自硬呋喃树脂检验标准
呋喃树脂自硬砂控制技术

呋喃树脂自硬砂控制技术程利军零正技罗勇广西柳工机械股份有限公司广西柳州545007)摘要本文主要从硅砂的性能要求、造型过程的控制和再生砂的回用等对呋喃树脂自硬砂技术进行了探讨,供广大铸造同行参考。
关键词呋喃树脂自硬砂硅砂造型再生砂在线检测随着中国制造业近几年的长足发展,中国的铸造业也迎来了历史上最好的发展机遇。
目前,我国铸件的产量已连续多年位居世界之首。
呋喃树脂自硬砂工艺由于其生产周期短、铸件表面精度高、铸件质量容易控制、柔性化制造能力高等特点,已经被广泛的应用到机床铸件、耐磨铸件、工程机械铸件等产品中。
而铸造企业能否发挥呋喃树脂自硬砂的特点,有效的提高铸件的质量,这与型砂的控制技术有着密切的关系。
砂型铸造行业公认型砂控制技术、熔炼控制技术和管理水平三者决定了一个铸造厂在市场上的竞争能力,由此可见型砂的控制技术在铸造业中的重要性。
本文就呋喃树脂砂的一些控制技术提出一些个人的观点,希望同行提出批评指正。
1硅砂的技术要求1.1 硅砂的粒度组成硅砂的粒度反映了硅砂的颗粒大小和分布状态。
由于自硬砂强度的获得是依靠呋喃树脂“包覆”硅砂表面形成的高分子链,所以硅砂的粒度越细,从理论上说获得同样强度的树脂消耗量就越大,型砂的成本也就越高,所以在保证铸件不发生粘砂缺陷的前提下,尽可能提高硅砂的粒度。
1.2硅砂的角形系数硅砂的角形系数S=Sw/St图l试样抗拉强度与型砂粒度关系注:实验型砂组成的余量为0.212目以下Sw一硅砂的实际比表面积(cm2/g)St一硅砂的理论比表面积(cm2/g)硅砂的角形系数越小,表面就越园整,同样体积的硅砂表面积越小,硅砂和呋喃树脂的物理和化学结合力就越强,获得同样的抗拉强度需要的树脂消耗量就越低。
作为自硬砂用的硅砂角性系数要求≤1.30,最好≤1.15。
1.3硅砂的加工处理由于天然硅砂有大量直径小于0.02的泥分和一些污染物和一些有碱性的物资,泥分的存在极大的降低了硅砂的粒度组成,提高了树脂的消耗量,同时有碱性的物资在树脂砂硬化过程中消耗了大量的催化剂——对甲苯磺酸等物资,造成砂型硬化很慢甚至不硬化,所以硅砂必须经过擦洗和粒度分选处理。
铸造常用原辅材料技术标准
铸造常用原辅材料技术条件1. 范围本标准规定了铸造生产中常用材料的技术条件。
本标准适用于铸造生产中常用材料的验收检验。
2. 规范性引用文件下列文件中的条款通过本标准的引用而成为本标准的条款。
凡是注日期的引用文件,其随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。
凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 467-1997 阴极铜GB/T 718-2005 铸造用生铁GB/T 1412-2005 球墨铸铁用生铁GB/T 2272-1987 硅铁GB 3518-83 无定形石墨粉GB/T 3649-1987 钼铁GB/T 3795-2006 锰铁GB/T 4137-2004 稀土硅铁合金GB/T 5235-1985 加工镍及镍合金化学成分和产品形状GB/T 5683-2008 铬铁GB 8736-88 铜中间合金锭GB/T 9442-1998 铸造用硅砂JB/T 9228-1999 球墨铸铁用球化剂JB/T 7526-2008 铸造用自硬呋喃树脂JB/T 8835-1999 铸造用水玻璃YB/T 5051-1997 硅钙合金GB/T 2988-87 高铝砖GB/T 2992-1998 通用耐火砖形状尺寸GB/T 2994-1994 高铝质耐火泥浆GB/T 14982-1994 粘土质耐火泥浆3. 基本要求3.1金属材料不得有显著的锈层、粘砂、土、油、漆等有害附着物和其它夹杂物。
(本厂废铸件可允许有防锈漆)。
3.2 本标准所指块度尺寸均为对角线长度,不能与进货块度要求混淆。
3.3 所有进厂的原材料都应有随货提供质保书或合格证明。
4. 造型材料4.1 原砂4.1.1 铸造用硅砂(参照GB/T9442-1998)(见表1)表1 铸造用硅砂4.1.2 硅砂要求4.1.2.1 硅砂中不得混入煤屑、小石块、碎木片、石灰石等杂物。
铸造用自硬呋喃树脂标准
铸造用自硬呋喃树脂标准JB/T 7527的修订德阳东汽树脂有限公司李小军、马荣华、胡星、江国栋、肖毅、曹赛618201摘要:通过分析当前铸造用自硬呋喃树脂的发展情况、指出标准JB/T 7527(7526)—94存在的问题,提出了问题的解决办法,制订出了标准JB/T 7527—2007的修订版。
关键词:铸造、呋喃树脂、标准、JB/T 7527Revision standard JB/T7527 of self-set furan resin for foundryLi xiaojun Ma ronghua Hu xing Jiang guodong Xiao yi Cao sai(Deyang Dongqi Resin Company Limited)Abstract: The paper point out the problem of the standard JB/T 7527(7526)—94 by analysis of the current development of self-set furan resin for foundry, propose the measures to solve the problem, and evolve revision standard JB/T 7527—2007。
Keywords: foundry furan resin standard JB/T 7527我国从上世纪七十年代开始了对铸造用自硬呋喃树脂的引进和研究推广,到1994年由沈阳铸造研究所牵头制定了JB/T 7527(7526)—94标准,体现了我国在自硬呋喃树脂发展的成就①。
94版标准实行至今,我国出现了如济南圣泉、德阳东汽、苏州兴业等具有自主知识产权专业从事铸造用呋喃树脂产品设计和生产的高新企业。
使得呋喃树脂的技术进步和更新换代速度大大加快。
随着树脂和铸造技术的进步,94版标准已经不能体现我国铸造用呋喃树脂的实际情况。
(001)球铁厂原辅材料技术条件

受控号:有限公司原辅材料验收技术条件编号:编制:审核:批准:此文件自年月日起执行。
标题:原辅材料验收技术条件页码共8页第2页一、废钢1、化学成分要求(此标准只适用于常温球铁和国标灰铁):成分名称C Si Mn P S Ti Cr A1其余合金废钢≤0.50 ≤0.6 ≤0.8≤0.04≤0.04≤0.03 ≤0.3≤0.050.052、尺寸及外观要求:(1)长度≤1500mm,厚度≥3mm且≤100mm,超长超厚的应切割后供应。
(2)废钢表面允许有轻微的氧化,不可带有严重生锈的。
(3)每批采购的废钢应为类似材质且数量不低于80%,不同材质废钢不可大于20%,禁止有不锈钢,合金钢,生铁及有色金属,电镀物等。
(4)废钢中不允许有两端封闭管状物,封闭器皿。
3、检验方式:(1)同批废钢(其中包括不同规格的废钢)中每种规格(即尺寸、形状相同)最少取2块以上样品,标记取样。
(2)杂废钢中:结构钢同种取1-2块,其它每种取2-3块。
4、复验:第一次检验不合格,质量部可以进行复验,复验取样不得低于首检标准。
二、生铁1、化学成分要求:成分名称C Si Mn P S灰铁(Z14)>3.30 1.25-1.60 <0.50 ≤0.08 ≤0.06灰铁(Z18)>3.30 1.60-2.00 <0.50 ≤0.08 ≤0.06球铁(Q10)>3.40 0.50-1.00 ≤0.5 ≤0.06 ≤0.03球铁(Q12)>3.40 1.00-1.40 ≤0.5 ≤0.06 ≤0.032、块度及外观:(1)铁块重在2-10kg,长度不大于300mm。
(2)生铁表面应无严重的炉渣,允许有少量石灰和石墨。
3、检验方法:(1)批生铁取3块样品,样品应从3个部位抽取,即中心和四周,从每个部位的表层及其下的任一层取完整的一块。
注意:所有样品不能全部从表面取得。
(2)从生铁堆取样时,按批量的大小在堆垛上均匀分布的若干部位各取完整的一块作为样品。
铸造用自硬呋喃树脂性能检测方法
铸造用自硬呋喃树脂性能检测方法(JB/T7527—94)1、主题内容与适用范围本标准规定了以糠醇为主要原料合成的呋喃树脂技术性能、测定方法。
本标准适用于酸硬化的铸造用呋喃树脂粘结剂。
2、引用标准ZB265 石油产品运动粘度测定方法和动力粘度计算法;GBJ31006 检定铸造粘结剂用标准砂;GB2794 胶粘剂粘度测定方法(旋转粘度计法);GB4472 化工产品、密度、相对密度测定通则;GB l2007.5 环氧树脂理化性能测定方法。
3、技术标准3.1粘度(20℃,mpc.s)。
3.2密度(20℃,g/cm3)3.3 PH值。
3.4游离甲醛含量(%)。
3.5含氮量(%)。
3.6铸造工艺试样常温抗拉强度(24h)MPa。
4测定方法4.1粘度的测定方法4.1.1平氏毛细管粘度计法:按照GB265执行――仲裁法。
4.1.2旋转粘度计法:按照GB2749执行。
4.2密度测定方法4.2.1比重瓶法:按照GBl2007执行――仲载法。
4.2.2密度计法:按照GB4472执行。
4.3游离甲醛含量的测定方法4.3.1方法原理:游离甲醛与氯化铵在氢氧化钠的作用下,定量地生成环六次亚甲基四胺,用盐酸标准溶液中和过量的氢氧化钠,即可求出游离甲醛含量。
其反应式如下:6HCHO+4NH4Cl+4NaOH = (CH2)6N4+4NaCl+ 10H20NaOH +HCl=NaCl+H204.3.2仪器和设备a.碘量瓶250m1;b.滴定管50m1,分度值0.1ml;c.移液管25 m 1、10ml,分度值0.1 m1;d.分析天平感量0.1mg;e.磁力搅拌器1台f.酸度计3台,分度值0.1PH4.3.3试剂和溶液:标准溶液的配置与标定按GB601《化学试剂、标准溶液制备方法》的规定来进行。
A、氢氧化钠分析纯,0.5mol/L;B、盐酸分析纯0.5 mol/L;C、氯化铵分析纯10%溶液;D、无水乙醇分析纯;E、溴百里酚兰指示剂0.1%乙醇溶液。
树脂类防腐蚀工程质量标准和检验方法
金属基层,使用磁性测厚仪、电火花探测器检查;水泥砂浆和混凝土基层,在施工时同时作出试板测定厚度
10
外观质量
平整光滑,色泽均匀
观察检查
11
玻璃钢衬布铺设
同层衬布搭接宽度不小于50mm;上下层衬布接缝错开不得小于50mm,阴阳角处增加1~2层衬布
观察检查
一般项目
1
树脂类防腐蚀整体面层的平整度
厚度≥5mm
≤4
mm
用2m靠尺及塞尺检查
厚度<5mm
≤2
2
地坪坡度偏差
坡长的±0.2%,且不大于30mm
坡度尺或水准仪检查
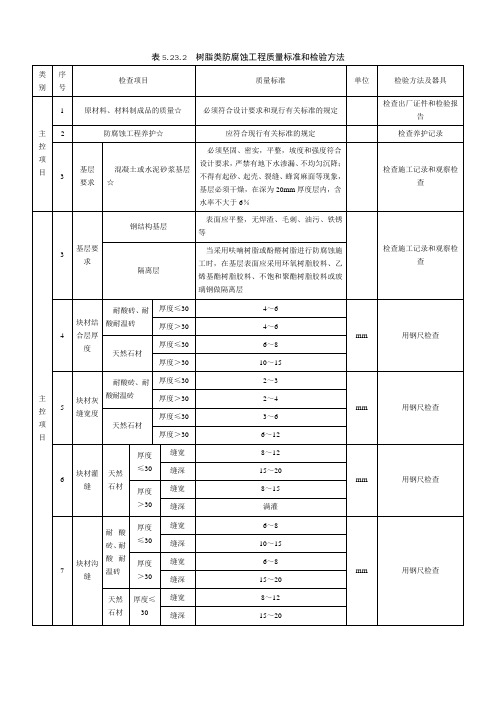
表5.23.2树脂类防腐蚀工程质量标准和检验方法
类别
序号
检查项目
质量标准
单位
检验方法及器具
主控项目
1
原材料、材料制成品的质量☆
必须符合设计要求和现行有关标准的规定
检查出厂证件和检验报告
2
防腐蚀工程养护☆
应符合现行有关标准的规定
检查养护记录
3
基层要求
混凝土或水泥砂浆基层☆
必须坚固、密实,平整,坡度和强度符合设计要求,严禁有地下水渗漏、不均匀沉降;不得有起砂、起壳、裂缝、蜂窝麻面等现象,基层必须干燥,在深为20mm厚度层内,含水率不大于6%
厚度>30
4~6
天然石材
厚度≤30
6~8
厚度>30
10~15
5
块材灰缝宽度
耐酸砖、耐酸耐温砖
厚度≤30
2~3
mm
用钢尺检查
厚度>30
2~4
天然石材
厚度≤30
3~6
厚度>30
6~12
6
铸造用自硬呋喃树脂标准
铸造用自硬呋喃树脂标准JB/T 7527的修订德阳东汽树脂有限公司李小军、马荣华、胡星、江国栋、肖毅、曹赛618201摘要:通过分析当前铸造用自硬呋喃树脂的发展情况、指出标准JB/T 7527(7526)—94存在的问题,提出了问题的解决办法,制订出了标准JB/T 7527—2007的修订版。
关键词:铸造、呋喃树脂、标准、JB/T 7527Revision standard JB/T7527 of self-set furan resin for foundryLi xiaojun Ma ronghua Hu xing Jiang guodong Xiao yi Cao sai(Deyang Dongqi Resin Company Limited)Abstract: The paper point out the problem of the standard JB/T 7527(7526)—94 by analysis of the current development of self-set furan resin for foundry, propose the measures to solve the problem, and evolve revision standard JB/T 7527—2007。
Keywords: foundry furan resin standard JB/T 7527我国从上世纪七十年代开始了对铸造用自硬呋喃树脂的引进和研究推广,到1994年由沈阳铸造研究所牵头制定了JB/T 7527(7526)—94标准,体现了我国在自硬呋喃树脂发展的成就①。
94版标准实行至今,我国出现了如济南圣泉、德阳东汽、苏州兴业等具有自主知识产权专业从事铸造用呋喃树脂产品设计和生产的高新企业。
使得呋喃树脂的技术进步和更新换代速度大大加快。
随着树脂和铸造技术的进步,94版标准已经不能体现我国铸造用呋喃树脂的实际情况。
呋喃树脂自硬砂控制技术
呋喃树脂自硬砂控制技术程利军零正技罗勇广西柳工机械股份有限公司广西柳州545007)摘要本文主要从硅砂的性能要求、造型过程的控制和再生砂的回用等对呋喃树脂自硬砂技术进行了探讨,供广大铸造同行参考。
关键词呋喃树脂自硬砂硅砂造型再生砂在线检测随着中国制造业近几年的长足发展,中国的铸造业也迎来了历史上最好的发展机遇。
目前,我国铸件的产量已连续多年位居世界之首。
呋喃树脂自硬砂工艺由于其生产周期短、铸件表面精度高、铸件质量容易控制、柔性化制造能力高等特点,已经被广泛的应用到机床铸件、耐磨铸件、工程机械铸件等产品中。
而铸造企业能否发挥呋喃树脂自硬砂的特点,有效的提高铸件的质量,这与型砂的控制技术有着密切的关系。
砂型铸造行业公认型砂控制技术、熔炼控制技术和管理水平三者决定了一个铸造厂在市场上的竞争能力,由此可见型砂的控制技术在铸造业中的重要性。
本文就呋喃树脂砂的一些控制技术提出一些个人的观点,希望同行提出批评指正。
1硅砂的技术要求1.1 硅砂的粒度组成硅砂的粒度反映了硅砂的颗粒大小和分布状态。
由于自硬砂强度的获得是依靠呋喃树脂“包覆”硅砂表面形成的高分子链,所以硅砂的粒度越细,从理论上说获得同样强度的树脂消耗量就越大,型砂的成本也就越高,所以在保证铸件不发生粘砂缺陷的前提下,尽可能提高硅砂的粒度。
1.2硅砂的角形系数硅砂的角形系数S=Sw/St图l试样抗拉强度与型砂粒度关系注:实验型砂组成的余量为0.212目以下Sw一硅砂的实际比表面积(cm2/g)St一硅砂的理论比表面积(cm2/g)硅砂的角形系数越小,表面就越园整,同样体积的硅砂表面积越小,硅砂和呋喃树脂的物理和化学结合力就越强,获得同样的抗拉强度需要的树脂消耗量就越低。
作为自硬砂用的硅砂角性系数要求≤1.30,最好≤1.15。
1.3硅砂的加工处理由于天然硅砂有大量直径小于0.02的泥分和一些污染物和一些有碱性的物资,泥分的存在极大的降低了硅砂的粒度组成,提高了树脂的消耗量,同时有碱性的物资在树脂砂硬化过程中消耗了大量的催化剂——对甲苯磺酸等物资,造成砂型硬化很慢甚至不硬化,所以硅砂必须经过擦洗和粒度分选处理。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
编号:GY(T)-417-2013-J
2.质量标准
2.1 外观 铸造用自硬呋喃树脂为淡黄色至棕色透明或半透明均匀液体。
2.2 各种牌号的铸造用呋喃树脂其他有关的性能指标应符合下表的规定。
项目
SQG-300 性能指标
备注
粘度(20℃),mPa·s 密度(20℃),g/cm3
82~101 14
102~125 15
126~151 16
3.3 检查顺序、检查项目、检查方式、检查方法以及判定标准。如下表
顺序 检查项目 检查方式及条件
检查方法 单位判定基准
1
外观
2
性能
n=1 Ac=0 Re=1 查看合格证明书
目测
按 2.1 项 按 2.2 项
注:供方应在每批交货中附质量合格证明书(注明:供方名称、型号、类别、以
游离甲醛含量,% 含氮量,% 水分
工艺试样强度/MPa 保值期
≤25 1.15~1.19
≤0.4 ≤2.5 ≤2.0~6.0 抗拉强度不低于 1.2(24h) 不少于 360 天
检验
查看供方质 量合格证明
3.检查及试验
3.1 检查批量及单位的构成 同一次反应釜产生的树脂作为一个检查批量,以每桶为一个检查单位。
及相应的化学成分等),每半年提供国家或第三方公认试验机构的试验报告。且每个 外包装上应有清晰、牢固的标志,其内容包括:产品名称、标准号、生产厂名称、 地址、注册商标、净含量、生产日期、批号。 4.检查后处理
4.1 合格批次:由质管员填写《进货检验单》并在《进货报检单》上签字确认。 4.2 不合格批次:按《不合格品的控制程序》进行标识,并在《进货报检单》上 填写处理意见。 5.相关文件 (1)《不合格品的控制程序》 (2)JB/T 7526—1994《铸造用自硬呋喃树脂》 6.记录 (1)《进货报检单》 (2)《进货检验单》
3.2 取样方法
如果从铁桶取样时,以桶数为单元数,单元数小于 151 时,取样单元数按下表。 取样时,采样管使用玻璃制品,长度应大于桶高的 2/3,直径自定。将被采样品用人
工摇匀后,每桶采样数量应不少于 100g。
总体物料 单元数
选取的最 小单元数
1~10 全部单元
11~49 11
50~64 12
65~81 13