平整对08Al钢冷轧薄板性能影响的研究
平整机组辊系参数对板形影响研究
行典型设定量的选取 20t、30t和 40t。而前述窜辊
对于窜辊对平整机板形的影响分析,可以在 对板形的影响也应考虑,因此选取上述分析中的
表 2生产工艺参数的前提之下对窜辊量进行对比 优质窜辊量 100mm为弯辊分析过程中的窜辊量
分析,选取典型的窜辊量 20mm、50mm和 100mm 工艺设定值,以此进行弯辊对平整机板形影响分
KEYWORDS Smooth Optimizedcontrol Plateshape
1 前言 随着现代化的发展,汽车制造、航空航天等行
业对金属板带的需求量逐年提升,直接的带动了 金属板带的生产[1-4]。平整作为冷轧板带的重要
环节,不但承担了板带质量控制的重要功能,更是 板形控制的最终部分,板形是成品板带质量的主 要衡量指标之一,板形的好坏直接影响了板带的 质量和销量。
OTocttaolbeNro2.022727 ME TA L冶LU RG金IC A设L EQ备UIPMENT 20 22总年第1027月7第期5期
平整机组辊系参数对板形影响研究
吴长生①
(湛江钢铁有限公司冷轧厂 广东湛江 524072)
摘 要 针对平整机组生产过程中由于辊系参数控制技术落后导致的板形质量缺陷,本文在分析平整 机组设备参数的基础上,确定了弯辊力和窜辊量为板形质量影响的主要辊系参数。通过对金属变形模型与 辊系弹性变形模型耦合分析,建立了平整机组板形模型。并基于板形模型,分析了不同弯辊力和窜辊量对 带钢板形值分布的影响。分析结果表明,窜辊量与弯辊力的增加有效的改善了带钢边部浪形。根据研究结 果,开发了辊系参数控制技术,对比技术应用前后带钢板形值分布发现辊系参数控制技术有效的降低了板 形缺陷。
吴长生:平整机组辊系参数对板形影响研究
冷轧带钢的平整轧制
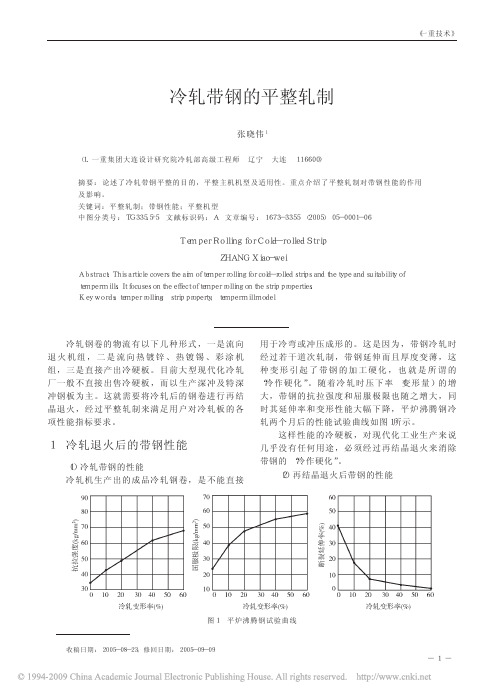
用于冷弯或冲压成形的。这是因为, 带钢冷轧时 经过若干道次轧制, 带钢延伸而且厚度变薄, 这 种变形引起了带钢的加工硬化, 也就是所谓的 “冷作硬化”。 随 着 冷 轧 时 压 下 率 (变 形 量) 的 增 大, 带钢的抗拉强度和屈服极限也随之增大, 同 时其延伸率和变形性能大幅下降, 平炉沸腾钢冷 轧两个月后的性能试验曲线如图1所示。
- 3-
2005 年第 5 期( 总 107 期)
a—存放 6 天; b—存放 12 天; c—存放 30 天。 图7- 1
会使用小于100 mm直径的轧辊, 这是由于在平整 轧制时轧辊的发热较大、对带钢板形的改善作用 降低及传递轧制力矩困难等因素决定的。
为了改善带钢的板形和平直度, 同时兼顾平 整后带钢性能的时效问题, 我们在设计平整机 时, 工作辊直径应尽量选得大些。但一般不推荐 使用直径大于600 mm的工作辊。
但是, 由于众所周知的原因, 如图8所示, 四辊平整机工作辊的两端与支承辊存在着有害接 触区, 导致平整效果受到很大影响。这主要体现 在板形和沿带钢宽度方向上的变形不均匀方面。
本 日 立 公 司 开 发 了 5MB平 整 机 。 这 种 机 型 包 括 机 架、双锥式的上支承辊、不作轴向移动的带有正 弯装置的上中间辊、带有正负弯辊的上下工作辊 和普通圆柱形的下支承辊, 如图9。
2! 平整的目的
对冷轧带钢进行平整的目的, 主要是为了消 除再结晶退火后带钢存在的屈服平台, 另外, 可 进一步改善带钢的板形及平直度, 并获得我们需 要的带钢机械性能和表面光洁度。
在带钢屈服平台消除以后, 由此产生的滑移 线倾向也就不存在了, 图3中带钢平整后的应 力—应变曲线说明了这一点。这种现象可以用金 属晶粒的位错理论加以解释。
平整液对冷轧带钢表面缺陷的影响

251管理及其他M anagement and other平整液对冷轧带钢表面缺陷的影响池永清(唐钢高强汽车板有限公司,河北 唐山 063000)摘 要:平整是冷轧带钢生产的重要工序之一,在生产过程中可以有效消除带钢的屈服平台,提升带钢的整体性能和质量。
但是在生产过程中平整液可以让带钢表面产生黄斑的缺陷,从而影响最终产品质量,通过电镜扫描和化学分析手段,本文阐述了冷轧带钢在平整过程中平整液所造成的表面缺陷成因。
通过对生产实践进行跟踪,发现平整带钢表面的黄斑缺陷主要成分为铁的氧化物产生过程,与冷轧带钢表面裂开的氧化膜电位差值有关。
在生产过程中平整液作用于蛋糕表面,形成氧化膜,通过平整破损后形成新的氧化膜,并且由于生产速度较快。
极容易引发蛋黄表面产生黄斑的缺陷,如果在平整液当中适当加入钼酸盐或者磷酸盐,可以有效提高生产过程中氧化膜的生成速度,从而克服这类缺陷的产生。
关键词:冷轧,平整,缺陷,氧化膜中图分类号:TG335.12 文献标识码:A 文章编号:11-5004(2021)18-0251-2收稿日期:2021-09作者简介:池永清,男,生于1980年,内蒙古人,本科,工程师,研究方向:机电工程,冷轧设备及工艺。
在冷轧带钢生产中,以热轧卷为原料,加工高性能、高附加值的冷轧产品。
如今,冷轧带钢广泛应用于汽车、家电、建筑等诸多领域,随着对钢铁材料技术要求的不断提升,冷轧带钢在厚度和精度方面表现出明显的变化。
矫直速度和杂质率是对深冲特性和带钢强度的再加工,以满足各种客户对冷轧带钢产品的需求。
生产过程中取消冷轧带钢退火后的驱动平台,防止深加工在此过程中,会发生拉伸变形,因此退火后的冷轧带钢必须进行压平,以提高整体质量和生产率。
平整工艺在生产中可分为干平整和湿平整干平整,生产过程中不添加任何平整液。
不平整车产在生产过程中加入具有较强清洗作用以及防锈作用的润滑剂时平整是一种先进的生产工艺,应用食品等生产,可以有效清除蛋糕表面的杂质,提升待岗表面质量同时与干平整工艺方式相比时平整,生产过程中可降低30%~40%的轧制力。
八钢冷轧平整恒延伸率控制及其影响因素分析
波 动 , 样才 能使带 钢的 纵 向性能 质量得 到保证 , 这 有
利于带钢 的进 一步 深加 工 。 因此 , 制延伸 率的 大小 控 和均匀 性是平 整 轧制 中至关 重要 的问题 。 由于 平整 压 缩 比很 小 , 因此 用 与压 下 量成 正 比
生滑 线 ; 善带 钢 表 面状 况 , 到 规 定的 粗糙 度 ; 改 达
统。
的带钢 长度变 化 , 即延伸 率来 表示 变形 程度 :
r一 ( 一 L /L L ) () 1
式 中 ,为 平整 延伸 率 ; 、 别 为 出、 口带 r L L分 入
钢长度 。
忽略带 钢宽 展 , 伸率 与压 下率则有 以下关系 延 r / 1 ) 式 中£ —e ( 一e 。 为平整 压 下率 。 因V /. , 别为 出 、 口带 钢速度 —L tV V 分 入
变形 指 标 , 数值 是根 据 钢种 组 织结 构 和最终 用途 其
l 前 言
冷 轧 带 钢 经过 再 结 晶退 火 , 除 了加 工 硬化 组 消 织 , 力学 性能 和加 工性能 变坏 , 时带钢 的应 力变 但 这 曲线具 有 明 显 的上 屈服 极 限 , 且在 下 屈服 极 限 出 并 现 屈服平 台 。 消除 屈服平 台的方 法有 平整 轧制 、 拉伸 变 形 以及 矫 直 等 , 量 生产 实践 证 明平 整轧 制 是一 大 种最 有效 的 加工方 法 , 广泛 用于大 规模 的生 产 中。 被 平 整轧制 主 要优 点是 : 消除 屈服平 台 , 防止加 工时产
20年 第 l 06 期
新 疆 钢 铁
总9 期 7
值相 比较 。 经过 调节 , 延伸 率差值 转换 成为 附; l制 b l u
平整机组延伸率对SUS430冷轧带钢力学性能的影响_张志强
[摘 要] 研究了平整机组延伸率对 SUS430 冷轧带钢力学性能的影响。根据实际生产经验,优化平整工艺,对 SUS430 带钢采用在线平整后离线继续平整 1 ̄2 道次的生产工艺,即累计平整延伸率为 1.0% ̄1.6%,使带钢的延伸率 达到 29.4%,既消除了屈服平台,又得到了较为优良的力学性能和加工成型性。 [关键词] 平整机;皱折;延伸率;抗拉强度;屈服强度;硬度
156
154
152
150
148
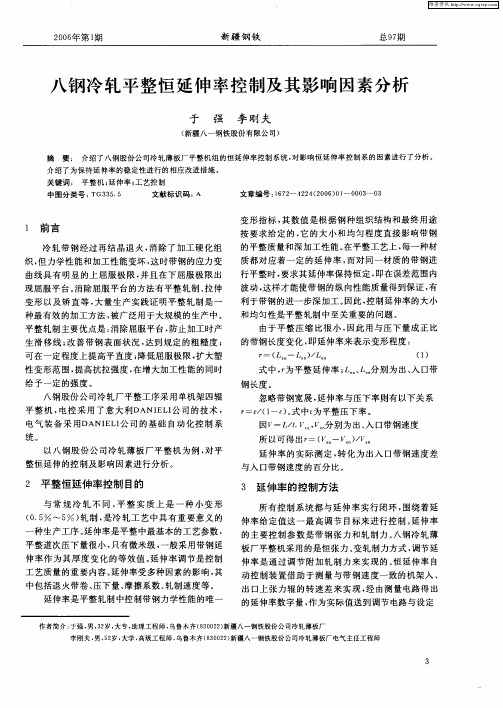
146 1.05 1.6
2.1
2.5
2.9
平整机延伸率 /%
图 5 平整机延伸率对硬度的影响
太低也不利于表面粗糙度和板型质量;而平整机 组延伸率太高又会引起力学性能变差,不利于后 续的加工成型。因此,我公司总结实际生产经验, 对于厚度 0.5 mm 的 SUS430 带钢的平整工艺为在 线平整后,离线平整继续平整 1~2 道次,即累计平 整延伸率为 1.0%~1.6%,既能够保证消除屈服平 台,又能得到较为优良的机械性能,保证良好的加 工成型性。 6 结论
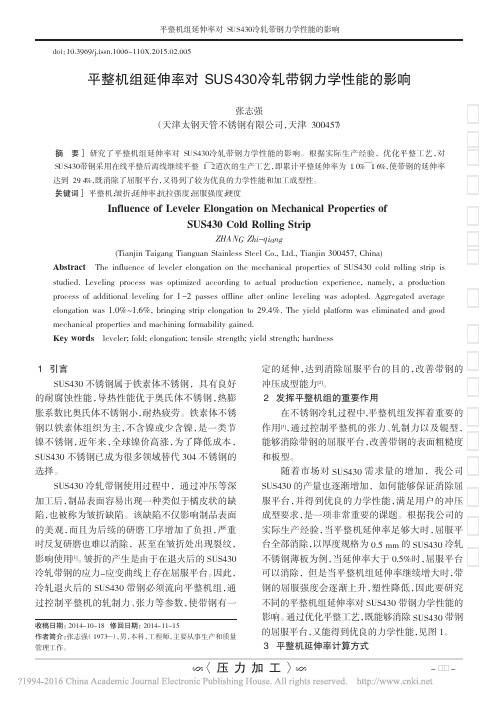
Rm/MPa
350
300
250
200 1.05 1.6 2.1 2.5 2.9
平整机延伸率 /%
图 3 平整延伸率对抗拉强度(Rp)、屈服强度(Rm)的影响
由图 4、图 5 可见,随着平整机组延伸率的增
平整对08Al钢冷轧薄板性能影响的研究
收稿时间:2002-03-18作者简介:李四军(1972-),男,新疆奎屯市人,本溪冶专讲师.文章编号:1008-3723(2002)02-0029-03平整对08Al 钢冷轧薄板性能影响的研究李四军1,齐克敏2,叶何舟2,高毅3,尹红3(1.本溪冶金高等专科学校冶金系,辽宁本溪117022;2.东北大学材料与冶金学院,辽宁沈阳110004;3.鞍钢冷轧厂,辽宁鞍山114000)摘 要:通过对鞍钢冷轧厂平整前后08Al 带钢深冲性能和成型性能的测定实验,研究了平整对冷轧深冲板性能的影响规律。
实验结果表明,平整有利于均匀08Al 钢冷轧薄板的性能,提高08Al 钢冷轧薄板的深冲性能,但是,平整也在一定程度上损害了08Al 钢冷轧薄板的成型性能。
关键词:平整;08Al 钢冷轧薄板;深冲性能;成型性能中图分类号:TG 335.12文献标识码:A0 前言 平整是深冲用冷轧钢板不可缺少的一道工序。
这是因为冷轧带钢经过再结晶退火,虽然消除了加工硬化组织,但却使力学性能和加工性能变坏。
这时带钢的应力应变曲线具有明显的上屈服极限,并且在下屈服极限处出现屈服平台〔1〕〔2〕。
而带有屈服平台的钢板在冲制零件时,当变形在5~15%时就会出现碳、氮原子与位错脱锚而产生滑移线,从而使冲压件表面留下难以掩饰的缺陷。
因此,带有屈服平台的钢板必须经平整加工才能用做汽车板等的覆盖件。
为了弄清平整前后08Al 钢冷轧薄板性能的变化规律,本实验基于鞍钢冷轧厂生产的08Al 冷轧钢卷,着重进行了最佳平整延伸率(即板厚的百分数)〔3〕下冲压性能和成型性能的实验研究。
1 实验1.1 实验材料所用实验试样均是从鞍钢冷轧厂生产现场取样,要求板形良好,无明显缺陷,平整前后试样取自同一卷钢中间位置,以保证平整前后的性能参数有可比性。
所取试样的化学成分如表1所示。
表1 实验钢的化学成分 (%)CSiMnPSCrNiNAsAl0.060.020.250.0130.0150.010.010.0360.010.0521.2 实验过程1.2.1 拉伸实验力学性能参数由拉伸实验获得。
冷轧工艺改进对铝合金板材的表面平整度和拉伸性能的影响研究
冷轧工艺改进对铝合金板材的表面平整度和拉伸性能的影响研究冷轧工艺是将铝合金板材通过一系列冷加工过程来改善其表面平整度和机械性能的工艺。
本文将研究冷轧工艺改进对铝合金板材的表面平整度和拉伸性能的影响。
首先,冷轧工艺改进对铝合金板材的表面平整度有显著的影响。
由于冷轧工艺中的压辊能够将板材表面更均匀地挤压,使得表面瑕疵得以消除,提高了表面的平整度。
此外,冷轧工艺中加工过程中的温度低于材料的回弹温度,能够抑制板材的回弹变形,进一步提高了表面平整度。
其次,冷轧工艺改进对铝合金板材的拉伸性能也有一定的影响。
冷轧工艺能够改变铝合金板材的晶粒结构和组织形态,使其晶粒更加细小均匀,从而提高了板材的强度和韧性。
此外,冷轧工艺还可以消除铝合金板材的孔洞和夹杂物,提高了板材的致密性和抗拉强度。
因此,冷轧工艺改进能够显著提高铝合金板材的拉伸性能。
然而,冷轧工艺改进也存在一些挑战。
首先,冷轧过程中可能会产生内应力和复合应力,如果不加以控制和调整,会导致板材变形或开裂。
因此,需要合理选择轧制工艺参数和工艺流程,以减小应力和应变的影响。
其次,冷轧工艺改进还需要合适的润滑剂和冷却设备,以保证板材在加工过程中的温度和摩擦系数的控制,从而提高板材的表面平整度和拉伸性能。
综上所述,冷轧工艺改进对铝合金板材的表面平整度和拉伸性能有显著影响。
通过改善表面平整度和提高拉伸性能,可以满足不同领域对铝合金板材的要求,使其在航空、汽车、电子等领域的应用得到更广泛的推广和应用。
因此,在未来的研究中,我们应该进一步优化冷轧工艺参数和工艺流程,以提高铝合金板材的综合性能,并探索新的冷轧工艺方法和技术,以满足不断发展的工业需求。
冷轧工艺是一种常见的金属加工工艺,广泛应用于铝合金板材的生产过程中。
冷轧工艺改进对铝合金板材的表面平整度和拉伸性能有着重要的影响。
本文将进一步探讨冷轧工艺改进对铝合金板材的表面平整度和拉伸性能的影响,并分析其原因。
首先,冷轧工艺改进对铝合金板材表面平整度的影响主要体现在以下几个方面。
不同冷轧过程参数对低合金钢冷轧薄宽钢带性能的影响
不同冷轧过程参数对低合金钢冷轧薄宽钢带性能的影响低合金钢冷轧薄宽钢带是一种常用的材料,广泛应用于汽车制造、建筑结构等领域。
然而,在冷轧过程中,不同的参数设置会对低合金钢冷轧薄宽钢带的性能产生影响。
本文将探讨不同冷轧过程参数对低合金钢冷轧薄宽钢带性能的影响,并提供相应的研究结果。
首先,冷轧过程中的轧制力是一个重要的参数,它直接影响钢带的机械性能。
通过调整轧制力的大小,可以控制低合金钢冷轧薄宽钢带的硬度。
研究表明,增大轧制力可以提高钢带的硬度。
然而,过大的轧制力可能会导致低合金钢冷轧薄宽钢带出现塑性变形不均匀的问题,同时也会增加压辊的磨损。
因此,在实际生产中需要平衡轧制力的大小,以获得最佳的性能。
其次,冷轧过程中的轧制温度也是一个重要的参数。
轧制温度对低合金钢冷轧薄宽钢带的晶粒度、冷硬化效应以及力学性能等都有很大的影响。
研究发现,在较高的轧制温度下,钢带的晶粒尺寸增大,硬度降低。
而在较低的轧制温度下,钢带的晶粒尺寸减小,硬度增加。
此外,轧制温度还会影响钢带的冷硬化效应,即冷轧后的钢带强度增加的能力。
因此,在不同的应用场景中,需要选择合适的轧制温度来满足不同的要求。
另外,冷轧过程中的轧制速度也会对低合金钢冷轧薄宽钢带的性能产生影响。
增大轧制速度可以使钢带的晶粒尺寸减小,形变硬化效应增强,从而提高钢带的硬度和强度。
然而,过高的轧制速度可能导致轧制品质量下降,钢带表面出现缺陷。
因此,在实际生产中需要权衡轧制速度和钢带表面质量之间的关系,确保钢带的性能满足要求。
此外,冷轧过程中所使用的辊件具有重要的影响。
辊件的表面质量和材质都会直接影响低合金钢冷轧薄宽钢带的性能。
研究发现,采用高质量的辊件可以有效减小钢带的表面缺陷,提高钢带的平整度。
同时,选择合适的辊件材质也可以改善钢带的机械性能。
因此,在冷轧过程中,应注意选择优质的辊件,以确保钢带的质量和性能。
最后,冷轧过程中的润滑方式也会对低合金钢冷轧薄宽钢带的性能产生影响。
浅析影响冷轧薄板冲压性能的主要因素
浅析影响薄板冲压性能的主要因素技术部胡国红在我们生产的冷轧薄板中,要求成形性能的产品占比越来越大,除门板、门框等普通成形料,许多还要求深度变形。
由于深冲料,超深冲料的附加值较高,所以这也是我们今后在薄板生产上的主攻方向,但是深冲压材料的生产难度比较大,必须保障材料的机械性能和工艺要求。
薄板冲压性能是指板材对冲压加工的适应能力。
我们评价薄板的冲压性能主要借助物理实验,通过拉伸、硬度、杯突及金相等试验方法来综合得出结论。
拉伸实验是评价板材基本力学性能及成形性的主要试验方法,也是目前采用最为普遍的一种方法。
拉伸试验值与冲压成形性能有密切关系的几项主要性能参数为屈服强度、抗拉强度、屈强比、均匀伸长率、拉伸应变硬化指数n值、塑性应变比r值(表示板材各向异性的参数)等。
均匀延伸率是一项常用指标,延伸率越大,材料的胀形性能、弯曲性能、翻边性能就越好;屈服强度越大的材料其成形所需力越大,回弹也越大;抗拉强度值越高,成形力也越大,但在材料与成形性能有关的其他性能大致相同时,抗拉强度越大其综合性能越好;屈强比也是评价性能的一项主要指标,屈强比越小,钢板的成形性能越好。
由于薄板在轧制过程中经历了轧制与退火等工艺,使板材形成结晶方位趋于一致的织构组织,在宏观上表现为各向异性,即在不同方向上板材的性能有一定差异。
板材的各向异性对冲压性能有很大影响,r=1时钢板呈各向同性;r>1时钢板抗厚度变薄的能力强,即r值越高,钢板越难变薄,从而提高了钢板的冲压性能。
在拉伸试验值中,各不同方向上r值的差别表示钢板平面内各向异性的程度,一般用△r表示。
△r=〔(r0+r90)/2〕-r45, △r也称平面各向异性系数(0°表示平行于轧制方向,90°表示垂直于轧制方向,45°表示与轧制方向呈45°角),△r的绝对值越大,板材在平面内的各向异性也越大。
所以对于工艺性能而言∣△r∣越小越好,就深冲用的SPCD料来说,我们一般要求∣△r∣≤0.5 。
影响冷轧钢板冲压性能因素浅析
影响冷轧钢板冲压性能因素浅析摘要:本文从冷轧钢板的化学成分、力学性能及钢板的成型曲线特点等各个方面,探讨了影响冷轧钢板冲压性能的因素及其性能评定方法,为冲压件的正常生产提供了理论依据,从而提高冲压件的加工质量。
关键词:冷轧钢板;冲压性能;性能评定;硬化指数采用冲压工艺生产零件,材料利用率高,能冲制形状复杂,互换性能好的零件,是在机械制造中重要的成形工艺之一,在联合收割机生产中,冷轧钢板冲压件的用钢量约占其钢材总量的30%,这样确保冷轧板冲压件的质量,保证冲成形状复杂零件而不开裂,保证零件的尺寸精度及表面质量,就显得尤为重要。
1 冷轧板的特点冷轧钢板的厚度一般在3.0mm以下,大量应用的是连轧钢板,它能生产出形状复杂,表面质量高的零件。
我国的相关标准中(GB699-88 GB13237-91 GB5213-85)规定了钢板的化学成分、力学性能。
2 影响冷轧钢板冲压性能的因素2.1 钢的化学成分钢中主要元素是C、SI、Mn、P、S,它们在钢中含量不同,对钢的冲压性能有显著影响。
C提高钢板强度,但增加Fe3C的数量,降低钢的塑性和冲压性能,所以冷轧钢板中碳的含量一般≤0.20%,最好≤0.08%;Si强化铁素体元素,明显提高钢的屈服强度,但降低钢的塑性,其含量一般应≤0.03%;Mn在钢中易形成MnS夹杂,影响冲压性能,但Mn有抑制钢板边部龟裂作用;P在钢中有偏析倾向,易形成带状组织,在增加钢板强度同时亦增加钢板的冷脆性;S易形成硫化物,降低钢板冲压性能;AL作为最终脱氧剂,形成ALN,降低钢板“应变时效”有获得“饼形”晶粒改善冲压性能作用。
2.2 铁素体晶粒大小和形状2.2.1 铁素体晶粒大小和形状冲压性能优良钢板的理想晶粒度为6级,晶粒粗大(〉3~4级)时,零件产生“桔皮”状表面,甚至引起裂纹,严重影响零件表面质量或密封质量。
晶粒过细(〈8级),钢板强度高,塑性降低,恶化冲压性,加大零件回弹。
当晶粒大小不均时,对冲压性能的影响尤为显著。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
收稿时间:2002-03-18作者简介:李四军(1972-),男,新疆奎屯市人,本溪冶专讲师.文章编号:1008-3723(2002)02-0029-03平整对08Al 钢冷轧薄板性能影响的研究李四军1,齐克敏2,叶何舟2,高毅3,尹红3(1.本溪冶金高等专科学校冶金系,辽宁本溪117022;2.东北大学材料与冶金学院,辽宁沈阳110004;3.鞍钢冷轧厂,辽宁鞍山114000)摘 要:通过对鞍钢冷轧厂平整前后08Al 带钢深冲性能和成型性能的测定实验,研究了平整对冷轧深冲板性能的影响规律。
实验结果表明,平整有利于均匀08Al 钢冷轧薄板的性能,提高08Al 钢冷轧薄板的深冲性能,但是,平整也在一定程度上损害了08Al 钢冷轧薄板的成型性能。
关键词:平整;08Al 钢冷轧薄板;深冲性能;成型性能中图分类号:TG 335.12文献标识码:A0 前言 平整是深冲用冷轧钢板不可缺少的一道工序。
这是因为冷轧带钢经过再结晶退火,虽然消除了加工硬化组织,但却使力学性能和加工性能变坏。
这时带钢的应力应变曲线具有明显的上屈服极限,并且在下屈服极限处出现屈服平台〔1〕〔2〕。
而带有屈服平台的钢板在冲制零件时,当变形在5~15%时就会出现碳、氮原子与位错脱锚而产生滑移线,从而使冲压件表面留下难以掩饰的缺陷。
因此,带有屈服平台的钢板必须经平整加工才能用做汽车板等的覆盖件。
为了弄清平整前后08Al 钢冷轧薄板性能的变化规律,本实验基于鞍钢冷轧厂生产的08Al 冷轧钢卷,着重进行了最佳平整延伸率(即板厚的百分数)〔3〕下冲压性能和成型性能的实验研究。
1 实验1.1 实验材料所用实验试样均是从鞍钢冷轧厂生产现场取样,要求板形良好,无明显缺陷,平整前后试样取自同一卷钢中间位置,以保证平整前后的性能参数有可比性。
所取试样的化学成分如表1所示。
表1 实验钢的化学成分 (%)CSiMnPSCrNiNAsAl0.060.020.250.0130.0150.010.010.0360.010.0521.2 实验过程1.2.1 拉伸实验力学性能参数由拉伸实验获得。
拉伸实验试样按G B228—76“金属拉力试验法”要求尺寸进行加工。
要求在取样方向0°、45°、90°每个方向上至少取样3片,试样厚度均匀。
本实验使用东北大学轧制技术及连轧自动化国家重点实验室材力室的Instron 4206型电子材力实验机。
1.2.2 塑性应变比实验深冲性能指标由塑性应变比实验获得。
本实验试样按G B5027—85“金属塑性应变比(r 值)测量试验方法”要求加工。
要求在取样方向0°,45°,90°每个方向上至少取样3片,试样厚度均匀,标距长度内,任意两处的厚度值之差不大于0.01mm 。
本实验采用设备是东北大学材料力学实验室WDS —电子式万能实验机。
1.2.3 杯突实验成型性能指标由杯突实验获得。
杯突实验试样根据G B4156—84“金属杯突试验方法”要求进行加工。
试样取自平整前后钢卷中部,尺寸和质量均满足国标要求。
本试验所用的实验机为原苏联产杯突实验机,按国家标准要求进行测试,对于比较性试验,很适用。
2 实验结果及分析讨论2.1 实验结果第4卷 第2期2002年6月 本溪冶金高等专科学校学报JOURNAL OF BENXI COLL EGE OF METALLURGY Vol.4 No.2J un. 2002所有实验结果列于表2当中。
表2平整前后带钢性能对比状态方向力学性能参数深冲性能参数成型性能参数σs(Mpa)σb(Mpa)σs/σb n n r rΔrδ%IE(mm)平整前0°235.2316.70.740.16945°249.8333.70.750.15590°234.8305.50.770.1780.1701.8991.1682.0381.5680.80140.637.842.313.08平整后0°198.6329.40.600.19245°205.4345.40.580.18490°192.9323.60.600.1830.1871.6411.2252.0321.5310.61138.132.536.711.302.2 实验分析及讨论从表2中数据可以看出:(1)平整后,各个方向的屈服强度σs值明显减小,抗拉强度σb值都有不同程度的增加,导致各个方向的屈强比σs/σb值都有所减小。
生产实践表明,屈强比σs/σb对板料冲压成型性能影响较大。
一般认为〔4〕,屈强比越小,材料的可靠性越高。
无论是伸长类或压缩类形,屈服强度σs越低,材料失稳起皱的趋势也就越小。
同时,σs的降低可以相应的减小张紧毛胚的拉力,从而减小毛胚拉断的可能性,提高变形过程的稳定性;而抗拉强度σb的提高,则增强了传力区的抗拉能力,所以说,屈强比σs/σb愈小,板料由屈服到破裂的塑性变形阶段愈长,愈有利于冲压成型。
(2)平整后,各个方向的应变强化指数n值及其平均值都有所增加。
生产实践表明,在金属薄板冲压成型中,应变强化指数n是个极为重要的参数。
资料显示〔5〕,在成型以拉为主的零件时,n值小的材料,零件的厚度分布不均,表面粗糙,易于产生裂纹;n值大的材料,零件的厚度分布均匀,表面质量好,不易于产生裂纹。
因此,n值愈大,薄板的冲压性能愈好。
在成型以压为主的零件时,n值大的材料其应变匀化能力强,使危险面的承载能力得以强化,有利于改善薄板的成型性能。
(3)平整后,各个方向的性能差异变小,塑性应变比r值增加,反映薄板各向异性指标的塑性应变比的均值 r增加,凸耳参数Δr值减小。
生产实践表明,塑性应变比r值反映板厚方向和板料平面方向之间的塑性差异,即板料的塑性厚向异性。
由于板料平面上各个方向也存在塑性各向异性,所以板料的塑性厚向异性程度常用加权平均值 r表示。
加权平均值 r 对拉伸成型性能影响很大〔6〕, r值大,板料平面方向比板厚方向容易变形,有利于板料的拉伸成型性能。
板料平面内各个方向也呈塑性各向异性,其程度可用凸耳参数Δr表示,凸耳影响零件的形状和尺寸精度,因此对于深冲件,通常要求Δr值越小越好。
r增大和Δr值减小说明平整有利于提高08Al钢冷轧薄板性能的均匀性。
(4)平整后,各个方向的断裂延伸率δ%值都有不同程度的降低,反映薄板胀形成型性能的杯突值IE值也减小。
生产实践表明,拉伸实验时,试样断裂后测得的延伸率是常用的塑性指标,一般来讲〔7〕,延伸率越大,板料允许的塑性变形程度也越大,抗破裂性较好。
此外,杯突值IE值大的材料,扩孔性能和“拉伸—胀形”复合成型也好。
因此,断裂延伸率的降低和杯突值的减小说明平整后08Al钢冷轧薄板成型性能受到一定损害。
3 结论 (1)平整有利于提高08Al钢冷轧薄板的抗拉强度σb、应变强化指数n值并降低屈服强度σS、屈强比σS/σb;有利于提高板带的深冲性能。
(2)平整有利于均允板带的性能,无论是横向、纵向和45度方向性能差异都减小。
(3)平整使08Al钢冷轧薄板成型性能有所降低。
(下转第33页)03本溪冶金高等专科学校学报 第3卷 质量,同时要加强管理提高自身素质并及时掌握国内外发展动向,这样才能在竞争中立于不败之地。
参 考 文 献〔1〕王有铭,李曼云,韦光,等.钢材的控制轧制和控制冷却〔M 〕.1993.〔2〕冯光纯.控轧控冷技术的现状与发展〔J 〕.四川冶金,1996,(1):73-75.〔3〕汪冶,陈安林.热轧20M nSi 钢筋性能的分析〔J 〕.鞍钢技术,1994,(5):11-13.Improving Characteristcs of Hot 2rolled Thread Reinforcing Steel 20MnSiYU Man 2zi(Benxi College of Metall urgy ,Benxi ,L iaoni ng ,117022,Chi na )Abstract :The paper gives analysis and comparison to characteristics of hot -rolled thread reinforcing steel and pro 2duction process for domestic steel industies ,and suggests economic and feasible opinions to improve characteristics in the view of theoretical and practical significance.K ey w ords :Thread reinforing steel ;Rolling with cooling control ;Afterheat quench ;Austenite.(上接第30页)参 考 文 献〔1〕西德钢铁工程师协会,武汉钢铁设计研究院情报科译.冷轧带钢生产〔M 〕.北京:机械工业出版社,1983.〔2〕鲁茨・迈耶,赵辉译.带钢轧制过程中材料性能的优化〔M 〕.北京:冶金工业出版社,1996.〔3〕张文远.〔J 〕.鞍钢技术,1994,(2):22-29.〔4〕湖南省机械工程协会锻压分会.冲压工艺〔M 〕.长沙:湖南科学技术出版社,1984.〔5〕王孝培.冲压设计资料〔M 〕.北京:机械工业出版社,1983.〔6〕王占学.塑性加工金属学〔M 〕.北京:冶金工业出版社,1991.〔7〕何肇基.金属力学性能试验〔M 〕.北京:冶金工业出版社,1988.Research into Effect of Temper on Properties of 08Al Cold Rolled StripL I Si 2jun 1;Q I Ke 2min 2;YE He 2zhou 2;G AO yi 3;YIN Hong 3.(1.Dept.of Metall urgy ,Benxi College of Metall urgy ,Benxi ,117022;2.School of M aterials and Metall urgy ,N ortheastern U niversity ,S henyang ,110004;3.The col d 2rolli ng m ill ,A nshan steel ,A nshan ,L iaioni ng ,114000,Chi na )Abstract :The eflective regularity of temper on properties of cold deep drawing sheet has been studies by testing properties of deep drawing and shaping of 08A I cold rolled strip taken from the cold 2rolling mill ,Anshan steel.As results show ,temper contributes to homogenize and improve deep 2drawing properties ,but damage shaping property to some extent.K ey w ords :Temper ;Cold rolled strip 08A I ;deep 2drawing property ;Shaping property.33 第4期 于漫子等.20MnSi 热轧螺纹钢筋性能的提高。