铝扣板检验标准
铝扣板验收标准
铝扣板安装及验收标准培训一、目的:使大家了解铝扣板安装的工艺和铝扣板安装后的验收标准,在以后维修时能很好的完成任务。
二、适用范围:适用于第一太平戴维斯物业顾问(北京)有限公司濠江分公司工程部综修专业。
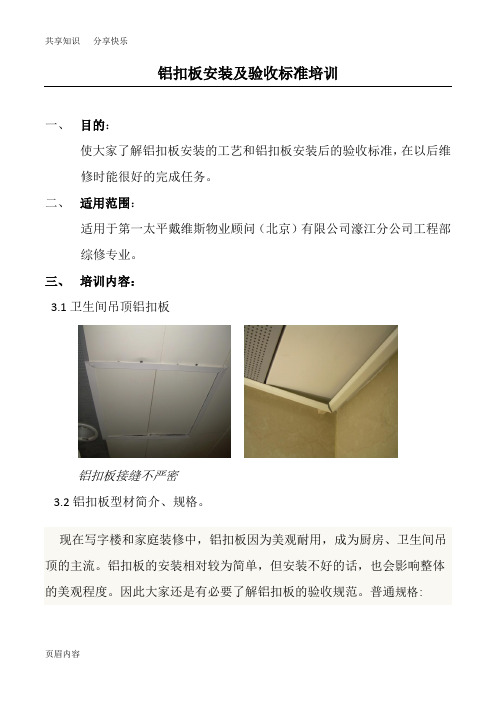
三、培训内容:3.1卫生间吊顶铝扣板铝扣板接缝不严密3.2铝扣板型材简介、规格。
现在写字楼和家庭装修中,铝扣板因为美观耐用,成为厨房、卫生间吊顶的主流。
铝扣板的安装相对较为简单,但安装不好的话,也会影响整体的美观程度。
因此大家还是有必要了解铝扣板的验收规范。
普通规格:宽:100\200\300\毫米厚:0.6~1.0毫米长:600~1200(家庭适用长度,也可定尺加工)3.3铝扣板安装要求:1、国家现行有关标准规定。
轻钢龙骨或木龙骨架的安装必须按有关规定进行防火阻燃处理。
罩面板与龙骨连接必须紧密、牢固;2、设备口、灯具位置的设置必须按板块分格对称,布局合理;3、开口边缘整齐,护口严密不露缝。
排列横竖顺直、整齐、美观。
工人正在安装铝扣板。
检验方法:观察、尺量、手扳检查已安装好的铝扣板。
3.4铝扣板吊顶工艺顶部一般由三个部分组成:吊杆、骨架、面层。
骨架的作用:承受顶部的荷载,并将荷载通过吊杆传给屋顶承重结构。
骨架的材料:有木龙骨架、轻钢龙骨架、铝合金龙骨架等。
骨架的结构:主要包括主龙骨、次龙骨和搁栅、次搁栅、小搁机所形成的网架体系。
轻钢龙骨和铝合金龙骨在T型、U型、LT型及各种异型龙骨等。
金属板与龙骨连接必须牢固可靠,不得松动变形。
设备口、灯具的位置应布局合理,按条、块分格对称,美观。
套割尺寸准确边缘整齐,不露缝。
排列顺直、方正3.5铝扣板验收标准3.5(1)、铝扣板的表面质量:合格:表面平整、起拱正确,颜色一致,洁净、无污染,无返锈、麻点、锤印,无外露钉帽。
优良:表面平整、起拱准确、颜色一致,洁净、无污染,无返锈、麻点、锤印,自攻螺丝排列均匀,无外露钉帽、无开裂。
3.5(2)、铝扣板的接缝处理合格:接缝位于龙骨上宽窄均匀、压条顺直,无翘曲,光滑通顺,接缝严密,无透漏。
铝扣板吊顶工程技术交底

铝扣板吊顶工程技术交底引言概述:铝扣板吊顶工程技术交底是指在进行铝扣板吊顶工程前,施工方与业主或者监理方进行的一次技术交底会议。
该会议旨在确保各方对铝扣板吊顶工程的施工要求、工艺流程、质量标准等方面有清晰的了解和共识。
下面将从四个方面详细阐述铝扣板吊顶工程技术交底的内容。
一、工程要求1.1 材料选用:详细介绍铝扣板吊顶所使用的材料,包括铝合金材质、厚度、涂层等。
强调材料的质量要求,确保符合相关标准。
1.2 承重要求:说明铝扣板吊顶的承重能力,根据实际情况确定吊顶的承重要求,确保吊顶的稳定性和安全性。
1.3 防火要求:详细介绍铝扣板吊顶的防火性能要求,包括材料的防火等级、防火涂料的使用等。
确保吊顶符合建造防火规范。
二、工艺流程2.1 吊顶安装顺序:详细说明铝扣板吊顶的安装顺序,包括吊顶龙骨的安装、扣板的安装等。
强调安装的先后顺序和注意事项,确保施工流程的顺利进行。
2.2 吊顶尺寸要求:阐述铝扣板吊顶的尺寸要求,包括吊顶板的尺寸、间距、缝隙等。
指导施工人员进行精确的尺寸测量和安装,确保吊顶的平整度和美观度。
2.3 吊顶接缝处理:介绍吊顶接缝处理的方法,包括接缝的密封材料、处理工艺等。
强调接缝处理的重要性,确保吊顶的整体效果和密封性。
三、质量标准3.1 表面处理:说明铝扣板吊顶表面处理的要求,包括涂层的平整度、颜色的一致性等。
强调表面处理的质量标准,确保吊顶的美观度和耐久性。
3.2 安装精度:阐述铝扣板吊顶安装的精度要求,包括吊顶板的水平度、垂直度等。
指导施工人员进行准确的安装,确保吊顶的整体效果和稳定性。
3.3 检验验收:介绍铝扣板吊顶工程的验收标准,包括外观质量、尺寸精度、防火性能等方面。
强调验收标准的严格性,确保吊顶工程符合规范要求。
四、安全措施4.1 施工安全:详细介绍铝扣板吊顶施工中的安全措施,包括施工现场的防护、人员的安全意识等。
强调施工安全的重要性,确保施工过程中无事故发生。
4.2 使用安全:指导业主或者使用方在使用铝扣板吊顶时的安全注意事项,包括不可随意拆卸、不可过度负荷等。
铝扣板吊顶分项工程检验批质量验收记录
铝扣板吊顶分项工程检验批质量验收记录铝扣板吊顶,这个名字一听就挺高大上的,但其实嘛,做起来也没那么复杂。
现在的吊顶工程,说实话,都离不开铝扣板了。
就像咱们厨房里的油烟机和饭菜,缺一不可。
今天呢,咱就聊聊这铝扣板吊顶分项工程的检验批质量验收,简单来说就是,咱们得确保这吊顶的每一块铝扣板都像咱做饭一样,干净利落,没有瑕疵。
大家想想,一块掉下来,吓死人了,不小心撞到脑袋就麻烦大了。
那可是要让施工队员重做的啊,费时费力还浪费材料,所以质量验收这一关,真是不能马虎!说到这个“检验批”,其实它就像一个个小分队,每一个分队都得负责把好关。
吊顶可不像贴瓷砖那样,你瞧一眼就能看出来好不好。
这个铝扣板吊顶不光要外观好,里面的结构也得稳固。
你看这些铝扣板,看似简简单单的,但要是按了错,装上去有点歪,放时间久了,就容易变形,问题就大了。
所以说,检验批质量验收的时候,得全方位、无死角地检查,别漏掉一个小细节。
每一块铝扣板的平整度、接缝的严密程度,都得一一过关,尤其是这个接缝,不合格就会有缝隙,时间长了积灰也难清理,变成了灰尘的藏匿地,谁还想生活在灰尘中呢?哎,说到这里,大家是不是有点好奇,怎么才能检查这些吊顶质量好不好呢?其实也简单,首先你得先看看铝扣板本身的材质,得是那种光亮滑顺的,摸着也得有手感。
然后,安装的时候,得确保它的安装位置准确,不能偏一毫米,不然不光影响外观,长期下来可能会引起松动。
就得注意吊顶和墙体的连接,千万不能太松或者太紧,这样吊顶的整体性才能保持平稳。
安装好后,咱们还得做一个强度测试,看看这些铝扣板能不能承受日常的碰撞,尤其是像厨房、卫生间这些湿气重的地方,吊顶得能抗得住各种“考验”。
哎呀,这测试一做,心里才踏实,不然随便一碰,这吊顶掉下来,真是“惊天动地”啊!再来说说铝扣板的外观吧,大家知道这吊顶的美观度直接影响到整个房间的氛围吧?如果接缝处理不当,或者铝扣板本身有划痕,那就太丢面子了。
大家可想而知,一进屋看到吊顶上有破损,谁还敢放心住?就像做菜,调料加得不对,吃起来就没味儿。
铝扣板检验标准
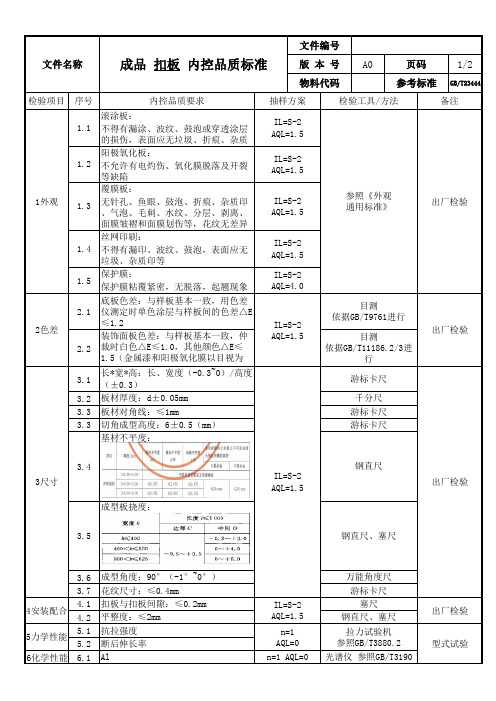
3.2 板材厚度:d±0.05mm 3.3 板材对角线:≤1mm 3.3 切角成型高度:6±0.5(mm)
基材不平度:
抽样方案 IL=S-2 AQL=1.5
IL=S-2 AQL=1.5
IL=S-2 AQL=1.5
IL=S-2 AQL=1.5 IL=S-2 AQL=4.0
IL=S-2 AQL=1.5
检验工具/方法
4安装配合 4.1 扣板与扣板间隙:≤0.2mm 4.2 平整度:≤2mm
5力学性能
5.1 5.2
抗拉强度 断后伸长率
6化学性能 6.1 Al
IL=S-2 AQL=1.5
n=1 AQL=0
n=1 AQL=0
万能角度尺 游标卡尺 塞尺
钢直尺、塞尺 拉力试验0
检验项目 1外观 2色差
序号
内控品质要求
滚涂板: 1.1 不得有漏涂、波纹、鼓泡或穿透涂层
的损伤,表面应无垃圾、折痕、杂质
阳极氧化板: 1.2 不允许有电灼伤、氧化膜脱落及开裂
等缺陷
覆膜板:
1.3
无针孔、鱼眼、鼓泡、折痕、杂质印 、气泡、毛刺、水纹、分层、剥离、
面膜皱褶和面膜划伤等,花纹无差异
丝网印刷: 1.4 不得有漏印、波纹、鼓泡,表面应无
性能≥0级
8.12 耐沸水性:涂层无变化
编制/日期:
审查/日期:
n=3 AQL=0 n=3 AQL=0
n=3 AQL=0
n=3 AQL=0
光泽计 依据GB/T9754进行
铅笔 依据GB/T6739进行
胶带、百格刀 依据GB/T 9286进行
耐冲击试验机 依据GB/T23444进行 依据GB/T23444进行 依据GB/T23444进行
铝单板检验国家标准
铝单板检验国家标准
铝单板是一种常见的建筑装饰材料,具有质轻、耐腐蚀、易加工等优点,因此
在建筑行业中得到广泛应用。
为了保障铝单板产品的质量,我国制定了相应的国家标准,对铝单板的检验和测试进行规范,以确保产品符合相关要求。
首先,铝单板的外观质量是检验的重要内容之一。
国家标准规定了铝单板表面
应当平整,无明显的凹凸、氧化斑点和色差,边角应当整齐,无毛刺和裂纹。
此外,还要对铝单板的厚度、弯曲性能、拉伸强度、耐腐蚀性能等进行检验,以保证产品的物理性能符合标准要求。
其次,铝单板的涂层质量也是需要重点检验的内容。
国家标准规定了铝单板的
涂层应当附着牢固,无脱落、开裂和剥离现象,颜色应当均匀一致,无色差和气泡。
此外,还要对涂层的耐候性、耐热性、耐盐雾腐蚀性等进行测试,以确保铝单板在不同环境下的使用性能。
另外,铝单板的安装性能也是需要考虑的因素。
国家标准规定了铝单板的安装
结构和连接方式,对安装后的固定性和稳定性进行了要求,以确保铝单板在安装后能够稳固可靠地固定在建筑物上,不会出现松动和变形等问题。
总的来说,铝单板的检验国家标准是为了保障产品质量,确保其在建筑装饰中
能够发挥良好的性能。
只有严格按照国家标准进行检验,才能够生产出质量可靠的铝单板产品,为建筑行业的发展提供坚实的保障。
希望各生产企业能够严格遵守国家标准,不断提升产品质量,推动铝单板产业的健康发展。
铝扣板吊顶工程检验批质量验收记录表
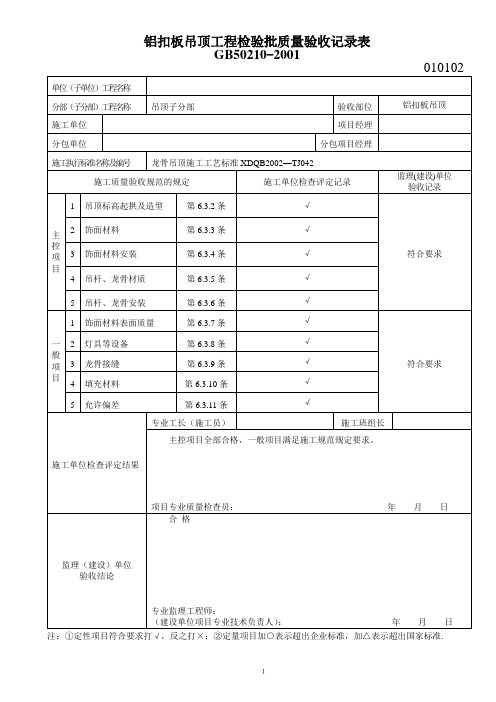
GB50210-2001
010102
单位(子单位)工程名称
分部(子分部)工程名称
吊顶子分部
验收部位
铝扣板吊顶
施工单位
项目经理
分包单位
分包项目经理
施工执行标准名称及编号
龙骨吊顶施工工艺标准XDQB2002—TJ042
施工质量验收规范的规定
施工单位检查评定记录
监理(建设)单位
验收记录
主控项目
1
吊顶标高起拱及造型
第6.3.2条√符合求2饰面材料第6.3.3条
√
3
饰面材料安装
第6.3.4条
√
4
吊杆、龙骨材质
第6.3.5条
√
5
吊杆、龙骨安装
第6.3.6条
√
一般项目
1
饰面材料表面质量
第6.3.7条
√
符合要求
2
灯具等设备
第6.3.8条
√
3
龙骨接缝
第6.3.9条
√
4
填充材料
第6.3.10条
√
5
允许偏差
第6.3.11条
√
施工单位检查评定结果
专业工长(施工员)
施工班组长
主控项目全部合格,一般项目满足施工规范规定要求。
项目专业质量检查员:年月日
监理(建设)单位
验收结论
合格
专业监理工程师:
(建设单位项目专业技术负责人):年月日
注:①定性项目符合要求打√,反之打×;②定量项目加○表示超出企业标准,加△表示超出国家标准.
装修材料质量及送检要求

刮涂、淋水试验,检查施工操作性、耐水性,检测PH值
全部物理性能(耐水性、粘结强度等);
有毒物质限量
每批交付项目、每个装修总包至少一次
天花粗找平砂浆
采用轻质石膏砂浆,容重不大于800kg/m3,粘结强度不小于0.4MPa,抗压强度不小于4MPa,符合JCT517-2004《粉刷石膏》中底层粉刷石膏的要求。
②PVC吸塑膜符合GBT3830-2008《软聚氯乙烯压延薄膜和片材》要求;
③PVC饰面中密度纤维板符合LYT1279-2008《聚氯乙烯薄膜饰面人造板》要求,外观质量符合优等品要求。④游离甲醛释放量符合GB50325-2001《民用建筑工程室内环境污染控制规范》(2006版)规定的E1级标准,检测标准按照GB18580-2001《室内装饰装修材料人造板及其制品中甲醛释放限量》。
⑥背面采用PET覆膜。
板材泡水24小时,检查封边开裂情况,吸水膨胀率(厚度和重量)
按GB/T15102-2006《浸渍胶膜纸饰面人造板》检测外观质量和理化性能;
甲醛释放量
每批交付项目、每个厂家至少一次
水性涂料
涂饰
腻子
①成品耐水性(N型)内墙腻子,性能和质量符合JG/T298-2010《建筑室内用腻子》规定的N型要求,有毒物质限量符合GB18582-2008《室内装饰装修材料内墙涂料中有害物质限量》的要求;
品牌、外观、
规格尺寸
外观质量、尺寸偏差、面密度、断裂荷载、硬度、抗冲击性、粘接性、吸水率、表面吸水量、遇火稳定性;
放射性。
每批交付项目、每个装修总包至少一次
石膏线
①外观光亮、洁白、细腻,表面平整、无气泡,线条清晰,无毛边;
②手感平滑,干燥结实,用手指弹击,有清脆响声;
铝扣板施工方法及验收标准
铝扣板施工工艺标准1 材料准备轻钢龙骨、配件、吊杆、膨胀螺栓、矿棉板等,进场检验合格且是否有出厂合格证及材料质量证明。
2 机具准备型材切割机、电动曲线锯、手电钻、电锤、自攻螺钉钻、手提电动砂纸机等.3 作业条件3.1 在所要吊顶的范围内,机电安装均已施工完毕,各种管线均已试压合格,且已经过隐蔽验收.3。
2 已确定灯位、通风口及各种露明孔口的位置。
3.3 顶棚罩面板安装前,应作完墙地湿作业工程项目.3。
4 搭好顶棚施工操作平台架子。
(木制人字梯)3.5 轻钢骨架顶棚在大面积施工前,应做样板间,对顶棚的起拱度、灯槽、窗帘盒、通风口等处进行构造处理,经鉴定后再大面积施工。
4 施工工艺流程:放线——安装主龙骨吊杆——安装主龙骨——安装固定联结件——安装骨架——安装金属条板。
5 操作要点5。
1 放线:将支撑骨架安装位置准确地按设计图要求弹至主体结构上,并详细标注固定件位置。
如果设计无要求则按固定条板、扣板的龙骨(构件)应垂直于条板、扣板的方向布置。
放线的同时应对主体结构尺寸进行校核,如发现较大误差应进行修理,使基层的平整度、垂直度满足骨架安装的平整度、垂直度要求。
5.2 安装主龙骨吊杆:在弹好顶棚标高水平线及龙骨位置线后,确定吊杆下端头的标高,安装Φ8 吊筋。
吊筋安装选用膨胀螺栓固定到结构顶棚上。
吊筋选用规格符合设计要求,间距小于1200mm。
5.3 安装主龙骨:主龙骨间距为1200mm.主龙骨用与之配套的龙骨吊件与吊筋相连.安装固定联结件:一般采用膨胀螺栓固定连接件,在墙面标注位置,先准确装好。
(对于木龙骨架则可采用钻孔,打入木楔的办法)。
5.4 骨架安装:用螺栓或焊接方法安装骨架,安装应随时检查标高、中心线位置。
5。
5 所有吊杆表面应作防锈、防腐处理,连接焊缝必须涂防锈漆。
5。
6 固定连接件应作隐蔽检查记录(包括连接焊缝长度,厚度、位置,膨胀螺栓的埋置标高、数量与嵌入深度),必要时还应作抗拉、抗拔测试。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
n=3 AQL=0
胶带、百格刀 依据GB/T 9286进行
出厂检验
耐冲击试验机 依据GB/T23444进行 依据GB/T23444进行 依据GB/T23444进行 n=3 AQL=0 依据GB/T 10125进行 依据GB/T 1740进行 依据GB/T23444进行 依据GB/T23444进行 型式试验
涂层柔韧性T:2T 90°折弯:无裂纹 耐冲击性:无粘落、无裂痕 附着性(辊涂):0级 抽样检验时用普通胶带紧密贴于板材 上,粘贴长度大于20mm,胶带一头垂 7.7 直表面快速撕起看涂层是否脱落,此 方法测试存在疑义时则用百格法仲裁 判定 7.8 耐酸性:涂层无变化 7.9 耐溶剂性:涂层无变化 7.11 耐沾污性:氟碳漆,≤15% 耐盐雾性:氟碳漆,在划线2mm以外无 7.12 腐蚀和涂层脱落现象 涂层厚度(μ m): 8.1
n=1 AQL=0 n=3 AQL=0 n=3 AQL=0 n=3 AQL=0 n=3 AQL=0
光谱仪 参照GB/T3190 涂层测厚仪 依据GB/T4956/7进行 光泽计 依据GB/T9754进行 铅笔 依据GB/T6739进行 台虎钳 依据GB/T232进行 耐冲击试验机
型式试验
出厂检验
7底板涂 层性能
钢直尺、塞尺
3.6 3.7 4.1 4安装配合 4.2 5.1 5力学性能 5.2 6化学性能 6.1
成型角度:90°(-1°~0°) 花纹尺寸:≤0.4mm 扣板与扣板间隙:≤0.2mm 平整度:≤2mm 抗拉强度 断后伸长率 Al
IL=S-2 AQL=1.5 n=1 AQL=0 n=1 AQL=0
万能角度尺 游标卡尺 塞尺 钢直尺、塞尺 拉力试验机 参照GB/T3880.2 光谱仪 参照GB/T3190
出厂检验
型式试验
6化学性能 6.2 7.1 7.2 7.3 7.4 7.5 7.6
Si\Fe\Cu\Mn\Cr\Ni\Zn\Ti\Zr 涂层厚度:氟碳漆,无清漆≥24μ m, 有清漆≥33μ m/聚酯漆,≥20μ m 光泽:≥80光泽值时偏差±10/≥20~80 光泽值时偏差±7/<20光泽值时偏差 ±5 漆膜硬度:氟碳漆,≥1H/聚酯漆,≥2H
附着性(热转印\覆膜\包覆\氧化\丝印):0级
n=3 AQL=0 n=3 AQL=0
光泽计 依据GB/T9754进行 铅笔 依据GB/T6739进行
出厂检验 出厂检验
8装饰面 性能
抽样检验时用普通胶带紧密贴于板材 上,粘贴长度大于20mm,胶带一头垂 8.4 直表面快速撕起看涂层是否脱落,此 方法测试存在疑义时则用百格法仲裁 判定 8.5 耐冲击性:无粘落、无裂痕 8.6 耐酸性:涂层无变化 8.7 耐碱性:涂层无变化 8.8 耐油性:涂层无变化 涂层耐盐雾性:阳极氧化(铜加速乙 8.9 酸盐雾试验)≥9极/其他涂层(中性 盐雾试验)≥1级 8.10 涂层耐湿热性:≥1级 耐人工候加速老化性:色泽△E≤3/光 8.11 泽保持率≥70%/粉化≥0级/其他老化 性能≥0级 8.12 耐沸水性:涂层无变化
编制/日期:
审查/日期:
批准/日期:
1.4 1.5 2.1 2色差 2.2 3.1 3.2 3.3 3.3
IL=S-2 AQL=1.5
目测 依据GB/T9761进行 目测 依据GB/T11186.2/3进 行 游标卡尺 千分尺 游标卡尺 游标卡尺 出厂检验
3.4 3尺寸 成型板挠度: 3.5 IL=S-2 AQL=1.5
钢直尺 出厂检验
文件编号 文件名称
成品 扣板 内控品质标准
内控品质要求 滚涂板: 不得有漏涂、波纹、鼓泡或穿透涂层 的损伤,表面应无垃圾、折痕、杂质 阳极氧化板: 不允许有电灼伤、氧化膜脱落及开裂 等缺陷 覆膜板: 无针孔、鱼眼、鼓泡、折痕、杂质印 、气泡、毛刺、水纹、分层、剥离、 面膜皱褶和面膜划伤等,花纹无差异 丝网印刷: 不得有漏印、波纹、鼓泡,表面应无 垃圾、杂质印等 保护膜: 保护膜粘覆紧密,无脱落,起翘现象 底板色差:与样板基本一致,用色差 仪测定时单色涂层与样板间的色差△E ≤1.2 装饰面板色差:与样板基本一致,仲 裁时白色△E≤1.0,其他颜色△E≤ 1.5(金属漆和阳极氧化膜以目视为 准) 长*宽*高:长、宽度(-0.3~0)/高度 (±0.3) 板材厚度:d±0.05mm 板材对角线:≤1mm 切角成型高度:6±0.5(mm) 基材不平度:
版 本 号 物料代码
A0
页码 参考标准
1/2
GB/T23444
检验项目
序号 1.1
抽样方案 IL=S-2 AQL=1.5 IL=S-2 AQL=1.5 IL=S-2 AQL=1.5 IL=S-2 AQL=1.5 IL=S-2 AQL=4.0
检验工具/方法
备注
1.2
1外观
1.3
参照《外观 通用标准》
出厂检验
型式试验
n=3 AQL=0
胶带、百格刀 依据GB/T 9286进行
出厂检验
n=3 AQL=0
依据YST 690进行 依据YST 690进行 依据GB/T 9780进行 L=0
涂层测厚仪 依据GB/T4956/7进行
出厂检验
8.2 8.3
光泽:≥70光泽值时偏差±6/≥30~70 光泽值时偏差±5/<30光泽值时偏差 漆膜硬度:≥HB铅笔