日常巡检表点检表
热熔机日常保养点检记录表

1、检查焊接机开关、仪表面板。
目测、触摸1次/天2、检查焊接机气源。
目测、触摸1次/天3、检查急停开关、双手启动、手动上升下降按钮。
触摸1次/天4、检查安全光栅。
目测,触摸1次/天5、检查散热风机。
目测,触摸1次/天6、检查气缸。
目测,倾听1次/天7、检查配电箱电器开关状态。
目测、触摸1次/天8、检查温度控制系统。
目测、触摸1次/天9、检查油水分离器。
目测、倾听1次/天10、检查油压缓冲器。
目测、触摸1次/天12326273117181920212223242528293045678910111213滤芯、滤杯干净、压力表指针数值清晰可见、无异响无漏气现象内容方法基准巡检周期固定螺钉、快插接头安装紧固,无松动现象,光栅感应面无附着灰尘杂质风叶转动顺畅,无卡阻现象,有风流上升下降,进气出气正常,磁性开关有效,无异响无漏气现象接头无松动、烧糊发黑现象,线路温度合适,继电器正常吸合,触点无粘连发热板正常发热,温控器可以达到预设温度设备点检保养记录表所有开关、阀门调节旋钮、计时器、计数器、温控器、压力表安装紧固,指示灯亮,数值正常显示气阀打开状态,气管各接头紧固,气枪正常使用无松动漏气,压力表显示值在4MPa-6MPa之间注:点检后,用“√”表示进行了点检,“○”表示休息或放假, “×”表示有异常情况,“△”表示设备停用状态,应在“故障描述及反应计划”栏予以记录。
设备编号设备名称热熔机月份141516无漏油、震动和噪音,安装螺母、内六角螺钉无松动功能正常,安装紧固,线路牢靠巡检人签到:故障描述及反应计划。
天然气站日常点检、巡查记录

2 压力表是否完好,压力是否正常
3 气站内是否整洁
4 气站内不得堆放易燃、易爆或油类物品
5 站周围有有无明显的禁火及安全警示标志
6 阀门启闭灵活,有无损坏现象
7 流量计外表完好无损,运行平稳,无腐蚀锈迹
8 系统运行时,不准敲击、带压修理和紧固
9 巡检是否有异味
10 仪表检定标识是否超期
11 安全阀是否在有效检验期限内
设备位置:□新区
□老区
序 号
点检巡查项目
xxxx股份有限公司 天然气站日常点检、巡查记录
日
期
点检、巡查人:
20 年 月
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
1 消防灭火器是否完好,压力是否正常
12 气站房是否完好
13果合格打(√),不合格打(×)
乙炔瓶日常巡检记录

乙炔钢瓶日常点检记录
点检部门:年月日期/班次
检查项目
1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
每日乙炔钢瓶点检内容
乙炔瓶是否有清晰可见外
表涂色、字样
乙炔瓶体外观无机械性损
伤及严重腐蚀
乙炔瓶瓶帽、瓶阀、防震圈
等安全附件否完好
气瓶应配备专用压力表、减
压阀,乙炔瓶等燃料气瓶应
装有回火防止器
气瓶充装介质和刚印一致
乙炔软管是否无老化,破
裂,油污等现象
用肥皂水涂在钢瓶角阀、减
压阀连接部位、胶管接头、
等部位,如发现某个部位出
现冒泡现象可判断为漏气
巡检人
复核人/日期
异常情况描述:
备注:正常用“√”表示;异常情况用“×”表示,通过维修后恢复正常用“△”表示。
生产、品管每日(日常)报表明细
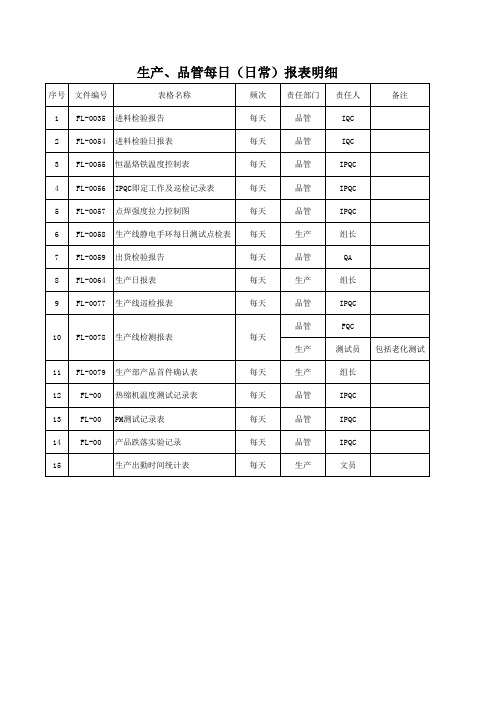
序号 1 2 3 4 5 6 7 8 9 文件编号 FL-0035 FL-0054 FL-0055 FL-0056 FL-0057 FL-0058 FL-0059 FL-0064 FL-0077 表格名称 进料检验报告 进料检验日报表 恒温烙铁温度控制表 IPQC即定工作及巡检记录表 点焊强度拉力控制图 生产线静电手环每日测试点检表 出货检验报告 生产日报表 生产线巡检报表 频次 每天 每天 每天 每天 每天 每天 每天 每天 每天 责任部门 品管 品管 品管 品管 品管 生产 品管 生产 品管 品管 10 FL-0078 生产线检测报表 每天 生产 11 12 13 14 15 FL-0079 FL-00 FL-00 FL-00 生产部产品首件确认表 热缩机温度测试记录表 PM测试记录表 产品跌落实验记录 生产出勤时间统计表 每天 每天 每天 每天 每天 生产 品管 品管 品管 生产 测试员 组长 IPQC IPQC IPQC 文员 包括老化测试 责任ቤተ መጻሕፍቲ ባይዱ IQC IQC IPQC IPQC IPQC 组长 QA 组长 IPQC FQC 备注
控制器功能测试仪点检表
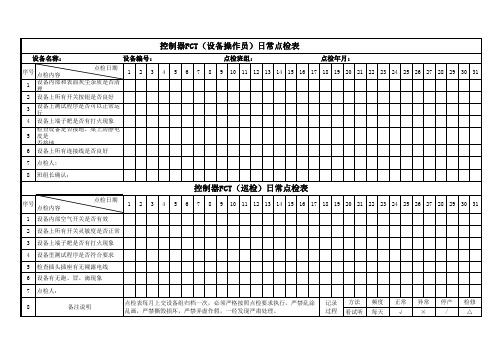
设备名称:
序号 1 2 3 4 5 6 7 8 点检日期 点检内容 设备内部和表面灰尘杂质是否清理 设备上所有开关按钮是否良好 设备上测试程序是否可以正常运行 设备上端子耙是否有打火现象 检查设备是否接地、桌上防静电 皮是 否接地 设备上所有连接线是 7 8 9
点检班组:
点检年月:
10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
控制器FCT(巡检)日常点检表
序号 1 2 3 4 5 6 7 8 点检日期 点检内容 设备内部空气开关是否有效 设备上所有开关灵敏度是否正常 设备上端子耙是否有打火现象 设备里测试程序是否符合要求 检查插头插座有无裸露电线 设备有无跑、冒、滴现象 点检人: 备注说明 点检表每月上交设备组归档一次,必须严格按照点检要求执行,严禁乱涂 乱画,严禁撕毁损坏,严禁弄虚作假,一经发现严肃处理。 记录 过程 方法 看试听 频度 每天 正常 √ 异常 × 停产 / 检修 △ 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 21 22 23 24 25 26 27 28 29 30 31
班组长每日点检表
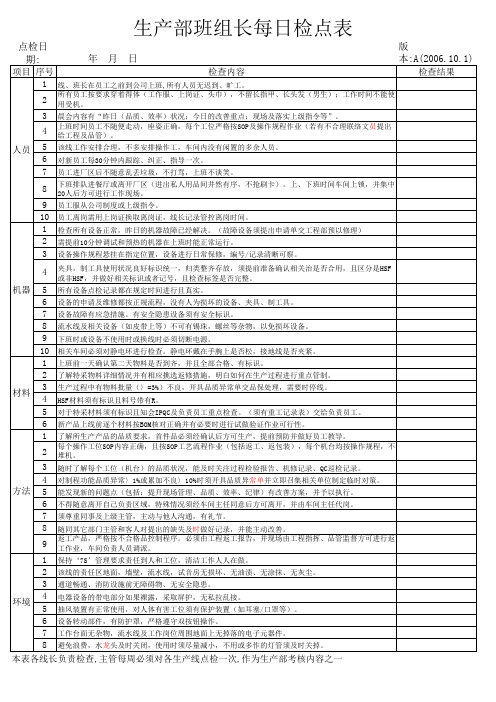
材料 3 生产过程中有物料批量(〉=3%)不良,开具品质异常单交品保处理,需要时停线。 4 HSF材料须有标识且料号带有R。
5 对于特采材料须有标识且知会IPQC及负责员工重点检查。(须有重工记录表)交给负责员工。
6 新产品上线前逐个材料按BOM核对正确并有必要时进行试做验证作业可行性。
1 了解所生产产品的品质要求,首件品必须经确认后方可生产,提前预防并做好员工教导。
1 保持‘7S’管理要求责任到人和工位,清洁工作人人在做。
2 该线的责任区地面,墙壁,流水线,试音房无损坏、无油渍、无涂抹、无灰尘。
3 通道畅通、消防设施前无障碍物、无安全隐患。
环境
4 5
电器设备的带电部分如果裸露,采取屏护,无私拉乱接。 抽风装置有正常使用,对人体有害工位须有保护装置(如耳塞/口罩等)。
8 流水线及相关设备(如皮带上等)不可有锡珠,螺丝等杂物,以免损坏设备。
9 下班时或设备不使用时或换线时必须切断电源。
10 相关车间必须对静电环进行检查。静电环戴在手腕上是否松,接地线是否夹紧。
1 上班前一天确认第二天物料是否到齐,并且全部合格、有标识。
2 了解特采物料详细情况并有相应挑选返修措施,明白如何在生产过程进行重点管制。
4 夹具,制工具使用状况良好标识统一,归类整齐存放,须提前准备确认相关治是否合用,且区分是HSF
或非HSF,并做好相关标识或者记号,且检查标签是否完整。
机器 5 所有设备点检记录都在规定时间进行且真实。
6 设备的申请及维修都按正规流程,没有人为损坏的设备、夹具、制工具。
7 设备故障有应急措施。有安全隐患设备须有安全标识。
2
每个操作工位SOP内容正确,且按SOP工艺流程作业(包括返工、返包装),每个机台均按操作规程,不 堆机。
复合机日常点检表
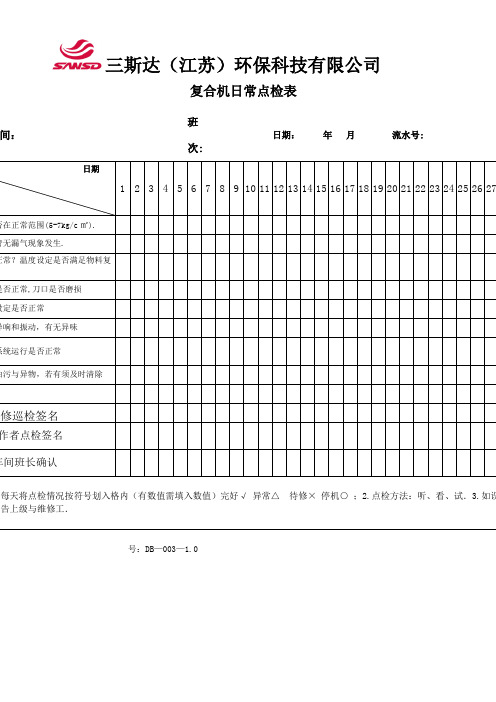
复合机日常点检表
设备型号:所在车间:
班次:
日期: 年 月 流水号:
序号
日期 点检项目
1
2
3
4
5
6
7
8
9
10
11
12
13
14
15
16
17
18
19
20
21
22
23
24
25
26
27
28
29
30
31
1
检查供气压力是否在正常范围(5-7kg/c㎡).
2
各气动装置及气管无漏气现象发生.
3
电加热工作是否正常?温度设定是否满足物料复合要求
4
检查裁断刀工作是否正常,刀口是否磨损
5
上、下压辊调节设定是否正常
6
设备运行中有无异响和振动,有无异味
7
检查送料、收料系统运行是否正常
8
检查机器上有无油污与异物,若有须及时清除
机修巡检签名
操作者点每天将点检情况按符号划入格内(有数值需填入数值)完好√ 异常△ 待修× 停机○ ;2.点检方法:听、看、试.3.如设备点检或运行中发现异常应及时报告上级与维修工.
编号:DB—003—1.0
SMT日常生产巡检表

新产品
程序
程序名使用正确 程序标准库检讨
与《程序列表》,产品名称、版本号一致
新产品
AOI程序检出力试验
后工程反馈不良检讨,定期制作不良板进行检出 力检讨--履历管理
随时
操作员 操作员 操作员
操作员/ 技术员 操作员 操作员
班组长
操作员
操作员 技术员 技术员
技术员
操作员/ 技术员 技术员 技术员 技术员
随时
材料方向、规格正确
随时
贴后确认其它位置有无被碰不良
随时
手贴材料
手补散料由操作人员把每天散料四点之前 收集,写明线别机种,交于资材区分,由QC 散料投入管理台帐建立,作为考核操作员、技术 确认后交班组长安排人员手补,标记,并通 员的标准
随时
知目检重点检查
认真了解机器所提示的报警信息,必要时
停机等故障处理 请技术员协助解决,切勿私自进入程序更
新产品
技术员
开机前2小时安排人员进行锡膏回温
确保机器正常运转时锡膏可以使用
开机前 班组长
使用前确认回温时间达到了2小时以上
回温时间不够会因锡膏流动性不好,导致印刷质量 不好
随时
操作员
添加前要使用自动搅拌机搅拌
保证锡膏的流动性
随时 操作员
MASK上的锡膏量保持在250克(半瓶)左右 太多导致锡滚动性不好,太少导致断锡印刷后少锡 随时 操作员
随时 班组长
发现材料有问题及时报告班组长,由班 长通知QC处理
随时 操作员
样板管理:带有标签,标记版本/变更日期
样品板要保证及时更新,巡检时根据变更履历进 行确认
新产品
班组长
审核
批准
巡检周期 9:00 11:00 14:00 16:00
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
各电气部分 日期 各机械部位 设备本体 润滑 其它: 问询
巡检人 备注 1柜门 2开关 3线路固 4绝缘无 5电机运 1各传动 2联接 3运转平 1完 2机座 各部位 1设备 2设 1设备 2设备 3工艺 关好 灵敏可 定牢靠 破损及 转正常 部位正 件完 稳,无 接地可 无异常 常动作 整无 异常响 缺陷 部件完 好有油 漆现 件 情况 缺陷 无缺陷
1、 2、 填写说 3、 明 4、 5、
异常 情况 描述
设备、 工位; 改善情 况描述
1 2 3 4 5 6 1 2 3
正常情况在方框内画“√”,不正常的在方框内画“×,并在后面的“异常情况描述”认真填写,及时进行维修或保养处理 “询、听、摸、看、闻、查”的方法进行检查,在检查中发现问题及时处理,对影响较大而又难以处理的问题,及时向车间领导报告。 巡检人员根据个人情况灵活掌握,应做到耐心细致、全面周到,不漏掉任何一项内容。 设备技术人员、维修工巡检到某一岗位时,应同该岗位运行人员沟通,了解设备运行信息。 如遇到抢修任务及参加会议无法抽时间巡检的,应在记录簿中注明说明原因。