20x2500三辊卷板机使用说明书机械部分
三辊卷板机安全操作规程范本
三辊卷板机安全操作规程范本第一章总则第一条为了确保三辊卷板机的正常运行,保障操作人员的人身安全,合理利用设备,降低事故发生的可能性,特制定本安全操作规程。
第二条本规程适用于使用三辊卷板机的操作人员以及相关管理人员。
第三条三辊卷板机操作人员必须严格遵守本规程的规定,严禁进行违反操作规程的行为。
第四条三辊卷板机管理人员有责任组织操作人员进行本规程的学习和培训,确保操作人员对操作规程有清晰的认知。
第五条三辊卷板机操作人员必须保持警觉,遵守操作规程,不得违反操作规程进行操作。
第二章三辊卷板机的基本知识第六条三辊卷板机是一种通过三个辊筒进行卷板工作的设备。
第七条三辊卷板机的主要部件包括电动机、减速机、辊筒等。
第八条三辊卷板机的操作人员必须具备一定的机械知识和操作技能,并经过相关培训和考试合格后方可操作。
第三章三辊卷板机的安全操作第九条操作人员在进行三辊卷板机操作前,必须穿戴好相关的个人防护设备,包括安全帽、安全鞋、防护眼镜等。
第十条操作人员在操作三辊卷板机时,必须保持注意力集中,不得分心或散漫。
第十一条操作人员在操作三辊卷板机时,必须确认相关安全装置是否完好,并在操作前进行相关检查。
第十二条操作人员在操作三辊卷板机时,必须确保安全回路和断电装置正常。
第十三条操作人员在操作三辊卷板机时,必须将辊筒与卷板材料之间的距离调整到安全范围内。
第十四条操作人员在操作三辊卷板机时,必须确保卷板材料的输送速度与设备的工作速度相匹配,以防止危险发生。
第十五条操作人员在操作三辊卷板机时,禁止将手或其他物体伸入辊筒中。
第十六条操作人员在操作三辊卷板机时,禁止随意调整设备的工作参数,必须经过相关培训和授权方可进行操作参数的调整。
第十七条操作人员在操作三辊卷板机时,必须遵守操作规程,禁止进行超负荷操作。
第十八条操作人员在操作三辊卷板机时,必须确保设备周围的工作区域没有杂物和障碍物,保持通道畅通。
第四章三辊卷板机的日常维护第十九条三辊卷板机的运行状态必须保持良好,无异响和异常振动。
机械对称上调三辊卷板机技术说明
机械对称上调三辊卷板机技术说明我厂生产的机械式三辊卷板机具有;技术成熟,结构紧凑,安装维修方便,实用可靠等特点。
在化工,机械,船舶等制造加工行业中得到广泛应用。
得到用户的一致好评。
1主体概述机械对称上调式三辊卷板机是专门用于金属材料弯曲成型的一般通用设备。
机械两下辊位置固定,由主电机提供弯曲扭矩使其作正反方向旋转运动,上辊在两下辊中央对称位置作升降运动,其动力由升降电机提供。
全钢结构设计,坚固耐用。
多用型端部可弯曲各种型材,一机多用。
大中型三辊卷板机为液压导头,便于取出工件。
2主要技术参数型式;机械对称上调式卷板机最大板宽;-----------------------------------2000㎜辊子工作长度;-------------------2020㎜最大板厚;-----------------------20㎜最大负荷时最小卷板直径-----------800㎜上辊直径-------------------------280㎜下辊直径-------------------------220㎜卷板速度-------------------------4.2m/min主电机功率-----------------------18.5KW副电机功率-----------------------5.5KW主减速机-------------------------JZQ500副减速机-------------------------JZQ2503主机结构本机为机械传动型,主要有上辊装置,下辊装置,床身,左机架,右机架,导头装置,主传动装置,副传动装置,平衡装置和电气系统等组成。
3-1上辊装置上辊装置由上辊,上辊轴乘座,SF2边界润滑轴承组成。
上辊成鼓型,设计时以上辊最大加压力的负荷系数0.7均布载荷来预置补偿上辊受力变型挠度上辊材质----45#锻钢,粗加工后调质处理硬度HB240---280。
三辊卷板机使用说明书

三辊卷板机使用说明书
三辊卷板机是一种广泛应用于金属板材弯曲、卷曲等加工的机械设备。
以下是三辊卷板机的使用说明书:
一、设备简介
三辊卷板机由三个直径不同的主辊、支架、工作台、调整装置等组成。
主辊用于对金属板材进行弯曲和卷曲,工作台用于放置金属板材,调整装置用于调整主辊之间的距离和角度。
二、操作步骤
1.打开电源,启动设备。
2.将金属板材放置在工作台上,调整板材的位置,使其位于主辊的正下方。
3.调整主辊之间的距离和角度,根据需要选择合适的弯曲半径和卷曲方式。
4.启动主辊,使金属板材逐渐弯曲和卷曲。
5.根据需要,可以调整主辊的速度和压力,以达到所需的加工效果。
6.加工完成后,关闭主辊,将金属板材从工作台上取出。
三、注意事项
1.在操作过程中,要注意安全,避免手部受伤。
2.调整主辊之间的距离和角度时,要确保金属板材不会卡在主辊之间,以免损
坏设备。
3.在加工过程中,要注意观察金属板材的表面质量,如有异常情况应及时停机
处理。
4.要定期检查设备的各部件是否正常,如有损坏或磨损应及时维修或更换。
5.在使用过程中,要保持设备清洁,避免杂物和污垢进入设备内部。
四、维护保养
1.定期检查主辊的表面质量,如有磨损或划痕应及时修复或更换。
2.定期检查设备的电气系统,确保电线和开关正常工作,没有破损或老化现象。
3.定期清洁设备表面和内部部件,去除油污和杂物。
4.在长期不使用的情况下,应将设备存放在干燥通风的地方,并定期检查设备
的状态。
三辊卷板机安全操作规程范本
三辊卷板机安全操作规程范本一、前言为了保障三辊卷板机的安全操作和防止事故的发生,制定了本安全操作规程。
三辊卷板机是一种用于金属材料卷板的专用设备,通过有效的安全操作,可以有效降低事故风险,维护操作人员的安全。
二、三辊卷板机的安全操作规程1. 设备与环境安全1.1 在使用三辊卷板机之前,需要确保设备及周围环境的安全,必要时进行维修和清洁。
1.2 确保三辊卷板机的电源及线路安全可靠,防止电气故障发生。
1.3 检查设备的安全防护装置是否完好,如防护罩是否固定牢靠、安全开关是否灵敏可靠等,必要时进行修复或更换。
2. 操作人员安全2.1 操作人员应具备相关的操作技能和经验,熟悉设备的操作规程和操作手册。
2.2 操作人员应佩戴符合要求的个人防护装备,包括安全帽、防护眼镜、耳塞等,确保自身的安全。
2.3 在操作过程中,操作人员应保持警觉,保持正确的操作姿势,避免疲劳操作和不必要的干扰。
2.4 操作人员禁止将手部或其他部位过于靠近三辊卷板机的辊筒,以免发生意外伤害。
2.5 操作人员禁止随意触碰设备的动态部件,以免发生夹紧或碰撞事故。
3. 转动辊筒的安全操作3.1 在操作三辊卷板机之前,应仔细检查辊筒转动方向是否正确,确保没有异常。
3.2 在启动辊筒转动之前,操作人员应确保设备周围没有无关人员,并使用明确的信号指示其他人员远离。
3.3 辊筒的转速要保持适中,不得过快,以免造成工件材料滑动、夹紧或毁损,也不得过慢,以免影响工作效率。
3.4 在辊筒转动的过程中,操作人员应随时观察工件与辊筒的接触情况,及时调整工艺参数,确保卷板过程的稳定和安全。
4. 卷板操作的安全要求4.1 操作人员在卷板过程中,应严格按照设备的操作规程和工艺要求进行操作,不得随意调整设备参数。
4.2 在卷板过程中,操作人员应保持专注,严禁离开岗位或进行无关操作,以免发生意外。
4.3 卷板机上卷起的板材,在夹紧后需要进行检查,确保夹紧牢固,防止板材滑脱和脱落。
三辊卷板机操作规程(通用版)
( 操作规程 )单位:_________________________姓名:_________________________日期:_________________________精品文档 / Word文档 / 文字可改三辊卷板机操作规程(通用版)Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.三辊卷板机操作规程(通用版)1、工作前检查液压站储油箱油量应充足。
启动液压站检查油泵工作是否正常,阀门、管路是否有泄漏现象,压力应符合要求,打开放气阀将系统中的空气放掉。
2、不准卷制或校平有突起焊缝或有切割毛边的钢板。
3、在卷制或校平时,不允许钢板与工作辊有打滑现象。
4、在卷制圆锥形工件时,应使工件小圆一端压在立辊的导辊上。
5、用垫块校平钢板时,垫块硬度不得高于工作辊硬度。
6、在卷制或校平时,钢板应置于工作辊的中间部位,偏置时钢板的厚度应相应减小。
7、在卷制最大厚度的钢板时,首次压下卷制的成品半径与所需卷制的最小成品半径之比不得小于2。
其后应用于2~3次卷成所需的最小成品半径。
8、钢板弯卷出现搭头时不准工作,液压站油压不稳定或油温和轴承温度超过60°C时不准工作。
9、工件仍在上下工作辊中夹持时,不得开动翻转机构来回转翻倒横梁。
只有当下工作辊停止转动,工件下降离开上工作辊时,才准开动翻转机构来回转翻倒横梁。
只有翻倒横梁与上脱轴承脱开后,才允许将上工作辊翘起。
10、取下工件时,应防止氧化皮和灰尘掉进翻倒横梁的轴承内。
11、除节流阀外其他液压阀门不准私自调正。
12、操作人与其他工作人员应密切配合。
要有专人指挥,指挥信号要清楚明瞭。
20x2500三辊卷板机使用说明书机械部分

1 机器的型号、名称、用途、根本参数1.1 产品型号、名称产品型号: W11*NC-20×2500名称: 20×2500毫米水平下调式三辊卷板机1.2 机器的用途该机为水平下调式三辊卷板机,用于金属板材的弯曲成型,可将金属板材一次上料,不需调头即可完成板材两端部预弯和弯卷成型,卷制成各种规格圆形或弧形工件,还可用于成型工件的校圆,该机是石油、化工、锅炉、造船、机车车辆、金属构造及机械制造等行业最为理想的弯曲成型设备。
2 机器的主要构造概述本机上、下辊均为主驱动辊,机器的机架、底座为钢板焊接,辊子为锻钢件〔上辊为50Mn,下辊为42CrMo〕,上辊主传动由22KW电机通过行星减速机驱动,下辊由1QJM32-1.0液压马达及齿轮驱动,三个工作辊均为主动辊。
上辊升降运动由安装在底座两端的的油缸驱动,下辊水平移动由安装在底座侧面的水平移动油缸驱动,上辊升降运动的位移量和下辊水平移动的位移量由显示器显示。
为便于成型筒体工件的卸料,机器上辊左端设有液压倾倒轴承体,右端尾部设有平衡拉杆机构,以保证倾倒轴承体倾倒后上辊悬空始终处于平衡状态〔如倾倒轴承体倾倒后上辊不能保持平衡,可调节此机构〕。
机器的上下辊位移采用NC自动调整,使液压系统驱动下的辊子位移的同步精度到达规定值,移动量有数字显示。
整机构造图见图2-1。
3 机器传动系统3.1 主传动机构上辊传动线速度约为4m/min,是由22KW带制动电机驱动行星齿轮减速器,经联轴器直接与上辊联接,带动上辊正反转动,能确保在传动中准确定位,操作方便。
具体构造见图3-1。
下辊传动的线速度约为4 m/min,由液压马达通过齿轮传动使两下辊转动,卷制不同板材筒件的实际线速度不同,由液压系统控制调节。
详见图3-2。
3.2 辅助传动机构上辊升降、下辊水平移动及倒头立起与倒下,为辅助传动系统。
4 液压系统(见系统原理图4-1)本机的液压驱动为开式系统,电机额定功率为7.5KW,额定工作压力为20MPa,用于驱动下辊油马达旋转系统油缸的升降。
20x2500三辊卷板机使用说明书机械部分
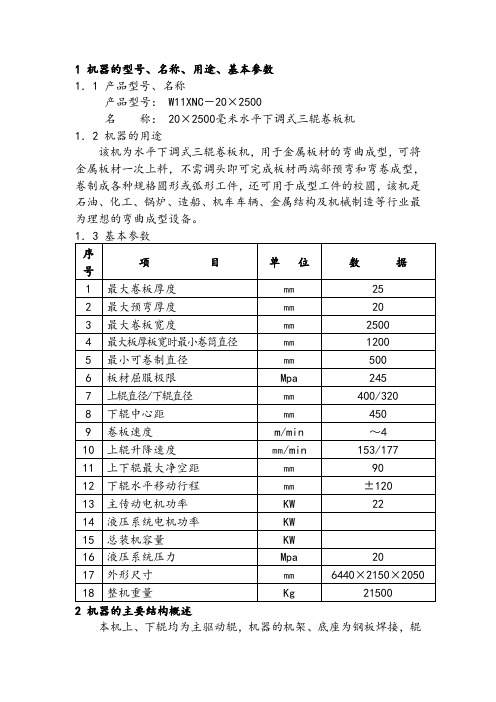
1 机器的型号、名称、用途、基本参数1.1 产品型号、名称产品型号: W11XNC-20×2500名称: 20×2500毫米水平下调式三辊卷板机1.2 机器的用途该机为水平下调式三辊卷板机,用于金属板材的弯曲成型,可将金属板材一次上料,不需调头即可完成板材两端部预弯和弯卷成型,卷制成各种规格圆形或弧形工件,还可用于成型工件的校圆,该机是石油、化工、锅炉、造船、机车车辆、金属结构及机械制造等行业最为理想的弯曲成型设备。
2 机器的主要结构概述本机上、下辊均为主驱动辊,机器的机架、底座为钢板焊接,辊子为锻钢件(上辊为50Mn,下辊为42CrMo),上辊主传动由22KW电机通过行星减速机驱动,下辊由液压马达及齿轮驱动,三个工作辊均为主动辊。
上辊升降运动由安装在底座两端的的油缸驱动,下辊水平移动由安装在底座侧面的水平移动油缸驱动,上辊升降运动的位移量和下辊水平移动的位移量由显示器显示。
为便于成型筒体工件的卸料,机器上辊左端设有液压倾倒轴承体,右端尾部设有平衡拉杆机构,以保证倾倒轴承体倾倒后上辊悬空始终处于平衡状态(如倾倒轴承体倾倒后上辊不能保持平衡,可调节此机构)。
机器的上下辊位移采用NC自动调整,使液压系统驱动下的辊子位移的同步精度达到规定值,移动量有数字显示。
整机结构图见图2-1。
3 机器传动系统3.1 主传动机构上辊传动线速度约为4m/min,是由22KW带制动电机驱动行星齿轮减速器,经联轴器直接与上辊联接,带动上辊正反转动,能确保在传动中准确定位,操作方便。
具体结构见图3-1。
下辊传动的线速度约为4 m/min,由液压马达通过齿轮传动使两下辊转动,卷制不同板材筒件的实际线速度不同,由液压系统控制调节。
详见图3-2。
辅助传动机构上辊升降、下辊水平移动及倒头立起与倒下,为辅助传动系统。
4 液压系统(见系统原理图4-1)本机的液压驱动为开式系统,电机额定功率为,额定工作压力为20MPa,用于驱动下辊油马达旋转系统油缸的升降。
三辊卷板机操作规程

三辊卷板机操作规程一、设备简介三辊卷板机是一种广泛应用于金属板材加工行业的设备,主要功能是对金属板材进行卷曲变形,以满足产品制造的需求。
该设备由主机、液压系统和电气控制系统组成,具有操作简便、加工精度高、加工能力强等特点。
二、操作规程1、操作前准备(1)检查设备各部位是否正常,特别要检查辊筒和轴承座是否有松动现象。
(2)检查液压系统是否正常,包括液压泵、液压缸、液压管路等。
(3)检查电气控制系统是否正常,包括电源、控制柜、按钮等。
(4)准备好加工所需的金属板材,并放置在设备工作台上。
2、操作过程(1)启动液压系统,将辊筒升起,使金属板材卷曲。
(2)调整辊筒间距,使其适应金属板材的厚度。
(3)启动主轴电机,使辊筒旋转,调整旋转速度至所需值。
(4)将金属板材送入辊筒之间,进行卷曲变形。
(5)调整液压系统的压力和动作速度,以保证卷曲变形的精度和质量。
(6)加工完成后,停止主轴电机和液压系统,下降辊筒,取出加工好的金属板材。
3、操作后整理(1)清理设备和工作现场,保持整洁卫生。
(2)检查设备各部位是否有损坏或异常情况,如有及时维修或更换。
(3)填写设备使用记录和维修保养记录。
三、安全注意事项1、操作人员必须经过专业培训,熟悉设备的操作和安全规程。
2、操作过程中,操作人员必须佩戴好安全帽、防护眼镜、手套等个人防护用品。
3、操作过程中,操作人员必须时刻观察设备运行状况,发现异常情况立即停机处理。
4、设备运行过程中,严禁用手或其他物品接触辊筒和金属板材,防止受伤。
三辊机的安全操作规程一、开机前准备1、检查电源连接是否正常,确保电源开关处于关闭状态。
2、检查三辊机各部件是否紧固,确保没有松动或脱落的部件。
3、检查三辊机传动带是否完好,如有破损或断裂应立即更换。
4、检查各润滑点是否润滑充分,保证设备运行流畅。
5、确认加工材料是否符合规定,避免使用不合适的材料造成设备损坏。
二、安全操作步骤1、打开电源开关,启动设备,注意观察设备运行是否正常。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
1机器的型号、名称、用途、基本参数1.1产品型号、名称产品型号:W11XN G 20X 2500名称:20 X 2500毫米水平下调式三辊卷板机1. 2机器的用途该机为水平下调式三辊卷板机,用于金属板材的弯曲成型,可将金属板材一次上料,不需调头即可完成板材两端部预弯和弯卷成型,卷制成各种规格圆形或弧形工件,还可用于成型工件的校圆,该机是石油、化工、锅炉、造船、机车车辆、金属结构及机械制造等行业最为理想的弯曲成型设备。
机器的主要结构概述本机上、下辊均为主驱动辊,机器的机架、底座为钢板焊接,辊子为锻钢件(上辊为50Mn,下辊为42CrM0,上辊主传动由22KW&机通过行星减速机驱动,下辊由1QJM32-1.0液压马达及齿轮驱动,三个工作辊均为主动辊。
上辊升降运动由安装在底座两端的的油缸驱动,下辊水平移动由安装在底座侧面的水平移动油缸驱动,上辊升降运动的位移量和下辊水平移动的位移量由显示器显示。
为便于成型筒体工件的卸料,机器上辊左端设有液压倾倒轴承体,右端尾部设有平衡拉杆机构,以保证倾倒轴承体倾倒后上辊悬空始终处于平衡状态(如倾倒轴承体倾倒后上辊不能保持平衡,可调节此机构)。
机器的上下辊位移采用NCI动调整,使液压系统驱动下的辊子位移的同步精度达到规定值,移动量有数字显示。
整机结构图见图2-1。
3机器传动系统3. 1主传动机构上辊传动线速度约为4m/min,是由22KW带制动电机驱动行星齿轮减速器,经联轴器直接与上辊联接,带动上辊正反转动,能确保在传动中准确定位,操作方便。
具体结构见图3-1。
下辊传动的线速度约为4 m/min,由液压马达通过齿轮传动使两下辊转动,卷制不同板材筒件的实际线速度不同,由液压系统控制调节。
详见图3-2。
3.2辅助传动机构上辊升降、下辊水平移动及倒头立起与倒下,为辅助传动系统。
4液压系统(见系统原理图4-1)本机的液压驱动为开式系统,电机额定功率为7.5KW,额定工作压力为20MPa用于驱动下辊油马达旋转系统油缸的升降。
由电磁溢流阀进行空载起动,压力调整,过载卸荷,通过耐震压力表观察压力调节范围及压力波动情况。
系统为开关控制形式,电磁换向阀得电情况决定执行元件的工况(系统中油缸的升降定位,液压马达的正反向旋转)。
由液控单向阀对执行元件进行保压,下辊马达的旋转速度由调速阀调节控制.本系统工作介质为30#〜40#普通液压油,经精细滤油车(<10卩)由空气滤清器向油箱内注满(油标上限)清洁的液压油,并从马达泻油口注满油液,试车前注意电机的旋转方向与标记一致,允许二次向油箱加油。
5电气系统5.1概述该机电气控制系统采用日本OMRO公司生产的PLC可编程序控制器、威纶公司生产的彩色触摸显示屏及相应的电气元件组成;上、下辊移动采用光电编码器传输数字显示及自动调平控制;动力线路采用三相380V, 50HZ交流电源供电,控制电路通过控制变压器将380V转换为220V, 24V供电,该机的电气操作控制部件及显示器集中安装在操作台上,各操作按钮的功能用文字表示,该机的电气原理图见图FT2,传感器接线图见电气原理图FT4〜FT7,机床电气互联图见图FT1 和FT10,面板接线图见图5-10,操作面板图见图FT9,九芯插头接线图见图FT8, PLC接线框图见图FT11。
5.2使用说明5.2.1总电源合上电源开关QF1动力线路有电,合上开关QF2油泵电机线路有电,合上开关QF3,润滑电机有电,合上开关QF4,控制变压器TC1 有电。
5.2.2控制电源合上QF4控制变压器TC1有电,TG输出220V,为可编程序控制器输出单元及液压阀供电,S-100-24V电源输出的DC24V为操作按钮、限位开关、触摸屏显示器单元、各传感器供电。
5.2.3操作本电气控制系统由日本OMRO公司生产的CJ1M PLC与台湾威纶科技公司生产的MT6100i十寸彩色触摸式显示器组成,通过RS232接口通讯连接。
该控制系统具有体积小,功能强,可靠性高,抗干扰能力强,维修方便等特点,具备触摸开关、数据显示、数据编辑、故障报警等功能。
通过触摸键来控制屏幕之间的切换,可完成调试模式、手动模式和程控模式下的各个功能部件的操作。
具体操作方法如下:控制系统上电后,PLC与MT6100i通讯完成后,首先显示开始屏幕,如下图(图1 )所示。
延时5秒后自动进入手动模式。
在手动模式、程控制模式和编辑模式之间可相互切换。
机床在无零位时应进入调试模式进行调试运行,调试完成后不再需要进入调试模式。
注意:调试模式必须在自动进入手动模式之前,在开始屏幕进行选择。
MT6100i触摸屏与操作面板按钮配合(见电气原理图),方可实现各个功能部件的操作。
各操作按钮功能如下:SBO急停SB1油泵起动SB2上升SB3下降SA1升降点动/联动选择SB4升降停止SB5正向卷板SB6反向卷板SB7卷板停止SA2卷板点动/联动选择按下油泵起动按钮SB1,油泵电机运行正常后,方可进行下一步的操作。
1.调试模式系统上电进入开始屏幕(图1)后,顺序按“长”和“司”,系统进入调试模式(图2)。
该模式是专为系统调试而设置的,不具备保护和互锁功能,所以调试人员在调试过程中,一定要时刻小心注意安全,且系统调试正常后不允许使用该模式。
该模式除具备手动模式的基本功能外,还具有自动调平各辊位置值和设定各辊基准位等功能。
1.1自动调平各辊位置值调试机床时,各辊油缸在最底位置时,首先调平各辊的左右端位 置值,方可操作同升、同降按钮。
否则,操作同升、同降按钮有可能 损坏机器。
1.1.1调平上辊的左右端位置值按“上未调平”触摸键,弹出“调平上辊光编?”对话框(图3) 选择“是”,关闭对话框,显示“上已调平” 同时该触摸键变成红色 (图4);选择“否”不进行调平操作,并关闭对话框。
00开关量输出板 上觀左升回 上轨右什1 出昆左降\2\ 上棍右降 倒头立担 低:头倾倒 左端溢庇 右端总汽 下馄左前移 下煽右前移— 下辐左后移S 下鴿右后移n 5 6 78g12 13 14 15调试模式水平 -226. 0“ 上胡-194.刀一564. 91 下车昆I 一564, 9上无卷转倒头|归中匕未调平|11下无零位9百 疋否15参数O3 4 5 R图4下无零位1.1.2调平下辊的左右端位置值同理,对下辊两端位置值进行调平操作1.2设定各辊基准位在调试机床时,上辊下降到最底端(下辊的基准位为正中间位 置),经检测找平基准后,此时可以使用基准位设定功能来确认辊子00开关量输出板上觀左升 上牲右升 出昆左降 上棍右降 倒头立担 倒头倾倒 左端溢右 右端逍: 下魄走前'扌 下覘右就, 下概左后/ 下古陋右后:调试模式水平匚介力匚公/1 调平上楹光编?-226. 0“ 圧福帀4. 4倒头|归中 参数手动画叵回回回回下未调冲I 下无零圈00开关量输出板]上醍左升 0上幌右升 工上楹左降 2上棍右降 3 倒头豈起 4 侧1头倾倒 5 左端溢流 6 右端溢流 7 下辄左前務8 下4&右前册 91 下褪专后菇11 12 13 1调试模式水平0. ol]|gfe| H o. oil—564. 9 下车昆 -564. 9l|图3基准位,辊子两端数显变为基准值。
1.2.1设定上辊基准位按“上无零位”触摸键,弹出“确定上辊基准位置?”设定对话框(图5)。
选择“是”,关闭对话框,显示“上有零位”同时该触摸键变成红色(图6);选择“否”不进行基准位设定操作,并关闭对话框。
00开关量输出板上辗左升上姐右升上棍右降倒头立起倒头倾倒左端血A 右端溢j 下棍左前?下馄右前丿F#晁左绘7 下枫右后,0J03104调试模式水平一匚以川"I p怯H确定上扌昆基准位置? 是IIL否IJ下未调冲下无忑位隊数|手动00开关暈输出板上編左于-上室右右卄上觀左降匕棍右降倒头立起倒头蚀创左瑞溢渝下規左前移下专昆右前務卞吉昆左后特下扌昆右后務O1 21 345 61 71 89 10 11112 13 -14 15调试模式水平IpZ0川-564.』一下辐-564. 91上未调甲||E有零位|【倒头归中下未调平I下无零位I参数I手动图6122设定下辊基准位同理,对下辊进行基准位置确定操作。
1.3操作其它功能部件其它功能部件(如上辊、下辊、倒头、归中等)操作见手动模式注意:为了试车方便,该模式可对下辊左右端进行点动操作。
当调试完毕后,各辊具有零位时,按下手动触摸键,切换到 手动模式。
2.手动模式该模式在手动卷板时使用。
可对各辊进行单端操作或同升、同降 操作;进行水平移动或倾斜移动选择;自动记录卷板“步数”,并以文件形式保存在PLC 的内存中,供程控运行时调出使用;实时显示左 右端筒经和压下量;实时显示各辊两端的位置值、帮助及报警信息(图 7)。
注意:该模式应在确认各辊基准位置后进入。
图72.1水平移动、倾斜移动选择按下“水平”触摸键,屏幕将显示为“倾斜”(图8),反之亦然。
当显示“水平”时,各辊的同升、同降将水平移动。
当显示“倾 斜”00开关量输出板上辐左旷 上褪右升 上褪左廉 上樋右并 倒头立迪 倒头倾倒 左端恺流 右縄溢流 下擬左前移 下瞿右前祷 下扌昆左后移 下梶右后務J — 14K9I0I1I2I3MI5手动模式水平0, 011 上轴I 0. 010*00・0[—FF*-1倒头|归中|00O o时,各辊的同升、同降将保持当前的倾斜值倾斜移动。
图82.2各辊升降 221上辊左升、左降按下“上辊”左端的“数字”触摸键,该键变为凹下状态(图9), 再分别操作上升按钮SB2或下降按钮SB3,可分别实现上辊的左升和 左降运动,并且上辊左端位置数据实时显示在该触摸键区域范围内; 选择升降点动/联动旋钮SA1,还可实现上辊左升、左降的点动和联 动操作。
注意:各辊两端的倾斜值不能超过设计要求的最大值。
00开关暈输出板上馄庄升 上觀右升 上棍左降 上縄右障 倒头立起 毓头倾倒 左端溢流 右端溢流 下猊左杭超 下棍右杭憨 下總左后籟 下塩右后珞141手动彳昊式倾奈0.011 上轴 I0.00.0记录I32・U 5归中I程控图9222上辊右升、右降按下“上辊”右端的“数字”触摸键,该键变为凹下状态(图10), 再分别操作上升按钮SB2或下降按钮SB3可分别实现上辊的右升和 右降运动,并且上辊右端位置数据实时显示在该触摸键区域范围内; 选择升降点动/联动旋钮SA1,还可实现上辊右升、右降的点动和联 动操作。
注意:各辊两端的倾斜值不能超过设计要求的最大值。
图1000开关量输出板1 上辐左升 上斗昆右升 上辐左昨 上梶右甘 侧头更起 倒头倾倒 左端海流 右端溢流 下純左前移 下轻右前疼 下軌左后移 下轻右后疼手动模式水平0.010.0g1011 12 1415|血趙霸1 到头|归中| | 记录I [管理||程控I00开关品输出板 上才昆左升 上斗毘右十 上眾左降 上梶右偉 倒头立赣j 头倾倒 左端溢流 右貓i 盒'*轧 下棍左前移 下扌昆右前瘠 下袒左治玮 卞棍右岳玮01-丄2-3-4I 5I6I78 g1O11121314-15手动模式水平0. 01上专昆I 0. 00.00.00. 0 TM记录步数0. 0倒头II 归中1管理] 程控0005223上辊同升、同降按下“上辊”触摸键,该键变为凹下状态(图11),再分别操作上 升按钮SB2或下降按钮SB3可分别实现上辊左右两端升降的同步运 动,即辊子在运动过程中具有绝对调平(水平)和相对调平(倾斜) 功能,并且上辊左右两端位置数据实时显示在该触摸键的左右两侧, 选择升降点动/联动旋钮SA1,还可分别实现上辊同升、同降的点动 和联动操作。