ATOX50立磨常用配件清单
五、ATOX50操作和说明书
五、ATOX50操作和说明书目录1.概述2.结构和操作原理3.安装(参看安装说明书19871)4.操作5.保养(参看说明书)6.草图说明注意:说明书中所涉及到的具体情况是根据FLS的经验而来的,实际操作中很有可能发生的。
但是说明书不可能完全包括安装、操作中所有可能出现的问题,如果操作中出现说明书中没有提及的情况,操作人员无法进行操作,请紧急联系FLS以得到正确的建议。
1.概述ATOX50的液压系统是在磨机运行中维持磨辊和磨盘之间的压力,同时也可以在磨机启动前升起磨辊以减少启动负载。
2.结构和操作原理2.1结构液压系统包括液压泵站,3个液压缸,每个有四个蓄能器,一套液压连接装置。
附图1、2、3显示了液压系统的管道图。
2.1.1液压泵站泵站含有很多组分,它们的质量要求和类型见于独立的零件列表。
6节中介绍了其中一些组分。
泵站中主要有以下部分:油箱(01)储存操作所需润滑油量,油箱包含油位和油温检测计。
主泵(08)是一个压力补偿轴向柱塞泵,向液压缸和蓄能器中加油,在泵的排油管上装上流量计(14),当油泵磨损后,排油管流量增加,因此,流量反应了泵的工作条件。
流量改变也可能是油压泵的调整。
过滤泵(22)是个齿轮泵,将油液通过一套独立的循环系统,包括油过滤器(33)和油冷却器(37),冷却通过温度调节装置控制水阀(35)。
过滤泵也用来对油箱放油和加油。
仪表盘(40)包括了检测油压和油温的器械,同时也包含了压力变送器(44)。
给油阀组(50)包括控制蓄能器的给、放油阀门和系统安全阀(56/57/58)。
每个给油阀组(90)包括筒状阀和两个缝隙(94)(96)。
参看6节。
2.1.2液压缸的排列参看附图3、43的磨辊的每个都独立通过轴颈和张紧杆与液压缸连接。
每个液压缸上有四个液压蓄能器(100),蓄能器油量直接和液压缸张紧杆末端有关。
四个蓄能器成对的有共同的控制仪表盘,包括一个压力计(105)和两个压力控制器即一个最大压力控制器(106)一个最小压力控制器(107)。
中控磨操ⅠⅡ级应知部分管磨装备内容试题集
球磨机操作应知部分试题集一、填空:一级磨操1、球磨机的规格用筒体内径和长度表示;2、磨机主轴承主要构造是由轴瓦、轴承座、轴承盖、润滑及冷却系统所组成,润滑方式有动压润滑和静压润滑两种,主轴承通过水冷却将运动中产生的热量带走;3、粉磨作出中磨机功率主要消耗在两方面,一是粉碎物料 ,二是克服传动与支承装磨擦 ;4、研磨作在磨内的三种运动状态是泻落式、抛落式、离心式 ;5、按钢的含碳量分类,可分为低碳钢、中碳钢、高碳钢;6、球磨机按传动方式来分,主要有中心传动磨机和边缘传动磨机两种类型;7、球磨机有溜管进料、螺旋进料、勺轮进料等进料装置;8、斗式提升机的装载方法有掏取式和流入式两种;9、选粉机的类型很多,常用的选粉机械有通过式选粉机、离心式选粉机、旋风式选粉机和新型高效选粉机;10、常用水泥机械设备润滑材料一般润滑油、润滑脂;11、胶带输送机的拉昆装置有螺线式、小车式或垂直式三种;12、隔仓板的主要作用为分隔研磨体、防止在颗粒物料窜各出料端、控制物料的移动速度;13、在倾斜向上输送物料的胶带输送机上,逆止器的作用是防止因停电或偶然事故停机时倒料,造成尾部积料;14、液压阀根据用途不同,分为方向控制阀、压力控制阀和流量控制阀;15、液力偶合器主要由泵轮、外壳、透平轮三个主要部分组成;在机械设备中采用液力偶合器传动其优点为可以改善机械的起动性能、具有过载保护作用、消除工作机械的冲击和振动,降低疲劳程度、多电机传动中均衡分配负荷;16、相对滑动两平板间形成压力油膜的基本条件是相对运动表面间必须形成油楔、两表面间必须有一定的相对滑动速度、润滑油必须有一定的粘性 ;17、润滑油最主要的指标为粘度 ,在使用过程中普遍用运动粘度来表示润滑油的主要性能,其单位为厘斯 ;18、滚动轴承的代号可分为前、中、后三段,轴承的内径代号位于中段,63521轴承其内径为φ105mm;19、螺栓的机械防松方法常用中有开口销防松、止动垫圈、串联钢丝等;20、设备定期检查目的是要查明实际设备的磨损程度以便确定修理的时间和项目;21、膨胀节按其外形可分为波形和鼓形 ,其作用为消除管道热应力,补偿膨胀量;二级磨操1、球磨机衬板表面形状不同,对研磨体的牵制能力也不一样,根据磨机特性和粉磨物料粗细不同来选择衬板的表面形状;2、磨机传动用的减速机主要有侧轴式和同轴式两种,其中同轴式是最常用的减速机;3、球磨机的主要缺点是工作效率低、体型笨重需配置昂贵的减速装置、研磨体和衬板消耗量大和操作的噪音大 ;4、磨机筒体内动态研磨体所产生的作用力有离心力、冲击力、自重力 ,其合力的大小等于研磨体的自重 ;5、风机产生振动的主要因素有叶轮不平衡、联轴节不对中、轴承失效、轴承箱底脚螺栓松动、主轴弯曲、叶轮积灰等;6、中卸提升循环烘干磨系统主要由烘烧炉窑尾煅烧、喂料设备、磨机、选粉机、提升机、收尘设备、排风机等组成;7、电收尘器按含尘气体运行方面可分为立式或卧式两种;8、影响电收尘操作的主要因素有粉尘的性质、含尘气体的性质、各流动情况、收尘器本身结构、性能及操作安装等;9、收尘器按其工作原理可分为重力收尘、惯性收尘、离心收尘、水收尘、过滤收尘、电收尘、超声波收尘等七种;10、磨机衬板作用是保护筒体和调整各仓内研磨体的运动状态;11、袋收尘器滤布材料要求均匀致密和一定的孔径、表面绒毛孔、透气性好和一定的机械强度 ,良好的耐热和耐腐蚀性 ;12、电晕线放电的好坏直接影响到收尘效果 ,最常见的电晕线有圆形、螺旋形、星形和芝刺形等几种;13、螺旋输送机头端位于物料运移前方时,端部轴承在头端采用止推轴承支承,其作用是承受螺旋输送物料时产生的轴向力;14、润滑油主要是由基础油和添加剂调合而成;15、一般机件的磨损可分为跑合磨损阶段、稳定磨损阶段、剧烈磨损阶段三个阶段,按照磨损机理,可将磨损分类为粘着磨损、磨料磨损疲劳磨损、冲蚀磨损、腐蚀磨损几类;16、金属材料热处理中调质处理是指淬火+ 高温回火;17、齿轮齿面的失效形式一般有磨损、点蚀、胶合、塑性变形;18、零件的强度是指零件中的应力不得超过允许限度,刚度是指在载荷作用下产生的弹性变形量小于机械的允许限度;19、斗提机常用张紧装置有:螺杆式、弹簧螺杆式和重力式张紧装置;20、斗提机根据驱动轮转速和直径不同,可出现重力式卸料、离心式卸料、混合式离心-重力式卸料三种卸料方式;21、螺旋输送机的螺旋叶片分实体螺旋、带式螺旋和叶片式螺旋三种形式;二、判断题:一级磨操1、颗料在液体中运动时,主要受重力,流体浮力二力的作用;×2、磨机没有停稳时,第二次启动易造成齿圈断裂;√3、更换磨内衬板、隔仓板属中修项目; ×4、安装隔仓板时,其篦板上篦孔的大端应朝向出料端,小端朝向磨机的进料端;√5、中心传动磨机系统不带有辅助电动机; ×6、磨机烘干仓内扬料板主要是减少磨胴体的磨损而设置; ×7、同类润滑油的油号数越大,粘度越大; √8、磨机内隔仓板近外径侧磨损程度最大; ×二级磨操1、在静止流体中,颗料的沉降速度等于颗料的绝对速度; ×2、颗粒沉降速度的方向指向地心;√3、中空轴温度升高甚至发烫冒烟时,急停磨机易造成减速机断齿;×4、更换主轴承属大修理内容;√5、对于圈流操作磨机,由于磨内物料流动速度快,因此可比开流操作的磨机转速低一些; ×6、中卸式烘干磨通常用于水泥粉磨系统;×7、旋风式选粉机的循环风量主要决定于通风机;√8、磨机高压泵润滑属流体动压润滑;×三、选择题:一级磨操1、磨内衬板一般采用da、生铁衬板b、铸石衬板c、合金生铁衬板d、高锰钢衬板2、中心传动磨机系统没有的设备部件是ca、主电动机b、磨机筒体c、联轴器d、大齿轮3、属于选粉机小修内容是aa、检查修理风机壳体和叶轮b、调整并更换主风叶c、拆换撒料盘d、全套更换旋风筒4、对磨机主轴承来说,球面瓦是一个重要但又a的零件;a、不易损坏b、容易损坏c、硬损5、运转中磨机主轴承轴瓦温度一般应不超过d℃a、70b、55c、65d、606、下列哪种措施能提高胶带输送机的输送能力ca、全部采用缓冲托辊b、调节拉紧装置,减小胶带张力c、加大托辊槽角二级磨操1、磨机的理论适宜转速c ;a、76%b、86%c、√D0d、√D02、安装金属衬板时,衬板四周应预备bmma、10~12b、5~8c、2~4d、12~163、磨机筒体钢板厚度应为磨机直径的ca、~b、~c、~d、~4、闭路粉磨系统的细度是通过c来调整的;a、喂料量b、隔仓板c、选粉机d、提升机5、45钢属ba、普通碳素结构钢b、优质碳素结构钢c、碳素工具钢d、低碳钢6、某螺旋输送机代号为GX400×15-B1-C1-M2a、巴氏合金b、青铜c、耐磨铸铁7、埋刮板输送机刮板与机槽的间隙大小取决于是aa、物料的粒度b、链板的形式c、机器的规格四、论述题一级磨操1、简述球磨机工作原理;答:当磨机回转时,物料与研磨体混合,在离心力和与筒体内壁产生的摩擦力的作用下被带到一定的高度,在重力作用下自由下落,落下的研磨体冲击底部的物料,把物料击碎;在磨机回转时,研磨体还有滑动和滚动现象,这样,物料与研磨体之间产生摩擦,将物料磨碎;由于进料端不断加入新物料,并且研磨体下落时冲击物料所造成的自然轴向推力以及气流的运动使物料向出料端移动;2、设备维护“四无”、“六不漏”含义;答:四无:无积灰、无杂物、无松动、无油污六不漏:不漏油、不漏水、不漏汽、不漏风、不漏物料;3、画出磨机在不同转速时磨机内研磨体的运行状态图;答:磨机在不同转速时,磨机内研磨体的运行状态有:a、泻落式;b、抛落式;c、离心式,如图9-1示;4、磨机构造主要由哪些主要零件组成答:1、回转部分:筒体、衬板、隔仓板、扬料板2、支承部分:主轴承3、传动部分:电机、减速机构、联轴节5、简述磨机润滑系统油压过高或过低的几种常见原因分析答:1、油管堵塞;2、油箱中油量不足;3、油泵或油管渗入空气或漏油;4、油泵出现故障;6、简述磨机操作有关设备动态监控参数答:电机轴瓦温度、电机电流、润滑站油压、减速机轴承测点温度、主轴轴承温度;7、管磨机日常维护内容主要表现方面答:1、保证各润滑点的润滑正常,没有漏油现象,油箱内的油质,油温,油量都符合要求;2、磨机正常运转时,主轴承温度不得超过60℃,电机轴瓦温度不得超过55℃;3、磨机运转平稳,齿轮传动无异常噪音;4、衬板及各转动零件无松动;5、磨机各工作部位的螺栓、人孔、法兰结合面及各密封处无漏水或漏粉等现象;6、检查各电气连锁装置和音响信号是否好用;7、经常观察磨机的给料是否正常,如不给料,磨机不得空运时间过长,以免损伤衬板,消耗钢球;8、定期检查磨机衬板磨损情况,当衬板破裂或磨穿时,应及时更换;8、设备事故管理的“四不放过原则”是什么答:事故原因没有查清不放过;事故责任者没有受到严肃处理不放过;广大职员没有受到教育不放过;防范措施没有落实不放过;9、请简述岗位巡检人员设备润滑状况检查内容;答:①润滑装置是否齐全;②油品是否正确;③油量位是否适当;④油路是否畅通;⑤油温、油压是否正常;⑥油冷却系统工作是否正常;⑦润滑自动控制信号及控制系统是否完好可靠;10、水泥生产过程中物料粉碎的目的是什么答:①使物料的表面积增大,提高物理作用的效果和化学反应速度;②促进均匀混合;③提高物料流动性,便于其贮存和输送;④提高产品质量;11、胶带输送机在使用中,若输送带在传动滚筒上打滑,可采用哪些措施进行调整答:①适当张紧输送带;②增大带与传动滚筒的磨擦系数;③增大带在传动滚筒上的角α值;12、哪些因素会使斗式提升机的输送能力降低应怎样处理答:因素有:①喂料量不足;②出料管磨损、粘料、倾角小;③料斗料料;④料斗没卸完;分别应这样处理:①解决喂料设备问题;②清料、更换或调整导料板;③清料、必要时更换斗型;④必要时进行料斗卸完校验,并进行调整;13、螺旋输送机中间悬挂轴承有何作用答悬挂轴承装在两节螺旋联接处,以保证各节螺旋的同轴度,并承受螺旋的重量和工作时产生的力;14、ATOX50立磨主要组成部分有哪些答:高压电机及润滑系统、减速机等传动系统、磨机本体、磨盘、磨辊、压力框架、张紧油缸及液压系统、磨辊润滑系统;15、胶带斗提设备共有哪几种保护答:电机过载保护;胶带跑偏保护一度跑偏、二度跑偏;胶带接头防螺栓松动保护;料面保护;液偶油溢保护;二级磨操1、简述磨机理论适宜转速,临界转速,实际工作转速的定义;答:适宜转速:为使磨内研磨体产生最大的粉碎功的转速,称为磨机适宜转速;临界转速:磨内研磨体最外层刚好紧贴筒壁,同周运转状态时的瞬时磨机转速就叫临界转速;实际工作转速:综合磨机内研磨体研磨和冲击粉碎作用结果,而选定的磨机实际转速,称为实际工作转速;2、简述磨机排料量减少,小时产量过低故障的消除方法;答: 1、检查修理给料设备;2、解决供水不足原因;3、调整研磨体配比;4、补充研磨体;5、降低入磨物料的温度或水份;6、清理通风管路及篦板孔;3、球磨机的优点答:1、对物料的适应性强;能连续生产;生产能力大,可满足现代大规模工业生产的要求;2、粉碎比大,可达300以上,并易于调整粉磨产品的细度;3、可适应各种不同情况下的操作:既可干法作业也可湿法作业;还可以把干燥和粉磨合并一起同时进行;4、结构简单、坚固,操作可靠,维护管理简单,能长期连续运转;5、有很好的密封性,可以负压操作,防止灰尘的飞扬;4、简述水泥建材企业收尘设备常用分类:答:1、重力收尘2、惯性收尘3、离心收尘旋风收尘4、水收尘5、过滤收尘袋式收尘6、电收尘5、简述常用选粉机类型答:通过式选粉机、离心式选粉机、旋风式选粉机、新型高效选粉机6、简述润滑“五定”的内容答:定人、定点、定时、定质、定量;7、简述轴公差配合三种类型并举例答:过渡配合、间隙配合、过盈配合8、主要生产设备完好标准答:①设备运转正常;②零部件齐全完好,磨损、腐蚀不超过规定标准;③传动、润滑和冷却等主要系统正常;④控制系统灵敏可靠;⑤无超温、超压、超速、超电流现象出现;⑥原材料、燃料消耗正常;⑦设备机台整洁,达到“四无”,“六不漏”的要求;⑧技术资料齐全;9、液压传动中的液压油有什么要求答:①上有适宜的粘度和良好的粘温特性;②具有良好的润滑性能;③具有良好的化学稳定性和热稳定性,不易氧化变质;④具有良好的抗乳化性和抗泡沫性;⑤杂质含量少;⑥在高温或有明火的地方,要求油的闪点高;11、请计算m=2,Z=29标准直齿轮齿距、齿顶高、齿根高、齿高、分度圆直径、齿根圆直径解:齿距P=πm=2×=齿顶高h a=m=2齿根高h f==齿高h==分度圆直径d=mZ=2×29=58齿根圆直径d f=mZ—=12、使用斗提机时应注意哪些操作要点答:1、斗提机启动作用前,要全面检查各部分的状况,加好润滑油,清除机壳内杂物,盘转传动系统,关闭检视门;2、启动前和启动时不得加料,待空载运行正常后,再逐渐加料;3、斗提机工作时,加料量要均匀,不得过量加料,以防下部区段堵料而造成提长机超负荷、卡斗、掉斗等故障;4、斗式提升机停机前,必须先停止加料,保证空载停车;5、各部的轴承要定期加注润滑油,按时清除污垢和积尘,使各部位保持正常状况;6、斗提机要定期实施检修制度,及时排除故障和更换损坏的零件,一般情况下每工作六个月应全面检修一次;13、哪些因素会造成斗提机链条脱轨答:①两链条磨损不均,节距和总长不等;②上、下链轮不对中;③张紧轮两侧张紧不均;14、简述旋风式选粉机的结构特点和使用的优缺点;答:结构特点:1、外部鼓风——取消大风叶,采用专用风机外部鼓风;2、外部回收细粉:取消内外壳体间的细粉沉降区,采用外部专用的数个旋风分离器回收细粉;优点:1、选粉室单位面积的选粉能力大,较离心式选粉机提高2~倍;2、选粉效率高,磨机产量约提高10%;3、单位电耗约节省20%;4、产品细度易调节,且调节范围广;5、用风机代替大风叶,结构简单,机体磨损小,振动小,对基础要求低;缺点:1、密封要求较高,出料口设锁风装置;2、风机磨损较快;3、占地面积较大;窑操应知部分试题集一、填空题:一级窑操1、回转窑煅烧水泥生产方法经历了干法、湿法、半干法、新型干法几种变化,其区别主要在于生料制备方法和余热利用方法的不同以及窑型的变化;2、干法窑包括传统的中空窑和悬浮预热窑、预分解窑;3、回转窑的规格以筒体内径和长度表示;4、回转窑主要参数为斜度、转速、产量和功率;5、挡轮的类型主要分信号挡轮、推力挡轮和液压挡轮三种;6、回转窑密封装置基本有四种类型,即迷宫式、接触式、填料函式和气封式;7、三次风挡板三对应的内容:中控显示开度、现场显示开度、挡板实际开度 ;8、为满足烧成工艺要求,窑筒体上设有人孔、挡砖圈、取样孔、挡水圈、挡料圈、风冷套等附件;9、回转窑由回转体、轮带、支承装置、传动装置、窑头罩、燃烧器、窑尾罩、换热装置和喂料设备等九部分组成;二级窑操1、回转窑的设计思想为横刚纵柔;2、对于不带液压挡轮的回转窑,应通过调整托轮位置,有效控制窑的上窜下滑;3、托轮装置主要由托轮、托轮轴、滑动轴承和轴承座组成;4、液压传动的两种主要参数为压力、流量,其单位分别为Pa、m3/s;5、回转窑上窜下滑的控制方法主要分歪斜托轮调整法和油调整法两种;6、窑头护铁的钢种为4Cr25Ni20,其适用温度可达1100℃;7、大齿轮与筒体的联结方法有刚性联结、柔性联结两种;8、为了适应回转窑产量的波动,通过改变电动机的转速来改变活动篦床的冲程次数;9、机械传动中减速机允许功率一般应大于电机等原器件功率;10、轴φ50 05.00+,孔φ50 005.0-,属于 配合;11、轮带与挡轮相接触的工作表面在制作中应作成倾斜的,以减少两者间的摩察损耗;三级窑操1、回转窑的传动主要分为两大类 机械传动、 液压传动;2、轮带在窑筒体上的安装有两大类,即固装和活装;3、回转窑材质及热处理工艺中一般要求轮带硬度比托轮硬度 低 ;4、预热器内筒常用材料为Cr25Ni20、1Cr18Ni9Ti 耐热钢;5、液压传动系统主要由 动力元件 、 执行元件 、 控制元件 和辅助元件组成;6、回转窑轴承座内球面瓦的定位是靠轴承座上盖内的凸台以及固定在球面瓦上的压块来实现的;7、为避免大、小齿轮转动时发生干涉现象,在大小齿轮安装时,其顶间隙为倍模数再稍大一点,不宜过分增大;8、窑齿轮配置的中心角是指大小齿轮中心的连线与横截面准垂直中心线的夹角;9、窑托轮调整时,两托轮内推,以抬高窑体在该处的位置,托轮内靠移动的距离为窑体上抬的 倍;10、采用压铅丝法检查窑体的直线度时,铅丝变形后呈三角形说明托轮轴线和窑体轴线在垂直面不平行;二、 是非题:一级窑操1、回转窑的斜度常取%~4%; √2、旋风式悬浮预热器属于逆流换热式预热器;×3、在一条窑上,所有托轮的歪斜方向应一致;√4、为控制窑体的上窜下滑,最好的办法是采用抹油和撒灰;×二级窑操1、一组两个托轮的中心应与窑中心连成90°夹角;应为60°夹角×2、为了防止熟料落偏现象出现,在冷却机安装时,应使篦床中心线和回转窑的中心线在同一条直线; ×三级窑操1、回转窑窑体一般由45号钢板卷焊成多段节,在现场焊接成一体;应为A3钢板或锅炉钢板×2、窑体的下滑是由筒体自重分力引起的;√3、对不带液压挡轮的回转窑,应通过调整托轮位置,有效控制窑的上窜下滑;√4、轮带垫板采用焊接安装时,垫板的两端均应与筒体焊接起来;√三、简答题:一级窑操1、为什么在预热系统管道中要设膨胀节答:在预热系统的长直管道上设有膨胀节,其作用是减释管道的热应力,保护管道接口法兰不被温差位移所损坏;2、回转窑常见故障有哪些答:⑴、红窑掉砖;⑵、托轮断轴;⑶、轮带出现裂纹或断裂;⑷、托轮表面出现裂纹,轮辐断裂;⑸、窑体振动;⑹、托轮轴瓦过热;⑺、托轮轴瓦拉丝;⑻、电流增大;⑼、筒体开裂;⑽、传动齿轮接触表面有凸肩;⑾、托传输线轴承座润滑油泄漏;3、试写出集团内三种回转窑的规格型号;二级窑操1、回转窑由哪九部分组成答:回转体、轮带、支承装置、传动装置、窑头罩、燃烧器、窑尾罩、换热装置和喂料设备;2、液压挡轮的主要作用是什么答:使轮带在托轮上游动,促使轮带和托轮表面均匀地磨损,延长其使用寿命,同时,保持窑体的直线性,减少无用功率的消耗;3、回转窑密封装置的主要作用是什么答:密封装置也是回转窑的重要组成部分之一;密封装置密封性能的好坏,对回转窑的工艺操作能否正常进行关系较大;这是因为回转窑是在负压下进行运行,如果窑头与窑头罩间密封不好,则外部冷空气进入窑内,使窑内的物料量、燃料量和空气量的一定比例关系遭到破坏,减少了由冷却机入窑的二次风的风量,降低了二次风风温,使热耗增大,对熟料的冷却也不好;如果窑尾与烟室之间密封不好,由于该处负压比窑头高,容易吸入大量冷空气,并使窑内气体不易排出,使煤粉燃烧不完全,从而增大煤耗及增大窑尾风机的负荷;在该处由于物料呈粉状,当偶尔倒风时,还会由烟室与窑尾的结合部溢出大量粉尘,影响车间卫生;4、水泥熟料冷却机的作用是什么答:熟料冷却机是回转窑的重要配套设备;其作用可概括为以下几个方面:1、降低熟料温度,回收热量、节省能源;由回转窑出来的熟料,温度约为1200℃左右,经冷却后,降至60~80℃,被高温加热的气体,可作为二次风送入窑内燃料燃烧,改善火焰燃烧条件,也可作为三次风送入分解炉,在与窑气混合后,供燃料燃烧,此外还可作为烘干磨或烘干机的热源;2、高温熟料经冷却后,有利输送与储存;3、经急冷后的熟料,易磨性得到改善,有利粉磨;4、急冷的熟料,其矿物晶体的发育受阻,有利于水泥强度的发挥,提高了抗硫酸盐溶液侵蚀的能力,有利镁含量较高的水泥成品的安定性;5、回转窑传动中设置辅助传动的目的是什么答:鉴于回转窑在点火时应慢转窑,在检修窑体、镶砌窑衬时要把窑转到指定位置,在主电源或主电动机发生故障时,为不使窑体因温度影响和料重影响而发生筒体弯曲,而应定期转窑;因此回转窑应设有辅助传动装置,辅助电动机的电源应单有一套电源保安电源或有内燃机拖动,并应在辅助传动减速器和主减速器间设在离合器,使同一时间只有一种传动起作用;6、冷却机篦板选材有哪些要求答:①、耐热性;②、高温下热稳定性;③、耐磨性;④、温度波动时变形小;四、论述题:一级窑操1、篦式冷却机由哪几部分组成为什么篦式冷却机能对熟料进行骤冷答:1、篦床部分2、传动部分3、机壳4、风冷系统5、拉链机6、破碎机篦式冷却机是利用冷却空气使熟料急冷并进行热交换的装置;由预分解窑出来的温度达1300~1450℃的炽热熟料进入冷却机后,在篦床上铺成层状,在篦板的推动下,一边向前移动,一边作不同程度的翻滚;鼓风机则将具有一定压力的空气以相互垂直的方向穿越料层,与熟料进行热交换,使出冷却机的熟料温度降至100℃以下;二级窑操1、回转窑在运转中出现“电流增大”的原因分析及预防排除方法是什么答:原因: a 窑皮厚而长;b 窑内结圈;c 托轮调整不正确,形成“八字形”;d 托轮轴承润滑、冷却不良;e 筒体弯曲;f 电动机出故障;预防及排除方法:a 减少风、煤、料,处理窑皮;b 处理结圈;c 改调托轮,保持推力方向一致;d 检修润滑冷却装置;e 将筒体凸部或悬臂部翘起处转到上方,略停适当时间,依靠自重校正筒体;f 检修电动机;2“红窑掉砖”的原因分析有哪些如何进行预防及排除答:1、窑皮挂得不好;2、窑衬镶砌质量不高或磨薄后未按期更换;3、轮带与垫板磨损严重,间隙过大,使筒体径向变形增大;4、筒体中心线不直;5、筒体局部过热变形,内壁凹凸不平;预防及排除方法:1、加强配料工作及煅烧操作;2、选用高质量窑衬,提高镶砌质量,严格掌握窑衬使用周期,及时检查砖厚,及时更换磨坏的窑衬;3、严格控制烧成带附近轮带与垫板的间隙;间隙过大时要及时更换垫板或加垫调整,为防止和减少垫板间长期相对运动所产生的磨损;在轮带与垫板间加润滑剂;4、定期校正筒体中心线,调整托轮位置;5、必须做到红窑必停;对变形过大的筒体及时修理或更换;3、篦式冷却机使用中常出现什么故障如何处理答:a 篦床跑偏。
丹麦史密斯(ATOX)立磨介绍.
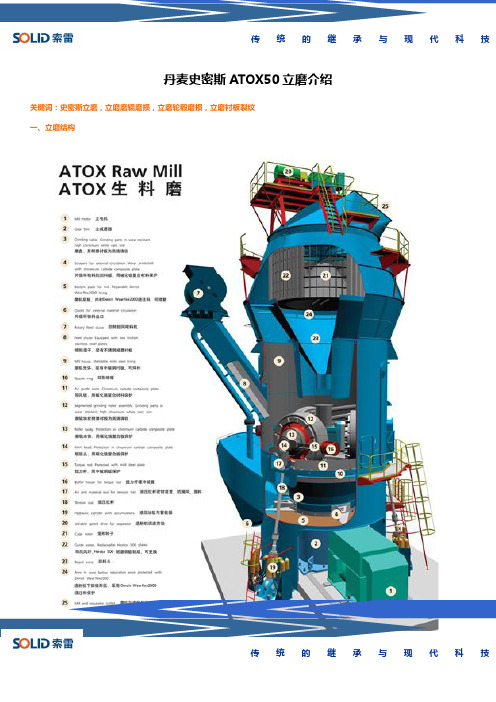
传统的继承与现代科技丹麦史密斯ATOX50立磨介绍关键词:史密斯立磨,立磨磨辊磨损,立磨轮毂磨损,立磨衬板裂纹一、立磨结构传统的继承与现代科技二、磨辊构造1-固定卡铁(A);2-双头螺杆;3-弧形衬板;4-固定卡铁(B);5-轮毂;6-外圈定位环;7-内圈定位环;8-转轴;9-帐套;10-空气密封圈;11-轴承;12-锁紧螺栓;13-圆柱滚子轴承;14-螺钉;15-中心架法兰;16-螺栓;三、磨辊磨损和衬板(辊套)、夹板裂纹分析1、运行环境磨辊是一个圆柱体,直径(带衬板)3000mm,在磨盘带动下旋转,转动时磨辊上各点线速度相同。
因此,在磨盘和磨辊的接触线上,磨盘与磨辊之间在O点是纯滚动,而内外都有速度差,存在相对滑动。
在内侧,磨盘线速度小于磨辊线速度,磨盘对磨辊的静摩擦力和磨盘转向相反;在外侧,磨盘线速度大于磨辊线速度,磨盘对磨辊的静摩擦力和磨盘转向相同。
这两个力方向相反,使磨辊衬板对角受力增大。
加之磨辊衬板两侧有夹板压紧,内外侧处理静摩擦力外还有螺栓的预紧力。
因此磨辊衬板两端受力较大,衬板定位销易出现磨损或断裂,导致衬板在磨盘静摩擦力作用下与轮毂产生相对运动,致使轮毂表面磨损,尤其两侧边缘部位磨损较大,衬板和轮毂接触不实,受力不平衡导致衬板裂纹。
2、制造工艺衬板受铸造工艺和加工工艺限制,衬板成品很难达到与轮毂理论配合精度,造成配合面存在一定的间隙。
虽然依据衬板按照要求,衬板与轮毂之间允许存在0.1mm的间隙,但因环境影响,热风携带颗粒物料不断冲刷衬板与磨辊的配合面,间隙进一步增大,轮毂磨损的同时导致衬板、夹板出现裂纹。
传统的继承与现代科技3、检修环境正常运行情况下,衬板使用6-8个月正常掉面,掉面过程中受检修环境影响(粉尘浓度大),配合面因粉尘附着,也会产生间隙并导致轮毂冲刷磨损。
综上原因,根据统计水泥原料立磨通常情况下一般使用4年后,轮毂磨损,衬板、夹板裂纹现象会比较明显。
四、磨辊轮毂磨损后的危害1、导致衬板两侧压板变形,无法达到紧固要求或丧失紧固能力,严重者衬板脱落,造成磨盘损坏,甚至造成立磨底部减速机损坏。
ATOX50生料立磨的磨辊护罩及刮料器改进

ATOX50生料立磨的磨辊护罩及刮料器改进作者:王虎吕永亮李相政来源:《中国科技博览》2017年第26期[摘要]通过对生料磨的磨辊护罩、刮料器实施技术改进,使生料磨的运转效率得到显著改善和明显提高,为回转窑生产创造了更为有利的条件。
[关键词]立磨改造中图分类号:R552 文献标识码:A 文章编号:1009-914X(2017)26-0319-010 前言我公司生料工艺装备采用的是丹麦史密斯ATOX50立磨,属于国内先进水平。
但该磨自投产以来,无论是刮料器还是磨辊护罩使用周期都比较短,制约了磨机的生产。
如何解决这个问题,成为生料生产的关键。
1.原因分析我公司生料粉磨以冶金石灰石尾矿、砂岩、铁矿石尾矿、煤矸石、炉渣等为原料制造生料。
但自建成以来就面临着一个严峻的问题,冶金石灰石尾矿粒度小,基本在40mm以下,因此料子细,流动性差;本地砂岩硬度大,易磨性较差,造成刮料器及磨辊护罩磨损较快。
2.改进措施(1)改造刮料器由于磨机刮料器磨损速度快,刮料板更换频繁,更换难度较大,导致磨机效率低,减速机振动值上升。
我们通过对现场刮料器磨损面的观察,发现刮料器磨损都是从端部向内500mm 左右,于是将刮料器改造为组合式结构,减少了对磨机本体频繁更换螺栓孔的伤害,解决了上述难题。
改造如图1:(2)改进磨辊护罩磨辊护罩由于原设计前部保护板较短,喷嘴环上旋风裹带物料对磨辊护罩连接部冲击较大,致使磨辊护罩磨损较快,磨辊护罩使用不到4个月便将本体耐磨层磨损殆尽,凹凸密封磨损加快,若不能及时更换,磨机运行将存在重大运行隐患。
于是我们根据喷嘴环角度,将护罩向前延伸了25mm,厚度增加了10mm。
解决了上述问题。
3.效果通过对生料磨的磨辊护罩、刮料器实施技术改进,使生料磨的运转效率得到显著改善和明显提高,为回转窑生产创造了更为有利的条件。
ATOX50立磨操作浅谈
ATOX50立磨操作浅谈立磨与球磨相比,具有很多重要的突出优势,如粉磨效率高、工艺流程简单、运转率高、能耗低、可充分利用窑尾低温废气、烘干能力大、允许入磨物料粒度大、易于对生料成分及细度调节控制、占地面积小、操作环境清洁等。
是大型新型干法水泥生产线较为理想、有效的粉磨设备。
冀东水泥股份公司第二条生产线的生料制备系统采用了丹麦史密斯公司生产的ATOX-50立磨,它是配套4 000 t/d熟料生产线的关键设备之一,1996年10月开始调试,1997年5月达到320 t/d的额定产量,9月通过了360 t/d产量的技术考核。
中央控制室配备了先进的ABB集散型控制系统(DCS系统)进行操作控制。
主要参数见表1。
表1 ATOX-50立磨主要参数1 ATOX-50立磨工作原理和流程它采用料床粉磨原理粉磨物料,电动机通过减速机带动磨盘转动,来自窑尾废气的热风从进风口进入磨内,原料配料后经回转阀入磨,落在转动的磨盘上,在离心力的作用下向磨盘边缘移动并受到磨辊的碾压而粉碎,粉碎后的物料被风环处高速上升的气流(60~70 m/s)带起,大颗粒直接回落到磨盘上重新粉磨,气流中的物料经回转式选粉机选粉后,将不合格的粗粉分离下来,经锥斗落到磨盘中央被重新粉磨(此过程也称内循环);细粉随气流一起出磨,在旋风筒和系统的收尘装置中收集下来,即为生料;还有喂料量的15%~20%的物料通过风环落下,经刮料板刮出,通过输送设备被重新送入磨内粉磨(此过程也称外循环)。
如此循环往复,在研磨的同时,物料充分与热气体进行热交换,从而被烘干,得到符合粒度要求、含水量小于 0.5%的产品。
2 立磨操作中的主要控制参数2.1 振动值振动是辊式磨机工作中普遍存在的情况,合理的振动是允许的,但是若振动过大,则会造成磨盘和磨辊的机械损伤,以及附属设备和测量仪表的毁坏。
料层厚薄不均是产生振动的主要原因,其它原因还有:磨内有大块金属物体;研磨压力太大;耐磨件损坏;储能器充气压力不等;磨通风不足等。
ATOX50原料立磨培训资料

原料立磨一、立磨结构1、主电机,型号:YRKK900-6;额定功率:3800kw;额定电压:10kv;额定功率:50hz;额定转速:990-995r/min;电机轴承为滑动轴承,采用稀油强制润滑,润滑油为:46#抗磨液压油。
每次在开主电机时,必须要确认润滑油站运转正常,油标上显示正常油位。
2、主减速机,a、型号:WPU-200C;WPU-为垂直磨辊立磨设计的行星减速机系统200-减速机的尺寸“C”-”FLS”立磨型号额定功率:3770KW额定输入速度:995/min额定输出速度:25/min主要尺寸:4747×3860×2690mm输入轴高度:850mm重量:105吨b、润滑油站润滑油型号:矿物质油壳牌320推力轴承瓦温度:最小20℃,最大85℃订单号:03-030813-02减速机使用注意事项:a、减速机不允许反转,b、最大的允许力矩不能超过,3、磨盘磨盘的直径为5000mm,磨盘的转速25.0r/min磨盘通过两个大直径的圆柱销和几个大直径螺栓与立式出轴减速机连接,在磨盘上(图1)有一圈由Cr合金或Ni合金白铸铁制造的耐磨件(18)所组成的圆形磨轨。
耐磨件(18)用定位夹铁(11)将其压紧在磨盘之上。
安装于磨盘圆周的挡料环顶环(08)起一定的挡料作用,使物料在磨盘上形成一定的厚度。
在磨盘通过立磨隔板/加强板的位置安装有一扣合密封(16)。
4、刮料板(14)安装在磨盘的下边缘,这样通过喷嘴环落在隔板上的物料就可以被刮到物料的出口处卸出。
5、磨机底板,底板上有耐磨浇注料,可修复6、外循环物料出口7、回转所风喂料机,回转下料器适用于粘性物料;比三道锁风下料器更简单;废气需用量小;喂料更连续;壳体内装有易弯曲和耐磨的橡胶;喷射压缩空气防止粘性物料粘结.8、喂料溜子,装有不锈钢耐磨衬板9、磨机壳体,装有中碳钢衬板,可以补焊10、环形喷嘴环,喷嘴环(24)由一些组件组成。
组件用螺栓连接在支撑环(22)上。
ATOX50 立磨系统的运行[4]
![ATOX50 立磨系统的运行[4]](https://img.taocdn.com/s3/m/7629401e650e52ea5518986f.png)
目录0前言 (1)1 ATOX-50 立磨系统及相关设备参数 (1)1.1辊盘式原料磨 (1)1.2相关设备参数 (2)1.3结构设计特点 (3)1.4工作原理 (3)2运行中工艺参数控制及其调节 (3)2.1立磨系统的参数 (3)2.1.1磨内通风量 (3)2.1.2料层厚度 (4)2.1.3振动值 (4)2.1.4研磨压力 (5)2.1.5压差 (6)2.1.6磨机出口温度 (6)2.1.7产品细度 (7)2.2系统参数控制 (7)2.3控制要点 (8)2.4运行过程中的调节 (8)2.5立磨系统三大稀油站控制 (8)2.5.1主减速机稀油站 (8)2.5.2磨辊稀油站 (8)2.5.3液压系统 (9)3调试与生产 (9)3.1调试 (9)3.1.1无负荷试车 (10)3.1.2负荷试车 (12)3.2开车顺序 (12)3.3停车 (12)3.3.1停车注意事项 (13)3.3.2故障停车 (13)3.3.3紧急停车 (13)4 生产中常见的问题及解决措施 (13)4.1 常见的问题及解决措施 (14)4.2 磨机运行中异常情况分析及处理 (15)5 结语 (15)6 参考文献 (16)7 致谢 (16)ATOX-50 立磨系统的运行李坡摘要:山东东华水泥有限责任公司5000t/d生产线原料制备采用丹麦史密斯公司的ATOX-50立磨。
本文主要介绍了该系统的主机配制和立磨的结构特点,分析了该系统的性能参数及其优化控制;讨论了调试、生产中遇见的问题及其解决办法,目前该立磨能实现高产、低耗稳定运行,系统产量已达到410t/d。
关键字:ATOX-50;调试;生产Revolving of ATOX-50 verticl mill’S systermLI POAbstract:T he first-phase project of Shandong donghua cement Co.Ltd.,the 5000t/d production line,was designed and developed by Sinoma-nanjing Cement Industry Design And Research Institute (NCDRI),and the commissioning was also finished by them.The characteristic of stucture andequipment of ATOX-50 verticl mill, main performance Parameters Of the syster were analyzed as wellas as its optimization and controlling,problems and releted messures during the commissioning and production Were discussed.At present,the vertical mill realize highoutput and lowconsumption,and the output of the system is up to 410t/d.Key word: ATOX-50 verticl mill; commissioning; production.0 前言:山东东华水泥有限公司是一家采用新型干法水泥熟料生产技术生产高标高水泥熟料的国营股份知企业,该公司的设计和调试均由中材国际南京工业设计研究院承担。
ATOX50型立磨液压装置概述和操作

ATOX50型立磨液压装置概述和操作附录:管路总图34170-41-Ⅰ管路图、仪表板、电磁阀34170-28-Ⅱ管路图、阀块、液压缸34170-41-Ⅲ线路图34170-25-Ⅳ液压缸布置图34170-41-Ⅴ液压缸34170-28-Ⅵ磨压力曲线图34171-41-Ⅶ文章由以下说明书组成:液压装置、安装、调试和维护19871液压蓄能器35161液压缸及密封圈的更换36761液压缸贮存36111目录:1、总概述22、操作运行原理33、安装(见1981说明书)134、操作135、维护(见安装说明书)316、附录图32注意!最近使用的说明书是根据FLS的经验认为最有可能发生的情况写的。
所有可能在立磨的运行和维护中发生的状况没有能全部提供。
当然,如果事情发生在说明书以外的事,使用者感到不能操作,我们将承诺在得到通知后以尽快的行动答复。
1、总根述ATOX立磨的液压设备在磨的运行中使磨辊相对于磨盘有一个稳定的压力。
而且液压装置在磨刚起动时能抬高磨辊减少电机的起动负荷。
2、结构和运行原理2.1结构液压装置包括一个液压泵站、三个液压缸,每个液压缸有四个蓄能器。
附录Ⅰ,Ⅱ,Ⅲ显示液压系统相应独立的管路图。
2.1.1液压泵站泵由各部分组成,数量和型号在单独的零件表说明。
每部分详细的说明在第6章节。
泵站主要的部件是:油箱(1),它能够装有达到运行条件数量的油。
油箱还有监控油面和油温的部件。
主泵(8)是一个压力补偿轴向泵,它给液压缸和蓄能器提供油。
流量计(14)装在泵的回油线路上。
当泵坏时,流量会增大,流量数据作为给泵提供有用的信息结果。
然而需要强调的是当重新调整泵时也可能会发生流量的变化。
过滤泵(22)是一个齿轮泵,它使油通过过滤器(33)和油冷却器(37)单独循环。
冷却由水阀温度调节装置(35)控制。
过滤泵还用来放油和加油。
(40)是油压和油温显示的集中板。
(40)板还是压力传感器(44)的联结板。
球阀(50)包括控制蓄能器出油流量的阀和主要安全阀(56/57/58)系统。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
Seali ng ring
3.127706
1
刮板
Scraper
1.233698
8
耐磨板
Wear plate
3.127707
8
刮板仓密封板
Seali ng ring segme nt
1.109797
16
垫片
Washer
4.092932
48
磨盘衬板
Wear segme nt
2.155812
24
常用消耗件
3.106911
3
常用消耗件
磨辊轴承
Cylindrical bearing NU 20/800 ECMA
3
O型圈
O-seal dia 1189 x 8 mm
6
油封
Rotary shaft seal. Dia. 890/930 x 23 mm
3.105930
6
油封
Rotary shaft seal. Diቤተ መጻሕፍቲ ባይዱ. 590/560 x 20 mm
2.229485
3
支撑板
Plate
4.217277
36
支撑圈
Support
3.226789
36
导风锥
Guide segme nt
2.229915
6
常用消耗件
Grinding Roller磨辊
磨辊轴承
Spherical beari ng241/710 ECAK30/W77
3
锥形套筒
Coni cal sleeve
1
气缸锁扣
Faste n for cyli nder 367-12-1600
1
活塞杆接头
Piston rod coupling 366-05-1600
1
电磁阀
Solenoid valve 347 S 2730
1
线圈
Coil for sole noid valve
2
排气装置
Quick exhauster MV 27 00 34
8
常用消耗件
Shim segme nt
2.155813
8
Shim segme nt
2.155814
16
Shim segme nt
2.155815
8
Dista nee ring segme nt
2.155817
8
Nozzle Ri ng喷嘴环
喷嘴环
Segme nt
1.234428
6
常用消耗件
Segme nt
Clamp for wear segme nt
2.129065
36
常用消耗件
衬板夹块
Clamp for wear segme nt
2.129064
36
常用消耗件
衬板螺栓
Bolt for wear segme nt
3.124680
2
接头
Nipple RA 011 3/4"
2
消声器
Sile ncer
PSE34
2
消声器
Sile ncer
PSE12
2
过滤器
Filter F28-C4-SG 00
1
微动开关
Microswitch
4.033001
1
带法兰盘轴承
Fla nge beari ng
3.217679
2
For Air Separator type RAR-LVT 50选粉机
1
锁紧圈
Clamp ring
3.133482
1
圆柱辊子轴承
Cylindrical roller bearing NU 1052.C3
1
耐磨环
Wear ring
3.133496
1
轴封
Shaft seal A 300 x 340 x 20 mm
1
轴封
Shaft seal A 260 x 300 x 20 mm
6
中心架螺栓
Bolt M80x600
24
螺母
Nut M80
7.000304
48
中心架螺栓保护帽
Protect ion cap
3.124678
12
常用消耗件
中心架螺栓保护罩
Protectio n shield
3.124685
3
常用消耗件
磨辊衬板
Wear segme nt
1.088600
36
常用消耗件
衬板夹块
ATOX 50
序号
名称
规格型号
图号
数量
备注
Discharge Gatetype1000x630x 30入磨气动翻板阀
阀板
Gate plate
3.217679
1
轴
Shaft dia. 65 x 1480 mm
3.214370
1
气缸
Cyli nder dim. 167/160/250 mm
1
气缸锁扣
Faste n for cyli nder 367-2816-00
2
定位套
Dista nee bush ing
3.108358
1
上定位套
Upper bush ing
3.133498
1
支承环
Shaft support ring
3.133499
1
轴封
Shaft seal AS 250 x 280 x 15 mm
1
定位环
Positi oning ring
3.133495
衬板固定块
Clamp for wear segme nt
3.127703
120
衬板固定块
Clamp for wear segme nt
3.127704
48
衬板螺栓
M36X 360
72
衬板螺栓
M36X 400
48
定位销
Dete nt pin
4.092934
24
挡料圈
Dam ring segme nt
2.155816
2
衬垫
Gasket dia. 108 x 3 mm
1
轴封
Shaft seal GP-6901000-T47
2
轴封
Shaft seal PS-1401000-T46
1
衬垫
Gasket ORAR-00339-V70G3
1
轴封
Shaft GR-6900500-T47
1
轴封
Shaft seal RS-1300500-T46
4.083075
1
主轴
Mai n shaft
1.206241
1
上定位套
Upper dista nee bush ing
3.133497
1
导环
Guide ring
2.165769
1
轴封
Shaft seal A 240 x 270 x 15 mm
1
圆锥辊子轴承
Roller thrust beari ng 29344 E
导向叶片
Weari ng plate
2.231812
68
常用消耗件
带法兰盘联轴器
Fla nged coupli ng
1.206225
1
锁紧盘
Clamp bushi ng 300 RfN 4071
1
耐磨套
Bushi ng
4.101031
1
常用消耗件
单向阀
Non-return valve RHZ 12-PLR-ED/0.7
1
轴封
Shaft seal WE-3100500-T05
1
衬垫
Gasket ORAR-OO331-V7OG3
1
衬垫
Gasket ORAR-OO137-V7OG3
1
轴封
Shaft seal WE-3200750-T05
1
轴封
Shaft seal ORAR-OO234-V7OG3
1
Grin di ng Table磨盘