
合计成本 合计成本
客户名称
单工序
模具类型
单工序
产品尺寸
冲压产品报价表
零件名 称
计量单位
冲压数量(件)
长
宽
高
零件图
号
KG
产品重 量
产品单
价
产品合计重量
报价日期 kg
2021年4月10日 运费
原材料分析
材质
规格尺寸(长X宽X 高)
重量 (KG)
余料价格
单价 (元)
冲压件报价表

详细的有:材料费、表面处理费、配件费和企业内部的成本系数。 系数是针对产品加工难易程度和客户质量要求来定的。
具体加工件报价:冲压一个位置:0.2 折弯一刀:1.0 钻孔攻丝:0.2 喷涂每平方:12.0 喷漆每平方:20.0
③冲压费:按吨位来计算。(0.8-1)元/60吨,1.2元/80吨
④夹具费
⑤机加工费用
⑥表面处理费用:i 氧化 0.6元/分米 ;ii 喷漆;iii 丝印;iv 喷涂;v 表面镀锌。
毛利控制在20-30%之间就可以了.
这个好像是没有统一公式的,但不同地方、不同行业、不同的客户有不同的报价。
1234567890ABCDEFGHIJKLMNabcdefghijklmn!@#$%^&&*()_+.一三五七九贰肆陆扒拾,。青玉案元夕东风夜放花千树更吹落星如雨宝马雕车香满路凤箫声动玉壶光转一夜鱼龙已结束,如果下载本文需要使用
4、 折旧费:厂房、设备等2.8元 5、 电费:2.1元 6、 制造费:2.5元 7、 运费:2.3元 8、 销售三包费:2.7元 9、 财务、管理费用:9.3元 10、 税金(按4%计算):6.93元 11、 模具待摊费(参照单排顶盖):三序模具总投资45.4万元,按2万件摊销完毕计算,每件顶盖的待摊费为22.7元,平均每公斤成品散件待摊费为1.9元。 12、以上各项费用合计:155.01元(按成品顶盖12 kg计算,平均12.92元/kg), 以上核算是建立在2004年3月23日签订技术协议时,当时市场行情基础上,最近由于材料的不断上涨(现ST16/0.9mm为6340-6350元/吨),现在每公斤产品仅材料就上涨0.5元,所以现在平均价钱至少应为13.4元/kg 以上。 费用由以下几个部分组成: 材料费=材料重量*单价 冲压费=冲床吨位*冲压次数 模具费_,_ 人工 副件费用 合理损耗 运输费 包装费 合理利润 五金件的报价,一是看你有多大的批量,二是看他的技术要求,三是看时间要求,四是材料、包装等,报价中一般包含:模具费、人工工时费、材料费、设备及固定资产折旧、大修费、管理费、包装运输费、工厂利润、税金等,
慢走丝报价表
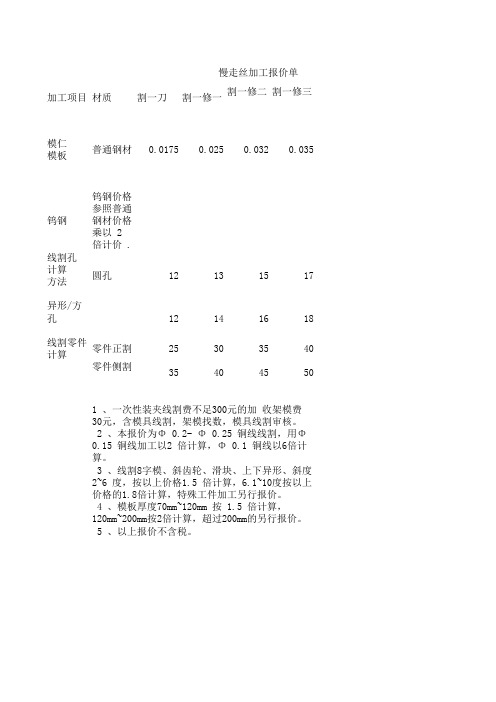
加工项目材质割一刀割一修一
割一修二割一修三
模仁
模板
普通钢材0.01750.0250.0320.035
钨钢钨钢价格参照普通钢材价格乘以 2倍计价 .
线割孔
计算
方法
圆孔12131517
异形/方
孔12141618线割零件
计算
零件正割25303540
零件侧割
35404550
慢走丝加工报价单
1 、一次性装夹线割费不足300元的加 收架模费
30元,含模具线割,架模找数,模具线割审核。
2 、本报价为Φ 0.2- Φ 0.25 铜线线割,用Φ
0.15 铜线加工以2 倍计算,Φ 0.1 铜线以6倍计
算。
3 、线割8字模、斜齿轮、滑块、上下异形、斜度
2~6 度,按以上价格1.5 倍计算,6.1~10度按以上
价格的1.8倍计算,特殊工件加工另行报价。
4 、模板厚度70mm~120mm 按 1.
5 倍计算,
120mm~200mm按2倍计算,超过200mm的另行报价。
5 、以上报价不含税。
备注
1. 模仁基本厚度以 20mm 计算 ,不足 20mm 以基本厚度计算 .
2. 细孔放电 : 一般钢材 1元 /孔 ,30mm 、超过 30mm 以 0.15元/mm 计价 .
此小孔价格不含细孔放电 , 低于此价格按小孔算 , 高于此价按实际线长计算 .
以面积计算方式不足零件基本价的按零件基本价计算。
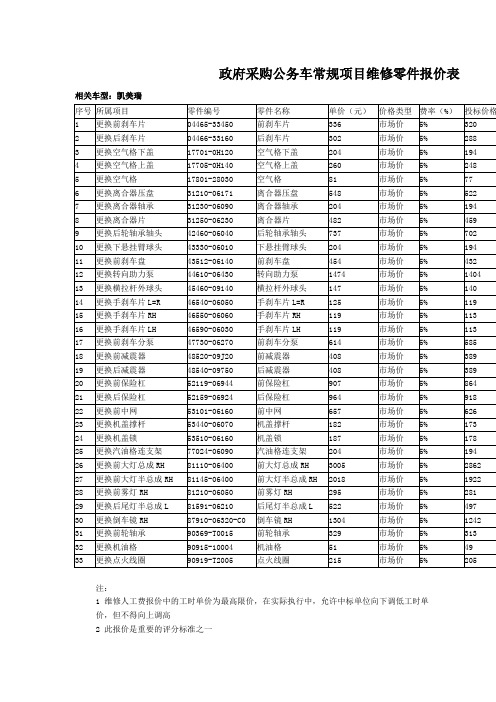
政府采购公务车常规项目维修零件报价表
该费用
政府采购公务车常规项目维修工时费报价表
相关车型丰田凯美瑞(4缸)
序号
项目编号
维修项目名称
工时个数
保备工时费(元
费率(%
投标工时费(元
质保期
1
1378
换机油机滤器
2
1379
换电瓶
3
1380
换防冻液
4
1381
换高压线
34
1411
换曲轴后油封
25
550
27
402
20000/120天
35
1412
换曲轴前油封
24
380
27
380
20000/120天
36
1413
换水箱
8.2
180
27
131
20000/120天
37
1414
换涨紧轮
3.6
80
27
58
20000/120天
38
1415
换马达
5.5
120
27
88
20000/120天
329
市场价
5%
313
广汽丰田
凯美瑞
32
更换机油格
90915-10004
机油格
51
市场价
5%
49
广汽丰田
凯美瑞
33
更换点火线圈
90919-T2005
点火线圈
215
市场价
5%
205
广汽丰田
凯美瑞
注:
1 维修人工费报价中的工时单价为最高限价,在实际执行中,允许中标单位向下调低工时单
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
0.00 0.00 0.00 0.00 #DIV/0! #DIV/0! #DIV/0! #DIV/0!
3.3
#DIV/0!
3.4
#DIV/0!
3.5 3 4.1 4.2 4 5
#DIV/0! #DIV/0!
#DIV/0! #DIV/0! #DIV/0! #DIV/0!
0.00 #DIV/0!
transportation + pakage 运输+包装成本 (10%-15%)*(Manufacturing Cost+Tooling Cost) (10-15%)*(制造费用+模具成本)
Cover Page
Page 1
Faureicia China Exhaust System
(tooling + 1st lot material)*Interest/Life Time Volume
#DIV/0! #DIV/0!
6 7 8
投资额(模具投资+第1批材料费用)*年利率/项目产量
#DIV/0! #DIV/0! #DIV/0!
#DIV/0! #DIV/0!
operating margin
REQUEST FOR QUOTATION 询价包
Vendor 供货单位 Part No. 零件代号 Annual Forecast 年度预测 Logistics Distance 运输距离 Item 项 目 1.1 1.2 1 2 3.1 3.2 Raw Material 材料 Sub Contract 外购外协 Purchasing Cost 采购成本 Tooling Cost 模具成本 Direct Labor Cost 直接人工 Indirect Labor Cost 间接人工 Energy Cost 能耗 Equipment Depreciation 设备折旧 Maintenance Cost 维护费用 Sub Total 小计 Transportation 运输 Package 包装 Logistics 物流 SG&A Fee 管理费用 Finicial interest 财务费用 OI 利润 Total Price 零件单价 … … Amount 金额 (RMB) Description 零件名称 Plant 工厂 Location 发货地 … …
报价单位:
Project 项目名称 Buyer 采购 Quotation Date 报价日期 所占百分率 (%) 占零件价比率 #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0! #DIV/0!
…
Definition&calculation 定义及计算方法 Raw material content of product 生产过程中构成产品实体的材料 Components or service purchased by supplier 外包零件或服务 Raw Material Cost + Sub Contract Cost 材料费用+外购外协成本 Specific Tooling Amortization/Life Time Volume 专用工装模具/项目总产量 Cycle Time * Wage Rate 直接从事生产的工人的工资 (20%-25% )*Direct Labor Cost 直接人工的20%-25% Power*Cycle Time*Unit Price*0.4 功率*工时*千瓦时单位电价*0.4 Equipment Relating to quotation Product: 与生产本公司产品相关的设备的折旧 (15%-20%)*( Equipment depreciation + Tooling Amortization) 工装分摊费用和设备折旧的15%-20% Manufacturing Cost 制造成本