常用冷、热作模具钢化学成分表
8.1冷作模具钢的特征及制造工艺

冷作模具钢的特征及制造工艺
冷作模具钢的特征及制造工艺
一、概论 冷作模具钢在紧固件行业中应用量最多,它广泛 用于冲裁,拉深,冷镦,滚丝等工序。冷作模具的材 料应具有高的硬度,强度和耐磨性,足够的韧度和较 小的热处理变形量。因此,冷作模具应在淬火回火后 的组织中有一定量的剩余碳化物,并要求分布均匀, 形态圆整,细密马氏体针要均匀,细小,弥散。对于 形状简单的小型工模具,可选用碳素工具钢;精度要求 较高的中小型工模具,可选用低合金工模具钢,如 CrWMn ,9S iCr,GD钢等,对于要求淬透性好,而且 具有高硬度,高强度,高耐磨,高承载能力的大中型 模具,应选用高铬钢,高速钢,基体钢等来制作。 冷作模具服役后条件 经常承受冲击、磨损、弯曲、 剪切,因此,要求其材料应具备优良的强韧性。为了 满足某些工模具的比较苛刻的使用要求,对不同材料 的工模具的热处理工艺和组织应有一些特殊的要求, 以便进一步改进工模具的性能,提高其使用寿命。
冷作模具钢的特征及制造工艺
3. 热处理 a 、应采用合理的工艺,减小模具热处理变形(一般采 用多段加热工艺,同时防止淬火开裂),同时考虑 所采用的热处理方式,应避免合金元素的蒸发,在 材料淬透性允许的条件下,尽可能采用真空热处理 气淬技术,减小热处理变形,避免热处理后较大的 加工余量,导致表面过热,影响模具寿命,但对淬 硬性较差材料或高温下易挥发元素的材料,如含高 Ni 等,宜采用盐熔热处理。 b、 推荐采用高浓度渗碳热处理技术,积极参加应用渗 碳技术,阻止模具表面脱碳,同时提高表面耐磨性, 并利用渗碳淬火后表面形成高压应力,提高模具的 疲劳抗力。
冷作模具钢的特征及制造工艺
GM钢 其牌号为Cr6W3MoZV2钢,它是制作精密,耐磨, 高寿命冷作模具的莱氏体钢,由于GM钢的碳,铬,钼含量相 对比较低,因此其碳化物带状分布倾向较轻微,GM钢锻后 要及时进行球化退火,以利后继的机械加工.推荐采用的淬 火工艺为:1100~1160℃加热油冷淬火或分级淬 火,520~560℃回火三次,硬度为65HRC.GM钢在冷冲模,多 功位级进模,滚丝模,切边模等领域使用,寿命都有大幅提高. 10. CrWMn钢 CrWMn的淬透性极好,工件直径小于50mm 时能在硝盐中淬透,淬火加热时晶粒长大倾向低,淬火后的 残余奥氏体较多,淬火变形小.因钨和铬都是碳化物形成元 素碳化物的熔点高,因此淬火回火后的剩余碳化物较多,使 硬度提高,但钢的碳化物不均匀性也比较严重,常常是造成 模具失效的主要原因. 9.
5CrMnMo热作模具钢

5CrMnMo 热作模具钢热作模具钢热作模具钢分类热作模具有锤锻模、压力机锻模、压铸模、热挤压模、热剪切模等。
热轧辊也可归入此类。
热作模具工作条件比冷作模具更加苛刻,受冷热反复作用,因此对模具钢的性能要求更高。
热作模具钢大体可分为高韧性和高耐热性两类。
高韧性模具钢大多用于热锻模;对于大型锤锻模,可选用在5CrNiMo基本成分上适当增加Cr、Ni、Mo、V 含量的钢种。
高耐热性模具钢可按工作温度的不同要求来选用。
对于在500~650℃使用的模具,可选用在Cr系、模具钢基础上适当增加Mo、V等二次硬化元素的钢种,如3Cr3Mo3W2V、5Cr4W5Mo2V等新型模具钢。
对于700℃以上使用的模具,可选用奥氏体耐热钢,也可选用节镍的CrMn系或CrMnNi奥氏体钢添加Mo、V等元素的钢种。
近年来发展的高铬(含Cr质量分数8%~13%)的CrNiMoV系模具钢,可提高钢的晶界抗氧性能,减少因晶界氧化而形成微裂纹。
常用热作模具用钢举例模具类型工作条件推荐用钢锤锻模整体模具 5CrMnMo,5CrNiMo,4CrMnSiMoV,5Cr2NiMoV镶块 4Cr5MoSiV1,3Cr2W8V,3Cr3Mo3W2V,4CrMnSiMoV压力机锻模整体模具 5CrNiMo,5CrMnMo,4CrMnSiMoV,4Cr5MoSiV,4Cr5W2SiV,3Cr3Mo3W2V镶拼模具镶块 4Cr5MoSiV1,4Cr5MoSiV,4Cr5W2SiV,5Cr4W2模体 5CrMnMo,5CrNiMo,4Cr2MnSiMoV热顶锻模 - 3Cr2W8V,5Cr4Mo2W2SiV,4Cr5MoSiV,5CrNiMo高速锤锻模 5CrNiMo,4Cr5MoSiV1,4Cr5MoSi热挤压模轻金属及其合金、钢及其合金的凹模、冲头、管材挤压芯棒、穿孔芯棒等5CrNiMo,3Cr2W8V,3Cr3Mo3W2V,5Cr4Mo2W2SiV,4Cr5MoSiV,4CrMnSiMoV,4Cr5MoSiV1温热挤压模 - W18Cr4V,W6Mo5Cr4V2,6W6Mo5Cr4V,6Cr4W3Mo2VNb热剪切模 - 5CrNiMo,4CrMnSiMoV,4Cr5MoSiV1,6W6Mo5Cr4V,W6Mo5Cr42 中、小型热轧工作辊 - 60CrMo,50CrNiMo,50CrMnMo,9Cr,70Cr3Mo,60CrNiMo,60CrMn高韧性热作模具钢常用的高韧性热模钢在合金工具钢标准中列入的有5CrNiMo、5CrMnMo、4CrMnSiMoV三种,试用较好的钢号有5Cr2NiMoVSi、45Cr2NiMoVSi、3Cr2WMoVNi 等。
模具钢对照表
模具钢对照表
以下是一些常见的模具钢及其特性:
1. 4Cr13:这是马氏体不锈钢,具有良好的硬度和耐腐蚀性,主要用于塑料模具。
2. 5CrNiMo:这种合金工具钢具有优良的韧性、耐磨性和淬透性,广泛用于制造铝、铜等有色金属的压铸模具。
3. 8Cr2MnWMoVS:这是一种高强度、高耐磨性的工具钢,适用于制造复杂、高精度的冷挤压模具。
4. Cr12:这是一种高碳高铬钢,具有高耐磨性、高强度和高韧性,适用于制造各种冷作模具。
5. S136:这是一种高级进口钢材,具有高镜面抛光性能,硬度一般为HB,粗加工后需进行真空淬火及回火处理,硬度一般为HRC40-50。
6. P20或P20+Ni类钢材:这类钢材是预硬状态,主要用于小型、精密模具的型腔和型芯。
请注意,选择合适的模具钢需要根据具体的应用场景和需求来决定。
冷作模具钢概述
冷作模具钢概述一、损伤形式与性能要求模具用于冷加工时,加工对象材料处于常温状态。
模具大致分为冲模和锻模,并根据所受载荷形式又分为成形加工(造型)、剪切加工(冲裁)、弯曲加工、拉深加工、压缩加工。
无论哪种加工方式,模具所受作用力都分为压缩应力、拉伸应力和剪切应力,结果因磨损、粘附、崩角甚至开裂导致模具失效的实例较多。
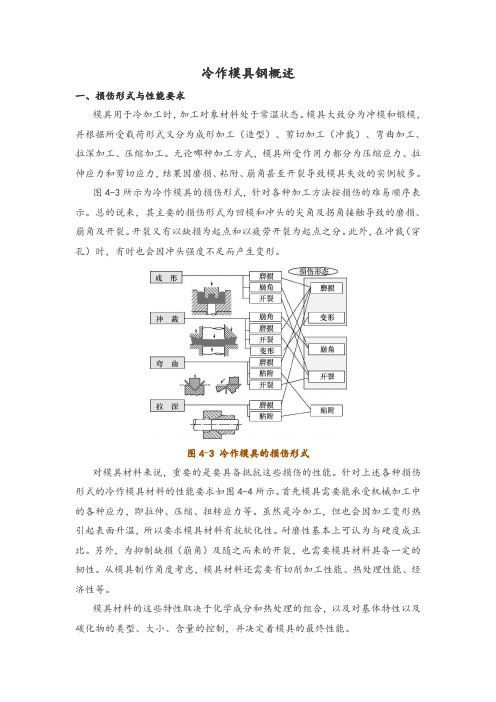
图4-3所示为冷作模具的损伤形式,针对各种加工方法按损伤的难易顺序表示。
总的说来,其主要的损伤形式为凹模和冲头的尖角及拐角接触导致的磨损、崩角及开裂。
开裂又有以缺损为起点和以疲劳开裂为起点之分。
此外,在冲裁(穿孔)时,有时也会因冲头强度不足而产生变形。
图4-3 冷作模具的损伤形式对模具材料来说,重要的是要具备抵抗这些损伤的性能。
针对上述各种损伤形式的冷作模具材料的性能要求如图4-4所示。
首先模具需要能承受机械加工中的各种应力,即拉伸、压缩、扭转应力等。
虽然是冷加工,但也会因加工变形热引起表面升温,所以要求模具材料有抗软化性。
耐磨性基本上可认为与硬度成正比。
另外,为抑制缺损(崩角)及随之而来的开裂,也需要模具材料具备一定的韧性。
从模具制作角度考虑,模具材料还需要有切削加工性能、热处理性能、经济性等。
模具材料的这些特性取决于化学成分和热处理的组合,以及对基体特性以及碳化物的类型、大小、含量的控制,并决定着模具的最终性能。
图4-4 冷作模具材料的性能要求二、冷作模具钢的化学成分与性能定位主要冷作模具钢的化学成分及热处理性能分别见表4-8及表4-9。
其中包括了富有代表性的JIS钢种及其改善钢种。
另外,各厂家的冷作模具钢牌号对照表见表4-10[5]。
再有,高速工具钢在冷作模具及热作模具中均有使用,因此将其对照表列于表4-11[6]。
这些钢的性能定位如图4-5所示,即以强度、耐磨性及与其性能相反的韧性为坐标,对各钢种进行了定位。
一般而言,硬度和耐磨性越高,则韧性越有降低的倾向,亦即右侧下滑倾向。
然而,有些独特的钢种即使在同等硬度下也会显现出较高的韧性。
常用模具钢对照表

锌、铝、镁及其合金压铸模
HY45
C1045
CK40
JIS.S45C
45#
HB165-220
C碳
Si矽
Mn锰
0.45
0.3
0.8
普通碳素结构钢
一般注塑模,模架,机械零件
HY50
C1045
CK53
JIS.S50C
50#
HB170-225
C碳
Si矽
Mn锰
0.5
0.35
0.8
优质碳素结构钢
适用塑胶模,模架
HY55
C1045
CK56
JIS.S55C
55#
HB175-230
C碳
Si矽
Mn锰
0.55
0.4
0.8
高普通碳素结构钢
适用于大型模架,一般要求大型模具
常用模具钢对照表
HY20
P20
1.2311
618
3Cr2Mo
HB280-320
C碳Cr铬Mn锰Mo钼S硫Si矽
0.382.01.50.20.0280.3
预硬塑胶模钢
一般要求的大小塑胶塑模具,内模件,可电蚀操作
HY18
P20+Ni
1.2738
718H
3Cr2Ni1Mo
HB290-330
C碳Si矽Cr铬Ni镍Mn锰Mo钼
0.380.32.01.01.50.2
预硬纯洁均匀,含镍约1.0%
高要求塑胶模具,尤其适合电蚀操作
HY36
420
1.2083
S136H
4Cr13V
HB300-350
C碳Si矽Cr铬Mn锰V钒
0.380.813.60.50.3
常用模具钢材资料
塑胶模具钢之培训第一节钢的分类与组成:钢按化学成分分为非合金钢、低合金钢、合金钢三大类,非合金钢是指钢中各元素含量低于规定值的铁碳合金,即碳素钢。
一、钢料的化学成份:钢材的质量及性能是根据需要而确定的,不同的需要,要有不同的元素含量.1)碳(C):钢中含碳量增加,屈服点和抗拉强度升高,但塑性、韧性和冲击性降低,当碳量0.23%超过时,钢的焊接性能变坏,因此,用于焊接的低合金结构钢,含碳量一般不超过0.20%。
碳量超过0.6%以上对淬火硬度不会再增大,惟碳化物的增加量的增加其磨耗性增大;碳量高还会降低钢的耐大气腐蚀能力,在露天料场的高碳钢就易锈蚀;此外,碳能增加钢的冷脆性和时效敏感性。
2)硅(Si):可以提高钢的硬度,在调质结构钢中加入1.0-1.2%的硅,强度可提高15-20%。
但是可塑性和韧性下降.碳素工具钢Si元素增多,增大在低温回火之冲击抵抗,但易脆化,有害其可锻性。
且增加添加量,则耐酸化性会增强。
碳素钢中硅的质量分数不应超过0.4%。
电工用的含有硅1-4%的低碳钢,具有极高的导磁率,能改善软磁性能.用于电器工业做硅钢片。
硅比锰具有较强的脱氧能力;在炼钢过程中加硅作为还原剂和脱氧剂,所以镇静钢含有0.15-0.30%硅。
如果钢中含硅量超过0.50-0.60%,硅就算合金元素。
硅能显着提高钢的弹性极限,屈服点和抗拉强度,故广泛用于作弹簧钢。
硅和钼、钨、铬等结合,有提高抗腐蚀性和抗氧化的作用,可制造耐热钢。
硅量增加,会降低钢的焊接性能。
3)锰(Mn):锰是一种有益元素,在炼钢过程中,锰是良好的脱氧剂和脱硫剂,可消除钢中FeO夹杂物,降低钢的脆性;锰可与钢中硫反应形成MnS,从而减少硫的有害作用,改善钢的加工性能;一般钢中含锰0.30-0.50%。
锰在钢中能溶解于铁素体中,起到强化钢的作用;在碳素钢中加入0.70%以上时就算“锰钢”,较一般锰量钢不但有足够的韧性,且有较高的强度和硬度,提高钢的淬透性,改善钢的热加工性能,如16Mn钢比A3屈服点高40%。
冷冲压模具材料的化学成分及机械性能

冲压模具材料的化学成分及机械性能铸铁用焊条DMA-100 铸铁修补接合使用铜合金硬面堆焊焊条2模具在汽车、运输、机械、电器产品、家庭用品、办公用品、光学器材、玩具、建材、航空等几乎所有行业中都有应用,做为产品大量生产的母体手段,日益发挥着重要作用,为保证工厂的生产效率和产品质量方面的要求,对各种模具在经久耐用、生产精度上的要求更加严格。
影响生产。
即使是造价便宜的模具,采用修补方式,也会将原来的使用寿命提高1—2能够掌握的。
供技术支持,我们的焊接材料适用于冲压模、拔丝模、连铸模、塑胶模、锻造模等冷热作模具刃口工具等。
冷作冲压模具使用焊接材料应用规范及注意事项专用焊条冲压模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
合金工具钢含碳量和其它元素较多,为较易淬火材料,焊接时多发生裂纹。
这是模具钢本身所要求的材料特性所决定的。
另一方面,铸铁自身的延伸率较差,焊接时热输入容易引淬硬和开裂,同时易产生气孔,为较难焊接材料。
鉴于上述原因,模具钢的焊接非常困难,我们应该注意如下事项:1.1.为防止开裂,应依据模具钢母材或焊接材料,进行预热并控制层间温度。
必要时进行后热并缓冷。
2.2.预热尽可能将温度控制在均一的水平,只能进行局部预热的情况下,在焊接部周围50mm的范围内均一加热;加热时使用长而弱的火焰,在大面积范围内缓慢地加热到100℃左右。
3.3.为了防止气孔的发生,要完全清除焊接部的锈迹、油污,使用焊条要烘干。
4.4.焊接尽量使用低电流,使熔深较浅,这样不仅可以得到应有的性能,而且可以防止气孔、咬边现象。
5.5.为了防止开裂,焊道的起始端尽量避免在角落,要用圆头榔头锤敲击每条焊道,从焊接终点开始往起点处敲击,大力敲击最好敲击到焊道平整光滑,模具堆焊的缺陷及对策(铸铁)模具焊接的注意事项模具母材,由于现在的主流为合金工具钢或铸铁,施焊相对于碳钢来讲,非常的困难,会出现各种问题。
冷作模具材料

2.高碳低合金钢(CrWMn钢)
(1)化学成分
CrWMn钢的临界点:Ac1≈750℃,Accm≈940℃,Ar1≈710℃,Ms≈255℃ 。
(2)力学性能 CrWMn钢具有高淬透性,由于钨形成碳化物,所以这种钢在淬火及低温 回火后具有比铬钢和9SiCr钢更多的过剩碳化物和更高的硬度及耐磨性,如 图6-5~图6-7所示。
理论带来新的革命。
编辑本段现代中医史(df4肺炎88gdg青霉素d25f肝炎 df6) ④轴心 时代中 、西医 学的峰 巅之作 。雅斯 贝而斯 曾说: “如果 历史有 一个轴 心,那 么我们 就必须 将这轴 心作为 一系列 对全部 人类都 有意义 的事件 ,…… 发生于 公元前800至200年间 的这种 精神历 程似乎 构成了 这样一 个轴心 。
4.冷作模具用高速钢(W6Mo5Cr4V2钢) (1)化学成分;(2)力学性能;(3)工艺性能;(4)使用范围。 ①锻造工艺: ②退火工艺: ●锻后退火:加热温度为840~860℃,保温2~4 h,缓慢 冷却到500℃以下出炉空冷或 炉冷到室温,硬度≤285HBS。 ●锻后等温退火:加热温度为840~860℃,保温2~4 h;炉 冷至740~760℃,保温4~6 h,炉冷到500℃以下出炉空冷, 硬度≤255HBS。 ③淬火工艺:W6Mo5Cr4V2钢的淬火工艺见表6-13。 ④回火工艺: 高速钢必须经过三次以上的回火,其原因主要是前次回火 冷却过程中残余奥氏体转变成“淬火”马氏体,必须经再次回 火才能消除前次回火时产生的组织应力,经三次回火后残余奥 氏体体积分数才降到2%~3%,硬度达到64HRC以上。
图6-5 CrWMn钢力学 性能与淬火温度的关系
图6-6 CrWMn钢硬度 与淬火温度的关系
图6-7 CrWMn钢硬 度与回火温度的关系