TIPTOP ERP 操作手册
ERP(tiptop)基本操作
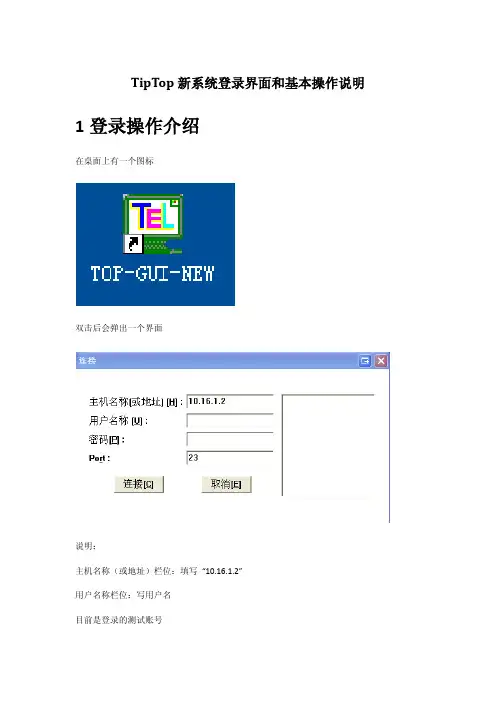
TipTop新系统登录界面和基本操作说明1登录操作介绍在桌面上有一个图标双击后会弹出一个界面说明:主机名称(或地址)栏位:填写“10.16.1.2”用户名称栏位:写用户名目前是登录的测试账号如果是PC用户,账号为edu01 或edu02 或edu03或edu04或 edu05 如果是终端用户账号为edut1 或edut2 或edut3密码栏位:与用户名相同,比如:用户名为edu01则密码为edu01 Port栏位:232系统操作2.1主画面基本操作说明2.1.1登入画面操作说明2.1.2工具栏基本操作、系统按钮及功能键操作说明切换语言别可按右上角,选择不同的语言别,选择后屏幕可动态切换不同的语言显示。
<切换后英文版的画面>执行程序方式(1) 使用者可按将目錄展开,选择到所要执行的程序后,連续点二下,即可执行该支程序。
(2) 直接在输入程序代码后按[ENTER]或即可直接执行该支程序。
(3) 直接在下拉选择程序代码后按[ENTER]或即可直接执行该支程序。
我的最爱设定方式:按后会出现如下窗口:选择到常用的程序后按即可将所选到的程序代码加到我的最爱清单中。
若选择错误,则按,再将光标移到错误的程序代号上,按,即可将此程序由我的最爱中移除,设定完后将窗口关闭即可。
(4) 可依系统流程选择到所需要的程序后,在程序名称上点一下即可执行程序。
离开系统按,即可離开TIPTOP GP 系统。
2.1.3系统按钮及功能键操作说明使用于基本资料及单据资料建立之功能钮通用快速查询按钮2.2建档基本操作说明2.2.1参数类操作说明在本系统的參數類程序均依以下操作功能设计,操作简便,容易学习,以下为基本功能钮及操作說明:2.2.2单档建档类操作说明在本系统的单文件建文件程序均依以下操作功能设计,操作简便,容易学习,以下为基本功能钮及操作說明:新增目的:于数据库中新增一笔数据,功能钮图形为(1)选择功能钮后,将进入数据新增状态,您可透过滑鼠移至目标栏位进行数据的输入,或者从第一个栏位开始输入。
Tiptop管理员手册
易拓管理员手册目录一)Linux基础概念 (2)二)Linux基础操作 (2)1)登入Linux操作系统 (2)2)Linux基础指令 (8)三)相关文件夹/文件介绍 (9)Part2:Oracle部分 (10)一、登入Oracle (10)二、启动Oracle (10)三、关闭Oracle (11)四、查看Oracle表空间使用情况 (11)五、增加Oracle表空间 (12)六、处理表锁 (13)七、备份还原Oracle数据 (13)Part3:GP部分 (15)一、易拓系统架构说明 (15)二、易拓目录结构说明 (16)三、易拓用户说明 (17)四、添加Tiptop ERP用户 (17)五、新建ERP帐套 (19)六、系统备份检查 (22)七、Tiptop GP重要文件介绍 (24)八、环境变量 (24)九、系统慢问题 (25)Part:1 OS部分一)Linux基础概念1)和Windows一样,Linux是一种操作系统,一样有文件、进程、磁盘分区各种概念。
2)不同于Windows,Linux的维护是在命令行界面完成,因此需要掌握一些Linux维护指令。
3)根据28定律,我们只要掌握20%的指令,就可以完成80%的维护操作了。
4)现在开始万里长征第一步:登入Linux,以便进行对Linux的操作。
二)Linux基础操作1)登入Linux操作系统1)推荐下载安装XShell最新版本登入OS,方便日后操作启动XShell 点击New 新建一个到AP操作系统的链接2)点击Connection选项,设定以下栏位的值:Name 连线标识,如:ERP-APHost AP的IP地址3)点击Authentiacation选项,设定以下栏位的值:User Name rootPassword root账户的密码,默认为tiptop4)点击Terminal选项,设定以下栏位的值:Encoding Unicode(UTF-8)5)点击OK,完成连线设置。
tiptop系统操作说明
六. 查詢----工令結案狀態Foxconn TRM<I>
七.TIPTOP系統操作—代碼
“Q”代表查詢 “A”代表輸入 “N”代表下頁或下翻 “P”代表上頁或上翻 “Ctrl”+” “ 代表同一界面的退出. ”ESC”代表不同界面的退出.
八.TIPTOP系統操作說明
END !
六. 查詢----料號庫存
3.把光標移至“下頁”處,按回車鍵下翻至 最后一筆單據,把當中未扣帳的單據數 量相加減去庫存可用量后即是過帳庫存.
光標處
Foxconn TRM<I>
六. 查詢----料號庫存
2. ,過帳“ N”,“料號”后退 1. 輸入“工令” 回到表單操作界面 ,選擇“ 5”回車 出一下.
五.表單列印—入庫表單列印
Foxconn TRM<I>
五.表單列印—入庫表單列印
2.在相應欄輸入“入庫單號”后回車二下.
單號
Foxconn TRM<I>
五.表單列印—入庫表單列印
3. 選擇“L.終端機列表”回車. 4. 選擇“5.Win95列印”回車.
Foxconn TRM<I>
六. 查詢----料號BOM表
二.發料單據作業步驟
3.選擇“發料單維護(3)”,按回車鍵.
Foxconn TRM<I>
二.發料單據作業步驟
4.在相應欄輸入單號和工令. 5.其它欄只需按“回車鍵”即可.
單號 工令
Foxconn TRM<I>
二.發料單據作業步驟
6.在相應欄輸入發料方式和相應倉碼后, 按“Y”鍵.
發料方式
倉碼
Foxconn TRM<I>
TIPTOP成本计算操作手册
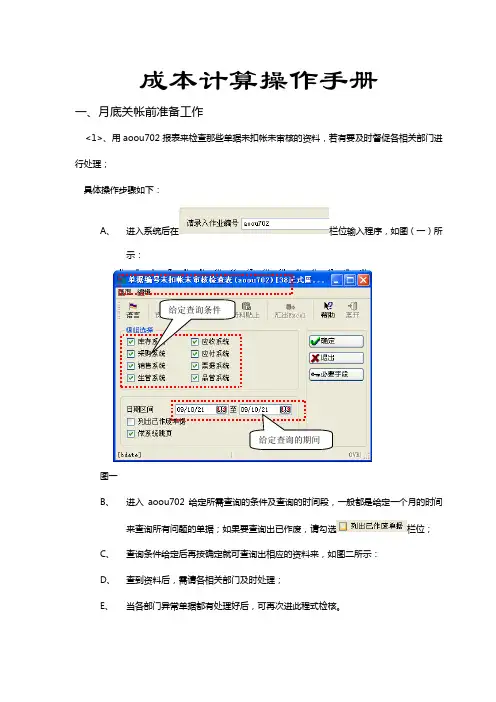
成本计算操作手册一、月底关帐前准备工作<1>、用aoou702报表来检查那些单据未扣帐未审核的资料,若有要及时督促各相关部门进行处理;具体操作步骤如下:A、进入系统后在栏位输入程序,如图(一)所示:给定查询条件给定查询的期间图一B、进入aoou702给定所需查询的条件及查询的时间段,一般都是给定一个月的时间来查询所有问题的单据;如果要查询出已作废,请勾选栏位;C、查询条件给定后再按确定就可查询出相应的资料来,如图二所示:D、查到资料后,需请各相关部门及时处理;E、当各部门异常单据都有处理好后,可再次进此程式检核。
图二<2>检核是否存有的负库存的料件,一经查出要及时督促各相关部门进行处理,绝对不允许有负库存的情况存在;具体操作步骤如下:A、进入系统后在栏位输入程序,如图(三)所示:图三B、在图三中给定相应的查询条件,如果要查所有的料件可直接在料号栏位直接输入“*”,再给定你要查的期间,如09/08/01---09/08/30;再选择资料格式也就是报表呈现的格式,如:单据日期或者是依明细;若要只印负库存的资料需勾选上“只印负库资料”栏位,具体如图四所示:所有料件图四C、在图四中给定了相关条件后,再按确定后若存在负库存的数据就会查询出有负库存的料号来,如图五所示,若没出就会提示无报表生成,如图六所示;图六D 、查出的负库存数据,请及时督促各相关部门进行处理,绝对不允许有负库存的料件流转至下月;<3>与PMC 及采购部确认是否有把已完工的工单及采购单做结案动作,特别是一些异常单据需强制结案的工单,例:一张单需生1027PCS 可实际入库只1024PCS 少3PCS 不需再生产了,此单就需强制结案,若没结案本月就会不会纳入成本计算,直到此单有做结案为止。
正常入库的单可不用PMC 手动做结案;如图七所示:图七注:工单结案状态有分为三种:A 、 工单结案状态为1时,说明这张工单材料不允许进出,当生产数量与入库数量一至时系统才会自动结案;工单结案状态B、工单结案状态为2时,说明还可对此张工单录入工时;C、工单结案状态为3时,说明这张工单成本开始运算了,不做做任何异动。
TipTop成本操作手册
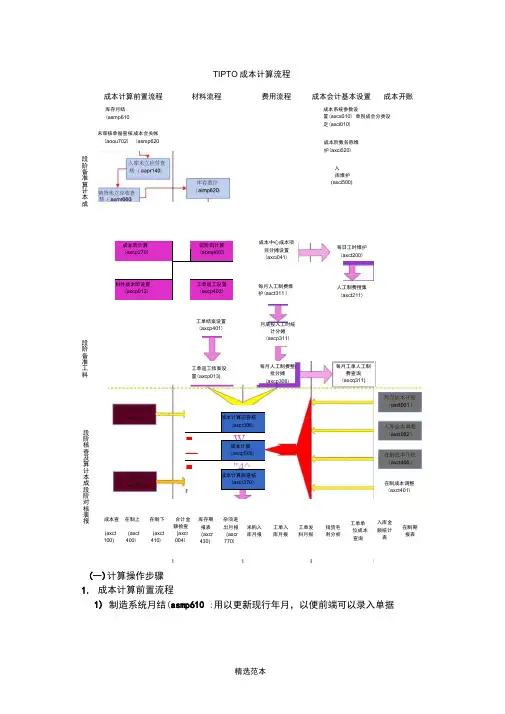
成本系统参数设置(axcs010) 单别成会分类设 定(axci010)(一)计算操作步骤1. 成本计算前置流程1) 制造系统月结(asmp610 :用以更新现行年月,以便前端可以录入单据成本计算前置流程TIPTO 成本计算流程材料流程费用流程成本会计基本设置成本开账段阶备准算计本成未审核单据查核(aoou702) 成本阶数名称维 护(axci020)入, 库维护(axci500)段阶备准工料段阶核查及算计本成段阶对核表报成本阶计算■/_低阶码计算 (axcp270)q(abmp603料件成本阶设置 ______工单返工设置 (axcp012)(axcp402)工单结案设置 (axcp401)每月人工制费维 护(axct311 )月底投入工时统计分摊 (axcp311)成本中心成本项 目分摊设置 (axci041)每日工时维护 (axct200)人工制费搜集 (axct211)工单返工结案设 置(axcp013)每月人工制费整批分摊 (axcp306)成本计算前查核(axcr306)■ W— 成本计算 (axcp500)■"4^成本计算后查核(axcr370)成本查 (axct 100) 在制上 (axct 400) 在制下(axct 410) 合计金额检查(axcr 004)库存期 报表 (axcr 430) 杂项进 出月报(axcr 770)米购入 工单入 工单发 销货毛 工单单 库月报 库月报 料月报 利分析位成本 查询每月工单人工制费查询 (axcq311)在制成本调整 (axct401)入库金 额统计 表在制期 报表库存月结 (asmp610成本会关帐 (asmp620V 制造管理系统月结作业[佛山市噸隹匡乐华•… 口叵]区2)成会关帐作业(asmp620 :1 制造覽理系统战会关帳作业(a «p6jW [糅山市噸德区乐华购瓷洁….|二画面霾辑1•当月所有库存异动单据(销货单,采购入库单,生产入库单,生产领料单”杂收杂发单)等全部处理完毕,需要执行成会关帐,2.成会关帐在asmp620-制造系统成会关帐作业,关帐就意味着不能修改以前的单据 3•此只程序的权限只有财务的成本会计有,其他人不应该有4 一般是在次月的1日把关帐日期设置为上月的月底3)未审核单据查核(aoou702)4)入库未立应付检查(aapr140):查核入库单未立应付的部分语言 资料薛下资料贴上条件选项 现行年月 当前成会关桃日 康会关帙日I.1条件查询条件储存| 2006|0S/0L/31帮助离开1.查核各系统未审核及过账单据2.每个责任人每天自己执行,主管定期执行3.成本会计每周执行,定期发给相关主管5)销货单未立应收(axmr660)6)库存重计(aimp620)目的:成会关帐,会计期间调整以后,TIPTOP系统制造段,还需进行库存月结计算作业目的是将每个月的库存异动数据进行计算,算出每个月的所有料件的库存月末数量及下月期初数量,并且存在一个专门的档案里面(imk_file),此做法好处是将料件的库存数量计算,依月为单位进行拆分,未来进行库存数量查询,不用将从上线第一天到现在的所有资料进行计算,减轻系统处理负担•£ 斟fl ■库位容期异动蜒il 堡讨算作业(aiMDfl20)[佛山市噸誌匡乐护陶瓷洁貝右限輕可](1---UQ1±] ®55iia 廿 *7语莒 颦料四下 资料贴上汇 H 'E MCA I条件査询条件踏存 科肋 离开QEE 条件料件昴号|| 来遞码「黑件选项 車计年度|期别 件业目白勺楫T"_F 工KE 耳动卫」旅科号膵宜件期别航M ,井55硼IMK_FIKE (imlcOSl-i mlfiO^, imlc09)R 背号:血行料杵編号2. 成本基本设置1)成本参数设置(axcsOlO )扌tt 算至前期之戸结期未阵存呈 是舌显示运疔过轻1_1期越项f 1 •单范FI 期广巴生成曰期2)单别成会分类设置(axciOlO ):此部分是维护前端单据计算成本的单据性质1.入库(采购,自制,委外):采购入库单,采购仓退单,杂收单,工单入库单,委外入库单;2.销货:销售,销退;3.领出:工单领料单,杂发单,报废; 调拨单;5•调整:盘点调整单,调拨调整单,库存调整单; 采购单等。
TipTop成本操作手册模板
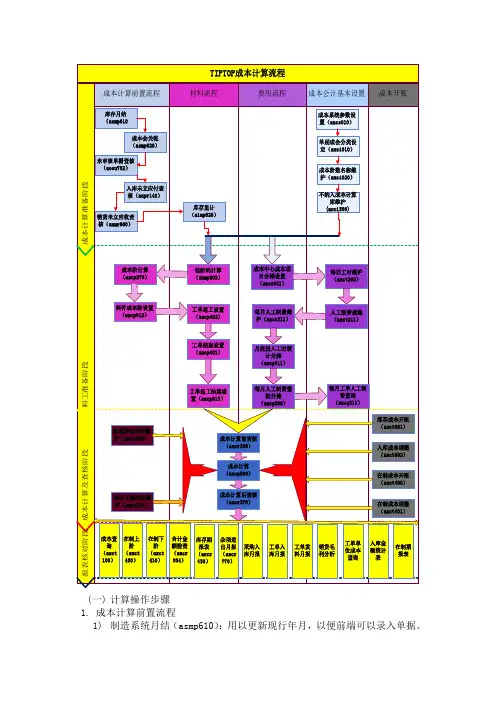
(一)计算操作步骤1.成本计算前置流程1)制造系统月结(asmp610):用以更新现行年月,以便前端可以录入单据。
2)成会关帐作业(asmp620):1.当月所有库存异动单据(销货单,采购入库单,生产入库单,生产领料单,,杂收杂发单)等全部处理完毕,需要执行成会关帐,2.成会关帐在asmp620-制造系统成会关帐作业,关帐就意味着不能修改以前的单据3.此只程序的权限只有财务的成本会计有,其他人不应该有4一般是在次月的1日把关帐日期设置为上月的月底3)未审核单据查核(aoou702)1.查核各系统未审核及过账单据2.每个责任人每天自己执行,主管定期执行3.成本会计每周执行,定期发给相关主管4)入库未立应付检查(aapr140):查核入库单未立应付的部分5)销货单未立应收(axmr660)6)库存重计(aimp620)目的:成会关帐,会计期间调整以后,TIPTOP系统制造段,还需进行库存月结计算作业,目的是将每个月的库存异动数据进行计算,算出每个月的所有料件的库存月末数量及下月期初数量,并且存在一个专门的档案里面(imk_file), 此做法好处是将料件的库存数量计算,依月为单位进行拆分,未来进行库存数量查询,不用将从上线第一天到现在的所有资料进行计算,减轻系统处理负担.2. 成本基本设置1) 成本参数设置(axcs010)2) 单别成会分类设置(axci010):此部分是维护前端单据计算成本的单据性质1. 此是成本计算的前提条件,除现行成本结算年度及现行成本结算月份可以更改外,其余的不能随便修改2. 。
现行成本结算年度及月份须于每次成本计算完毕后修改为下个月3. 采购入库单价来源-一般选择实际成本4. 工单入库来源-一般选择实际成本5. 工单工时录入方式-一般选择3 依实际录入-期末有在制,留存比例按约当量来算 依投入套数-期末有在制,留存比例按投入产出依产出套数-期末无在制6. 每月人工制费维护工时录入方式-一般选择2-区分年月成本中心 存货科目取得得方式:取自料件主档1.入库(采购,自制,委外):采购入库单,采购仓退单,杂收单,工单入库单,委外入库单;2.销货:销售,销退;3.领出:工单领料单,杂发单,报废;4.调拨:一阶段调拨,两阶段调拨单;5.调整:盘点调整单,调拨调整单,库存调整单;6.非库存异动:请购单,工单,采购单等。
TIPTOP_ERP_操作手册
FQC品管系统
FQC
2021/6/21
44
6.3.4 工单完工入库单生成后,进行审核即可,此张工单完工入库 单已完成.
22
3.3.2 在单身输入工单号,按回车键到退料数量,将需要退料的套 数输入进去,继续按回车键,点击确认.
2021/6/21
23
3.3.3 依上图点击确认后出现此图,按照需要选择发/退料方式, 再点击确认,出现下图画面信息
2021/6/21
24
3.3.4 成套退料工单生成后,进行审核即可,此张成套退料工单已 完成.
4.3.1 一般退料需输入退料工单号码、选择退料单别、制造部门, 选择好后点击确认即可,见图(1),图(2)画面信息
2021/6/21
28
2021/6/21
29
2021/6/21
30
4.3.2 在单身输入工单单号、下阶料号、退料数量,点击确
认.(注:在单身操作时需按回车键进行操作)
2021/6/21
19
3.3 退料单号:对应的单据性质
a) M13 厂内退料单 b) M14 委外退料单 c) M18 超耗退料单
3.3.1 成套退料需输入退料工单号码、选择退料单别、制造部门, 选择好后点击确认即可,见图(1),图(2)画面信息
2021/6/21
20
2021/6/21
21
2021/6/21
2.1 程序路径: 生产管理系统 料单维护作业
工单发料作业
工单超领退
2021/6/21
10
2.2 首先录入工单超领退料单,见录入画面信息
2021/6/21
11
2.3 退料单号:对应的单据性质
a) M13 厂内退料单 b) M14 委外退料单 c) M18 超耗退料单
TIPTOPERP成本流程
第 3 页,共 3 页
易拓ERP成本核算流程 执行确认步骤 程序代码 程序名称 目的说明 开账关账作业(前置作业) 1 2 3 4 5 6 aoou702 aimr505 asmp620 asms112 aimp620 aimp610 单据编号末扣账未确认检查表 料件BIN卡---负库打印 制造管理系统成会管账作业 库存开账(系统参数设置作业) 料件库位各期异动统计量计算作业 料件库存明细重计算作业 成本计算作业 1 2 3 4 5 6 7 8 9 10 11 12 13 asmp620 abmp603 axcp270 axcp012 axcp402 axcp401 axcp013 axct200 axct311 axcp311 axcr360 axcp500 axcr370 库存关账作业 低阶码计算作业 料件成本阶计算作业 料件成本阶设定作业 工单重工自动设定作业 工单结案自动设定作业 工单重工结案设定作业 每日工时维护作业 人工/制费归集维护作业 人工/制费分配作业 成本计算前勾稽作业 库存及在制品计算作业 成本计算后勾稽作业 理顺产品结构阶层关系 输入要计算的年度期别 一般是进行查询 将当月发生的工单设定重工状态 PMC结案:材料不能进出、工时不能统计、成本开始运行。 若前端仍有数据要输入、而工单已被成会结案,则需于此将成会 结案日清空,前端人员才能作业(一般不需要作业) 撷取 aimi104 里的工时 将总账 gglq703 制造费用 按成本中心分类归集汇总到成会模块 将归集的费用进行分配到产品成本中去,输入要计算成本的月份 。 查核不合理数据,直到报表合理为止,应付与采购、委外数据 axcr700 核对相付等 计算当月成本,输入计算成本的月份 勾稽各种不合理数据,直至报表合理为止 若成本计算后发现异常,需要修改成本阶数,则用于此 作业(一般不需作业) asfi301 工单维护作料(单据类型查询,返工单据) 选定已完工、已结案 用于查询(在成本出现异常时) 从 aimi104 标准工时录入查寻 、axcp300 月底投入工 时审查作业 人工、制费一、制费二(折旧、租赁费)、制费三(辅 助材料费) 成本计算的前条件就是库存关账,前面执行了关账,这 里就不用操作。 计算阶数:修改为99 阶(原材料)。特殊情况要先执 行 abmp604 低阶码依发料文件计算作业,abmp611 产 品结构整体侦错作业(成本异常情况下执行) 检查采购、仓库、营销订单等单据有无立账审核过账,不充许存 在,如果存在,要相关部门进行过账审核。 检查仓库物料有无存在负库存,不允许仓库物料存在负库存。 库存关账,成会关账日:当月的最后一天 修改现行单据录入会计期别,关账前的下一下会计期别,如所关 账是11月份,那么要改成12就行。 料号全部* 期间:需要计算的期间,选择显示运行过程 与上一致 选项全部、期间是当月1-31号 料号全部* 期间:当月1-31号、资料格式1--依单据日 期,只列印负库存 asms510 关所有模块的账,月底关账作业一般指的是关 存货账,用 asmp620 执行就行。 细节备注
ERP TIPTOP系统操作手册
TIPTOP 使用手冊品質管制系統品質管制系統使用手冊(USER MANUAL)目錄頁次一產品介紹1.1 1.2 1.3 1.4 前言.......................................................目的.......................................................系統介面...................................................系統架構表.................................................1-11-21-31-4二系統簡介2.1 程式總覽................................................... 2-1-12.2 檔案總覽................................................... 2-2-12.4 操作說明...................................................2-4-12.4.1 功能鍵說明............................................. 2-4-22.4.2 目錄類作業的操作方式................................... 2-4-42.4.3 參數設定類作業的操作方式............................... 2-4-52.4.4 單檔單行建檔作業的操作方式............................. 2-4-72.4.5 雙檔多行建檔作業的操作方式............................. 2-4-122.4.6 異動資料建檔作業的操作方式............................. 2-4-152.4.7 查詢類作業的操作方式................................... 2-4-162.4.8 報表類作業的操作方式....................................2-4-18 三參數設定品管系統參數設定.............. .................(aqcs101). 3-1四建檔作業一般檢驗水準樣本代碼資料建立作業................(aqci100).特殊檢驗水準樣本代碼資料建立作業................(aqci101).不良原因資料維護作業........... ..... ..........(aqci102).C=0檢驗水準樣本代碼資料建立作業 ..... ..........(aqci103).單次抽樣計劃資料維護作業........................(aqci110).料件檢驗項目AQL設定作業.........................(aqci120).站別料件檢驗項目AQL設定作業.....................(aqci121).材料類別檢驗項目AQL別設定作業...................(aqci122).料件檢驗條件設定作業............................(aqci130).料件供應商檢驗資料維護作業......................(aqci140).管制圖管制因數表維護作業........................(aqci600). 五異動作業IQC品質記錄維護作業.............................(aqct110).品質記錄不良原因維護作業........................(aqct111).品質記錄備註維護................................(aqct112).聯產品資料維護作業..............................(aqct403).FQC品質記錄維護作業.............................(aqct410).Run Card FQC品質記錄維護作業....................(aqct411).PQC品質記錄維護作業.............................(aqct510). 4-1 4-3 4-5 4-7 4-9 4-11 4-13 4-15 4-17 4-19 4-21 5-1 5-5 5-7 5-9 5-11 5-135-15頁次五異動作業(續)Run Card PQC品質記錄維護作業....................(aqct511). 5-17 Xbar-R管制數據維護作業..........................(aqct600). 5-19 六查詢作業品質記錄測量值查詢作業..........................(aqcq112).廠商品質履歷查詢作業............................(aqcq310).料件品質履歷查詢作業............................(aqcq311).料件品質狀態彙總查詢............................(aqcq312).廠商料件品質狀態查詢............................(aqcq313).供應商品質狀態查詢..............................(aqcq314).廠商績效評比查詢................................(aqcq315).廠商品質履歷明細查詢............................(aqcq316).料件品質履歷明細查詢............................(aqcq317).FQC品質履歷查詢.................................(aqcq410).FQC出貨品質狀態查詢.............................(aqcq411).FQC品質記錄查詢(BY客戶).........................(aqcq412).FQC品質記錄查詢(BY料號).........................(aqcq413).FQC品質記錄彙總查詢.............................(aqcq414).FQC品質記錄彙總查詢(BY產品).....................(aqcq415).FQC料件品質履歷明細查詢.........................(aqcq416).Run Card FQC品質履歷查詢........................(aqcq450).Run Card FQC品質狀態查詢........................(aqcq451).Run Card FQC品質記錄查詢(BY客戶)................(aqcq452).Run Card FQC品質記錄查詢(BY料號)................(aqcq453).Run Card FQC品質記錄彙總查詢....................(aqcq454).Run Card FQC品質記錄彙總查詢(BY產品)............(aqcq455).Run Card FQC料件品質履歷明細查詢................(aqcq456).PQC品質履歷查詢.................................(aqcq510).PQC品質狀態查詢.................................(aqcq511).PQC品質狀態查詢(BY工單).........................(aqcq512).PQC品質記錄查詢(BY料號).........................(aqcq513).PQC品質記錄彙總查詢.............................(aqcq514).PQC品質記錄彙總查詢(BY料號).....................(aqcq515).PQC料件品質履歷明細查詢.........................(aqcq516).Run Card PQC品質履歷查詢........................(aqcq550).Run Card PQC品質狀態查詢........................(aqcq551).Run Card PQC出貨品質狀態查詢(BY工單)............(aqcq552).Run Card PQC品質記錄查詢(BY料號)................(aqcq553).Run Card PQC品質記錄彙總查詢....................(aqcq554).Run Card PQC品質記錄彙總查詢(BY料號)............(aqcq555).Run Card PQC料件品質履歷明細查詢................(aqcq556). 七列印作業進料檢驗報告....................................(aqcr100).FQC 檢驗報告....................................(aqcr200).進料檢驗報告....................................(aqcr300).料件品質履歷報告.................... ...........(aqcr301).廠商品質履歷報告............... ................(aqcr302).IQC不良原因分析表(BY廠商).......................(aqcr320).IQC不良原因分析表(BY料號).......................(aqcr321). 6-1 6-3 6-5 6-7 6-9 6-11 6-13 6-15 6-17 6-19 6-21 6-23 6-25 6-27 6-29 6-316-33 6-35 6-37 6-39 6-41 6-43 6-45 6-47 6-49 6-51 6-53 6-55 6-57 6-59 6-61 6-63 6-65 6-67 6-69 6-71 6-737-1 7-3 7-5 7-7 7-9 7-11 7-13頁次七列印作業(續)FQC檢驗報告......................................(aqcr340). PQC檢驗報告......................................(aqcr350). FQC品質不合格明細表列印..........................(aqcr410). FQC品質不合格明細表列印(BY客戶)..................(aqcr411). FQC品質不合格明細表列印(BY產品)..................(aqcr412). FQC料件品質履歷報告..............................(aqcr413). FQC不良原因分析表(BY部門)........................(aqcr420). FQC不良原因分析表(BY產品)........................(aqcr421). Run Card FQC品質不合格明細表列印.................(aqcr450). Run Card FQC品質不合格明細表列印(BY客戶).........(aqcr451). Run Card FQC品質不合格明細表列印(BY產品).........(aqcr452). Run Card FQC不良原因分析表(BY部門)...............(aqcr453). Run Card FQC不良原因分析表(BY產品)...............(aqcr454). Run Card FQC檢驗報告.............................(aqcr455). Run Card FQC料件品質履歷報告.....................(aqcr456). PQC不良原因分析表(BY作業編號)....................(aqcr520). PQC不良原因分析表(BY產品編號)....................(aqcr521). PQC料件品質履歷報告..............................(aqcr523). Run Card PQC不良原因分析表(BY作業編號)...........(aqcr550). Run Card PQC不良原因分析表(BY料號)...............(aqcr551). Run Card PQC檢驗報告.............................(aqcr552). Run Card PQC料件品質履歷報告.....................(aqcr553). Xbar-R管制數據表.................................(aqcr600). 柏拉圖統計數據表.................................(aqcr610). 7-15 7-17 7-19 7-21 7-23 7-25 7-27 7-29 7-31 7-33 7-35 7-37 7-39 7-41 7-43 7-45 7-47 7-49 7-51 7-53 7-55 7-57 7-59 7-61TIPTOP 使用手冊品質管制系統(一)產品介紹一、產品介紹1.1 前言「TIPTOP」品質管制系統,利用品管的抽樣理論與實施技巧,提供品質歷史記錄,作為不良原因分析與料件及供應商品質履歷評分的依據,達到改善經營績效與廠商評鑑之目的。
TIPTOP生产部
备料 资料维护
审核发放
工艺追踪 资料维护
工艺数量 状态查询
PBI(合并料表) 维护
发退料管理
生产计划来源
MPS/MRP
制造通知单 确认
销售订单
工单
直接立
系统的工单指令来源支持多种形态的生产 ➢ 接单式生产:可以按照接到的销售订单自动开立工单。 ➢ 计划式生产:可以根据编制好的MPS/MRP(主生产计划/物料需求计划)自动开立
生产管理
制程管理
发退料管理
生产管理系统架构
10
大纲
生产概念
生产管理系统功能架构
生产基础资料管理
日常业务流程管理 1)工单管理流程 ✓ 工单来源 ✓ 工单维护作业 ✓ 工单变更作业 2)工单发退料管理流程 3)工单完工管理流程
生产管理报表
概念介绍-工单展开选项
目的:当工单是手工开立或从制造通知单/订单转入时,如果BOM存在多阶, 则手工再去计算并开立对应工单比较麻烦,因此通过此选项,系统 能根据设置要求自动进行相关处理。
计算方法: 工单总的生产前置期 = 固定前置期 + 变动前置期×生产数量 + QC前置期。
用途: 1、在MPS/MRP计算行动日(工单预计开工日)时需要参与计算。 2、手工开立工单时可以根据此前置期由系统推算开工日或完工日。
概念介绍
最大累计前置时间:把某成品或半成品的所有下阶半成品依次展开,在此 过程中累计计算各自的前置时间,最后取最大值为此 成品或半成品的最大累计前置时间,实际就是此产品 从最开始购买原料到完工所需的最长时间。
工单最终的开单量: 1、首先必须满足最小生产数量。 2、生产量必须是生产批量的整数倍。 注:通常情况下最小生产量是生产单位批量的整数倍。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
4.3.3 一般退料工单生成后,进行审核即可,此张一般退料工单已 完成.
五、工单下阶料报废作业
5.1 程序路径: 生产管理系统 报废作业 工单发料作业 工单下阶料
5.2 首先录入工单下阶料报废单,见画面信息.
5.3 选择生产报废单,点击两次“确认”,出现下图.
5.4 在单身输入下阶料报废单的工单号码、报废的材料编号、选择报 废仓库,再输入需报废的数量,最后点击确认.(注:在单身操作时一定要用 回车键进行操作)
3.3 退料单号:对应的单据性质
a) M13 厂内退料单 b) M14 委外退料单 c) M18 超耗退料单 3.3.1 成套退料需输入退料工单号码、选择退料单别、制造部门, 选择好后点击确认即可,见图(1),图(2)画面信息
3.3.2 在单身输入工单号,按回车键到退料数量,将需要退料的套 数输入进去,继续按回车键,点击确认.
a) M13 厂内退料单 b) M14 委外退料单 c) M18 超耗退料单 2.3.1 超领退料需输入退料工单号码 选择退料单别 部门, 选择好后点击确认即可,见图(1),图(2)画面信息
、
、制造
2.3.2 在单身输入工单号,按回车键到退料数量,将需要退料的数 量输入进去,继续按回车键,点击确认.
TIPTOP ERP 操作手册
生产部
目录
一、工单超领发料单维护作业…………………….3-9 二、工单超领退料单维护作业……………………10-17 三、工单成套退料单维护作业……………………18-25 四、工单一般退料单维护作业…………………....26-32
五、工单下阶料报废作业……………………….33-37
六、工单完工入库维护作业……………………..38-40
一、工单超领发料单维护作业
1.1 双击TIPTOP系统图标,输入用户名称及密码
1.2 点击--请录入营运中心编号,选择“河源电子测试区”按
两次“确认”
1.3 当跳出图面时,可以点击菜单,选择《生产制造管理》 《生产管理系统》再选择产线所需用到的相关程序,也可以直接 把产线所需用到的相关程序加入我的最爱,直接点击运行即可。
3.3.3 依上图点击确认后出现此图,按照需要选择发/退料方式, 再点击确认,出现下图画面信息
3.3.4 成套退料工单生成后,进行审核即可,此张成套退料工单已 完成.
四、工单一般退料维护作业
4.1 程序路径: 生产管理系统 料维护作业 工单发料作业 一般工单退
4.2 首先录入一般退料单,见画面信息.
6.3.2 在单身输入FQC单号、工单编号、入库数量,点击确认 (注:在单身操作时按回车键进行操作)
6.3.3 FQC 单号查询路径: 供应连锁管理 质量控制系统 质量记录维护作业
FQC品管系统
FQC
6.3.4 工单完工入库单生成后,进行审核即可,此张工单完工入库 单已完成.
1.4 工单录入信息: 1.4.1 录入画面,先点击录入选项激活单头。
1.5 发料单号:对应的单据性质
a) b) c) d) e) f)
M07 M08 M09 M10 M11 M12
套料领料单 厂内补料单 超耗领料单 委外领料单 委外补料单 委外超耗领料单
1.5.1 工单超耗领料需输入发料单号,发料类别,制造部门,见下图 画面信息.
1.5.2 生成超耗领料: 在单身按回车键输入需领料工单单号,下 阶料号,作业编号,领料数量 ,再点击确认.最后点击审核.此张工 单领料已完成.
二、工单超领退料单维护作业
2.1 程序路径: 生产管理系统 料单维护作业
工单发料作业
工单超领退
2.2 首先录入工单超领退料单,见录入画面信息
2.3 退料单号:对应的单据性质
4.3 退料单号:对应的单据性质
a) M13 厂内退料单 b) M14 委外退料单 c) M18 超耗退料单 4.3.1 一般退料需输入退料工单号码、选择退料单别、制造部门, 选择好后点击确认即可,见图(1),图(2)画面信息
4.3.2 在单身输入工单单号、下阶料号、退料数量,点击确 认.(注:在单身操作时需按回车键进行操作)
2.3.3 依上图点击确认后出现此图,按照需要选择发/退料方式, 再点击确认,出现下图画面信息
2.3.4 超领退料工单生成后,进行审核即可,此张超领退料工单已 完成.
三、工单成套退料单维护作业作业
3.1 程序路径: 生产管理系统 料单维护作业 工单发料作业 工单成套退
3.2 首先录入工单成套退料单,见画面信息.
5.5 下阶料报废单生成后,进行审核即可,此张下阶料报废单已 完成.
六、工单完工入库维护作业
6.1 程序路径: 生产管理系统 库维护作业 工单完工作业 工单完工入
6.2 首先录入工单完工入库维护作业,见画面信息.
6.3 工单完工单号:对应的单据性质
a) M15 半成品入库 b) M16 成品入库单 6.3.1 工单完工入库作业需选择:入库单号、入库部门,选择好后 点击确认即可,见图(1),图(2)画面信息