焊工考试操作记录
核电焊工连续操作记录表格
核电焊工连续操作记录表格全文共四篇示例,供读者参考第一篇示例:核电焊工连续操作记录表格是核电厂在进行焊接作业时用于记录焊工连续操作情况的重要文档。
这一表格是非常重要的,因为焊接是核电厂中涉及的一个重要环节,焊接作业的质量直接关系到核电厂的安全运行。
通过记录焊工的操作情况,可以及时发现问题,保证焊接质量,确保核电厂的安全运行。
核电焊工连续操作记录表格通常包含以下内容:1. 日期和时间:记录焊接作业的日期和时间,以便对焊接过程进行追溯和监控。
2. 焊工信息:记录焊工的姓名、职务和联系方式,方便核电厂管理人员对焊工进行管理和协调。
3. 焊接位置:记录焊接作业的位置,包括工作区域、设备名称等信息,便于日后维护和检查。
4. 焊接材料:记录所使用的焊接材料的品牌、型号、规格等信息,以便核电厂管理部门对焊接材料的来源和质量进行追溯和监控。
5. 焊接设备:记录使用的焊接设备的品牌、型号、参数等信息,以保证焊接设备的正常运行。
6. 焊接工艺:记录所采用的焊接工艺,包括焊接方法、焊接电流、焊接电压、焊接速度等信息,确保焊接作业符合规范要求。
8. 焊接人员签名:焊工在完成焊接作业后需要在表格上签字确认,表示已经按照规范进行了焊接作业。
9. 管理人员确认:焊接作业完成后,管理人员需要对焊接作业进行确认,包括检查焊接质量、签字确认等。
第二篇示例:核电焊工连续操作记录表格为了确保核电站设备的安全运行,核电焊工在进行焊接作业时需要严格按照相关规定和操作流程进行操作。
为了记录焊接工作的实施情况,制定了核电焊工连续操作记录表格,以便对焊接过程进行监控和管理。
本文将介绍核电焊工连续操作记录表格的内容和填写要点。
一、表格内容1. 项目信息:记录焊接作业的项目名称、设备类型、工作地点等基本信息。
2. 工作人员信息:记录参与焊接作业的工作人员的姓名、工号、职务等信息。
3. 焊接材料信息:记录使用的焊接材料的型号、规格、批次等信息。
5. 焊接参数:记录焊接过程中的焊接参数,包括焊接电流、焊接电压、焊接速度等信息。
特种设备焊接操作人员考核细则

特种设备焊接操作人员考核细则特种设备焊接操作人员考核细则Examination Rules for Welding Operatorsof Special Equipment中华人民共和国国家质量监督检验检疫总局颁布2010年月日目录第一章总则 (1)第二章考试机构 (2)第三章考试程序与要求 (4)第四章附则 (7)附件A 特种设备金属材料承压焊焊工考试范畴、内容、方法和结果评定 (9)附件B 特种设备金属材料结构焊焊工考试范畴、内容、方法和结果评定 (41)附件C 特种设备非金属材料焊工考试范畴、内容、方法和结果评定 (65)附件 D 特种设备焊接操作人员考试申请表 (75)附件 E 特种设备焊工考试差不多情形表……………………………………………(76) 附件 F 特种设备金属材料焊工焊接操作技能考试检验记录表 (77)附件G 特种设备非金属材料焊工焊接操作技能考试检验记录表(PE管) (79)附件H 特种设备焊接操作人员复审申请表 (82)附件I 特种设备焊工焊绩记录表 (83)特种设备焊接操作人员考核细则第一章总则第一条为了规范特种设备焊接操作人员考核工作,依照《特种设备作业人员监督治理方法》、《特种设备作业人员考核规则》,制定本细则。
第二条本细则适用于从事《特种设备安全监察条例》中规定的锅炉、压力容器(含气瓶、下同)、压力管道(以下统称为承压类设备)和电梯、起重机械、客运索道、大型游乐设施、场(厂)内专用机动车辆(以下统称为机电类设备)焊接操作人员(以下简称焊工)的考核。
第三条从事下列焊缝焊接工作的焊工,应当按照本细则考核合格,持有《特种设备作业人员证》:(一)承压类设备:受压元件焊缝、与受压元件相焊的焊缝、受压元件母材表面堆焊;(二)机电类设备:要紧受力构件焊缝,与要紧受力构件相焊的焊缝;(三)熔入上述焊缝内的定们焊缝。
第四条各省、自治区、直辖市的质量技术监督部门(以下简称省级质量技术监督部门)负责确定同时公布本行政辖区内的焊工考试机构及其考试类别、项目范畴,其中承担长输管道和非金属材料的焊工考试机构及其考试类别、项目范畴,由省级质量技术监督部门审核后报国家质量监督检验检疫总局(以下简称国家质检总局)确定并公布。
《tsgz特种设备焊接操作人员考核细则》
国家质量监督检验检疫总局总局2010年第126号公告各省、自治区、直辖市、新疆生产建设兵团质量技术监督局:现将《TSG Z6002—2010特种设备焊接操作人员考核细则》发给你们,请遵照执行。
局长:支树平国家质量监督检验检疫总局二○一○年十一月四日TSG特种设备安全技术规范TSG Z6002-2010特种设备焊接操作人员考核细则Examination Rules for Welding OperatorsOf Special Equipment中华人民共和国国家质量监督检验检疫总局颁布2010年11月4日前言2007年12月,国家质量监督检验检疫总局(以下简称国家质检总局)特种设备监察局(以下简单特种设备局)向中国特种设备检测研究院(以下简称中国特检院)下达《特种设备焊接操作人员考核细则》起草任务书。
2008年1月中国特检院组织成立起草组,在前期工作的基础上,形成草案。
2008年3月和6月,起草组在北京和济南分别召开工作会议,形成征求意见稿。
2008年12月,特种设备局以质检特函〔2008〕90号文征求基层部门的意见,并且上网征求意见。
根据征求到的意见,起草组对征求意见稿进行修改并形成送审稿。
2009年10月,特种设备局将送审稿提交国家质检总局特种设备安全技术委员会审议,起草组按照审议的意见,修改形成报批稿。
2010年11月4日,由国家质检总局批准颁布。
本细则是在《锅炉压力容器压力管道焊工考试与管理规则》(国质检锅〔2002〕109号)基础上修订的。
在修订过程中,起草组进行了广泛、深入的调查研究,认真总结了多年来特种设备焊接操作人员考核和管理方面的经验,对特种设备金属材料和非金属材料(PE)焊接操作人员考试分别提出了不同的要求。
本细则主要起草单位和人员如下:国家质检总局特种设备安全监察局高继轩尚洪张建荣全国锅炉压力容器标准化技术委员会戈兆文中国特种设备检测研究院石坤董尚元合肥通用机械研究院窦万波房务农哈尔滨锅炉厂有限责任公司杨松上海市特种设备监督检验技术研究院顾福明山东省特种设备监督检验技术研究院单汝刚汪立新抚顺机械设备制造有限公司胡希海湖北省特种设备安全检验检测研究院杨笑峰江苏省电力建设第一工程公司徐佩兰中国石化第十建设公司袁转东江西省质量技术监督局李顺珍辽宁省安全科学研究院赵鹏华上海振华港口机械(集团)股份有限公司龚美琪大连重工起重集团有限公司郭胜伟河南卫华重型机械股份有限公司牛豫兰州兰石机械设备有限责任公司雷万庆上海锅炉厂有限公司王烱祥中国石化集团南京化学工业有限公司机械厂董安霞中山市金马游艺机有限公司康纪华中国重型机械工业协会肖力群亚大塑料制品有限公司贡爱国山东省特种设备检验研究院锅怀力港华辉信工程塑料(中山)有限公司孔德斌何健文目录第一章总则 (1)第二章考试机构 (2)第三章考试程序与要求 (4)第四章附则 (7)附件A 特种设备金属材料焊工考试范围、内容、方法和结果评定 (9)附件B 特种设备非金属材料焊工考试范围、内容、方法和结果评定 (40)附件C 特种设备焊接操作人员考试申请表 (49)附件D 特种设备焊接操作人员考试基本情况表 (50)附件E 金属材料焊接操作人员技能考试检验记录表 (51)附件F 非金属材料焊接操作人员技能考试检验记录表(PE) (53)附件G 特种设备焊接操作人员复审申请表 (56)附件H 特种设备焊接操作人员焊绩记录表 (57)相关章节和规范历次制(修)定情况 (58)特种设备焊接操作人员考核细则第一章总则第一条为了规范特种设备焊接操作人员考核工作,根据《特种设备作业人员监督管理办法》、《特种设备作业人员考核规则》,制定本细则。
特种设备焊接操作人员考核细则(TSG-Z6002-2010)

TSG特种设备安全技术规范 TSG Z6002-2010特种设备焊接操作人员考核细则Examination Rules for Welding Operatorsof Special Equipment(供参考,以正式出版为准)中华人民共和国国家质量监督检验检疫总局颁布2010年月日前言2007年12月,国家质量监督检验检疫总局(以下简称国家质检总局)特种设备安全监察局(以下简称特种设备局)向中国特种设备检测研究院(以下简称中国特检院)下达本细则起草任务书。
2008年1月,中国特检院组织成立起草组,在前期工作的基础上,形成草案。
2008年3月和6月,起草组在北京和济南分别召开工作会议,形成征求意见稿。
2008年12月,特种设备局以质检特函〔2008〕90号文,并且上网征求意见。
根据征求到的意见,起草组对征求意见稿进行修改并形成送审稿。
2009年10月,特种设备局将送审稿提交国家质检总局特种设备安全技术委员会审议,起草组按照审议的意见,修改形成报批稿。
2010年月日,由国家质检总局批准颁布。
本细则是在《锅炉压力容器压力管道焊工考试与管理规则》(国质检锅[2002]109号)基础上修订的。
在修订过程中,起草组进行了广泛、深入的调查研究,认真总结了多年来特种设备焊接操作人员考核和管理方面的经验,对特种设备金属材料和非金属材料(PE管)焊接操作人员考试分别提出了不同的要求。
本细则主要起草单位和人员如下:国家质检总局特种设备安全监察局高继轩尚洪张建荣全国锅炉压力容器标准化技术委员会戈兆文中国特种设备检测研究院石坤董尚元合肥通用机械研究院窦万波房务农哈尔滨锅炉厂有限责任公司杨松上海市特种设备监督检验研究院顾福明山东省特种设备检验研究院单汝刚汪立新抚顺机械设备制造有限公司胡希海湖北省特种设备检验研究院杨笑峰江苏省电力建设第一工程公司徐佩兰中国石化第十建设公司袁转东江西省质量技术监督局李顺珍辽宁省安全科学研究院赵鹏华上海振华港口机械(集团)公司龚美琪大连重工大起集团公司郭胜伟河南卫华重型机械股份公司牛豫兰州兰石机械设备有限公司雷万庆上海锅炉厂有限公司王烱祥中国石化集团南化公司机械厂董安霞广东省中山市金马游艺机有限公司康纪华中国重型机械工业协会肖力群亚大塑料制品有限公司贡爱国山东省特种设备检验研究院郭怀力港华辉信工程塑料(中山)有限公司孔德斌何健文目录第一章总则 (1)第二章考试机构 (2)第三章考试程序与要求 (4)第四章附则 (6)附件A 特种设备金属材料焊工考试范围、内容、方法和结果评定 (8)附件B 特种设备非金属材料焊工考试范围、内容、方法和结果评定 (37)附件C 特种设备焊接操作人员考试申请表 (45)附件D 特种设备焊工考试基本情况表 (46)附件E 特种设备金属材料焊工焊接操作技能考试检验记录表 (47)附件F 特种设备非金属材料焊工焊接操作技能考试检验记录表(PE管) (49)附件G 特种设备焊接操作人员复审申请表 (52)附件H 特种设备焊工焊绩记录表 (53)相关规章和规范历次制(修)定情况 (54)特种设备焊接操作人员考核细则第一章总则第一条为了规范特种设备焊接操作人员考核工作,根据《特种设备作业人员监督管理办法》、《特种设备作业人员考核规则》,制定本细则。
电焊工考试记录
检查
焊缝尺寸检查
其它检查
备注
试件编号母材钢号源自焊条直径考试日期焊接方式
焊条牌号
焊缝检查
外观
检查
焊缝尺寸检查
其它检查
备注
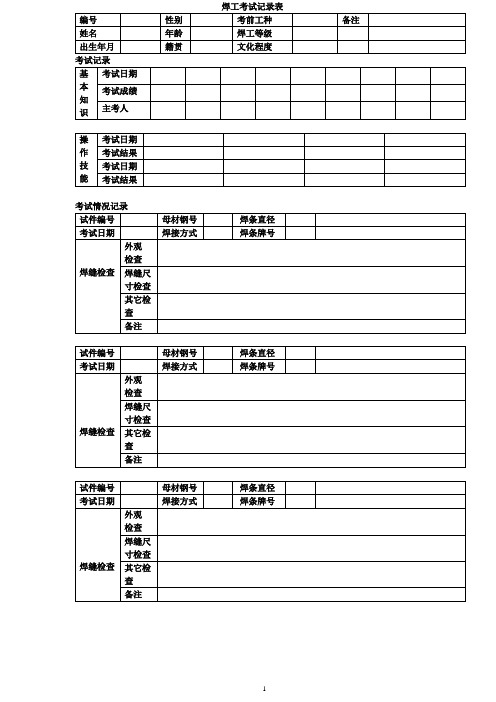
焊工考试记录表
编号
性别
考前工种
备注
姓名
年龄
焊工等级
出生年月
籍贯
文化程度
考试记录
基
本
知
识
考试日期
考试成绩
主考人
操
作
技
能
考试日期
考试结果
考试日期
考试结果
考试情况记录
试件编号
母材钢号
焊条直径
考试日期
焊接方式
焊条牌号
焊缝检查
外观
检查
焊缝尺寸检查
其它检查
备注
试件编号
母材钢号
焊条直径
考试日期
焊接方式
焊条牌号
焊缝检查
建筑焊工安全操作技能考核评分(评定)记录

20
空作业的注意事项,回答错误每处扣2分
2
焊接接头质 应能正确回答如何判别焊接接头的力学性能,回答错误扣3分;应能 量判别 正确回答焊接接头的外观质量缺欠,回答错误每处扣2分;
10
3
工作环境以 及安全防护
正确穿戴防护用品,每错误一处扣1分;应正确识别接线,包括焊接 部件连接以及焊机外壳接地,每错误一处扣3分;应能正确识别不得 进行焊接操作的电源电压降值,不能识别的扣3分
10
4
ቤተ መጻሕፍቲ ባይዱ
焊接准备
应能正确选择焊接工艺,不能正确选择的扣5分;应能正确判别焊接 钢筋的外观要求,不能正确判别的扣5分
10
5
焊接过程及 成品要求
操作不熟练,扣10分;未完全焊合的,扣15分;对焊接头弯折大于4 °扣5分;接头处无适当镦粗扣3分;钢筋横向有裂缝扣5分;钢筋接 头处有烧伤扣3分;接头出轴线位移大于0.1d,或大于2mm扣3分
建筑焊工安全操作技能考核评分(评定)记录
考生姓名:
.
身份证号:
准考证号:
.
粘贴近期免冠一寸 照片1张,并加盖县
市建管局钢印
.
总得分:
折算100分制后得分:
.
记录(1)
钢筋闪光对焊技能考核评分记录
序号 项目
扣分标准
分值 扣分 实得分
应能正确回答进入施工现场的安全注意事项,回答错误每处扣2分;
1
焊工安全知 应能正确回答如何防止火灾爆炸事故,回答错误每处扣2分;应能正 识 确回答触电事故的主要原因,回答错误每处扣2分;应能正确回答高
10
3
氧气表 直流修复
氧气表直流修复操作错误,每处错误扣2分
10
4
特种设备焊接操作人员考核细则(TSG Z6002-2010)
高继轩 尚 洪 张建荣
全国锅炉压力容器标准化技术委员会
戈兆文
中国特种设备检测研究院
石 坤 董尚元
合肥通用机械研究院窦万波
房务农
哈尔滨锅炉厂有限责任公司
杨 松
上海市特种设备监督检验研究院
顾福明
山东省特种设备检验研究院
单汝刚 汪立新
抚顺机械设备制造有限公司
胡希海
湖北省特种设备检验研究院
第十五条市级质监部门负责对行政辖区内的焊工考试实施监督检查,不定期对焊工考试过程进行现场监督,每年至少进行一次,并且将监督检查结果报上级质监部门。
监督检查的内容如下:
(一)考试机构的资质、资源条件与考试类别、项目范围;
(二)焊工考试申请资料;
(三)焊工考试质量保证体系建立与实施情况;
(四)焊工考试用焊接工艺评定和焊接作业指导书以与基本知识考试题;
杨笑峰
江苏省电力建设第一工程公司
徐佩兰
中国石化第十建设公司
袁转东
江西省质量技术监督局
李顺珍
辽宁省安全科学研究院
赵鹏华
上海振华港口机械(集团)公司
龚美琪
大连重工大起集团公司
郭胜伟
河南卫华重型机械股份公司
牛 豫
兰州兰石机械设备有限公司
雷万庆
上海锅炉厂有限公司
王烱祥
中国石化集团南化公司机械厂
董安霞
广东省中山市金马游艺机有限公司
(一)承压类设备的受压元件焊缝、与受压元件相焊的焊缝、受压元件母材表面堆焊;
(二)机电类设备的主要受力结构(部)件焊缝,与主要受力结构(部)件相焊的焊缝;
(三)熔入前两项焊缝内的定位焊缝。
第四条各省、自治区、直辖市的质量技术监督部门(以下简称省级质监部门)负责确定并且公布本行政辖区内的焊工考试机构(以下简称考试机构)及其承担的考试类别、项目范围,其中承担长输(油气)管道和非金属材料的焊工考试的考试机构及其考试类别、项目范围,由省级质监部门审核后报国家质量监督检验检疫总局(以下简称国家质检总局)确定并公布。
建筑工地电焊工实操考核记录

建筑工地电焊工实操考核记录(以下是一份建筑工地电焊工实操考核记录表的示例,旨在评估电焊工的实际操作技能、安全意识及工作质量,以确保其能够满足项目要求和行业标准。
请注意,实际应用时应根据具体情况进行调整和补充。
)考核日期:考核地点:考核人:被考核人:工号/证件号:一、焊前准备(20分)1. 劳保着装(5分)正确穿戴防护服、防护眼镜、防护面罩、手套、防护鞋(□符合□不符合,扣分:____)2. 工具准备(5分)焊机、焊条、焊炬、面罩、夹具等工具齐全且状态良好(□符合□不符合,扣分:____)3. 参数设置与设备调试(10分)电流、电压设置准确,焊机调试符合焊接材料及工艺要求(□符合□不符合,扣分:____)二、焊接操作(30分)1. 姿势与手法(10分)操作姿势正确,手法稳定,焊条角度、移动速度适宜(□符合□不符合,扣分:____)2. 空间定位(10分)焊件固定稳固,焊接部位空间位置准确(□符合□不符合,扣分:____)3. 连续性与控制(10分)焊接过程连续,无频繁起停,焊缝熔深、宽度均匀(□符合□不符合,扣分:____)。
三、焊缝质量(30分)1. 外观(10分)焊缝表面平整,无焊瘤、裂纹、气孔、烧穿等缺陷(□符合□不符合,扣分:____)2. 尺寸(10分)焊缝宽度、厚度、坡口角度符合图纸或标准要求(□符合□不符合,扣分:____)3. 强度与韧性(10分)焊缝无明显缺陷,通过非破坏性或破坏性测试验证(□符合□不符合,扣分:____)四、安全与环保(20分)1. 安全操作(10分)操作过程遵循安全规程,无违章作业现象(□符合□不符合,扣分:____)2. 环境保护(10分)有效控制烟尘排放,作业后清理焊渣,保持场地整洁(□符合□不符合,扣分:____)五、综合评价-总得分:__________ / 100分-考核结论:□优秀□良好□合格□需改进□不合格考核意见与建议:_______________________________________________________________________________________ _______________________________________________________________________________________ ________________ ___备注:本表由考核人填写并签字确认,作为电焊工技能评价和培训改进的依据。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
焊缝余高
余高差
比坡口每侧增宽
宽度差
焊缝边缘直线度
合格
2
1.2
1.5
0.8
1
背面焊缝余高
裂纹
未熔合
夹渣
咬边
未焊透
/
无
无
无
无
无
背面凹坑
气孔
焊瘤
变形角度
错边量
通球检验
/
无
无
/
/
/
角焊缝凸凹度
焊脚
堆焊焊道接头平面度
堆焊焊道高度差
堆焊凹下量
/
/
/
/
/
外观检查结果(合格、不合格)
合格
检验员
无损检验
射线透照质量等级
裂纹
未熔合
夹渣
咬边
未焊透
背面凹坑
气孔
焊瘤
变形角度
错边量
通球检验
角焊缝凸凹度
焊脚
堆焊焊道接头平面度
堆焊焊道高度差
堆焊凹下量
外观检查结果(合格、不合格)
检验员
无损检验
射线透照质量等级
焊缝缺陷等级
报告编号及日期
结果
渗透检测方法
渗透检测结果
报告编号及日期
结果
无损检测人员
无损检测人员证书号
弯曲试验
面 弯
背 弯
/
宏观金相检验
检验结果
检验编号及日期
结果
试件1
试件2
试件3
/
/
/
/
/
检验员:
/
螺柱折弯试验
弯折方法
检验结果
报告编号及日期
结果
/
试件1
试件2
试件3
试件4
试件5
/
/
/
/
/
/
/
/
检验员
/
本焊工焊考委确认该焊工按《锅炉压力容器压力管道焊工考试与管理规则》进行焊接作
技能考试和检验,数据正确,记录无误。
该项目焊接操作技能考试结果评为:
该项目焊接操作技能考试结果评为:
主任委员
焊缝缺陷等级
报告编号及日期
结果
/
/
/
/
渗透检测方法
渗透检测结果
报告编号及日期
结果
/
/
/
/
无损检测人员
无损检测人员证书号
弯曲试验
面 弯
背 弯
侧 弯
报告编号及日期
结果
无缺陷
无缺陷
/
C10-0164.2010.6.4
合格
检验员
断口检查
检验结果
报告编号及日期
结果
无缺陷
B10-0115.6.4
合格
无缺陷
检验员:
侧 弯
报告编号及日期
结果
检验员
断口检查
检验结果
报告编号及日期
结果
检验员:
宏观金相检验
检验结果
检验编号及日期
结果
试件1
试件2
试件3
检验员:
螺柱折弯试验
弯折方法
检验结果
报告编号及日期
结果
试件1
试件2
试件3
试件4
试件5
检验员
本焊工焊考委确认该焊工按《锅炉压力容器压力管道焊工考试与管理规则》进行焊接作
技能考试和检验,数据正确,记录无误。
主任委员
10年 6 月4日
豫安集团焊工考试委员会焊工焊接操作技能考试检验记录源自姓名:试件编号焊接方法
埋弧自动焊
焊机操作工□,手工焊焊工■
焊接工艺规程编号
母材钢号
试件板材厚度
试件管材外径和壁厚
螺柱直径
焊材名称及型号
考试项目代号
试件外观检查
焊缝表面状况
焊缝余高
余高差
比坡口每侧增宽
宽度差
焊缝边缘直线度
背面焊缝余高
隆华传热焊工考试委员会焊工焊接操作技能考试检验记录
姓名:李海红
试件编号1
焊接方法
全氩弧
焊机操作工□,手工焊焊工■
焊接工艺规程编号
HKK-013
母材钢号
12Cr1MoV
试件板材厚度
/
试件管材外径和壁厚
Ф60×6
螺柱直径
/
焊材名称及型号
TIG-R31
考试项目代号
GTAW-II-6G-6/60-02
试件外观检查