测量体系重复性再现性MSA分析实例
MSA重复性再现性讲解及分析公式

XC3 XC31
XC22 XC23
XC32 XC33
XC24
XC34
XC25
XC35
XC26
XC36
XC27
XC37
XC28
XC38
XC29
XC39
XC2A
XC3A
XCbar
RC RC1 RC2 RC3
RC4
RC5 RC6 RC7 RC8 RC9 RCA RCbar
分析方法
计算公式 XAbar=(XA11+ XA12 +…+ XA3A)/30 XBbar=(XB11+ XB12 +…+ XB3A)/30 XCbar=(XC11+ XC12 +…+ XC3A)/30 Xbardiff=MAX(XAbar, XBbar, XCbar )-MIN (XAbar, XBbar, XCbar ) RAbar=(RA1 + RA2 + …+RAA )/10 RBbar=(RB1 + RB2 + …+RBB )/10 RCbar=(RC1 + RC2 + …+RCC )/10 Rbar=(RAbar + RBbar + RCbar ) /3
处置方式
%EV,%AV分别表明了测量仪器(设备)变异、 评价人差异在总变异中所占比例,可据此把握现 有测量系统中所存主要问题,并采取相应的措施。
当测量仪器(设备)变异(%EV)为主要变异点 时,一般对测量仪器(设备)采取以下措施: 1、调整、保养。 2、维修、改善 。 3、更新、改进。
处置方式
分析方法
预实施 1、分析员要事先对所有零件进行编号并标识测量 点,对于给定特征有多个测量点时,为避免零件 内部偏差的影响,要确定其中一个作为测量点。 2、所选用的检查员一定是在测量仪器(设备) 使用方面经过培训的熟练的人员。 3、如果可能的话,每次试验前应对测量仪器 (设备)进行校准。
MSA第三版重复性和再现性12-17
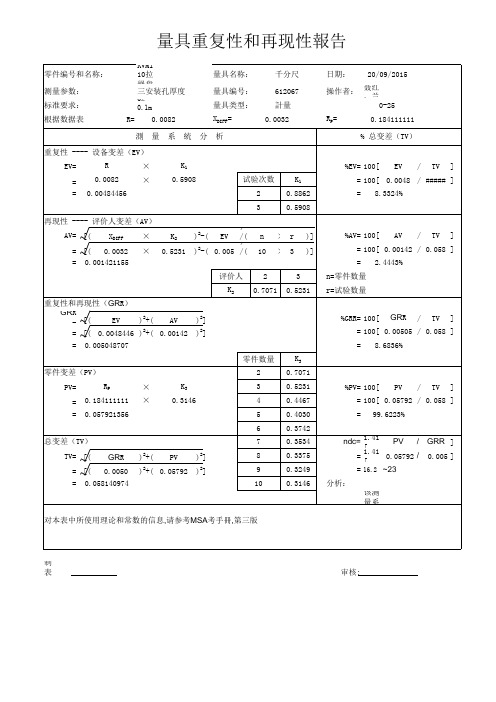
零件编号和名称: 测量参数: 标准要求: 根据数据表 R= 測 重复性 ---- 设备变差(EV) EV= = = R 0.0082 0.00484456 × × K1 0.5908 试验次数 2 3 再現性 ---- 评价人变差(AV) AV= = = [( XDIFF × × K2 0.5231 ) -(
0.5231
重复性和再现性(GRR) GRR= = = [( EV )2+(
2
AV
)2] )] 零件数量 K3 0.7071 0.5231 0.4467 0.4030 0.3742 0.3534 0.3375 0.3249 0.3146
2
[(0.0048446 ) +( 0.00142 0.005048707
2 2 2 2
RVM110拉绳盘罩 三安装孔厚度
6±0.1mm
量具名称: 量具编号: 量具类型: XDIFF=
千分尺 612067 計量 0.0032
日期:
20/09/2015
操作者: 聂红、兰小兵 0-25 RP= 0.184111111 % 总变差(TV)
0.0082 量 系 統 分
析
%EV= 100[ K1 0.8862 0.5908 =
= 100[ 0.00505 / 0.058 ] 8.6836%
零件变差(PV) PV= = = RP 0.184111111 0.057921356 × × K3 0.3146
2 3 4 5 6 7 GRR )2+(
2
%PV= 100[ =
PV
/
TV
]
= 100[ 0.05792 / 0.058 ] 99.6223% GRR ] 0.005 ]
MSA测量系统分析在制造业中的应用案例(1)

准确的测量可以减少生产过程中的浪费和返工, 降低生产成本。
增强企业竞争力
优化测量系统有助于企业提高产品质量和生产效 率,从而增强市场竞争力。
MSA测量系统分析概述
定义
MSA(Measurement System Analysis)是一种用统计学方法 评估测量系统的稳定性和准确性的技术。
测量误差来源
测量误差主要来源于测量设备、测量环境、测量人员和测量方法等 方面。
测量系统分析目的
通过对测量系统的分析,可以评估其稳定性和准确性,进而确保产品 质量和生产过程的可控性。
MSA测量系统分析方法与步骤
方法概述
MSA测量系统分析方法主要包括稳定 性分析、偏倚分析、线性分析、重复 性和再现性分析等。
04
应用案例一:汽车制造行业
汽车制造行业现状及挑战
市场竞争激烈
汽车制造行业面临国内外众多竞争对手,需要不断提高产品质量 和生产效率以保持竞争优势。
客户需求多样化
消费者对汽车的需求日益多样化,对产品质量和性能提出更高要 求。
制造技术不断更新
随着新技术、新工艺的不断涌现,汽车制造企业需要不断适应和 更新制造技术。
质量控制挑战
传统的质量控制方法往 往难以实现全面、准确 的质量评估,需要引入 更先进的测量和分析技 术。
MSA测量系统分析在机械制造中的应用
工序能力评估
通过MSA测量系统分析,可以对 机械制造过程中的各个工序进行 能力评估,确定工序的稳定性和 一致性。
误差来源识别
MSA可以帮助识别制造过程中的 误差来源,如设备误差、操作误 差、环境误差等,为改进生产过 程提供依据。
原理
通过对测量设备的重复性、再现性、稳定性等指标进行分析,判断 测量系统是否满足生产要求。
测量系统分析(MSA)-实例

03 实例测量系统分析
偏倚分析
确定测量系统的准确性
通过比较测量系统所得结果与已知标准值或参考值之间的差异, 评估测量系统的偏倚程度。
计算偏倚值
将测量系统的结果与标准值或参考值进行对比,计算出偏倚值。
判断偏倚是否可接受
根据所允许的偏倚范围,判断测量系统的偏倚是否在可接受的范围 内。
线性分析
1 2
测量系统分析(MSA)-实例
目录
• 测量系统分析概述 • 实例选择与数据收集 • 实例测量系统分析 • 实例测量系统评价 • 实例总结与改进建议
01 测量系统分析概述
定义与目的
定义
测量系统分析(MSA)是对测量系 统的误差来源、大小及分布进行评 估的过程。
目的
识别测量系统的变异性来源,确 保测量系统能够满足产品质量和 过程控制的要求。
测量系统分析的重要性
提高产品质量的可预测性和可靠性
01
通过对测量系统进行全面分析,可以了解测量误差的大小和分
布,从而更准确地预测产品质量。
优化生产过程控制
02
准确的测量数据是生产过程控制的基础,对测量系统进行有效
的分析有助于提高过程控制的稳定性和有效性。
降低成本
03
通过减少测量误差,可以减少重复测量、检验和返工等不必要
的操作,从而降低生产成本。
测量系统分析的步骤
确定分析范围和对象
明确需要分析的测量设备、工 具或方法,以及相关的操作人
员和环境条件。
数据收集
收集一定数量、具有代表性的 测量数据,包括重复测量、再 现性数据等。
数据分析
对收集到的数据进行统计分析 ,识别测量系统的变异性来源 。
结果评估与改进
5-MSA量具重复性和再现性

质量体系要求
13
QUALITY SYSTEM REQUIREMENT 质量体系要求
ISO 9001:2000 - 7.6 监视和测量装置的控制 - 7.6.1 测量系统分析
ISO/TS 16949:2002
PPAP REQUIREMENT PPAP要求
14
AIAG MSA MANIAL AIAG MSA 手册
40
MEASUREMENT PROCESS 测量过程
41
STATISTICAL PROPERTIES OF MEASUREMENT SYSTEMS 测量系统的统计特性
AN IDEAL MEASUREMENT SYSTEM
WOULD PRODUCE ONLY “CORRECT”
MEASUREMENTS EACH TIME IT WAS USED. 理想的测量系统在每次使用时,应只产生“正确” 的测量结果。每次测量结果总应该与一个标准 相一致。
20
GENERAL
STANDARD 标准 l 用于比较的可接受的基准 l 用于接受的准则 l 已知数值,在表明的不确定度界限内, 作为真值被接受 l 基准值 一个标准应该是一个可操作的定义:由供应商或 顾客应用时,在昨天、今天和明天都具有同样的 含义,产生同样的结果。
21
BASIC EQUIPMENT 基本设备
47
由量具设计(分辨率)、固有质量(OEM)、 使用中的维修及仪器和标准的操作条件确定 总是以一个测量单位报告
33
WIDTH VARIATION 宽度变差
l CONSISTENCY 一致性 重复性随时间的变化程度 一个一致的测量过程是考虑到宽度 (变异性)下的统计受控
WIDTH VARIATION 宽度变差
重复性和再现性分析报告 MSA

2
0.253 0.253 0.253 0.253 0.000 0.253 0.253 0.253 0.253 0.000 0.253 0.253 0.253 0.253 0.000 0.2530
(
RA+RB+
17
RC ) / 评
价人个
R= 数 =
[Max(X
14
)ABC]- [Min(X)
XDIFF= ABC]=
重复性和再现性分析报告 MSA
零件号 特性 公差
公差(容 差)
位置度 0.254 0.254
评 价 人
N O.
试验次数
1A 1
2
2
3
3
4 平均值
5 极差
6B 1
7
2
8
3
9 平均值
10 极差
#C 1
#2
#3 14 平均值 15 极差 16 零件均值
1
0.254 0.254 0.254 0.254 0.000 0.254 0.254 0.254 0.254 0.000 0.254 0.254 0.254 0.254 0.000 0.2540
9.35
零件数
K3
10 0.3146
%PV= %PV=
100 * ( PV / TV )
99.56
量具可 以使用
。
文件编号: 2022.09.25
重复性和再现性分析报告 MSA
零件号 特性 公差
公差(容 差)
位置度 0.254 0.254
零件名称 量具编号 量具名称 量具精度
XXXX-XXXX-XX 三坐标(CMM) 0.001
0.000 0.000 0.000 0.000
8月份MSA重复性和再现性分析-(IQC数显卡尺)

重复性 - 设备变差(EV) EV = R K 1 EV = 0.0042 次数 2 3 再现性 - 操作人员变差(AV) AV = ( XDIFF * K ) 2 (EV 2 /nr) 2 AV = 0.0023 人数 2 3 重复性和再现性 (R & R) R&R = EV 2 AV 2 R&R = 0.0048 %R&R = 100 × [ R&R / TV ] %R&R = 20.5% 说明: 测量系统可能被接受,见Breakpoint的计算。 零件间变差(PV) 基于过程总变差的PV 零件数 6 7 总变差(TV) TV = R & R 2 PV 2 ———— TV = ——— ———— —>TV= 0.0233 基于过程总变差的TV=σ 8 9 10 K3 0.3742 0.3534 0.3375 数据分级数(NDC) 0.3249 0.3146 NDC = 1.41 × (PV / R&R) NDC = 7 说明: 数据分级数可以接受 重复性和再现性(%R&R)接收准则: 低于10%: 测量系统可接受。 介于10%到30%之间: 基于应用的重要性,该量具可能会被接受。在双性小于30%情况下,应计算风险参数 “BREAKPOINT”,并且检查其值是否小于37.8。 大于30%: 测量系统需要改善。识别出原因并纠正它们。 在该尺寸测量前,应从FMEA中确定风险顺序数(RPN)的值。将 BREAKPOINT RPN值填写到右边栏中,计算BREAKPOINT的值,并按照接收准 则作出相应的结论。 24.65 = 120 × 20.5% = RPN × %GR&R %PV = 100 × [ PV / TV ] %PV = 97.9% K2 0.7071 0.5231 %AV = 100 × [ AV / TV ] %AV = 9.9% K1 0.8862 0.5908 %EV = 100 × [ EV / TV ] %EV = 18.0%
MSA重复性和再现性分析
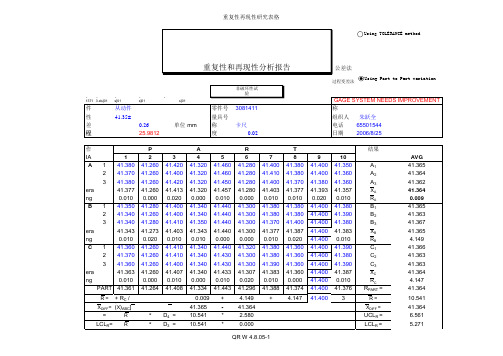
重复性和再现性分析报告公差法Using TOLERANCE method过程变差法非破坏性试验.xls]01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT '[757137'[757137103.x'[757137103.xls]0'[757137103.xls]0零件名称 从动件分总成零件号 3081411A单位名称特性 41.35±0.13量具号组织人 朱跃全公差0.26单位mm量具名称游标卡尺电话65501544过程变差 (TV)25.9812量具精度0.02日期2006/8/25操作员P A R T结果TRIAL #12345678910AVGA141.38041.26041.42041.32041.46041.28041.40041.38041.40041.350A141.365 241.37041.26041.40041.32041.46041.28041.41041.38041.40041.360A241.364 341.38041.26041.42041.32041.45041.28041.40041.37041.38041.360A341.362 Average41.37741.26041.41341.32041.45741.28041.40341.37741.39341.357X A41.364 Range0.0100.0000.0200.0000.0100.0000.0100.0100.0200.010R A0.009B141.35041.28041.40041.34041.44041.30041.38041.38041.40041.380B141.365 241.34041.26041.40041.34041.44041.30041.38041.38041.40041.390B241.363 341.34041.28041.41041.35041.44041.30041.37041.40041.40041.380B341.367 Average41.34341.27341.40341.34341.44041.30041.37741.38741.40041.383X B41.365 Range0.0100.0200.0100.0100.0000.0000.0100.02041.4000.010R B 4.149C141.36041.26041.41041.34041.44041.32041.38041.36041.40041.390C141.366 241.37041.26041.41041.34041.43041.30041.38041.36041.40041.380C241.363 341.36041.26041.40041.34041.43041.30041.39041.36041.40041.390C341.363 Average41.36341.26041.40741.34041.43341.30741.38341.36041.40041.387X C41.364 Range0.0100.0000.0100.0000.0100.0200.0100.00041.4000.010R C 4.147 PART41.36141.26441.40841.33441.44341.29641.38841.37441.40041.376R PART =41.364 R =R A+ R B + R C / No of operators =0.009+ 4.149+ 4.14741.4003R =10.541 X DIFF=[Max (X)ABC] - [Min (X)ABC] =41.365-41.364X DIFF =41.364 UCL R=R*D4 =10.541* 2.580UCL R = 6.561 LCL R=R*D3 =10.541*0.000LCL R = 5.271UCL X=#DIV/0!LCL X=#DIV/0! OPERATOR NAME NOTE: It has been statistically proven that the Tolerance Method is better A李宽芳to determine measurement equipment reliability. Even with negativeB颜利君Kurtosis data sets, the recorded measurements will be less than 1% away重复性和再现性分析报告公差法Using TOLERANCE method过程变差法非破坏性试验'[757137'[757137103.x'[757137103.xls]0'[757137103.xls]0.xls]01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT 零件名称 从动件分总成零件号 3081411A单位名称特性 41.35±0.13量具号组织人 朱跃全公差0.26单位mm量具名称游标卡尺电话65501544过程变差 (TV)25.9812量具精度0.02日期2006/8/25重复性和再现性分析报告公差法过程变差法非破坏性试验'[757137'[757137103.x '[757137103.xls]0'[757137103.xls]0.xls]01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT零件名称 从动件分总成零件号 3081411A单位名称特性 41.35±0.13量具号组织人 朱跃全公差0.26单位mm 量具名称 游标卡尺电话65501544过程变差 (TV)25.9812量具精度0.02日期2006/8/25Using TOLERANCE method重复性和再现性分析报告公差法过程变差法非破坏性试验'[757137'[757137103.x '[757137103.xls]0'[757137103.xls]0.xls]01 PSW'!H54GAGE SYSTEM NEEDS IMPROVEMENT零件名称 从动件分总成零件号 3081411A单位名称特性 41.35±0.13量具号组织人 朱跃全公差0.26单位mm 量具名称 游标卡尺电话65501544过程变差 (TV)25.9812量具精度0.02日期2006/8/25Using TOLERANCE method。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
8
114.200 114.300 114.200
9
114.400 114.300 114.300
10
114.200 114.200 114.400
均值 B1 B2 B3 114.24 114.22 114.25 114.237 0.17
114.200 114.300 114.200
114.1 0.2
1 114.2 114.1 114.1
2 114.3 114.1 114.2
3 114.2 114.3 114
4 114.3 114.2 114.3
5 114.2 114.3 114.4
均值(Average) 114.13 114.2 114.17 114.27 114.3 114.07 114.3 114.23 114.27 114.27 极差(Range) 零件均值 0.1 0.2 0.3 0.1 0.2 0.1 0.2 0.1 0.2 0.3
过程总变差(6σ )
0
数据表结论:
R 0.1767
测量单元分析
X DIFF
0.0167
基于研究总变差的分析
重复性 - 设备变差(EV) EV = R K 1 EV = #N/A 次数 2 3 再现性 - 操作人员变差(AV) AV = ( XDIFF * K ) 2 (EV 2 /nr) 2 AV = #N/A 人数 2 3 重复性和再现性 (R & R) R&R = EV 2 AV 2 R&R = #N/A 说明: 零件间变差(PV) PV = RPART × K3 PV = 0.0629 零件数 6 7 总变差(TV) TV = R & R 2 PV 2 TV = #N/A 8 9 10 K3 0.3742 0.3534 0.3375 数据分级数(NDC) 0.3249 0.3146 说明: 重复性和再现性(%R&R)接收准则: 低于10%: 测量系统可接受。 介于10%到30%之间: 基于应用的重要性,该量具可能会被接受。在双性小于30%情况下,应计算风险参数 “BREAKPOINT”,并且检查其值是否小于37.8。 大于30%: 测量系统需要改善。识别出原因并纠正它们。 在该尺寸测量前,应从FMEA中确定风险顺序数(RPN)的值。将 BREAKPOINT RPN值填写到右边栏中,计算BREAKPOINT的值,并按照接收准 则作出相应的结论。 #N/A = × #N/A = RPN × %GR&R #N/A NDC = 1.41 × (PV / R&R) NDC = #N/A %PV = 100 × [ PV / TV ] %PV = #N/A #N/A %R&R = 100 × [ R&R / TV ] %R&R = #N/A K2 0.7071 0.5231 %AV = 100 × [ AV / TV ] %AV = #N/A K1 0.8862 0.5908 %EV = 100 × [ EV / TV ] %EV = #N/A
10
LCL
第3页,共3页
表格制作:杨清松 2005年2月14日
0.2 0.2 0.2 0.454 0.177 0
0.2 0.1 0.1 0.454 0.177 0
0.1 0.2 0.2 0.454 0.177 0
0.3 0.1 0.1 0.454 0.177 0
0.2 0.1 0.2 0.454 0.177 0
0.2 0.2 0.3 0.454 0.177 0
A B C 计算结果
基本尺寸 过程总变差(6σ )
量具名称: 量具规格: 零件
操作者 编号 A
次数 1 2 3
1
114.200 114.300 114.100
2
114.300 114.200 114.200
3
114.200 114.300 114.100
4
114.100 114.200 114.100
114.3 0.2
XA
RA
零件 1
114.000 114.100 114.200
计算结果 6 7
114.400 114.400 114.200
2
114.100 114.000 114.200
3
114.300 114.200 114.300
4
114.400 114.200 114.100
5
114.200 114.200 114.400
UCLR D4 R 0.1767 LCLR D3 R 0.1767
UCLX= 114.409 LCLX= 114.049 UCLR = LCLR = 0.45403 0
第1页,共3页
表格制作:杨清松 2005年2月14日
重复性及再现性分析报告 Repeatibility And Reproducibility Analysis Report
80 均值
极差图数据
60 A极差 0.2 评价人 0.2 评价人B极差 0.1 评价人C极差 40 上控限 0.454 中心 0.177 0 下控限 20
极差受控否 TRUE
0.1 0.2 0.2 0.454 0.177 0
0.2 0.1 0.3 0.454 0.177 0
0.1 0.3 0.1 0.454 0.177 0
114.1 114.27 114.23 114.27 114.23 114.33 114.23 114.33 114.27 0.2 0.1 0.3 0.2 零件 0.1 0.2 0.1 0.1 0.2
XB
RB
计算结果 6 114 114.1 114.1 7 114.4 114.3 114.2 8 114.3 114.2 114.2 9 114.4 114.2 114.2 10 114.1 114.4 114.3 C1 C2 C3 均值 114.24 114.22 114.2 114.22 0.18 114.229 0.2
XC
RC
X
RPART =
114.14 114.18 114.21 114.21 114.29 114.13 114.33 114.21 114.3 114.28 + - × × 0.17 114.22 0.1767 0.1767
次数 系数
R RA+RB+RC/操作者数量 = 0.18
+
0.18
0 1 2
评价人A
3
评价人B
4
5 零件
评价人C
6
UCL
7
8
(Xbar)bar
9
LCL
10
0.5
0.45
测量系统分析(MSA)-极差图(Range Chart)
0.4 0.35 0.3 极差 0.25
0.2
0.15 0.1 0.05 0 1 2
评价人A
3
4
评价人B
5 零件
6
评价人C
7
UCL
8
Rbar
9
/
R 0.17667
X DIFF
[Max(X)ABC]-[Min(X)ABC]= 114.24 + — × × 1.02 1.02 2.57 0
X DIFF
2 1.88 * 3.27 3 1.02 * 2.57 A2 D3 D4
0.01667
UCLX X A2 R 114.23 LCL X X A2 R 114.23
5
114.200 114.300 114.400
6
114.200 114.100 114.000
7
114.400 114.300 114.400
8
114.300 114.200 114.000
9
114.400 114.200 114.300
10
114.200 114.300 114.400
均值 A1 A2 A3 114.25 114.24 114.2 114.23 0.18
3
上限UCL= 114.409 上限UCCL= 0.177
下限LCL= 114.049 下限LCL= 0
测量系统分析(MSA)-均值图(Xbar Chart) 选项= 3
114.2 114.27 114.17 114.41 114.23 114.05 114.37 114.07 114.13 114.23 114.27 114.41 114.23 114.05 114.3 114.27 114.3 114.41 114.23 114.05 114.1 114.23 114.07 114.41 114.23 114.05 114.37 114.33 114.3 114.41 114.23 114.05 114.17 114.23 114.23 114.41 114.23 114.05 114.3 114.33 114.27 114.41 114.23 114.05 114.3 114.27 114.27 114.41 114.23 114.05
非破坏性测试(NON DESTRUCTIVE TEST)
零件代号
RL/QR-C0608 No.:
年
0 0 0 0 RPART = 0.2 计算方式
利用公差计算
月
日
0 0 0
上偏差 下偏差 0 0
零件名称: 量具编号:
特
性
基本尺寸
单位:mm
量具名称: 量具规格:
利用过程变差进行计算 利用研究零件间变差代替 过程变差计算
年
操作者
月
姓名 0 0
日
0 0 0
上偏差 下偏差 0 0
零件名称: 量具编号:
0 0 0 0
特
性
A B C 数据精度