10初始过程流程图(OK)
合集下载
《初始过程流程图》word版

编制/日期:
审核/日期:
批准/日期: 表单编号:PSD0202-1-13
2/2
企业名称替换
初始过程流程图-APQP
编制日期: 年 月 日
项目编号:
产品名称:
工序编号
初始过程流程图<标注顾客提供的重要特性>
重要特性
1
进料
1
阻燃性:产品特
NG
检验
退货
性
OK
下料 2
3
断线
NG
检验
返工
OK OK
NG
2
4
铆接
报废
拉脱力:过程特
性
铆接高度
15
16
17 18 编 制
NG
返工
NG
OK
报废
项目小 组会签
成检
OK
包装
终检 NG
OK
入库
出货
企业名称替换
1/2
拆箱全检
项目 组长 表单编号:PSD0202-1-10
初始特殊特性清单-APQP
编制日期: 年 月 日
项目编号:
产品名称:
序号 特性名称
特性 符号
重要或关键特性操作描述 重要或关键产品特性 重要或关键过程特性
特性来源Βιβλιοθήκη 1234
5
6
7
8
9
备注
初始特殊特性来源于顾客的特殊特性清单、图纸、相关产品标准以及已 经生产的类似产品的特殊特性和经验.
初始过程流程图

数量、标识、外观、
○
搬运到指定库位
库位
80
△
贮存产品
外观
90
◇
产品最终审核
产品外观、包装数量、标签标识
100
○
汽车交付
外包装
外观
○
表面处理回至在制品库
颜色、膜厚
60
◇
成品入库检验
依《成品入库检验规程》及《检验规格》
○
搬运到包装组
外观
70
□
包装
包装数量、标签标识、包装封口、包装带数量
编号:Q/NDF/QR0202-03
XXXXXX有限公司
初始过程流程图
共2页,第2页
步骤
加工搬运贮存检查
□○△◇
操作描述
产品控制参数
备注
◇
检验
备注
10
◇
线材进料检验(外协进料)
材质证明、外观、外径
○
搬运到指定区
外观
20
△
贮存
外观
○
搬运到打头区
外观
30
□
打头
外观、头径、头厚、杆长、焊点高度、焊点外径
有效径< >、束尾外径、束尾长度
○
搬运到搓丝区
外观
40
□
搓丝
外观、螺纹长度、螺纹精度< >、螺纹外径< >
○
搬运到表面处理厂
螺纹、外观
50
□
表面处理(外协)
编号:Q/NDF/QR0202-03
XXXX有限公司
初始过程流程图
共2页,第1页
零件型号:XX-XXXX客户:XX Nhomakorabea业有限公司
○
搬运到指定库位
库位
80
△
贮存产品
外观
90
◇
产品最终审核
产品外观、包装数量、标签标识
100
○
汽车交付
外包装
外观
○
表面处理回至在制品库
颜色、膜厚
60
◇
成品入库检验
依《成品入库检验规程》及《检验规格》
○
搬运到包装组
外观
70
□
包装
包装数量、标签标识、包装封口、包装带数量
编号:Q/NDF/QR0202-03
XXXXXX有限公司
初始过程流程图
共2页,第2页
步骤
加工搬运贮存检查
□○△◇
操作描述
产品控制参数
备注
◇
检验
备注
10
◇
线材进料检验(外协进料)
材质证明、外观、外径
○
搬运到指定区
外观
20
△
贮存
外观
○
搬运到打头区
外观
30
□
打头
外观、头径、头厚、杆长、焊点高度、焊点外径
有效径< >、束尾外径、束尾长度
○
搬运到搓丝区
外观
40
□
搓丝
外观、螺纹长度、螺纹精度< >、螺纹外径< >
○
搬运到表面处理厂
螺纹、外观
50
□
表面处理(外协)
编号:Q/NDF/QR0202-03
XXXX有限公司
初始过程流程图
共2页,第1页
零件型号:XX-XXXX客户:XX Nhomakorabea业有限公司
初始过程流程图

初始过程流程图
工序名称:装磁瓦
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行机壳总成、磁瓦、弹涨片进料检验
存放在原材料仓库
从仓库领料至车间
取四片弹涨片,扣在工装的四个活动滑块上
取四片磁瓦,磁瓦上的槽与工装上定位块相吻合吸附在工装的四个弧形吸附块上
取一机壳总成,固定翼板上的螺钉尖向下套于工装上,机壳缝与工装上的定位块方向一致安装到位;
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:综合测试
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成放在综合测试台夹具中
电机插头与工作台上端子相接,按下按钮
测试
质保部抽检
将零件放在传动板上流入下道
A电机 Ⅰ档n=1800±200r/minⅡ档:n=2600±200r/min
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行前端盖、后端盖、波形垫圈、电刷架总成进料检验
存放在原材料仓库
从仓库领料至车间
装电枢总成
装电刷架总成
装波形垫圈、后端盖
自检
质保部抽检
将零件放在传动板上流入下道
气压0.4-0.6MPa
编 制
审 核
批 准
初始过程流程图
工序名称:初测
步骤
装配
领料
放
置
检验
B电机 Ⅰ档:n=2000±200r/min
Ⅱ档:n=2800±200r/min
工序名称:装磁瓦
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行机壳总成、磁瓦、弹涨片进料检验
存放在原材料仓库
从仓库领料至车间
取四片弹涨片,扣在工装的四个活动滑块上
取四片磁瓦,磁瓦上的槽与工装上定位块相吻合吸附在工装的四个弧形吸附块上
取一机壳总成,固定翼板上的螺钉尖向下套于工装上,机壳缝与工装上的定位块方向一致安装到位;
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:综合测试
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成放在综合测试台夹具中
电机插头与工作台上端子相接,按下按钮
测试
质保部抽检
将零件放在传动板上流入下道
A电机 Ⅰ档n=1800±200r/minⅡ档:n=2600±200r/min
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行前端盖、后端盖、波形垫圈、电刷架总成进料检验
存放在原材料仓库
从仓库领料至车间
装电枢总成
装电刷架总成
装波形垫圈、后端盖
自检
质保部抽检
将零件放在传动板上流入下道
气压0.4-0.6MPa
编 制
审 核
批 准
初始过程流程图
工序名称:初测
步骤
装配
领料
放
置
检验
B电机 Ⅰ档:n=2000±200r/min
Ⅱ档:n=2800±200r/min
初始过程流程图经典范例
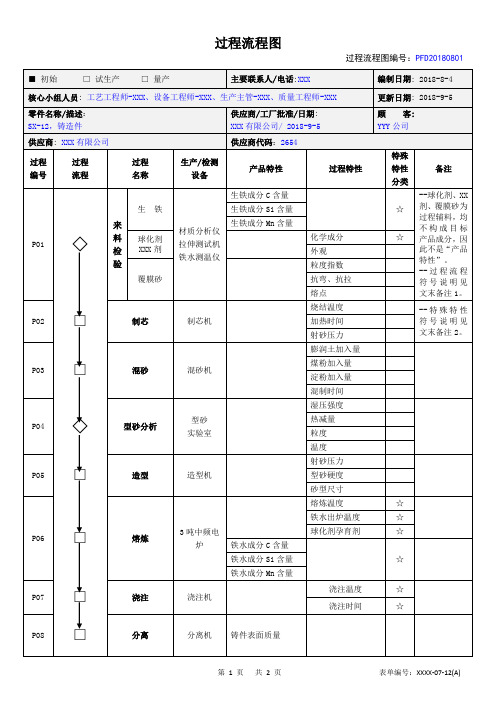
P05
造型
造型机
型砂硬度 砂型尺寸 熔炼温度 铁水出炉温度 ☆ ☆ ☆ ☆
P06
□
熔炼
3 吨中频电 炉 铁水成分 C 含量 铁水成分 Si 含量 铁水成分 Mn 含量
球化剂孕育剂
P07
□ □
浇注温度 浇注 浇注机 浇注时间 分离 分离机
☆ ☆
P08
铸件表面质量
第 1 页
共 2 页
表单编号:XXXX-07-12(A)
过程流程图
过程流程图编号:PFD20180801
■ 初始 □ 试生产 □ 量产 主要联系人/电话:XXX 编制日期: 2018-8-4 更新日期: 2018-9-5 顾 客:
核心小组人员: 工艺工程师-XXX、设备工程师-XXX、生产主管-XXX、质量工程师-XXX 零件名称/描述: SX-12,铸造件 供应商: XXX 有限公司 过程 编号 过程 流程 过程 名称 生产/检测 设备 供应商/工厂批准/日期: XXX 有限公司/ 2018-9-5 供应商代码:2654
P11
机加工
铸件尺寸
P12
◇
□ △
包 装
最终检验
目视
铸件整体外观
防锈处理 产品包装
涂装机 包装机 搬运车 7#仓库
防锈油保质期
P13
P14
入库
仓库温湿度 通风条件
备 注 编 制
1. “◇”表示检验、 “□”表示加工、 “→”表示搬运、 “△”表示贮存、 “◎”表示返工/返修; 2. “★”表示与安全或法规有关的特殊特性符号——关键特性; “☆”表示很大程度影响产品的功能、性能、安装 与配合的特殊特性符号——重要特性。
审查
批 准
初始过程程序图

自检
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:充磁
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将待充磁定子总成放入充磁头中
检查充磁电压为1.4KV
按下充磁开关进行充磁
测量磁通
自检
质保部抽检
将零件存放周转箱
磁通大于4.5
充磁电压为1.4KV
编 制
审 核
批 准
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:综合测试
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成放在综合测试台夹具中
电机插头与工作台上端子相接,按下按钮
测试
质保部抽检
将零件放在传动板上流入下道
A电机 Ⅰ档n=1800±200r/minⅡ档:n=2600±200r/min
踩下脚踏开关
自检
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:拉铆
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行拉铆钉进料检验
存放在原材料仓库
从仓库领料至车间
取四个拉铆钉,分别插入机壳与弹涨片的四个铆钉孔中;
用拉铆枪一一完成拉铆过程
用吹尘枪吹干净机壳内部
步骤
装配
领料
放
置
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:充磁
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将待充磁定子总成放入充磁头中
检查充磁电压为1.4KV
按下充磁开关进行充磁
测量磁通
自检
质保部抽检
将零件存放周转箱
磁通大于4.5
充磁电压为1.4KV
编 制
审 核
批 准
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:综合测试
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
将风扇电机总成放在综合测试台夹具中
电机插头与工作台上端子相接,按下按钮
测试
质保部抽检
将零件放在传动板上流入下道
A电机 Ⅰ档n=1800±200r/minⅡ档:n=2600±200r/min
踩下脚踏开关
自检
质保部抽检
将零件存放物料箱
气压0.3-0.5MPa
编 制
审 核
批 准
初始过程流程图
工序名称:拉铆
步骤
装配
领料
放
置
检验
作业说明
KPC
KCC
按检验卡片进行拉铆钉进料检验
存放在原材料仓库
从仓库领料至车间
取四个拉铆钉,分别插入机壳与弹涨片的四个铆钉孔中;
用拉铆枪一一完成拉铆过程
用吹尘枪吹干净机壳内部
步骤
装配
领料
放
置
初始过程流程图范例
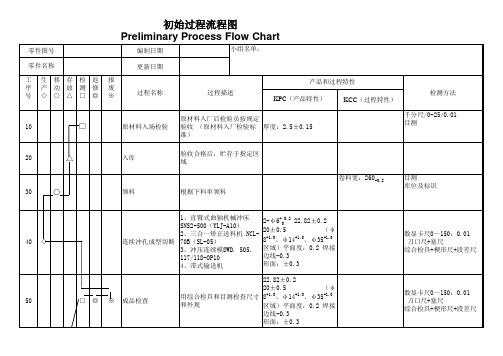
10
□
原材料入场检验
原材料入厂后检验员按规定 验收 (原材料入厂检验标 厚度:2.5±0.15 准) 验收合格后,贮存于指定区 域 卷料宽:260-0.2
20
△
入库
30
○
领料
根据下料单领料
Байду номын сангаас
目测 库位及标识
40
◇
1、直臂式曲轴机械冲床 SNS2-500(YLJ-A10) 2、三合一矫正送料机 NCL连续冲孔成型切断 70B(SL-05) 3、冲压连续模8WD. 505. 117/118-OP10 4、带式输送机
初始过程流程图 Preliminary Process Flow Chart
零件图号 零件名称 工 序 号 生 移 存 检 返 产 动 放 测 修 ◇ ○ △ □ ◎ 报 废 ※ 编制日期 更新日期 产品和过程特性 过程名称 过程描述 KPC(产品特性) 检测方法 KCC(过程特性) 千分尺/0-25/0.01 目测 小组名单:
数显卡尺0~150:0.01 刀口尺+塞尺 综合检具+楔形尺+段差尺
初始过程流程图 Preliminary Process Flow Chart
零件图号 零件名称 工 序 号 生 移 存 检 返 产 动 放 测 修 ◇ ○ △ □ ◎ 报 废 ※ 编制日期 更新日期 产品和过程特性 过程名称 过程描述 KPC(产品特性) 检测方法 KCC(过程特性) 目测 60 △ 包装入库 验收合格后,贮存于指定区 域 小组名单:
2-φ 6+00.2 22.82±0.2 20±0.5 (φ +1.0 +1.0 +1.0 8 、φ 14 、φ 35 区域)平面度:0.2 焊接 边线-0.3 形面:±0.3
初始过程流程图

废件回炉 入库搬运
内外观飞边、毛刺、附着物
☆
表面质量、硬度、机械性能、尺 寸
打磨、焊补及焊补温度的控制
按材质分类回用 避免野蛮装卸
18
□
成品储存
标识位置
注 : A 为 不 合 格 铸 件 回 用
5◇
6
湿型砂混砂 △
△
水份和原料配比
混碾时间
7◇
8
△
造型
△
型腔完整性
型砂性能
9◇
合箱
△
关键位置尺寸
10 ◇
11
△
熔炼
☆
化学成分、机械性能
炉料配比
12 ◇
浇注
△
浇注温度、浇注时间
浇注速度
13 ◇
落砂
硬度、外观
保温时间
○
移至清理车间
14 ◇
抛丸
粗糙度
抛丸力度、时间
15 ◇
16
A
17
○
△ ★
清理 毛坯、检验
编号 ◇ ○ □ △ ★
操作描述
供应商代码:
标识
关键产品特性
标识
关键过程特性
1
△
原材料检验、 工装模具检验 芯盒
原材料成分、化学性能检验
△
模具的缩量验证 芯盒的位置、尺寸、粗糙度的检
验
合格供方
2
□
原材料、外协件 储存
△
定置存放、防潮、干燥通风
3
○
原材料、外协件 移至熔炼车间
☆
4◇
原材料称重 △
原材料配比的计算
■ ■
初始过程流程图
过程流程图编号: 样品 □ 试生产 ■
生产 □
内外观飞边、毛刺、附着物
☆
表面质量、硬度、机械性能、尺 寸
打磨、焊补及焊补温度的控制
按材质分类回用 避免野蛮装卸
18
□
成品储存
标识位置
注 : A 为 不 合 格 铸 件 回 用
5◇
6
湿型砂混砂 △
△
水份和原料配比
混碾时间
7◇
8
△
造型
△
型腔完整性
型砂性能
9◇
合箱
△
关键位置尺寸
10 ◇
11
△
熔炼
☆
化学成分、机械性能
炉料配比
12 ◇
浇注
△
浇注温度、浇注时间
浇注速度
13 ◇
落砂
硬度、外观
保温时间
○
移至清理车间
14 ◇
抛丸
粗糙度
抛丸力度、时间
15 ◇
16
A
17
○
△ ★
清理 毛坯、检验
编号 ◇ ○ □ △ ★
操作描述
供应商代码:
标识
关键产品特性
标识
关键过程特性
1
△
原材料检验、 工装模具检验 芯盒
原材料成分、化学性能检验
△
模具的缩量验证 芯盒的位置、尺寸、粗糙度的检
验
合格供方
2
□
原材料、外协件 储存
△
定置存放、防潮、干燥通风
3
○
原材料、外协件 移至熔炼车间
☆
4◇
原材料称重 △
原材料配比的计算
■ ■
初始过程流程图
过程流程图编号: 样品 □ 试生产 ■
生产 □
10初始过程流程图
特殊特
性符号
备 注
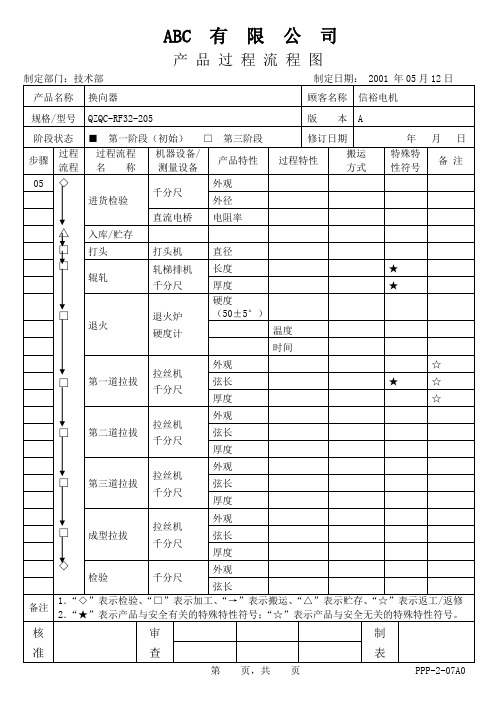
05
◇
△
□
□
□
□
□
□
□
◇
进货检验
千分尺
外观
外径
直流电桥
电阻率
入库/贮存
打头
打头机
直径
辊轧
轧梯排机
千分尺
长度
★
厚度
★
退火
退火炉
硬度计
硬度
(50±5°)
温度
时间
第一道拉拔
拉丝机
千分尺
外观
☆
弦长
★
☆
厚度
☆
第二道拉拔
拉丝机
千分尺
外观
弦长
厚度
第三道拉拔
拉丝机
千分尺
外观
弦长
厚度
成型拉拔
拉丝机
千Байду номын сангаас尺
外观
弦长
厚度
检验
千分尺
外观
弦长
备注
1.“◇”表示检验、“□”表示加工、“→”表示搬运、“△”表示贮存、“☆”表示返工/返修
2.“★”表示产品与安全有关的特殊特性符号;“☆”表示产品与安全无关的特殊特性符号。
核 准
审 查
制
表
第 页,共 页 PPP-2-07A0
ABC 有 限 公 司
产 品 过 程 流 程 图
制定部门:技术部 制定日期: 2001 年05月12日
产品名称
换向器
顾客名称
信裕电机
规格/型号
QZQC-RF32-205
版 本
A
阶段状态
■第一阶段(初始) □ 第三阶段
修订日期
年 月 日
性符号
备 注
05
◇
△
□
□
□
□
□
□
□
◇
进货检验
千分尺
外观
外径
直流电桥
电阻率
入库/贮存
打头
打头机
直径
辊轧
轧梯排机
千分尺
长度
★
厚度
★
退火
退火炉
硬度计
硬度
(50±5°)
温度
时间
第一道拉拔
拉丝机
千分尺
外观
☆
弦长
★
☆
厚度
☆
第二道拉拔
拉丝机
千分尺
外观
弦长
厚度
第三道拉拔
拉丝机
千分尺
外观
弦长
厚度
成型拉拔
拉丝机
千Байду номын сангаас尺
外观
弦长
厚度
检验
千分尺
外观
弦长
备注
1.“◇”表示检验、“□”表示加工、“→”表示搬运、“△”表示贮存、“☆”表示返工/返修
2.“★”表示产品与安全有关的特殊特性符号;“☆”表示产品与安全无关的特殊特性符号。
核 准
审 查
制
表
第 页,共 页 PPP-2-07A0
ABC 有 限 公 司
产 品 过 程 流 程 图
制定部门:技术部 制定日期: 2001 年05月12日
产品名称
换向器
顾客名称
信裕电机
规格/型号
QZQC-RF32-205
版 本
A
阶段状态
■第一阶段(初始) □ 第三阶段
修订日期
年 月 日
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
挤出机温度符合 工艺单
试生产过程流程图
公司名称:
产品名称:
小组成员:
产品型号:
编制:
工序
制造 移动 存储 检验 ▲◎■◆
操作描述
10
◎
接收物料
20
◆
验收物料
30
■
物料入库/贮存
40
◎
领料ห้องสมุดไป่ตู้
50
▲
配料
60
▲
混料
70
▲
挤出
80
▲
切粒
90
◎
取样
100
◆
成品检验
110
▲
包装
120
■
产品入库
130
◆
发货前检验
140
◎
交付
日期:
反应计划
特性符号
退货、拒收
退货、拒收
重新检验
退料、重领
重配
SC
重混
调整工艺、重新过机
SC
调整工艺、重新过机
重新取样
返工
重新包装
报告主管领导
返工
召回
程图
审批:
文件编号 小组组长: 日期:
关键产品特性
特性符号
关键过程特性
阻燃性≤100 熔体流动速率≥10
熔体流动速率≥10
SC
原料配比/类型/ 数量与配方一致
SC