咬花MT版常用规格表
咬花规格表
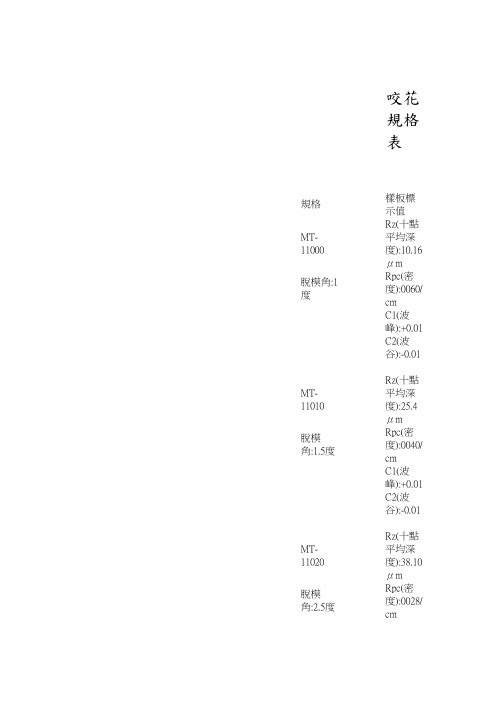
咬花規格表規格樣板標示值MT-11000Rz(十點平均深度):10.16μm脫模角:1度Rpc(密度):0060/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11010Rz(十點平均深度):25.4μm脫模角:1.5度Rpc(密度):0040/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11020Rz(十點平均深度):38.10μm脫模角:2.5度Rpc(密度):0028/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11030Rz(十點平均深度):50.8μm脫模角:3度Rpc(密度):0026/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11040Rz(十點平均深度):76.20μm脫模角:4.5度Rpc(密度):0025/ cmC1(波峰):+0.01 C2(波谷):-0.01MT-11050Rz(十點平均深度):114.3 0μm脫模角:6度Rpc(密度):0015/ cmC1(波峰):+0.01 C2(波谷):-0.01樣板實測值Rz(十點平均深度):8.33μm Rpc(密度):0060/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):19.56μm Rpc(密度):0040/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):28.17μm Rpc(密度):0028/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):42.73μm Rpc(密度):0026/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):56.91μm Rpc(密度):0025/ cmC1(波峰):+0.01 C2(波谷):-0.01Rz(十點平均深度):73.74μm Rpc(密度):0015/ cmC1(波峰):+0.01 C2(波谷):-0.01。
(完整word版)咬花规格
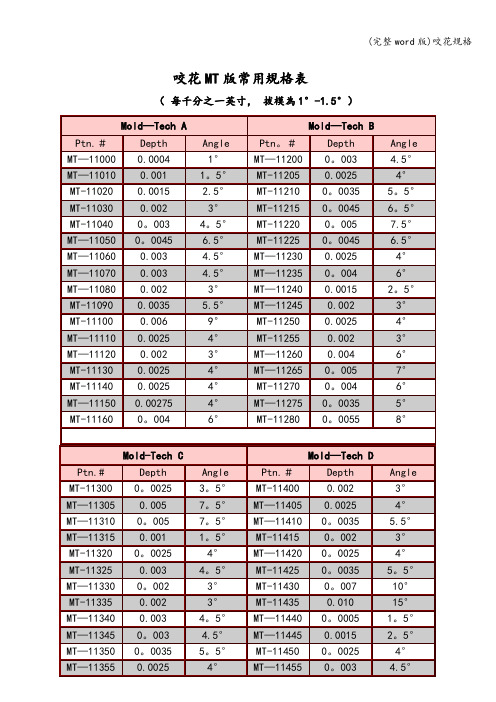
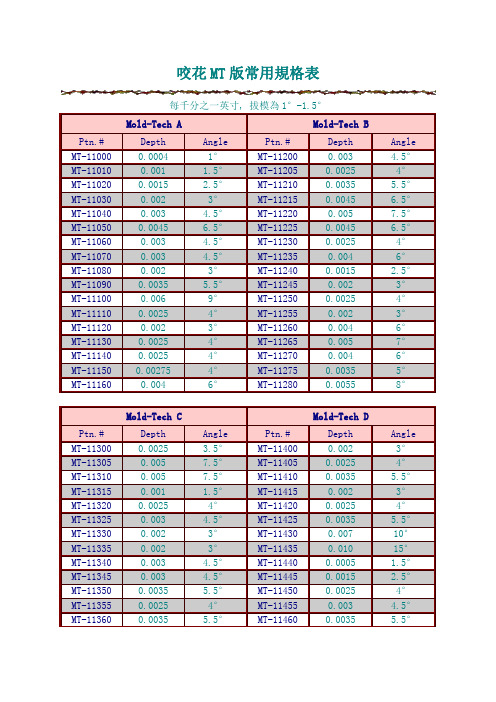
咬花MT版常用規格表
(每千分之一英寸,拔模為1°-1.5°)
模具的表面光潔度
在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求.尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准
SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面
處理材料加工而成。
表面光潔度標准及加工所使用的處理材料 (SPI AR-106)單位:inch 光潔度代號所使用的表面處理材料粗糙度平均Raµ-in
A—1第3級鉆石膏0—1
A-2第6級鉆石膏1—2
A-3第15級鉆石膏2—3
B-1600號砂紙2—3
B—2400號砂紙4—5
B-3320號砂紙9—10
C-1600號油石10-12
C—2400號油石25—28
C-3320號油石38—42
D—1噴11號玻璃珠10—12
D-2噴240號氧化砂26—32
D-3噴24號氧化砂190-230
日本標准
JIS標准是將模具光潔度分為6級.每級所使用的處理材料有其特定規格。
JIS標准
是
使用直徑18mm,硬度由HRC56至60之間的鋼材.再在圓形平面上以下表所列的表面
處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(JIS K 7140) 單位: mm
不同加工方法下所得的表面光潔度范圍。
咬花面拔模标准

咬花面拔模標准一﹐產品外觀面若需咬花﹐我們在拆模時需嚴格按照下面的標准對產品沿脫模方向進行拔模﹐以避免黏模拉傷成品。
(以下為常見兩種版本咬花規格表)咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°Mold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth Angle MT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-11300 0.0025 3.5° MT-11400 0.002 3° MT-11305 0.005 7.5° MT-11405 0.0025 4° MT-11310 0.005 7.5° MT-11410 0.0035 5.5° MT-11315 0.001 1.5° MT-11415 0.002 3° MT-11320 0.0025 4° MT-11420 0.0025 4° MT-11325 0.003 4.5° MT-11425 0.0035 5.5° MT-11330 0.002 3° MT-11430 0.007 10° MT-11335 0.002 3° MT-11435 0.010 15° MT-11340 0.003 4.5° MT-11440 0.0005 1.5° MT-11345 0.003 4.5° MT-11445 0.0015 2.5° MT-11350 0.0035 5.5° MT-11450 0.0025 4° MT-11355 0.0025 4° MT-11455 0.003 4.5° MT-11360 0.0035 5.5° MT-11460 0.0035 5.5° MT-11365 0.0045 7° MT-11465 0.005 7.5° MT-11370 0.004 6° MT-11470 0.002 3° MT-11375 0.004 6° MT-11475 0.002 3° MT-113800.0046°MT-114800.0034.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10 Ptn.# Depth Ptn.#Depth Ptn.# Depth Ptn.# Depth MT229 0.003 MT3250.003 MT588MT980 0.004 MT392 0.004 MT964 0.003 MT888 0.013 MT901 0.003 MT585 0.0035 MT1038 0.002 MT1028 0.0035 MT945 0.0065MT889 0.004 MT1043 0.002 MT1067 0.013 MT970 0.002 MT1013 0.003 MT1170 0.0025 MT1149 0.013 MT972 0.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT973 0.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095 MT974 0.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035 MT978 0.003 MT1068 0.0055 MT1241 0.002 MT1227 0.0035 MT985 0.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095 MT1055-1 0.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013 MT1055-2 0.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003 MT1055-3 0.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035 MT1055-4 0.0075MT11220.0015MT20190.0025MT12340.0035MT1055-50.001MT1127 0.0025 23053 0.002 MT1238 0.0045 MT1055-7 0.0225MT1526 0.0135 23064 0.0015 23031 0.0085 MT1055-8 0.0325MT11260.0065MT20280.0025MT12360.0035MT1055-60.0017 MT11270.0025230530.002MT12380.0045MT1055-70.0225 MT15260.0135230640.0015230310.0085MT1055-80.0325昵宏咬花規格表咬花番號拔模斜度平均值 μ打光程度加工種類HN-DS111° 5 ~ 7800HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320HN-DS04 4.5°38 ~ 43320HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400梨地NO. 12°8~9 #400梨地NO. 2 2.5°15~16#400梨地NO. 33°15~17#400梨地NO. 4 3.5°16~18#400梨地NO. 54°20~23#400梨地NO. 6 4.5°25~30#400梨地NO. 76°40~42#320梨地NO. 86°57~60#320梨地NO. 96°60~66#320S ---半光澤 G ---半光澤NO. 11° 1.7鏡面NO. 31° 1.4鏡面NO. 41° 1.81000 NO. 51° 2.91000 NO. 6 1.5°41000 NO. 7 1.5° 6.5#800 NO. 82°7#800 NO. 9 2.5°7.7#800 NO. 103°10~11#600 NO. 113~4°12~15#600 NO. 124~5°16~18#600S ---半光澤 G ---半光澤 HN20 2.5°12~14#400 HN213°15~17#400 HN223~4°23~25#400 HN234~5°33~37#320 HN244°19~21#320 HN254°23~25#320 HN264°26~30#320 HN275°37~40#320 HN285~6°41~43#320 HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤 G ---半光澤HN10001°4~5#800 HN10011°5~6#800 HN1002 1.5°8~#800 HN10031°3~4#800 HN10041°4~5#800 HN10051° 5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320S ---半光澤 G ---半光澤 HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35 #400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400 HN20202°16~23#400 HN2021 2.5°23~26#400 HN20223°25~27#400 HN20234°30~34#400 HN2024 4.5°42~50#400 HN20255°52~56#400 HN20265°62~70 #400S ---半光澤 G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600每千分之一英寸, 拔模為1°-1.5°二﹐具體實例說明(以電池蓋為例)1. 咬花面拆在母模﹐則沿脫模方向之母模面要按上述標准做拔模角。
咬花介绍

蚀花(咬花) 工艺蚀花(咬花)工艺操作工艺流程简示图↓花纹类别:1、多层次套版皮纹----采用2次以上用上下对版的方法制成,有平面立体皮纹和凹击版立体皮纹。
我厂已有5个层次立体精细皮纹品种,主要用于中高档汽车内饰和皮革制品。
2、多层次叠版花纹----用2次以上的花纹叠加制得。
此类花纹比普通花纹的视觉舒适感明显增加。
主要用于家庭轿车和高级货车的内部装饰和鞋类及居室木纹类装饰。
3、普通花纹----最简单的装饰纹,历史长,品种极多。
但在汽车饰件上尽量使用细岩目纹或粗梨地纹替代,更会显现经济性(模具耐用,吸光吸音性好,花纹维修方便)。
4、细粒纹----在金属面用气体喷散的方法制作耐蚀掩膜,经修版干燥、多次蚀刻制得。
这类花纹应用最广,如家电、电脑、电子产品、汽车内部件表面(吸音)、仪表罩(吸光)、控制面板和排风口等。
5、喷砂纹----在金属面用多棱硬砂加高压气流压出粒状纹,主要用于不重要的塑料件表面。
6、文字图案----可制得凹击文字、图案和商标等。
深度可达1mm(视字型笔划)。
7、花纹修补----我厂具有精湛的花纹修补技术,无论国内国外的模具花纹(包括多层次立体皮纹)一般都可以修复,大部分的电焊疤也能修复。
咬花MT版常用規格表( 每千分之一英寸, 拔模為1°-1.5°)模具的表面光潔度在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求。
尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(SPI AR-106) 單位:inch(ii) 日本標准JIS標准是將模具光潔度分為6級。
表面处理

咬花MT版常用規格表每千分之一英寸, 拔模為1°-1.5°Mold-Tech A Mold-Tech BPtn.# Depth Angle Ptn.# Depth AngleMT-11000 0.0004 1°MT-11200 0.003 4.5°MT-11010 0.001 1.5°MT-11205 0.0025 4°MT-11020 0.0015 2.5°MT-11210 0.0035 5.5°MT-11030 0.002 3°MT-11215 0.0045 6.5°MT-11040 0.003 4.5°MT-11220 0.005 7.5°MT-11050 0.0045 6.5°MT-11225 0.0045 6.5°MT-11060 0.003 4.5°MT-11230 0.0025 4°MT-11070 0.003 4.5°MT-11235 0.004 6°MT-11080 0.002 3°MT-11240 0.0015 2.5°MT-11090 0.0035 5.5°MT-11245 0.002 3°MT-11100 0.006 9°MT-11250 0.0025 4°MT-11110 0.0025 4°MT-11255 0.002 3°MT-11120 0.002 3°MT-11260 0.004 6°MT-11130 0.0025 4°MT-11265 0.005 7°MT-11140 0.0025 4°MT-11270 0.004 6°MT-11150 0.00275 4°MT-11275 0.0035 5°MT-11160 0.004 6°MT-11280 0.0055 8°Mold-Tech C Mold-Tech DPtn.# Depth Angle Ptn.# Depth AngleMT-11300 0.0025 3.5°MT-11400 0.002 3°MT-11305 0.005 7.5°MT-11405 0.0025 4°MT-11310 0.005 7.5°MT-11410 0.0035 5.5°MT-11315 0.001 1.5°MT-11415 0.002 3°MT-11320 0.0025 4°MT-11420 0.0025 4°MT-11325 0.003 4.5°MT-11425 0.0035 5.5°MT-11330 0.002 3°MT-11430 0.007 10°MT-11335 0.002 3°MT-11435 0.010 15°MT-11340 0.003 4.5°MT-11440 0.0005 1.5°MT-11345 0.003 4.5°MT-11445 0.0015 2.5°MT-11350 0.0035 5.5°MT-11450 0.0025 4°MT-11355 0.0025 4°MT-11455 0.003 4.5°MT-11360 0.0035 5.5°MT-11460 0.0035 5.5°MT-11365 0.0045 7°MT-11465 0.005 7.5°MT-11370 0.004 6°MT-11470 0.002 3°MT-11375 0.004 6°MT-11475 0.002 3°MT-11380 0.004 6°MT-11480 0.003 4.5°Plaque #6 Plaque #7 Plaque #8 Plaque #10Ptn.# Depth Ptn.# Depth Ptn.# Depth Ptn.# DepthMT229 0.003 MT325 0.003 MT588 0.0085 MT 980 0.004MT392 0.004 MT964 0.003 MT888 0.013 MT9 01 0.003MT585 0.0035 MT1038 0.002 MT1028 0.0035MT945 0.0065MT889 0.004 MT1043 0.002 MT1067 0.013 M T970 0.002MT1013 0.003 MT1170 0.0025 MT1149 0.013MT972 0.0025MT1015 0.0055 MT1192 0.0015 MT1153 0.0075 MT973 0.0035MT1039 0.003 MT1239 0.003 MT1211 0.0095MT974 0.0025MT1055 0.0055 MT1240 0.003 MT1226 0.0035MT978 0.003MT1068 0.0055 MT1241 0.002 MT1227 0.0035MT985 0.0025MT1070 0.007 MT1242 0.002 MT1228 0.0095MT1055-1 0.0001MT1074 0.0055 MT1243 0.002 MT1230 0.013MT1055-2 0.0045MT1129 0.003 MT1244 0.0025 MT1232 0.003MT1055-3 0.0005MT1159 0.008 MT1250 0.003 MT1233 0.0035MT1055-4 0.0075MT1122 0.0015 MT2019 0.0025 MT1234 0.0035 MT1055-5 0.001MT1125 0.006 MT2020 0.002 MT1235 0.0035MT1055 0.0015MT1126 0.0065 MT2028 0.0025 MT1236 0.0035 MT1055-6 0.0017MT1127 0.0025 23053 0.002 MT1238 0.0045 M T1055-7 0.0225MT1526 0.0135 23064 0.0015 23031 0.0085昵宏咬花規格表咬花番號拔模斜度平均值μ打光程度加工種類HN-DS11 1° 5 ~ 7 800 噴砂咬花HN-DS12 1.5°10 ~ 13 600 ~ 800HN-DS13 2°12 ~ 15 600 ~ 800HN-DS14 2°13 ~ 19 600 ~ 800HN-DS01 3°25 ~ 30 320HN-DS02 4°35 ~ 40 320HN-DS03 4°36 ~ 42 320 化學咬花HN-DS04 4.5°38 ~ 43 320HN-DS05 1.5°9 ~ 13 800HN-DS06 2°14 ~ 19 800HN-DS07 2.5°19 ~ 24 600HN-DS08 3°25 ~ 30 400梨地NO. 1 2°8~9 #400梨地NO. 2 2.5°15~16 #400梨地NO. 3 3°15~17 #400梨地NO. 4 3.5°16~18 #400梨地NO. 5 4°20~23 #400梨地NO. 6 4.5°25~30 #400梨地NO. 7 6°40~42 #320梨地NO. 8 6°57~60 #320梨地NO. 9 6°60~66 #320S ---半光澤G ---半光澤NO. 1 1° 1.7 鏡面NO. 2 1° 1 鏡面NO. 3 1° 1.4 鏡面NO. 4 1° 1.8 1000NO. 5 1° 2.9 1000NO. 6 1.5° 4 1000NO. 7 1.5° 6.5 #800NO. 8 2°7 #800NO. 9 2.5°7.7 #800NO. 10 3°10~11 #600NO. 11 3~4°12~15 #600S ---半光澤G ---半光澤HN20 2.5°12~14 #400 HN21 3°15~17 #400 HN22 3~4°23~25 #400 HN23 4~5°33~37 #320 HN24 4°19~21 #320 HN25 4°23~25 #320 HN26 4°26~30 #320 HN27 5°37~40 #320 HN28 5~6°41~43 #320 HN29 5~6°45~50 #320 HN30 6°58~63 #320 HN31 6°65~73 #320S ---半光澤G ---半光澤HN1000 1°4~5 #800 HN1001 1°5~6 #800 HN1002 1.5°8~ #800 HN1003 1°3~4 #800 HN1004 1°4~5 #800 HN1005 1°5~6 #800 HN1006 2°10~11 #600 HN1007 2.5°12~13 #600 HN1008 3°17~19 #600 HN1009 1.5°6~7 #600 HN1010 2°7~8 #600 HN1011 3°13~14 #600 HN1012 3.5°25~27 #400 HN1013 4°33~37 #400 HN1014 5°43~50 #400 HN1015 3°19~21 #400 HN1016 4°32~~33 #320 HN1017 5°36~~38 #320 S ---半光澤G ---半光澤HN2000 1.5°8~9 #600 HN2001 2°13~15 #600 HN2002 2.5°22~34 #400 HN2003 3.5°40~44 #400 HN2004 4°44~47 #400 HN2005 5.5°61~65 #400 HN2006 5.5°60~63 #400 HN2007 5°61~64 #400 HN2008 5°63~66 #400 HN2009 3°33~35 #400HN2011 2°20~21 #400 HN2012 3°28~32 #400 HN2013 3.5°30~35 #400 HN2014 2.5°19~22 #400 HN2015 2.5°25~29 #400 HN2016 3°33~38 #400 HN2017 4°38~41 #400 HN2018 4°50~58 #400 HN2019 5°70~75 #400 HN2020 2°16~23 #400 HN2021 2.5°23~26 #400 HN2022 3°25~27 #400 HN2023 4°30~34 #400 HN2024 4.5°42~50 #400 HN2025 5°52~56 #400 HN2026 5°62~70 #400 S ---半光澤G ---半光澤HN3000 1.5°4~5 #800 HN3001 1.5°5~6 #800 HN3002 1.5°7~9 #800 HN3003 2.5°8~11 #800 HN3004 3°10~15 #600 HN3005 3°16~18 #600 HN3006 3.5°17~20 #600 HN3007 1.5°7~9 #600 HN3008 2°9~11 #600 HN3009 2.5°12~14 #600 HN3010 2.5°15~18 #600 HN3011 3°18~22 #600 HN3012 3.5°24~28 #600 HN3013 3.5°27~31 #600 S ---半光澤G ---半光澤每千分之一英寸, 拔模為1°-1.5°夏米尔机火花纹的表面粗糙度:VDI0 Ra0.1VDI4 Ra0.16VDI8 Ra0.25VDI10 Ra0.32VDI12 Ra0.40VDI14 Ra0.50VDI18 Ra0.80VDI20 Ra1.0VDI22 Ra1.26VDI24 Ra1.62VDI26 Ra2.0VDI28 Ra2.5VDI30 Ra3.2。
3产品蚀纹与拔模角关系
G ---半光澤
G ---半光澤
HN26 HN27 HN28 HN29 HN30 HN31 HN1000 HN1001 HN1002 HN1003 HN1004 HN1005 HN1006 HN1007 HN1008 HN1009 HN1010 HN1011 HN1012 HN1013 HN1014 HN1015 HN1016 HN1017 HN2000 HN2001 HN2002 HN2003 HN2004 HN2005 HN2006 HN2007 HN2008 HN2009 HN2010 HN2011 HN2012 HN2013
昵宏咬花規格表
咬花番號 HN-DS11 HN-DS12 HN-DS13 拔模斜度 1° 1.5° 2° 平均值 μ 5 ~ 7 10 ~ 13 12 ~ 15 打光程度 800 600 ~ 800 600 ~ 800 加工種類
噴砂咬花
HN-DS14 HN-DS01 HN-DS02 HN-DS03 HN-DS04 HN-DS05 HN-DS06 HN-DS07 HN-DS08 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. 梨地 NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. NO. HN20 HN21 HN22 HN23 HN24 HN25 1 2 3 4 5 6 7 8 9 10 11 12 1 2 3 4 5 6 7 8 9
0.005 0.002 0.002 0.003 Plaque Ptn.# MT980 MT901 MT945 MT970 MT972 MT973 MT974 MT978 MT985 MT1055-1 MT1055-2 MT1055-3 MT1055-4 MT1055-5 MT1055 MT1055-6 MT1055-7
(完整版)咬花标准

(完整版)咬花标准蚀纹标准一.Mold-T echMold-Tech A Mold-Tech BPtn.#Depth Angle Ptn.#Depth AngleMT-110000.00041°MT-112000.003 4.5°MT-110100.001 1.5°MT-112050.00254°MT-110200.0015 2.5°MT-112100.0035 5.5°MT-110300.0023°MT-112150.0045 6.5°MT-110400.003 4.5°MT-112200.0057.5°MT-110500.0045 6.5°MT-112250.0045 6.5°MT-110600.003 4.5°MT-112300.00254°MT-110700.003 4.5°MT-112350.0046°MT-110800.0023°MT-112400.0015 2.5°MT-110900.0035 5.5°MT-112450.0023°MT-111000.0069°MT-112500.00254°MT-111100.00254°MT-112550.0023°MT-111200.0023°MT-112600.0046°MT-111300.00254°MT-112650.0057°MT-111400.00254°MT-112700.0046°MT-111500.002754°MT-112750.00355°MT-111600.0046°MT-112800.00558°Mold-Tech C Mold-Tech DPtn.#Depth Angle Ptn.#Depth AngleMT-113000.0025 3.5°MT-114000.0023°MT-113050.0057.5°MT-114050.00254°MT-113100.0057.5°MT-114100.0035 5.5°MT-113150.001 1.5°MT-114150.0023°MT-113200.00254°MT-114200.00254°MT-113250.003 4.5°MT-114250.0035 5.5°MT-113300.0023°MT-114300.00710°MT-113350.0023°MT-114350.01015°MT-113400.003 4.5°MT-114400.0005 1.5°MT-113450.0034.5°MT-114450.0015 2.5°MT-113500.00355.5°MT-114500.00254°MT-113550.00254°MT-114550.003 4.5°MT-113600.0035 5.5°MT-114600.0035 5.5°MT-113650.00457°MT-114650.0057.5°MT-113700.0046°MT-114700.0023°MT-113750.0046°MT-114750.0023°MT-113800.0046°MT-114800.003 4.5°Plaque #6Plaque #7Plaque #8Plaque #10Ptn.#Depth Ptn.#Depth Ptn.#Depth Ptn.#Depth MT2290.003MT3250.003MT5880.0085MT9800.004MT3920.004MT9640.003MT8880.013MT9010. 003MT5850.0035MT10380.002MT10280.0035MT9450.0065MT8890.004MT10430.002MT10670.013MT9700.002MT10130.003MT11700.0025MT11490.013MT9720.0025MT10150.0055MT11920.0015MT11530.0075MT9730.0035MT10390.003MT12390.003MT12110.0095MT9740.0025MT10550.0055MT12400.003MT12260.0035MT9780.003MT10680.0055MT12410.002MT12270.0035MT9850.0025MT10700.007MT12420.002MT12280.0095MT1055-10.0001MT10740.0055MT12430.002MT12300.013MT1055-20.0045MT11290.003MT12440.0025MT12320.003MT1055-30.0005MT11590.008MT12500.003MT12330.0035MT1055-40.0075MT11220.0015MT20190.0025MT12340.0035MT1055 -50.001MT11250.006MT20200.002MT12350.0035MT10550.0015MT11260.0065MT20280.0025MT12360.0035MT1055 -60.0017MT11270.0025230530.002MT12380.0045MT1055-70.0225MT15260.0135230640.0015230310.0085二.昵宏咬花番號拔模斜度平均值μ打光程度加工種類HN-DS111° 5 ~ 7800噴砂咬花HN-DS12 1.5°10 ~ 13600 ~ 800HN-DS132°12 ~ 15600 ~ 800HN-DS142°13 ~ 19600 ~ 800HN-DS013°25 ~ 30320HN-DS024°35 ~ 40320HN-DS034°36 ~ 42320化學咬花HN-DS04 4.5°38 ~ 43320 HN-DS05 1.5°9 ~ 13800HN-DS062°14 ~ 19800HN-DS07 2.5°19 ~ 24600HN-DS083°25 ~ 30400三.梨地梨地NO.12°8~9#400梨地NO.2 2.5°15~16#400梨地NO.33°15~17#400梨地NO.4 3.5°16~18#400梨地NO.54°20~23#400梨地NO.6 4.5°25~30#400梨地NO.76°40~42#320梨地NO.86°57~60#320梨地NO.96°60~66#320S ---半光澤G ---半光澤NO.11° 1.7鏡面NO.21°1鏡面NO.31° 1.4鏡面NO.41° 1.81000NO.51° 2.91000NO.6 1.5°41000NO.7 1.5° 6.5#800NO.82°7#800NO.9 2.5°7.7#800NO.103°10~11#600NO.113~4°12~15#600NO.124~5°16~18#600S ---半光澤G ---半光澤HN20 2.5°12~14#400HN213°15~17#400HN223~4°23~25#400HN234~5°33~37#320HN244°19~21#320HN254°23~25#320HN264°26~30#320HN275°37~40#320HN295~6°45~50#320 HN306°58~63#320 HN316°65~73#320S ---半光澤G ---半光澤HN10001°4~5#800HN10011°5~6#800HN1002 1.5°8~#800 HN10031°3~4#800HN10041°4~5#800HN10051°5~6#800 HN10062°10~11#600 HN1007 2.5°12~13#600 HN10083°17~19#600 HN1009 1.5°6~7#600 HN10102°7~8#600HN10113°13~14#600 HN1012 3.5°25~27#400 HN10134°33~37#400 HN10145°43~50#400 HN10153°19~21#400 HN10164°32~~33#320 HN10175°36~~38#320 S ---半光澤G ---半光澤HN2000 1.5°8~9#600 HN20012°13~15#600 HN2002 2.5°22~34#400 HN2003 3.5°40~44#400 HN20044°44~47#400 HN2005 5.5°61~65#400 HN2006 5.5°60~63#400 HN20075°61~64#400 HN20085°63~66#400 HN20093°33~35#400 HN2010 3.5°43~46#400 HN20112°20~21#400 HN20123°28~32#400 HN2013 3.5°30~35#400 HN2014 2.5°19~22#400 HN2015 2.5°25~29#400 HN20163°33~38#400 HN20174°38~41#400 HN20184°50~58#400 HN20195°70~75#400HN2021 2.5°23~26#400HN20223°25~27#400HN20234°30~34#400HN2024 4.5°42~50#400HN20255°52~56#400HN20265°62~70#400S ---半光澤G ---半光澤HN3000 1.5°4~5#800HN3001 1.5°5~6#800HN3002 1.5°7~9#800HN3003 2.5°8~11#800HN30043°10~15#600HN30053°16~18#600HN3006 3.5°17~20#600HN3007 1.5°7~9#600HN30082°9~11#600HN3009 2.5°12~14#600HN3010 2.5°15~18#600HN30113°18~22#600HN3012 3.5°24~28#600HN3013 3.5°27~31#600S ---半光澤G ---半光澤四.相关术语咬花、蚀纹、晒文,其实质就是同一种工艺。
咬花规格

咬花MT版常用規格表( 每千分之一英寸, 拔模為1°-1.5°)模具的表面光潔度在製造模具時必須注意到在模具的不同部位,其所要求的表面加工后的光潔度也隨之改變。
而注塑時塑料所接觸到的模具表面,客戶一般都會有指定要求。
尤以注塑透明塑料的產品,表面光澤是會對產品的賣相和價值有著正面的影響。
( i ) 美國標准SPI 將模具光潔度分為12級不同標准。
每種光潔度所使用的處理材料都不同SPI標准是使用厚3/8 in,直徑1 in的H-13鋼料。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料 (SPI AR-106)單位:inch光潔度代號所使用的表面處理材料粗糙度平均Raµ-inA-1第3級鉆石膏0-1A-2第6級鉆石膏1-2A-3第15級鉆石膏2-3B-1600號砂紙2-3B-2400號砂紙4-5B-3320號砂紙9-10C-1600號油石10-12C-2400號油石25-28C-3320號油石38-42D-1噴11號玻璃珠10-12D-2噴240號氧化砂26-32D-3噴24號氧化砂190-230(ii) 日本標准JIS標准是將模具光潔度分為6級。
每級所使用的處理材料有其特定規格。
JIS標准是使用直徑18mm,硬度由HRC56至60之間的鋼材。
再在圓形平面上以下表所列的表面處理材料加工而成。
表面光潔度標准及加工所使用的處理材料(JIS K 7140) 單位: mm不同加工方法下所得的表面光潔度范圍面研磨超聲波加工鉆石膏研磨噴砂滾筒磨光火焰切割VDI 3400 欧洲纹路标准。