SMT回流焊开关机流程图(A5打印)
回流焊工艺流程图
回流焊工艺流程图回流焊是一种常用的电子器件表面贴装技术,能够实现高效、精确地焊接器件到基板上。
下面是一份回流焊的工艺流程图,共计700字。
回流焊工艺流程图1. 准备工作:a. 准备回流焊设备、基板和器件。
b. 清洁基板和器件,确保表面干净。
2. 基板装夹:a. 将基板放置在回流焊设备的装夹台上。
b. 使用夹具或夹子将基板固定在装夹台上,并保证基板的平整度。
3. 贴片:a. 准备贴片机和贴片料。
b. 根据贴片机的操作指南,将贴片料装入贴片机内。
c. 设置贴片机的参数,如速度、力度等。
d. 运行贴片机,将器件精确地贴片到基板的指定位置上。
4. 焊接:a. 准备回流焊炉和焊锡膏。
b. 调节回流焊炉的温度和速度,使其适应焊接器件和基板的要求。
c. 在需要焊接的器件和基板上涂抹适量的焊锡膏。
d. 将已贴片的器件放置在基板上,确保器件与焊锡膏之间有适当的间隙。
e. 将装有器件和焊锡膏的基板放入回流焊炉中。
f. 回流焊炉会加热基板和器件,达到焊接温度。
g. 当焊锡膏熔化后,器件与基板之间形成焊接。
5. 冷却:a. 焊接完成后,将基板从回流焊炉中取出。
b. 放置基板在通风处,等待其自然冷却。
c. 冷却后,确保焊接完成的器件稳定固定在基板上。
6. 检验:a. 将焊接完成的基板送入检验区。
b. 使用精密仪器检测焊接点的连接情况。
c. 若发现焊接点存在问题,进行修复或更换。
7. 清洗:a. 如果需要,使用清洗剂清洗基板和器件,以去除焊锡残留物。
b. 在清洗过程中,注意避免基板和器件受到损伤。
8. 封装:a. 如果需要,将焊接完成的基板放入封装器件中。
b. 进行焊点封装,确保器件的长期稳定性。
以上是回流焊的工艺流程图,每个步骤都很重要,需要严格执行。
回流焊技术能够高效地将器件焊接到基板上,是电子器件表面贴装的重要工艺之一。
通过合理设置参数和严格进行检验,可以确保焊接质量和产品可靠性。
日东回流焊操作流程

日东回流炉操作流程二、 外观介绍1.外观控制面板介绍:a. CONTROL :旋钮旋向ON 打开电源开关并启动计算机;旋向OFF 则关闭电源。
b. HOOD :控制炉体上盖的开启与停止。
旋钮旋至UP 炉体上盖电动上升打开;旋钮旋至DOWN 炉体上盖电动下降闭合;c. 紧急制动开关:按下紧急制动开关按钮,则中断电机供应电源,PC 电源开关仍然接通,此时机器顶部三色灯中的红色灯亮,蜂鸣器鸣叫报警。
注意:只有在紧急情况下才能按下此开关按钮,此键按下即自锁;在机器重新开始工作之前须将此按钮顺时针旋转使之弹起复位2.三色灯:a. 红灯—表示机器出现异常报警;b. 黄灯—表示回流焊正在升温或降温;c. 绿灯—表示回流焊处于恒温状态;三、 应用软件操作说明:1. 开机前检查a.检查位于出入口端部的紧急开关是否在正常状态b.检查炉膛进出口是否有异物存在2.系统启动将电源CONTROL旋至ON处,系统将自动引导,进入控制系统主窗口。
3.主窗口组成主菜单栏主工具栏工作主画面操作记录窗口如上图所示:主窗口包括四部分:☆主菜单栏;☆主工具栏;☆主工作画面;☆操作记录窗口。
●工作主画面:实时显示回流焊炉当前生产状态:等待.加热.恒温.降温.报警。
当前工作时间:时:分:秒当前文字状态:简体中文.繁体中文.英文当前炉子实际温度(PV)及设置温度(SV)当前炉子运输实际速度及设定速度●主菜单栏:包含所有的控制命令。
a.单击[文件]菜单,弹出下拉菜单,可对文件进行打开.保存.打印.打印预览.打印设置等操作,并可退出系统。
b.单击[操作]菜单,弹出下拉菜单,包括温度曲线测试.报警灯测试.参数设定.超温报警.定时设定.PID参数设定.机器参数.面板操作等项目。
其中主要项目专用工具栏的形式显示在主窗口上。
c.单击[查看]菜单,弹出下拉菜单,包括信息和工具栏两个选项。
单击[信息]选项显示生产信息和报警信息;单击[工具栏]选项显示或隐藏工具栏。
SMT作业详细流程图
A=50~250mm
E>5mm
D<8mm G< 0.5mm E>5mm
F<1.2mm
C>5mm
20
SMT生产上对PCB的要求
2.识别点(Mark)的要求: A. Mark的形状:标准圆形、正方形、三角形; B. Mark的大小;0.8~1.5mm; C. Mark的材质:镀金、镀锡、铜铂; D. Mark的表面要求:表面平整、光滑、无氧化、无污物; E. Mark的周围要求:周围1mm内不能有绿油或其它障碍物,与Mark颜色有明显差异; F. Mark的位置:距离板边5mm以上,周围5mm内不能有类似Mark的过孔、测试点等; G.为避免生产时进板方向错误,PCB左右两边Mark与板缘的位置差别应在10mm以上。
上 料 作 业 指 导 书
点 胶 作 业 指 导 书
贴 片 作 业 指 导 书
炉 前 检 查 作 业 指 导 书
补 件 作 业 指 导 书
外 观 检 查 作 业 指 导 书
后 焊 作 业 指 导 书
测 试 作 业 指 导 书
包 装 作 业 指 导 书
按已审核上料卡备料、上料
熟悉各作业指导书要求
熟悉各作业指导书要求
N 检查极性元件方向 N 检查元件偏移程度 通知技术员确认 N 对照样机检查有无少件、多件、错件竖 件、反件、侧立等不良 Y 记录检查报表
不良品校正
过回流炉固化
12
SMT炉前补件流程
发现机芯漏件
对照丝印图与BOM找到正确物料
IPQC物料确认(品质部)
未固化机芯补件
固化后红胶工艺补件
固化后锡膏工艺补件
品质部
操作员根据机器显示缺料状况进行备料
SMT工艺流程图
→
8. 检查焊接效果并最终检 测
←
说明:
步骤1:检查元件、焊盘、 焊步膏骤是2:否通有过氧焊化膏、印焊刷锡机成或分 S步M骤T焊3:膏检印查刷所台印、线印路刷板专焊用 膏步是骤否4:有由漏贴印片,机粘或连真、空焊吸膏 笔步、骤镊5:子检等查完所成贴贴元装件。是否 放偏、放反或漏放,并修 步骤6:检查回流焊的工作 条件,如电源电压、温度曲 线设置等。 步骤7:通过SMT回流焊设备 进行回流焊接。 步骤8:检查有无焊接缺 陷,并修复。
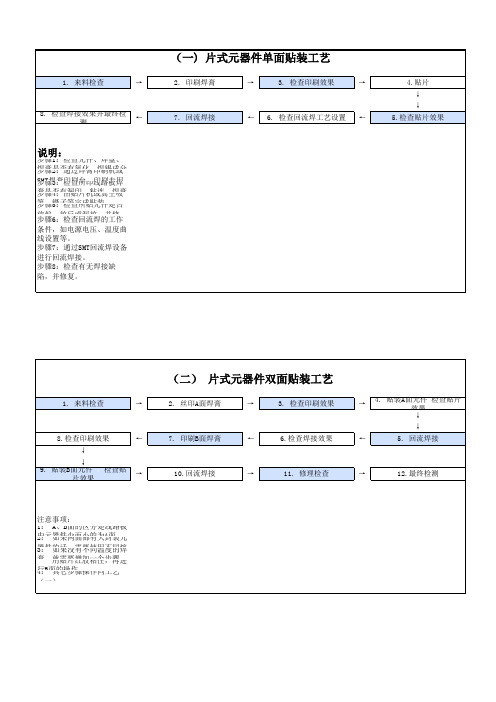
(一) 片式元器件单面贴装工艺
2. 印刷焊膏
→
3. 检查印刷效果
→
7. 回流焊接
← 6. 检查回流焊工艺设置 ←
4.贴片 ↓ ↓
5.检查贴片效果
1. 来料检查
→
8.检查印刷效果
←
↓
↓
9. 贴装B面元件 ,检查贴 片效果
→
(二) 片式元器件双面贴装工艺
2. 丝印A面焊膏
→
3. 检查印刷效果
7. 印刷B面焊膏
(四) 双面混装批量生产贴装工艺
1. 来料检查
→
8. 印刷B面红胶
←
↓
↓
9. 检查印刷效果
→
16.修理焊点清洗检测 ←
2. 丝印A面焊膏 7.检查焊接效果 10. 贴装B面元件 15. 波峰焊接
→
3.检查印刷效果
→
4.贴装A面元件 ↓
↓
←
6.回流焊接
←
7.检查贴片效果
→
11.检查贴片效果
→
12..固化 ↓
1. 来料检查 8.焊插接件
(三) 研发中混装板贴装工艺
→
2. 滴涂焊膏
SMT回流焊操作教材教程

培训内(六部分)
• 开机操作 • 升温操作 • 降温操作 • 关机操作 • 注意事项 • 附页
第一点:开机操作
1、检查紧急停止按钮 EMERGENCY
是否解除,
SOTP
检查链网及其它部件安全。
2、在【配电箱】中开启机器总电 源。
3、开启控制电源,电脑自动运行 进入回流焊操作系统。
210-225度 时间在5-45秒 5、链条速度范围在:35-60CM/MIN之间 *:该设定温度之范围适合20*20CM规格之
PCB板,当PCB规格发生变化时可以适当作 出调整。
谢谢
6、单击 FINISH 键完成。
7、待绿色信号灯亮后才可以过PCB。
第三点:降温操作
1、确保炉体内链网上已没有PCB,在操
作系统中选择 0 0 1 按键关闭加热
电源。
2、从操作系统右上角 该操作系统。
关闭键,关闭
3、从 WINDOWS95【START】处关闭操作平台。
第四点:停机操作
1、回流焊炉内温度降到100度时, 机器会自动停止冷却,此时可 断开整机电源。
2、断开整机电源前要先关掉UPS。 3、禁止不按降温顺序操作进行
非法关机。
第四点:操作条件及注意事项
1、机器在干净的环境中工作。 2、链网上过的机板不能过于密集,间距要求在20MM
以上。 3、不准将手伸入炉内拾取出炉之PCB。 4、非技术人员不得调整机器,当遇意外时,可按红
色紧急停止按钮,再通知技术人员处理。 5、突然掉电后,要尽快将炉内之PCB取出,待机器
回复正常后,再过一次回流焊。 6、正常生产时,每天至少做一次回流焊温度曲线测
试,并打印存档。
附页:XPM520回流焊操作界面
SMT详细流程图图示

解读步骤2
识别流程图中的各个符号和元素,了解它们 代表的含义和作用。
解读步骤4
对整个流程进行总结和归纳,形成对流程的 整体认识,并评估其合理性和优缺点。
03 SMT流程详解
流程准备阶段
确定生产需求
根据客户订单和产品规格,确 定生产需求,包括产品数量、
型号、规格等。
制定生产计划
根据生产需求,制定详细的 SMT生产计划,包括生产排程 、物料需求、设备配置等。
对SMT生产线上的设备进行维护 和清洁,确保设备的长期稳定运 行。
04 SMT流程优化建议
提升流程效率
自动化设备
采用自动化设备,如自动 贴片机、自动检测设备等, 提高生产效率。
优化生产线布局
合理安排生产线布局,减 少物料搬运距离,降低生 产时间。
引入智能管理系统
通过引入智能管理系统, 实时监控生产进度,优化 生产计划,提高生产效率。
降低流程成本
减少物料浪费
优化物料管理,减少物料损耗和浪费,降低生产 成本。
降低人工成本
通过自动化设备替代人工操作,降低人工成本。
提高设备利用率
合理安排设备使用计划,提高设备利用率,降低 生产成本。
提升流程质量
严格质量控制
建立完善的质量控制体系,确保每个生产环节的质量可控。
引入质量检测设备
采用先进的质量检测设备,提高产品质量检测的准确性和可靠性。
回流焊接
将贴装好的PCB板通过回流焊炉进行 焊接,使元件与PCB板牢固连接。
质量检测
对焊接完成的PCB板进行质量检测, 包括目视检查、功能测试等,确保产 品质量。
流程结束阶段
01
产品包装
根据客户要求,对合格的PCB板 进行包装,确保产品在运输过程 中不受损坏。
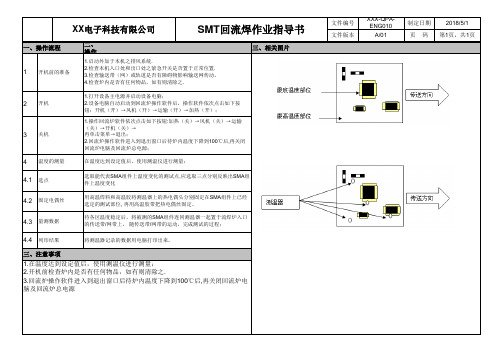
SMT回流焊作业指导书
二、操作12344.14.24.34.4三、注意事项
SMT 回流焊作业指导书1.在温度达到设定值后,使用测温仪进行测量;
2.开机前检查炉内是否有任何物品,如有则清除之.
3.回流炉操作软件进入到退出窗口后待炉内温度下降到100℃后,再关闭回流炉电脑及回流炉总电源XX 电子科技有限公司
固定电偶丝用高温焊料和高温胶将测温器上的热电偶头分别固定在SMA 组件上已经
选定的测试部位, 再用高温胶带把热电偶丝固定。
量测数据待各区温度稳定后,将被测的SMA 组件连同测温器一起置于流焊炉入口
的传送带/网带上, 随传送带/网带的运动,完成测试的过程;
列印结果
将测温器记录的数据用电脑打印出来。
关机 1.操作回流炉软件依次点击如下按钮:加热(关)→风机(关)→运输
(关)→开机(关)→
再单击菜单→退出;
2.回流炉操作软件进入到退出窗口后待炉内温度下降到100℃后,再关闭
回流炉电脑及回流炉总电源;
温度的测量在温度达到设定值后,使用测温仪进行测量;
选点选取能代表SMA 组件上温度变化的测试点,应选取三点分别反映出SMA 组
件上温度变化
一、操作流程三、相关图片开机前的准备 1.启动外加于本机之排风系统.2.检查本机入口处和出口处之紧急开关是否置于正常位置.
3.检查输送带(网)或轨道是否有障碍物影响输送网传动。
4.检查炉内是否有任何物品,如有则清除之.
开机 1.打开设备主电源并启动设备电脑;
2.设备电脑自动启动到回流炉操作软件后,操作软件依次点击如下按
钮:开机(开)→风机(开)→运输(开)→加热(开);
文件编号XXX-QPA-ENG010制定日期2018/5/1文件版本A/01页 码第1页,共1页。
(整理)回流焊操作规程.

回流焊操作规程
1、开机前的准备
1.1 确认电源供给正常;
1.2 确认各连接线良好;
1.3 确认网链上没有放置杂物,确认急停按钮处于关闭状态,盖好顶盖./ Z9 }- ]9 R# N' g& v4 a2 X) K+ `
2、开机+ G2 H h# r4 ^0 K( g
2.1 打开温度显示板及开关控制面板;
2.2 按下开关控制面板的绿色按钮,启动机器;
2.3开机后机器进入预热阶段,该过程持续时间约为20~30分钟,待温度达到规定要求时,方可进行回流焊接;
3、放板
3.1放板时,应对产品轻拿轻放,以免元器件走位或掉落;
3.2经过回流焊接的首个产品,应对其产品进行自检,确保产品在回流焊接过程中的品质质量,避免产品批量性的不合格;
4、关机
4.1 按下开关控制面板的关闭按钮,关闭机器;
4.2 关闭后,网带停止工作机器,进入冷却阶段,30分钟后,按下急停旋钮
注意事项
1.为确保人身安全,操作人员必须把厂牌及挂饰摘下,袖子不能过于松垮。
2操作时应注意高温,避免烫伤维护
3.不可随意设置回流焊的温区及速度
4.确保室内通风,排烟筒应通向窗户外面。
机器维护
1.日常应对各部件进行检查,特别注意传送网带,不能使其卡住或脱落
2 检修机器时,应关机切断电源,以防触电或造成短路
3.机器必须保持平稳,不得倾斜或有不稳定的现象
4.遇到个别温区停止加热的情况,应先检查对应的保险管
编制审核批准日期。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
SMT回流焊开关机流程图
注意事项:
1、开机前,需开启车间排烟抽风开关,抽风机必须在回流焊不使用的情况下,才可关闭;
2、开机前,检查机器两端急停按钮是否弹起;
3、在刚开机或调整温度后,不能马上进行过炉焊接;冷机要预热20~30分钟,塔灯绿灯常亮,并观察窗口中实际
温度PV与设定值SV是否稳定后,方可开始过炉;
4、生产不同机种时,应根据基板的宽度调整回流焊轨道宽度,调轨道之前必须确认炉内是否有基板通过;
5、操作过程中不要触碰链条及网带,防止烫伤;
6、生产过程中应保证通风,防止空气污染,作业人员应戴好口罩;
7、生产过程中,设备出现任何异常,需立即查看及处理,有需要立即上报。