多功能模块贴片机CM301学习手册含CM402维护PPT课件
合集下载
CM402主要问题处理笔记.ppt

码的使用方式有详细的介绍。
NO.25 NO.30错误代码是反应元件外形 尺寸不良。
CM402元件识别通常采用反射识别。 在元件库设定PT200时REF号码没有明确
指明透射识别REF号码。 机器上的REF库中有详细的说明。
PT200 提供的REF 号码是范围
187是透过 识别。
生产元件识别不良的解决方法
此处为机器上REF库 机器上的REF对51以后的REF号
原因是,如果此元件pickup position设定数值,那么此元 件的吸着位置自动校正功能 就会自动关闭。
Z(M)设定数值对此功能无影 响。
对元件识别后画面的自动储存。(识别过和识别不过画 面同时记录)
选择RECOG UNIT MAINT
选择FOR ADJ 此功能需用 SERVICE KEY
CM402吸着位置自动校正
选择此项进 行功能设定
CM402吸着位置自动校正
打开此选项 进行功能设定
在PICK UP LEARNING FEED BACK 设定为USE
使用此功能的注意事项 (CM402吸着位置自动校正)
机器选择在生产中吸着位置 根据元件识别时得出的偏移 补整量,进行自动吸着位置 补正的功能。在CHIP DATA 的PICK UP position中不可设 定任何数值。
进行此功能的设定,一定要用SERVICE KEY才可进行。 CM402识别画面自动记录数量是1048个画面。
进行ERROR SCRN选择
DISP OLINE—DATA LINE:599/599
NUM 253 ANS:43(11) L:1.600 W:0.800 A:-0.002 B:-0.112
REF:51 C+:1 +:145 H:1 PUT—1 CH:F+ SQ:1 SP1 LMP37
NO.25 NO.30错误代码是反应元件外形 尺寸不良。
CM402元件识别通常采用反射识别。 在元件库设定PT200时REF号码没有明确
指明透射识别REF号码。 机器上的REF库中有详细的说明。
PT200 提供的REF 号码是范围
187是透过 识别。
生产元件识别不良的解决方法
此处为机器上REF库 机器上的REF对51以后的REF号
原因是,如果此元件pickup position设定数值,那么此元 件的吸着位置自动校正功能 就会自动关闭。
Z(M)设定数值对此功能无影 响。
对元件识别后画面的自动储存。(识别过和识别不过画 面同时记录)
选择RECOG UNIT MAINT
选择FOR ADJ 此功能需用 SERVICE KEY
CM402吸着位置自动校正
选择此项进 行功能设定
CM402吸着位置自动校正
打开此选项 进行功能设定
在PICK UP LEARNING FEED BACK 设定为USE
使用此功能的注意事项 (CM402吸着位置自动校正)
机器选择在生产中吸着位置 根据元件识别时得出的偏移 补整量,进行自动吸着位置 补正的功能。在CHIP DATA 的PICK UP position中不可设 定任何数值。
进行此功能的设定,一定要用SERVICE KEY才可进行。 CM402识别画面自动记录数量是1048个画面。
进行ERROR SCRN选择
DISP OLINE—DATA LINE:599/599
NUM 253 ANS:43(11) L:1.600 W:0.800 A:-0.002 B:-0.112
REF:51 C+:1 +:145 H:1 PUT—1 CH:F+ SQ:1 SP1 LMP37
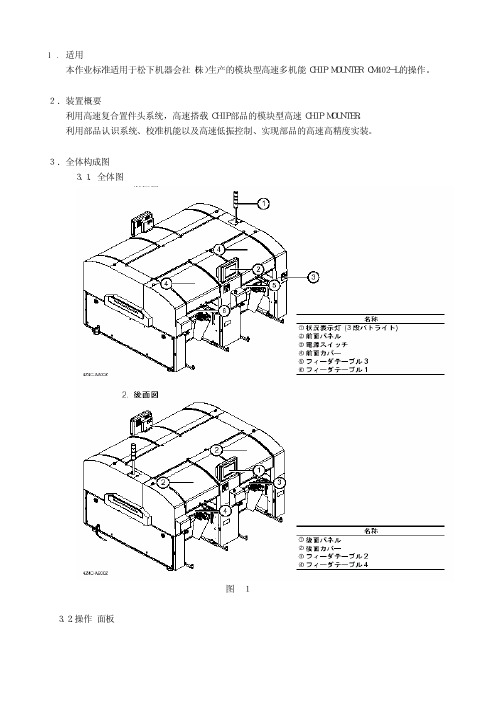
贴片机CM402操作说明 ppt课件

Panasonic
高速贴片机CM402/CM401
操作說明
1
主畫面
此畫面為CM402主畫面,分為 Operator,Engineer,Service三個 lever,Production為進入生 產,Product config為生產前狀態確 認,Performance info為生產情 報,Data modify為生產資料,File management為檔案管理,Machine parameter為機器參數設 定,Machine adjust為機器調 整,Machine config為機器狀態
3
頂pin更換
按Pin change start將 pin的底 座升起取出,待插好pin後放回 底座並按Pin change complete
台車更換
按Gang change start, x,y 軸 移到中間,將cover打開,再按下 Feeder base up則台車升起, 待完全升起後,將台車拉出,拔 掉連接插頭
15
PCB 辨識
按Teach start 即會傳入 pcb並開始辨識
辨識完成後按 Recognition完成後在按 Complete,保存数据.
16
零件辨識
選擇要辨識的零件進行 資料修正
選擇吸料的頭,辨識方向, 速度
17
零件資料
修正零件外型及吸料位 置
選擇零件適用的REF code
18
零件辨識
此資料包括基版資料,料 架排列,聯版資料,mark資 料,吸嘴資料,裝著資料,生 產模式,nozzle station資 料,吸嘴資料庫,料架資料 庫,辨識資料庫,資料檢查 及生產資料校正
7
基版資料
寫入基板的長,寬,厚,定位,原 點offset ,bad mark位置及之 前已裝著零件最高度
高速贴片机CM402/CM401
操作說明
1
主畫面
此畫面為CM402主畫面,分為 Operator,Engineer,Service三個 lever,Production為進入生 產,Product config為生產前狀態確 認,Performance info為生產情 報,Data modify為生產資料,File management為檔案管理,Machine parameter為機器參數設 定,Machine adjust為機器調 整,Machine config為機器狀態
3
頂pin更換
按Pin change start將 pin的底 座升起取出,待插好pin後放回 底座並按Pin change complete
台車更換
按Gang change start, x,y 軸 移到中間,將cover打開,再按下 Feeder base up則台車升起, 待完全升起後,將台車拉出,拔 掉連接插頭
15
PCB 辨識
按Teach start 即會傳入 pcb並開始辨識
辨識完成後按 Recognition完成後在按 Complete,保存数据.
16
零件辨識
選擇要辨識的零件進行 資料修正
選擇吸料的頭,辨識方向, 速度
17
零件資料
修正零件外型及吸料位 置
選擇零件適用的REF code
18
零件辨識
此資料包括基版資料,料 架排列,聯版資料,mark資 料,吸嘴資料,裝著資料,生 產模式,nozzle station資 料,吸嘴資料庫,料架資料 庫,辨識資料庫,資料檢查 及生產資料校正
7
基版資料
寫入基板的長,寬,厚,定位,原 點offset ,bad mark位置及之 前已裝著零件最高度
CM402 LM Guide更换.ppt

Blaze a Trail to a New Era
Step10: 将固定边的 LM Guide 上两个滑块的外侧四颗螺丝稍用力锁好,外侧 的滑块上螺丝含一下。将外侧的LM Guide 尽量向外靠,用百分表打其侧面下平面, 标准 0.02mm.先打最近和最远端,根据差值判断以哪端为基准调整.然后逐颗螺丝 锁好,注意保证差值在一条以内.
Step6: 取走三个油嘴后,将LM Guide 抽走,注意A Stage 外侧向AR向抽,A Stage 固定边向AF向抽,B Stage 外侧向BF向抽,B Stage 固定边向BR向抽, 抽走时先从后方移走一个滑块,将前三个滑块移到一起比较方便(相对抽走方 向)。
Blaze a Trail to a New Era
Blaze a Trail to a New Era
Step5: 先移走 Y axis LM Guide 固定螺丝(R4),滑块上的螺丝(R4)上的螺丝, 各UNIT上只留一个,防止横梁倒掉。移走所有螺丝后,用Block将左右横梁垫起, 注意平衡。
Support Block
Blaze a Trail to a New Era
CM402 LM Guide更换程序
報告人:孙健
Blaze a Trail to a New Era
Step1: 重新校正机器的水平
Blaze a Trail to a New Era
Step2: 利用FRONT HEAD 调整轨道固定边上的平条的X向平行度,作为LM Guide 更换后调整X向的基准。规格0.02mm(一条).用REAR HEAD检查轨道固 定边上的平条的X向平行度,并把数据记录下来。
Blaze a Trail to a New Era
Step13: 将 LM Guide ,BALLSCREW 油嘴上好。并反复推动作 Y向运动后, 拉回Y 向负极限,锁好 BALLSCREW的四颗固定螺丝。
Step10: 将固定边的 LM Guide 上两个滑块的外侧四颗螺丝稍用力锁好,外侧 的滑块上螺丝含一下。将外侧的LM Guide 尽量向外靠,用百分表打其侧面下平面, 标准 0.02mm.先打最近和最远端,根据差值判断以哪端为基准调整.然后逐颗螺丝 锁好,注意保证差值在一条以内.
Step6: 取走三个油嘴后,将LM Guide 抽走,注意A Stage 外侧向AR向抽,A Stage 固定边向AF向抽,B Stage 外侧向BF向抽,B Stage 固定边向BR向抽, 抽走时先从后方移走一个滑块,将前三个滑块移到一起比较方便(相对抽走方 向)。
Blaze a Trail to a New Era
Blaze a Trail to a New Era
Step5: 先移走 Y axis LM Guide 固定螺丝(R4),滑块上的螺丝(R4)上的螺丝, 各UNIT上只留一个,防止横梁倒掉。移走所有螺丝后,用Block将左右横梁垫起, 注意平衡。
Support Block
Blaze a Trail to a New Era
CM402 LM Guide更换程序
報告人:孙健
Blaze a Trail to a New Era
Step1: 重新校正机器的水平
Blaze a Trail to a New Era
Step2: 利用FRONT HEAD 调整轨道固定边上的平条的X向平行度,作为LM Guide 更换后调整X向的基准。规格0.02mm(一条).用REAR HEAD检查轨道固 定边上的平条的X向平行度,并把数据记录下来。
Blaze a Trail to a New Era
Step13: 将 LM Guide ,BALLSCREW 油嘴上好。并反复推动作 Y向运动后, 拉回Y 向负极限,锁好 BALLSCREW的四颗固定螺丝。
贴片机Cm培训记录PPT课件
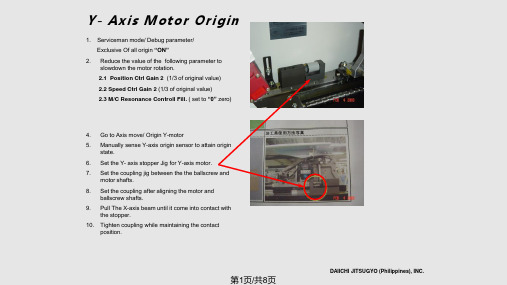
4. Remove camera connectors/ grease tubes
3. Disengage connectors and air line(s).
5. Remove allen bolts (with special stopper) and pull out head assembly.
3. Focus can be adjusted by the aid of 50mm X 50mm jig. Width adjustment/ recog mainte/ For adjust Lamp1: 30 Lamp 2: 20-30
4. Perform PCB recog camera angle teach (tolerance: θ= ± 0.2)
4. During installation the Theta can be adjusted using the adjusting bolts found beneath the camera.
LED Unit disengaged from main Line Camera unit.
Hale Waihona Puke 第6页/共8页第3页/共8页
The spline shaft assembly\ 5. Remove the bearing.
DAIICHI JITSUGYO (Philippines), INC.
Spline shaft removal ( Option 2 )
3. Remove stopper screw to disengage spring while supporting body with a spanner.
1. Remove Solenoid Valve screws.
CM402元件教示与识别培训教材.

2. 因引线短而从部品底面笔直地露出时,请使用No.83 (反射识别)。
3. 检测要检测的3 根引线以外有无不需要的引线(防止误设定其他部品)时,请使用 No.103。
4. 特意指定利用反射照明/透过照明的识别方法时,请使用No.83 (反射)/No.153(透 过)。
三、按形状输入数据项目
三、按形状输入数据项目
∗在同一边上有2 条以上的直线部时,与L 或W 之间必需有20%以上的差异。
三、按形状输入数据项目
三、按形状输入数据项目
三、按形状输入数据项目
三、按形状输入数据项目
(备注) 1. 左右的引线宽度不同时,输入宽的一侧。 右图示例中,输入W1。 2. 引线部的影子从铸型脱离或铸型为透明时,请使用No.76。是只检测2pin 的引线 尖端的检测方法。
一、元件识别概要
1.2 新部品的参考选择步骤 编制新部品的数据时,首先调查是否可以进行轮廓识别( 附表 轮廓识别形状一 览),在不能识别时请利用区块匹配。
∗1: 1 个形状有多个参考编号(Ref),但没有识别算法上的不同。 即使尺寸不同时,通常也可以设为同一参考编号(Ref)。
二、编制轮廓识别数据
三、按形状输入数据项目
三、按形状输入数据项目
(备注) 1. 引线部的影子从铸型脱离或铸型为透明时,请使用No.120。是只检测4pin 的引线 尖端的检测方法。
2. 因引线短而从部品底面笔直地露出时,请使用No.85 (反射识别)。
3. 检测要检测的4根引线以外有无不需要的引线(防止误设定其他部品)时,请使用 No.105。
4. 对引线面不亮或亮度不均匀的部品,请使用透过识别No.187 (多功能吸头) 。
三、按形状输入数据项目
CM402使用手册

SMT 专家网专业提供 SMT 工艺咨询和技术服务 网站设 SMT 供求频道,SMT 基础,SMT 工艺,SMT 产 4 品展厅,SMT 论文基地,SMT 行业动态,SMT 论坛等技术含量很高的频道.是国内最大的 SMT 论文基地, 介绍贴片机,回流焊,波峰焊等产品
SMT 专家网编辑整理
吸着位置学习 pick pos learning 由于零件在包装时零件和包装位置肯定存在一个间隙 因此各个零件之间会存在一定程
SMT 专家网专业提供 SMT 工艺咨询和技术服务 网站设 SMT 供求频道,SMT 基础,SMT 工艺,SMT 产 1 品展厅,SMT 论文基地,SMT 行业动态,SMT 论坛等技术含量很高的频道.是国内最大的 SMT 论文基地, 介绍贴片机,回流焊,波峰焊等产品
SMT 专家网编辑整理
mark 为基准将坐标值自动补 尝回去 手动补尝值将会视 为无效 关闭基板识别在 pt200 里完成 在调整完坐标 后 mark 点的坐标还要改成 手动识别 自动识别会校正 坐标值 所以当坐标值正确 后校正 mark 一定要改成手动 状态 否则会造成整体偏移 Mount data 的具体过程为 在 某一个 block 上选择一个点 并记下坐标值和 comment 如为多连板还要先确认一下 连板角度是否正确 否则校 正单个点不能保证整体偏移的补尝 在某个点的信息全部记录后 选择该点作为补尝值的校
SMT 专家网编辑整理
Cm402 的使用
Chip 的识别 在吸取零件时 由于存在各种偏差 所以源自吸偏或歪斜甚至有的会吸不上来 吸上来
的元件有时也会因为位置不对 被认为是吸取失败而抛料 导致抛料率的上升 零件的识别 功能可以补正吸取位置 校正吸取角度 吸嘴的中心和零件的中心重合度越高则吸着的成功
SMT松下贴片机CM402操作机台说明书介绍
,返回主菜单。
5.2.1 确认主菜单 右上的表示是否是开始生产的数据
图12
5.2.2 生产数据不对的场合、从生产线控制器PT200传送数据(线内所有M/C返回
主菜单)。
PT200 启动确认(图 3)
空气? ? 确认(图 4)
4.1.电源投入前确认
4.1.1 装置的伺服ON/OFF开关返回OFF(图5)。
还有、确认是OFF状态。
4.1.2 装置内、工具·支撑 PIN 等异物确认(图6)。
4.1.3CHIP 品排出BOX的清扫(图7)。
B、密码输入后点击确定键。
C、点击「吸嘴交换」 ·显示吸嘴交换画面
D、确认拆卸点的吸嘴的 SHUTTLE 位是空的,再进行拆 除。
E、选择拆卸吸嘴 HEAD①、再选择 shuttle 的吸嘴位。 F、按住操作面板的UNLOCK键,再点击[吸嘴拆卸」
键。 选择好的吸嘴会自动交换。 同样的选择其它的 HEAD 以及吸嘴也进行同样的操
E . 按 shuttle 开,取出吸嘴.
F、吸嘴拆卸动作结束后、点击下功能键的 键,返回主菜单
返回
5.1.2 异形吸嘴 A、点击主菜单的[工程」键、出现密码输入界面。
?
?
5.2.确认生产数据
功能
操作员 工程员 生产 生产设定
生产情報
表示操作员模式 从操作员模式切换到工程员模式 (需要输入密码) 开始自动运转 必要项目确认后、使用
对生产确认必要的设定和动作
显示自动运转中得到的情报 (对确认生产状况有效)
数据修正
生产数据的編集和 TEACH
5.生产准备 5.1.拆卸吸嘴 5.1.1 高速吸嘴 A、主菜单的[生产设定」键按住、出现生产设定菜单
5.2.1 确认主菜单 右上的表示是否是开始生产的数据
图12
5.2.2 生产数据不对的场合、从生产线控制器PT200传送数据(线内所有M/C返回
主菜单)。
PT200 启动确认(图 3)
空气? ? 确认(图 4)
4.1.电源投入前确认
4.1.1 装置的伺服ON/OFF开关返回OFF(图5)。
还有、确认是OFF状态。
4.1.2 装置内、工具·支撑 PIN 等异物确认(图6)。
4.1.3CHIP 品排出BOX的清扫(图7)。
B、密码输入后点击确定键。
C、点击「吸嘴交换」 ·显示吸嘴交换画面
D、确认拆卸点的吸嘴的 SHUTTLE 位是空的,再进行拆 除。
E、选择拆卸吸嘴 HEAD①、再选择 shuttle 的吸嘴位。 F、按住操作面板的UNLOCK键,再点击[吸嘴拆卸」
键。 选择好的吸嘴会自动交换。 同样的选择其它的 HEAD 以及吸嘴也进行同样的操
E . 按 shuttle 开,取出吸嘴.
F、吸嘴拆卸动作结束后、点击下功能键的 键,返回主菜单
返回
5.1.2 异形吸嘴 A、点击主菜单的[工程」键、出现密码输入界面。
?
?
5.2.确认生产数据
功能
操作员 工程员 生产 生产设定
生产情報
表示操作员模式 从操作员模式切换到工程员模式 (需要输入密码) 开始自动运转 必要项目确认后、使用
对生产确认必要的设定和动作
显示自动运转中得到的情报 (对确认生产状况有效)
数据修正
生产数据的編集和 TEACH
5.生产准备 5.1.拆卸吸嘴 5.1.1 高速吸嘴 A、主菜单的[生产设定」键按住、出现生产设定菜单
松下CM系列贴片机操作员培训资料
10、查看生产信息
11、操作机器安全事项 12、机器显示灯的含义 13、简单故障的排除方法
SMT培训材料
一、上料表内容的讲解
上料表
L-left 左边 R-right右边
间距“8*4”是指料 带宽度8mm,间距 为4mm
物料上Part No.一定 要与上料表完全一 致否则不能使用, 特殊情况须经管理 人员同意以后方可 使用
条件生产5.8
进入下图画面
序列:选定贴装的具体位置 部品:选定贴装的具体物料 区块:选定贴装的具体小板
吸头:选定贴装的具体贴装头
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
1、Feeder开关 LED功能
INTFCOM1
SMT培训材料
六、 Feeder上各键的说明及 上料方法(及管状feeder)
SMT培训材料
三、CM402主画面的简介
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器操作面板
SMT培训材料
CM402机器接触面板
SMT培训材料
CM402机器接触面板
SMT培训材料
四、CM402的生产流程
1、生产流程
生产流程2
准备----机器启动----生产开始----部品的补给----生产结束 2、开机 如右图将电源开关打到ON的位置
4、Panasonic的贴片机CM402 CM602 CM401 CM101使用的是电动feeder,物料间距是 在程序中设好的,不用操作员再去调整,但是生产新产品时必须核对程序中的间距与物 料的实际间距是否一致,如有问题则要求技术人员立即更正
确认胶带、纸带
点击
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
*注意不可损伤遮蔽板,否则 会造成元件识别错误发生.
1.2.3 清洁料架供给台
线性相机玻璃盖
1.关闭伺服开关;
2.打开机器的安全盖;
3.用吸尘器或软刷清洁料架 台表面.
29
1.2.4 清洁托盘供给台
1.关闭伺服开关;
2.打开机器的安全盖;
3.用吸尘器或软刷清洁供给 台表面.
30
1.2.5 清洁元件回收盒
4.从开槽内松开锁链,使之收弹回位. *通过油泵挤压几次,确认油已从油枪口 冒出.
25
1.将油枪的管口卡入油嘴; 2.挤压油泵几次; *动作时确认摇把开.关完全. 3.完成后须用布将渗出的油擦干净.
26
1.1.4 加油部品位置 –重要
注意: 1.加油须适量; 2.不可使油散落在相机上; 3.切不可使油污染到传送皮带,残留的油会使皮带很快老化.
吸嘴反射板
吸嘴 夹沟
吸嘴末端.TIP. 吸嘴衬垫.PAD. 吸嘴TAPE面
34
操作手顺 1. 检查吸嘴安排位置 2. 取出吸嘴 3. 清洁吸嘴夹持器TAPE面 4. 加油润滑夹爪 5. 清洁吸嘴过滤器 6. 清洁或更换吸嘴 7. 安放吸嘴 8. 再次检查吸嘴安排位置
35
1. 检查吸嘴安排位置
检查及清洁每个部品,需要从贴装头上取出吸嘴.为了 防止错误发生,须将吸嘴的排列位置打印出来.
1.关闭伺服开关; 2.打开机器的安全盖; 3.清空元件回收盒.
NG元件回收盒
1.2.6 清洁托盘供给器的NG元件回收盒
1.拉出回收盒; 2.清空及回收元件; 3.将回收盒推入回位.
NG元件回收盒 31
1.2.7 清洁料带箱 有切刀系统
1. 打开切刀外盖; 2. 拉出料带箱; 3. 清空料带. 切刀外盖
18
日常维护
19
20
21
22
23
1.1.3 注油及润滑 介绍油枪的使用方法 油枪的结构
*油枪由4部分组成 *使用前须确认安装何种油嘴
油嘴管 油缸 油枪
筒油
24
安装及使用油枪
1.取下油帽,并将筒油向右旋与油枪连接. *如有松动将会造成油泄漏.
2.拉出锁链并将之锁于开槽内. 锁链 3.将筒油套入油缸,并将油缸与油枪旋紧.
2.装入新的PAD.
41
7. 安放吸嘴
1.关上安全盖,并将伺服开关打至 ON的位置;
2.点击
下页
3.关闭伺服开关,并打开安全盖; 42
4.旋转角度STOPPER,使其面对 操作方;
窄 宽
8.再次检查吸嘴安排位置
5.安装吸嘴. *注意吸嘴的方向,窄沟嵌入 STOPPER内.
将吸嘴重新正确排放
43
1.3.3 清洁吸嘴交换台
1.选择需维护的TABLE, 按
2.关闭伺服开关,并打开安全盖;
3.取出吸嘴; 4.用蘸了酒精的软布清洁交换台.
清洁反射板接触面 44
1.3.4 清洁支撑PIN设置台
保证PCB有良好的支撑,避免PCB的损坏.
1.确认安全盖关闭后,将 伺服开关打至ON;
2.按 3.按
机器本体使用气压
气压校准表使用 1.如左图,阀门往上解除;之后
即可左右旋转调整;再之后 阀门压下即可锁住. 2.确认机器本体使用气压 0.5MPa以上; 3.确认托盘供料器TRAY 使用气压 0.3MPa以上.
28
1.2.2 清洁线性相机玻璃盖
遮蔽板
1.关闭伺服开关;
2.打开机器的安全盖;
3.清洁玻璃盖的上表面.
无切刀系统 使用完的料带
1. 用剪刀将使用完的料带 剪断;
2.料带箱满时要清空.
32
1.3 每周检查项目
1.3.1 清洁触摸屏
1. 关闭机器电源开关; 2. 用软布清洁触摸屏.
*不可使用酒精等有机物.
33
1.3.2 清洁贴装头及吸嘴
贴装头
Nozzle holder 既吸嘴夹持器 吸嘴夹持器TAPE面
多功能模块贴片机CM301
操作维护学习手册
Model No. KXF-4H4C KXF-4X4C
1
2
3
4
安全即停开关
如遇紧急.危险等异常运行,请按下次开关.
5
关机作业
关闭外部输入电源
关闭机器电源
关闭前后的伺服开关
6
开机作业
7
机器基本操作
8
9
操作键
SWITCH
FUNCTION
用于开始或在暂停后继续生产及回原点启动键 用于机器生产暂停或停止打印 开启机器的解除键 暂停后用于机器的单步动作 用于开启触摸屏的背景灯 用于选择前.后操作键盘,选择后左上角的灯亦会亮 灯会亮,当操作键处于SERVO OFF时 当触摸屏的背景灯关闭时,此灯亮
马达的电源开关,当手等身体须进入机器里,必须置于OFF
紧急停止键.按下此键,机器处于立即停止.拔出即可复位 10
功能键
屏幕打印
语言选择
识别叠印
蜂鸣停止
帮 Tree Jump
回车键
11
生产准备
1)程序导入 2)生产条件设置 3)物料准备
12
4)数据Teach
自动生产
13
14
15
16
17
气枪
1.用气枪清除吸嘴里的污物 *注意吹的方向及气枪不可
接触到吸嘴TIP端.
2.用软布清洁吸嘴TAPE面 吸嘴TAPE面
反射板
3.用软布清洁吸嘴TIP端.
4.用软布清洁反射板 *切不可使用酒精或水.
40
更换吸嘴衬垫PAD
衬垫PAD是胶制品,损坏后会造成真空泄漏,导致不稳定吸取发生. 1.拆除损伤的PAD;
1. 点击
2. 选择H1或H2,并按打印功能键, 如图, 点击
36
2. 取出吸嘴
1. 打开伺服开关;
2. 点击 头组件将会移动到BAY1的位置.
BAY1 即维护位置
3. 关闭伺服开关. 37
4. 捏住吸嘴末端,垂直往下 拔出吸嘴.
3. 清洁吸嘴夹持器TAPE面
歪斜不可,易造成弹簧及夹爪脱落
1. 用蘸过酒精的棉棒清洁 吸嘴夹持器TAPE面.
棉棒
TAPE面 38
4. 加油润滑夹爪
油沟
将润滑剂注到夹爪的油沟里. *推荐油: Moly Paste 300/Sumico Co.,Ltd.
5. 更换吸嘴过滤器
1. 使用2.5mm的六角匙拆出过滤器
六角匙
吸嘴夹持器 过滤器
2. 用气枪清洁过滤器 六角匙
3. 安装过滤器 过滤器
39
6. 清洁或更换吸嘴
主要的须润滑的部件
线性滑轨
丝杆
轴承
滑轨的润滑
1.将滑块推至滑轨末端; 2.用干净的布清除旧油; 3.注油润滑; a.注油嘴,可通过油枪加油; b.无油嘴,直接将油涂抹于滑
轨的凹槽内; 4.全程慢速运行滑快组件.
27
1.2 每天检查项目
1.2.1 检查机器供给压及废水回收瓶
托盘供料器TRAY 使用气压
1.2.3 清洁料架供给台
线性相机玻璃盖
1.关闭伺服开关;
2.打开机器的安全盖;
3.用吸尘器或软刷清洁料架 台表面.
29
1.2.4 清洁托盘供给台
1.关闭伺服开关;
2.打开机器的安全盖;
3.用吸尘器或软刷清洁供给 台表面.
30
1.2.5 清洁元件回收盒
4.从开槽内松开锁链,使之收弹回位. *通过油泵挤压几次,确认油已从油枪口 冒出.
25
1.将油枪的管口卡入油嘴; 2.挤压油泵几次; *动作时确认摇把开.关完全. 3.完成后须用布将渗出的油擦干净.
26
1.1.4 加油部品位置 –重要
注意: 1.加油须适量; 2.不可使油散落在相机上; 3.切不可使油污染到传送皮带,残留的油会使皮带很快老化.
吸嘴反射板
吸嘴 夹沟
吸嘴末端.TIP. 吸嘴衬垫.PAD. 吸嘴TAPE面
34
操作手顺 1. 检查吸嘴安排位置 2. 取出吸嘴 3. 清洁吸嘴夹持器TAPE面 4. 加油润滑夹爪 5. 清洁吸嘴过滤器 6. 清洁或更换吸嘴 7. 安放吸嘴 8. 再次检查吸嘴安排位置
35
1. 检查吸嘴安排位置
检查及清洁每个部品,需要从贴装头上取出吸嘴.为了 防止错误发生,须将吸嘴的排列位置打印出来.
1.关闭伺服开关; 2.打开机器的安全盖; 3.清空元件回收盒.
NG元件回收盒
1.2.6 清洁托盘供给器的NG元件回收盒
1.拉出回收盒; 2.清空及回收元件; 3.将回收盒推入回位.
NG元件回收盒 31
1.2.7 清洁料带箱 有切刀系统
1. 打开切刀外盖; 2. 拉出料带箱; 3. 清空料带. 切刀外盖
18
日常维护
19
20
21
22
23
1.1.3 注油及润滑 介绍油枪的使用方法 油枪的结构
*油枪由4部分组成 *使用前须确认安装何种油嘴
油嘴管 油缸 油枪
筒油
24
安装及使用油枪
1.取下油帽,并将筒油向右旋与油枪连接. *如有松动将会造成油泄漏.
2.拉出锁链并将之锁于开槽内. 锁链 3.将筒油套入油缸,并将油缸与油枪旋紧.
2.装入新的PAD.
41
7. 安放吸嘴
1.关上安全盖,并将伺服开关打至 ON的位置;
2.点击
下页
3.关闭伺服开关,并打开安全盖; 42
4.旋转角度STOPPER,使其面对 操作方;
窄 宽
8.再次检查吸嘴安排位置
5.安装吸嘴. *注意吸嘴的方向,窄沟嵌入 STOPPER内.
将吸嘴重新正确排放
43
1.3.3 清洁吸嘴交换台
1.选择需维护的TABLE, 按
2.关闭伺服开关,并打开安全盖;
3.取出吸嘴; 4.用蘸了酒精的软布清洁交换台.
清洁反射板接触面 44
1.3.4 清洁支撑PIN设置台
保证PCB有良好的支撑,避免PCB的损坏.
1.确认安全盖关闭后,将 伺服开关打至ON;
2.按 3.按
机器本体使用气压
气压校准表使用 1.如左图,阀门往上解除;之后
即可左右旋转调整;再之后 阀门压下即可锁住. 2.确认机器本体使用气压 0.5MPa以上; 3.确认托盘供料器TRAY 使用气压 0.3MPa以上.
28
1.2.2 清洁线性相机玻璃盖
遮蔽板
1.关闭伺服开关;
2.打开机器的安全盖;
3.清洁玻璃盖的上表面.
无切刀系统 使用完的料带
1. 用剪刀将使用完的料带 剪断;
2.料带箱满时要清空.
32
1.3 每周检查项目
1.3.1 清洁触摸屏
1. 关闭机器电源开关; 2. 用软布清洁触摸屏.
*不可使用酒精等有机物.
33
1.3.2 清洁贴装头及吸嘴
贴装头
Nozzle holder 既吸嘴夹持器 吸嘴夹持器TAPE面
多功能模块贴片机CM301
操作维护学习手册
Model No. KXF-4H4C KXF-4X4C
1
2
3
4
安全即停开关
如遇紧急.危险等异常运行,请按下次开关.
5
关机作业
关闭外部输入电源
关闭机器电源
关闭前后的伺服开关
6
开机作业
7
机器基本操作
8
9
操作键
SWITCH
FUNCTION
用于开始或在暂停后继续生产及回原点启动键 用于机器生产暂停或停止打印 开启机器的解除键 暂停后用于机器的单步动作 用于开启触摸屏的背景灯 用于选择前.后操作键盘,选择后左上角的灯亦会亮 灯会亮,当操作键处于SERVO OFF时 当触摸屏的背景灯关闭时,此灯亮
马达的电源开关,当手等身体须进入机器里,必须置于OFF
紧急停止键.按下此键,机器处于立即停止.拔出即可复位 10
功能键
屏幕打印
语言选择
识别叠印
蜂鸣停止
帮 Tree Jump
回车键
11
生产准备
1)程序导入 2)生产条件设置 3)物料准备
12
4)数据Teach
自动生产
13
14
15
16
17
气枪
1.用气枪清除吸嘴里的污物 *注意吹的方向及气枪不可
接触到吸嘴TIP端.
2.用软布清洁吸嘴TAPE面 吸嘴TAPE面
反射板
3.用软布清洁吸嘴TIP端.
4.用软布清洁反射板 *切不可使用酒精或水.
40
更换吸嘴衬垫PAD
衬垫PAD是胶制品,损坏后会造成真空泄漏,导致不稳定吸取发生. 1.拆除损伤的PAD;
1. 点击
2. 选择H1或H2,并按打印功能键, 如图, 点击
36
2. 取出吸嘴
1. 打开伺服开关;
2. 点击 头组件将会移动到BAY1的位置.
BAY1 即维护位置
3. 关闭伺服开关. 37
4. 捏住吸嘴末端,垂直往下 拔出吸嘴.
3. 清洁吸嘴夹持器TAPE面
歪斜不可,易造成弹簧及夹爪脱落
1. 用蘸过酒精的棉棒清洁 吸嘴夹持器TAPE面.
棉棒
TAPE面 38
4. 加油润滑夹爪
油沟
将润滑剂注到夹爪的油沟里. *推荐油: Moly Paste 300/Sumico Co.,Ltd.
5. 更换吸嘴过滤器
1. 使用2.5mm的六角匙拆出过滤器
六角匙
吸嘴夹持器 过滤器
2. 用气枪清洁过滤器 六角匙
3. 安装过滤器 过滤器
39
6. 清洁或更换吸嘴
主要的须润滑的部件
线性滑轨
丝杆
轴承
滑轨的润滑
1.将滑块推至滑轨末端; 2.用干净的布清除旧油; 3.注油润滑; a.注油嘴,可通过油枪加油; b.无油嘴,直接将油涂抹于滑
轨的凹槽内; 4.全程慢速运行滑快组件.
27
1.2 每天检查项目
1.2.1 检查机器供给压及废水回收瓶
托盘供料器TRAY 使用气压