转炉炉体支撑装置故障浅析
炼钢厂转炉设备运转常见故障及应对措施分析
炼钢厂转炉设备运转常见故障及应对措施分析摘要:随着我国社会经济的不断发展,工业生产和工程建设对钢铁的需求量在不断增加,对于钢铁而生产而言,不仅需要保证生产效率和效益,更重要的是生产质量。
而钢铁企业生产中的转炉设备至关重要,但当前,炼钢厂转炉设备的在运转管理与维护方面还存在一些问题。
针对炼钢厂转炉设备存在的故障,为保证炼钢厂转炉生产效益,需要对常见故障进行排除和优化,以保证炼钢厂的生产和设备运转效果。
为此,有关企业一定对此提高重视程度。
本文结合当前炼钢厂现有转炉设备和类型,主要就转炉倾动、电气运行等方面常见的故障展开了深入探究和分析,并提出了具体的应对措施,以供参考。
关键词:炼钢厂;转炉倾动机构设备;常见故障;应对措施前言随着近几年我国科学技术水平的不断提升,各类生产工艺、技术和设备应运而生,促使炼钢厂产量不断提高。
在此背景下,相关设备运行负荷也在增加,如炼钢厂转炉及其相关的电气化生产作为重要设备,生产中的磨损和消耗一定程度上提高了故障发生率,这给企业生产工作开展造成不小的影响。
一、转炉倾动机构的工作特点(一)转炉倾动机构运转达到工作流程的需要结合实际,转炉倾动机构设备在运行中能够使炉体持续回转不同的角度,且稳定的制动在不同方位上,进而顺利完工作中的流程,即提取样本、测量稳定、出渣等[1]。
(二)机构操作较为灵活通过深入了解,机构在生产制造中主要有两或三种转动速率。
在进行出渣、抽样等工作中,速率会不变的地转动,以此能够对水剧烈运动出现的水频繁喷出和外漏进行有效规避。
待机构进行大角度倾转时,则会采用比较快的速率,进而节约时间。
(三)倾动机构安全可靠因生产产品多为危险性的液态流体,所以在具体运行中要避免对工作部件产生损坏。
若某一环节出现故障,可不用停止生产,而是根据系统其他部件继续进行。
二、炼钢厂转炉电气设备运转现状结合实际,部分转炉炼钢厂企业在自身生产发展中比较注重对电气设备生产价值和生产效率,而对其设备在运行中的维护管理容易忽视,这就使得电气设备故障安全经常发生,进而给炼钢厂炼钢效率的提升造成一定阻碍[2]。
炼钢厂转炉托圈裂纹产生原因分析及改造措施

炼钢厂转炉托圈裂纹产生原因分析及改造措施转炉托圈是转炉极其重要的设备,起着转炉支撑、倾动的作用,托圈的状况是否正常直接关系到炼钢工序的进行和钢产量的实现。
生产实际中,经常会出现托圈在其耳轴座附近产生裂纹而发生漏水的问题,而当泄漏的冷却水遇到炉坑中高温的炉渣或者在出钢时流入到炉下钢水包中时,可能引起爆炸,存在巨大的安全隐患。
文章就此进行分析。
标签:炼钢厂;转炉托圈;裂纹;改造措施一、裂缝产生的原因分析转炉托圈产生裂纹与其结构、材料、载荷和使用温度有关。
包钢和攀钢的材料好于武钢,而炉壳温度高于武钢,且托圈无冷却;经过对比分析得出结论:托圈在长期过热的环境中使用,导致托圈材料因蠕变而降低承载能力;托圈自身的温度在冶炼过程有较大的变化。
托圈受热胀冷缩的影响,会产生较大的内应力,继而产生裂纹。
经过受力分析可知,裂纹的产生还有机械应力的原因,一是托圈受力不均,托圈在传动侧的一端不仅承受炉体的重量,而且还承受炉体转动的扭矩,在第三象限的靠近耳轴块处,托圈弯矩最大,所以裂缝发生在第三象限;二是在生产过程中,由于摇炉时炉体对托圈造成冲击,尤其出钢口常常撞击到其它的设备上,冲击力通过把持器作用在托圈上,更加大了托圈的应力。
综合以上分析,裂纹产生的主要原因是热应力和机械应力的联合作用,反复作用在危险点超过了强度极限。
热应力比机械应力的影响大得多。
考虑到裂纹仅仅是局部现象,只要不继续扩展就不致发生破坏。
因此在设计改造中采取以降低托圈的使用温度和消除冲击力为原则的改造措施,将原有的托圈修复后继续使用,从而降低投资费用。
基于此思想对现有托圈进行了增加水冷和增设缓冲器的技术改造。
二、改造措施(一)泄漏问题直接针对泄漏问题,即将常用于高压管道泄漏的带压堵漏技术应用到托圈漏水处理中。
具体实施过程如下:①将转炉摇炉停止在适合方便检修人员上下、施工的位置,停电,做好安全措施。
②排出托圈内部的冷却水,在转炉水旋接头处关闭托圈冷却水进回水阀门,在回水管放气阀上接胶管,将胶管引入下水道里,防止冷却水与炉坑中熔融钢渣接触发生爆炸。
转炉托圈主副挡座检查及处理方法探究

转炉托圈主副挡座检查及处理方法探究摘要转炉炉壳与托圈之间的连接部分称为转炉炉体支撑装置,目前国内外应用比较广泛的是三点下吊挂支撑方式。
转炉整套支撑装置由两部分组成:一部分是拖圈下方连接炉壳的3组吊挂支撑装置,三组之间彼此相隔120°,吊挂支撑装置的主要功能是将炉壳悬挂支撑在拖圈上,吊挂结构可以适应炉壳的热变形导致与拖圈相对位置的微量变化。
另一部分是位于托圈上下定位炉壳的4组辅助防倾挡座组,挡座可以对炉壳与拖圈定位进行限制定位,挡座定位通过控制导向间隙适应炉壳径向和轴向热胀冷缩的变化,同时防止摇炉过程中出现冲击。
此种结构既能有效地在360°范围内支撑炉壳,又可适应炉壳的热膨胀,形成完整的炉体支撑连接系统。
关键字转炉托圈挡座检查处理Research on Inspection and Treatment Method of Main and AuxiliaryBlocks of Converter Support RingZhang Xuejun(Rizhao Iron and Steel Co., Ltd., Lanshan District, Rizhao City,Shandong 276806)Abstract The connecting part between the converter shell and the trunnion ring is called the converter body support device. At present, the three-point hanging support method is widely used at home and abroad. Converter furnace body complete supporting device consists of two parts: one part is 3 sets of upside down hanging support devices connected to the furnace shell under the drag ring. The three sets are separated by 120° from each other. The main function of the hanging support device The furnace shell is suspended and supported on the drag ring, and the hanging structure can adapt to the slight change ofthe relative position of the furnace shell caused by the thermal deformation of the furnace shell. The other part is the 4 sets of auxiliary anti-tilt block seat groups located on the upper and lower sides of the tru Changes in expansion and contraction, while preventing shocks during shaking. This structure can not only effectively support the furnace shell within 360°, but also adapt to the thermal expansion of the furnace shell to form a complete furnace body supporting connection system.Keywords Converter Truss ring Retaining seat Inspection of deal wit引言炉体支撑装置工作在高温、重载和频繁冲击的工况下,因此支撑装置是转炉设备的关键,也是易于发生失效故障的节点。
八钢150t转炉炉体支撑装置连板断裂抢修实践案例
赵军(宝钢集团八钢公司设备工程部 )摘 要:针对八钢公司150t转炉炉体支撑装置连板断裂后,抢修恢复过程中存在的技术难点和安全风险,结合现场状况,通过反复计算、论证、形成技术可行、安全受控的抢修施工方案。
在抢修中,严格按方案实施,对关键控制点和抢修过程步序严格管控,保证了抢修工作的质量和进度。
关键词:炉体支撑装置; 连板断裂;施工方案; 步序管控中图分类号:TF341.1 文献标识码:B 文章编号:1672-4224(2020)04-0053-05Practical Cases of Emergency Repair of Connecting PlateSupporting Device of 150t Converter BodyZHAO Jun(Equipment Engineering Department ,Bayi Iron & Steel Co.,Baosteel Group)531 背景介绍八钢公司150t转炉承担着冶炼棒、线材优质钢的任务,是八钢棒材产线重要的主体设备。
2019年初,150t转炉发生炉体支撑装置连板断裂事故,造成历时35天的停机抢修,给整个产线的生产组织造成影响。
严重转炉支撑装置连板断裂时,炉体(重710t )位置已经偏离托圈安装位,而针对同类设备此类故障的处理没有任何可以借鉴的经验,所以抢修过程存在很大的技术难度和安全风险。
为此,工程技术人员结合现场状况,以安全施工为原则,通过反复分析讨论,制定了炉体固定、调整定位、连接板及轴承更换三个阶段的实施方案,通过对三个阶段实施方案关键控制点的有效控制和过程步序的严格管控,保证了抢修工作顺利完成。
为此。
将此次抢修实践形成案例,为同类大型关键设备的检修工作提供借鉴。
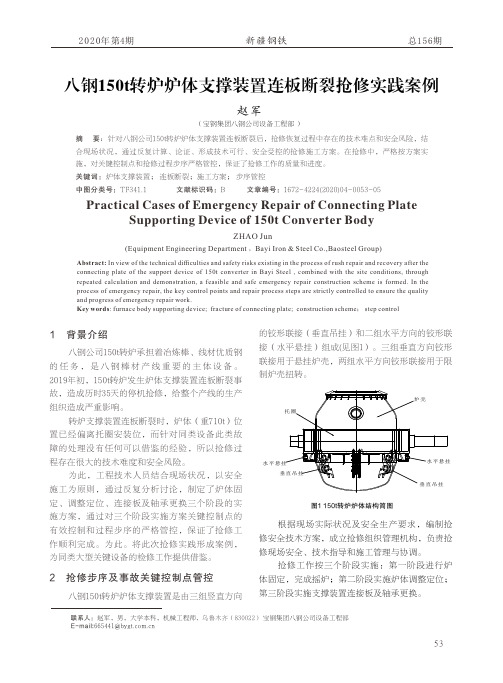
2 抢修步序及事故关键控制点管控八钢150t转炉炉体支撑装置是由三组竖直方向的铰形联接(垂直吊挂)和二组水平方向的铰形联接(水平悬挂)组成(见图1)。
转炉炼钢设备的检修与维护浅析
密封件失效
设备密封件老化、损坏, 导致泄漏问题,影响设备
正常运行。
润滑系统故障
润滑系统堵塞、油品变质 等,导致设备摩擦增大,
加速磨损。
电气故障
电机故障
电机绕组短路、过载等,导致电机无法正 常运转。
控制系统故障
控制回路中的元器件损坏、接线松动等, 导致设备无法按指令运行。
电源故障
电源波动、断电等,影响设备稳定运行。
随着设备使用时间的增长,转炉炼钢设备会出现老化、磨 损等问题,需要定期检修和更换部件,但设备的更新和改 造需要大量的资金和技术支持。
维护与检修技术挑战
转炉炼钢设备的结构复杂,维护与检修技术要求高,需要 具备专业的技术团队和先进的检测设备。
生产与安全平衡问题
在设备检修与维护过程中,需要平衡生产与安全的关系, 避免因设备维护不当导致的生产事故和质量问题。
提升员工技能水平和培训体系建设
制定培训计划
根据员工实际需求,制定个性化的培训计划,提高员 工的专业技能水平。
实践操作培训
组织员工进行实践操作培训,让员工在实际操作中掌 握技能和知识。
建立激励机制
建立员工技能提升的激励机制,鼓励员工主动学习新 知识、新技能。
06
总结与展望
当前存在问题和挑战总结
设备老化与更新问题
严格执行检修流程
按照计划进行设备检查、维修、更换零部件等, 确保设备恢复到良好状态。
状态监测与故障诊断技术应用
状态监测技术
应用传感器、在线监测系统等手 段,实时监测设备运行参数,及 时发现异常情况。
故障诊断技术
通过数据分析、模式识别等方法 ,对监测到的异常数据进行诊断 ,确定故障类型及原因。
(转炉)常见故障与处理
常见故障与处理转炉常见故障可分为工艺故障和系统故障。
5.6.1 转炉吹炼过程工艺故障5.6.1.1 过冷过冷是指炉温低于1000℃,炉内熔体的反应速度慢。
其表现为:风压增大,火焰发红、火焰摇摆无力,捅风眼困难、在钢钎上的粘结物增多。
A 原因(1)炉体检修后温升不够;(2)风口粘结严重、送风困难、反应速度慢;(3)石英石、冷料加得太多;(4)大、中小修后炉子没有很好的清理炉膛,有过多的耐火材料粉留在炉内,造成熔体熔点升高。
B 处理方法(1)增加送风能力,强化送风,使反应速度加快;(2)联系上一工序要料,增加其底温,或倒出一部分冷的熔体后再加入热料。
一般情况下,造成一包渣之后就可以恢复正常作业。
5.6.1.2 过热其表现为:炉子温度超过1300℃以上。
其表现为:火焰表现呈白炽状态。
转过炉体,肉眼看炉衬明亮耀眼,砖缝明显,渣子流动性好,同水一样。
风压小,风量大,不需捅风眼。
A 原因冷料加入量不足,反应速度过于激烈。
B 处理方法(1)适当加入冷料以降低炉温到正常,或直接放出部分热渣;(2)减少送风量,降低反应强度,也可转过炉体自然降温。
5.6.1.3 高镍锍过吹其表现为:钴、镍、铜在转炉渣中的损失增加。
因铜和镍的氧化物熔点高,粘结在炉衬上使当班产量显著下降。
A 原因没有控制好出炉终点,使高镍锍含铁降到2%以下。
B 处理方法在没有放渣以前可用少量低镍锍倒入炉内还原吹炼,挽回一些金属损失。
5.6.1.4 转炉渣过吹其表现为:转炉渣喷出频繁,而且呈散片状,正常时喷出的转炉渣呈圆的颗粒状。
过吹炉渣冷却后呈灰白色,放渣时流动性不好,倒入渣包时易粘结,而且渣壳较厚。
渣子过吹主要损害是炉渣酸度大、侵蚀炉衬,渣中金属损失增加。
A 原因渣造好后,没有及时放渣而造成渣子过吹。
B 处理方法向炉内加入低镍锍或木柴、废铁等还原性物质后,开风还原吹炼,依据过吹程度不同,还原吹炼时间控制在5~10分钟,之后将转炉渣放出。
5.6.1.5 石英石过少其表现为:钢钎表面有刺状粘结物。
转炉倾动装置事故分析及对策
转炉倾动装置事故分析及对策摘要:转炉设备安装中,倾动装置安装是非常重要的一项内容,为了避免因安装质量事故造成的损失,过程控制是非常重要的,只有在过程中严格管控,规范每一个环节,才能有效避免问题的发生。
关键词:倾动装置;事故;成因;预防1.倾动装置安装质量事故倾动装置到场一般为整体到货,安装内容主要是二次减速机安装到耳轴上,并将切向键安装到位。
在安装过程中,易发的事故主要有打齿轮安装未安装到位和切向键安装未达设计要求。
主要表现在,减速机往耳轴安装时,安装到一定位置后,大齿轮被耳轴某些硬点卡住,不能继续安装就位,也不能将大齿轮从耳轴卸下,即使最终卸下,也会导致齿轮孔和耳轴上出现较大的伤痕,设备部件报废,致使整安装工作出现较大的质量事故。
另一个质量问题是,切向键研配出现问题,导致研配后的尺寸过大或过小,过大则会出现上键不能达到设计要求,装配后的长度未达到设计要求,键组接合面未到达满装配,过小则使上键即使全部装入,尚不能到达设计的过盈量,导致键组报废。
如果不能正确安装切向键组,在生产过程中可能出现键组白动松动的问题,进而引发生产事故。
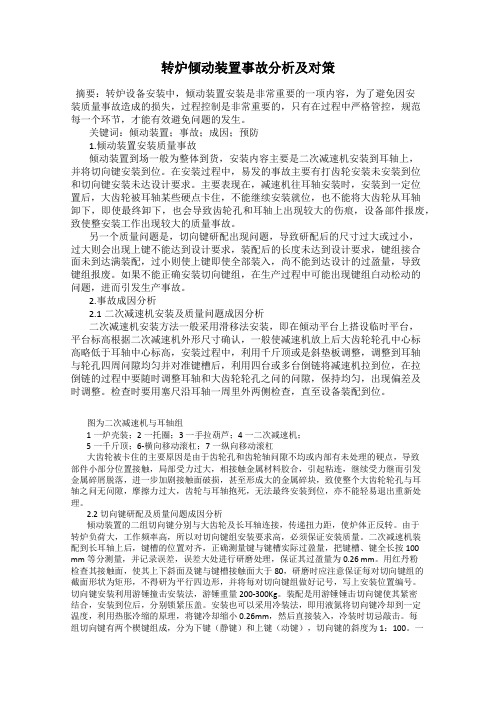
2.事故成因分析2.1二次减速机安装及质量问题成因分析二次减速机安装方法一般采用滑移法安装,即在倾动平台上搭设临时平台,平台标高根据二次减速机外形尺寸确认,一般使减速机放上后大齿轮轮孔中心标高略低于耳轴中心标高,安装过程中,利用千斤顶或是斜垫板调整,调整到耳轴与轮孔四周问隙均匀并对准键槽后,利用四台或多台倒链将减速机拉到位,在拉倒链的过程中要随时调整耳轴和大齿轮轮孔之问的问隙,保持均匀,出现偏差及时调整。
检查时要用塞尺沿耳轴一周里外两侧检查,直至设备装配到位。
图为二次减速机与耳轴组1一炉壳装;2一托圈;3一手拉葫芦;4一二次减速机;5一千斤顶;6-横向移动滚杠;7一纵向移动滚杠大齿轮被卡住的主要原因是由于齿轮孔和齿轮轴问隙不均或内部有未处理的硬点,导致部件小部分位置接触,局部受力过大,相接触金属材料胶合,引起粘连,继续受力继而引发金属碎屑脱落,进一步加剧接触面破损,甚至形成大的金属碎块,致使整个大齿轮轮孔与耳轴之问无问隙,摩擦力过大,齿轮与耳轴抱死,无法最终安装到位,亦不能轻易退出重新处理。
冶金机械转炉系统故障分析

转炉系统故障分析第一节炉体及炉倾系统常见故障分析1 转炉摇炉不动或点动故障原因分析1.1故障现象:前后摇炉不动,并且出现报警声故障原因:氧枪漏水处理措施:检查氧枪是否漏水,并进行更换。
1.2故障现象:前后摇炉不动故障原因:急停按钮被拍下烟罩在上限氧枪在待吹点下PLC模板坏处理措施:1.2.1检查急停按钮是否被拍下,如果被拍下,确认有无维修作业,确认完成恢复按钮进行摇炉试验;1.2.2检查氧枪、活动烟罩连锁;1.2.2.1烟罩是否在上限,如果不在上限,将烟罩提至上限再进行摇炉;1.2.2.2氧枪是否提至待吹点以上,如果氧枪在待吹点以下,将氧枪提至待吹点以上进行摇炉实验;1.2.3如果以上情况均正常,检查电机制动泵是否正常运行,如果制动泵不开启,电机无反应,则检查PLC模板是否烧坏;1.3故障现象:摇炉时有时动有时不动故障原因:操纵杆触点不好变频器无输出或故障损坏处理措施:1.3.1倒用备用变频器进行试验,检查是否正常;1.3.2如果仍出现上述故障,更换操纵杆;1.4故障现象:前后摇炉炉体颤动且伴有异音故障原因:制动器摩擦片与制动轮之间间隙小一次减速机损坏抱死二次减速机卡死剖分轴承坏电机轴承油干电机风叶有损处理措施:1.4.1检查电机转动是否正常,如果电机振动大,且伴有噪音,检查电机风叶是否有磨损处,如果存在磨损调整电机护罩,如果风叶正常,电机轴承无润滑,则更换电机;1.4.2检查异音来源,如无法判定异音,依次检查传动系统:电机-制动器联轴器-一次减速机-二次减速机-耳轴剖分轴承,根据通用机械故障判定方法进行故障分析处理。
1.5故障现象:炉体倾斜故障原因:球面支撑销处理措施:检查球面支撑螺栓是否正常,如果断裂停炉进行更换。
1.6故障现象:停炉后炉体点头故障原因:扭力杆关节轴承间隙大制动器抱闸紧大齿轮磨损严重切向键磨损处理措施:1.6.1检查制动器摩擦片与制动轮之间的间隙是否小于1.5mm,如果小于0.5mm,制动器间隙偏小致使转炉摇炉过程中急停时冲击力偏大,调整制动器制动器间隙即可;1.6.2用塞尺测量扭力杆关节轴承是否超标,如果超标,利用中修时间进行更换;1.6.3检查二次减速机端盖是否正常,如端盖螺栓松动且在停炉后发出噪音,说明切向键磨损严重,应根据磨损情况制定更换计划。