恒强制版系统教材
HQPDS 恒强制版更新 中文
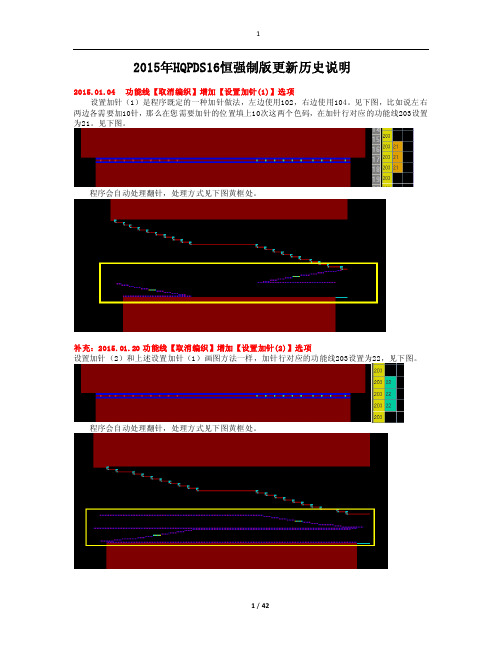
2015年HQPDS16恒强制版更新历史说明2015.01.04 功能线【取消编织】增加【设置加针(1)】选项设置加针(1)是程序既定的一种加针做法,左边使用102,右边使用104。
见下图,比如说左右两边各需要加10针,那么在您需要加针的位置填上10次这两个色码,在加针行对应的功能线203设置为21。
见下图。
程序会自动处理翻针,处理方式见下图黄框处。
补充:2015.01.20 功能线【取消编织】增加【设置加针(2)】选项设置加针(2)和上述设置加针(1)画图方法一样,加针行对应的功能线203设置为22,见下图。
程序会自动处理翻针,处理方式见下图黄框处。
2015.01.05 功能线【取消编织】增加【自动加针】选项自动加针是程序既定的一种加针做法,不需要特定的符号,比如说左右两边各需要加10针,那么在您画图按下面图片的方法,然后在加针行对应的功能线203设置为12。
见下图。
程序会自动计算针数来实现加针。
2015.01.06 工艺单参数增加【分别翻针】开关意思是在下图中将“分别翻针”打勾,则生成的图形对应的功能线224里会自动设置为分别翻针1,不需要手工在功能线224里面设置分别翻针了。
2015.01.07 工艺单参数支持设置【缩针】段数意思是支持我们制版者自由设置缩针行的度目段。
见下图。
2015.01.08 工艺单参数增加【主纱落布行数】设置用于设置主纱落布行数,见下图,设置为20行则生成的图形中箭头处为20行,见下图。
2015.01.09 工艺单其他类型支持【加针】选项是指工艺单输入中支持设置加针,见下图。
2015.01.10 编译选项增加【展开节约(2)】设置见下图,在功能线201设置了节约(2)为3次编译时,将展开节约(2)打勾,见下图编译后,可以看到程序自动将3次节约展开了。
见下图。
2015.01.13 高级设置中支持设置横机【F3切换"花样<-->引塔夏"】开关意思是按快捷键F3 ,可以切换下面这几个图层。
恒强制版处理图片的方法
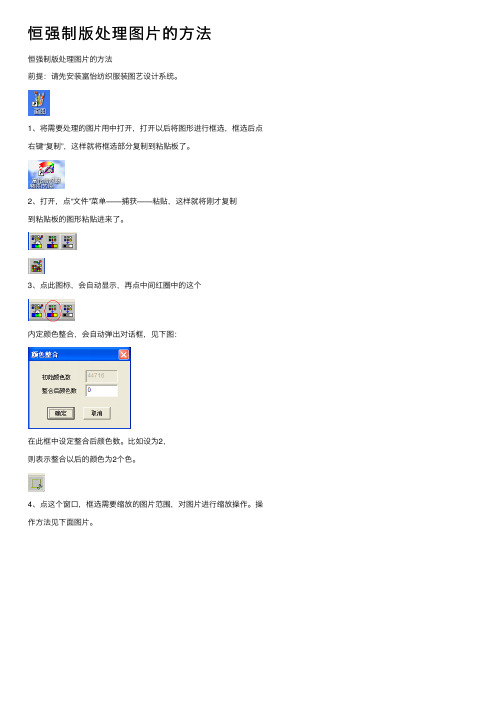
恒强制版处理图⽚的⽅法恒强制版处理图⽚的⽅法前提:请先安装富怡纺织服装图艺设计系统。
1、将需要处理的图⽚⽤中打开,打开以后将图形进⾏框选,框选后点右键“复制”,这样就将框选部分复制到粘贴板了。
2、打开,点“⽂件”菜单――捕获――粘贴,这样就将刚才复制到粘贴板的图形粘贴进来了。
3、点此图标,会⾃动显⽰,再点中间红圈中的这个内定颜⾊整合,会⾃动弹出对话框,见下图:在此框中设定整合后颜⾊数。
⽐如设为2,则表⽰整合以后的颜⾊为2个⾊。
4、点这个窗⼝,框选需要缩放的图⽚范围,对图⽚进⾏缩放操作。
操作⽅法见下⾯图⽚。
5、对缩放好的图形进⾏微修补的⽅法:1)左侧“导航器”中数字,看箭头处可以对图形进⾏倍数⼤⼩的切换,0倍为最⼩,5倍为最⼤。
(例如点击数字5以后,在画布中图形上左键单击⼀下即可将图形放⼤到5倍。
)2)点击这个绘图,表⽰画笔,再选择颜⾊,可任意在图形上描线。
6、点这个窗⼝将图形框选以后,再点这个捕获,会⾃动显⽰,再点第1个红圈中的拷贝到剪贴板。
这样就将图形复制到粘贴板了。
7、打开恒强制版系统,新建画布,再点,就可以将整合颜⾊后的图形粘贴进来了。
备注:如果图⽚是bmp格式,可以直接进⼊引⼊引出,操作⽅法如下:1、引⼊bmp格式的图⽚,操作⽅法为:先点⽂档,再点图像引⼊,会⾃动弹出下⾯画框,在画框中点击选择需要引⼊的图⽚,再点打开。
这样就可以将bmp格式的图⽚引⼊了。
2、引出bmp格式的图⽚,操作⽅法为:先点⽂档,再点图像引出,会⾃动弹出下⾯画框,在画框中输⼊名称,再点保存。
这样就可以将bmp 格式的图⽚引⼊了。
《印前综合训练》教学大纲
《印前综合训练》教学大纲学分:5学时:72适用专业:印刷技术、印前图文信息处理等专业一、课程的性质和任务课程性质:本课程是一门专业核心技能课程,属专业必修课。
课程任务:本课程按照实际生产过程,从版面设计、图像获取、图像处理、图文组版、页面输出等印前工艺流程,对学生进行综合训练。
在教学过程中注重与实际生产的紧密联系,通过三个典型的印刷产品印前工艺的综合训练,加深学生对印前工艺流程的理解与认识,掌握印前工艺流程的技术操作与生产过程管理,充分体现工学结合的职业教育思想,使学生了解并掌握生产中的具体要求,学有所用。
前导课程:《印刷技术基础》、《印刷色彩》、《图形制作与排版》、《数字印前技术》、《印刷工艺》。
后续课程:《印后加工工艺》、《印刷企业管理》、《校外顶岗实习(含毕业设计)》。
二、教学基本要求通过本课程的教学,应使学生达到下列基本要求:1 .了解并掌握印前工艺流程以及操作的原理和方法;2 .掌握图像扫描等图像输入的步骤和方法;3 .熟悉图像处理与调整的方法与技巧;4 .熟悉图文页面的制作,以及版面制作的各种工艺;5 .掌握拼大版、打样的工艺和技术;6 .熟悉数码印刷、印版输出等的原理、操作步骤及方法;7 .掌握典型产品的印后加工工艺,并能按照各种印后加工工艺来确定印前的制作方法和制作工艺;8 .掌握印前质量控制的内容、检测标准、检测方法等。
三、教学条件场地要求:苹果机房1间,配有20—40台苹果电脑,多媒体教学设施,局域网。
设备要求:扫描仪、数码相机、数码印刷系统、CtP系统、数码打样系统、拼版台及拼版工具、传统晒版机、冲版机等。
实训材料:纸张、PS版、CTP版材、拼版片基、数码打样耗材等。
采用课堂讲授和项目训练相结合教学法,以印刷产品的设计、制作、输出为主线,按印前生产过程组织教学内容,注重培养学生的实际操作能力、生产能力及独立解决问题的能力。
六、考核方式本课程采用形成性考核方式成绩组成(共100分):印前制作任务共3个,每个15分,共45分;印前制作项目共4个,每个5分,共20分;平时考勤与综合表现10分;期末综合答辩25分。
恒强HQPDS 制版系统更新 中文
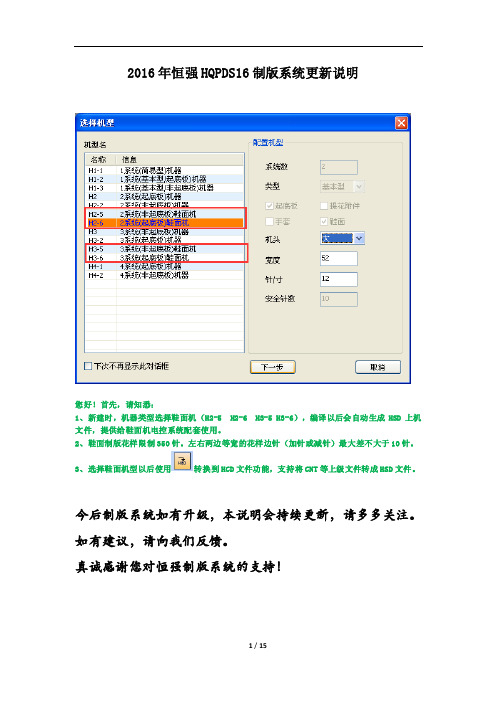
2016年恒强HQPDS16制版系统更新说明您好!首先,请知悉:1、新建时,机器类型选择鞋面机(H2-5 H2-6 H3-5 H3-6),编译以后会自动生成HSD上机文件,提供给鞋面机电控系统配套使用。
2、鞋面制版花样限制350针。
左右两边等宽的花样边针(加针或减针)最大差不大于10针。
3、选择鞋面机型以后使用转换到HCD文件功能,支持将CNT等上级文件转成HSD文件。
今后制版系统如有升级,本说明会持续更新,请多多关注。
如有建议,请向我们反馈。
真诚感谢您对恒强制版系统的支持!2016.01.04 修正提花组织图功能支持IC/IJ色码的不同处理【方式】看上图,局部提花时箭头处的位置需要做出修正,那么可以使用这个工具,让程序自动进行修正,方式有三种,见下图。
修正后的结果见下图。
2016.01.06 增加【编织+粗目】色码前床编织后粗目,意思是前床正常度目后床二段度目,后床线圈为紧目。
后床编织前粗目,意思是后床正常度目前床二段度目,前床线圈为紧目。
2016.01.07 横机工具增加【设置纱嘴度目】功能2016.01.09 编译选项支持设置提花【按纱嘴翻针】提花含有翻针,一般情况下是提花的一组纱嘴全部织完再翻针,见下图:如果编译时将“按纱嘴翻针”勾选,则织完前床纱嘴就会翻针,见下图:2016.01.08 高级参数中支持自定义花型权限控制【帐号】见下图箭头处的红圈内,支持我们在花型控制权限这里自由设定帐号,设定后请将帐号记牢。
比如给某花样设定了帐号为335,见下图。
当您把设定了帐号为335的花样发送给别人以后,别人打开此花样时,程序都会自动提示请输入帐号,见下图。
届时输入帐号335即可。
2016.01.09 高级参数中支持设置横机【自动加载编译选项】意思是当打开某个花样时,程序会自动将此花样最后一次的编译选项加载进来。
2016.01.11 高级参数中支持设置横机【自动加载工艺单】意思是当打开某个花样时,会同步将当初生成此花样的工艺单自动加载为当前工艺。
335系列全电脑横机系统操作说明书

恒强系统色彩编码解读手册

恒强系统色彩编码解读手册
介绍
本手册旨在帮助用户了解恒强系统的色彩编码及其含义。
恒强
系统是一种用于标识和区分不同元素的色彩编码系统。
色彩编码结构
恒强系统的色彩编码由3个部分组成,分别是主色、副色和外
观色。
主色
主色是恒强系统中最重要的色彩编码部分,用于标识核心元素。
主色具有鲜明和突出的特点,通常是公司的代表色。
副色
副色用于辅助主色,用于标识次要元素或提供视觉对比。
副色
与主色相互搭配,共同构建恒强系统的整体色彩风格。
外观色
外观色用于突出特定信息或情况下的元素。
外观色与主色和副
色相配合,提供色彩丰富和多样化的选择。
色彩编码含义
恒强系统的色彩编码具有一定的含义,下面是一些常见的例子:
- 红色:表示警示、重要或紧急。
- 蓝色:表示和平、稳定或可信。
- 绿色:表示成功、完成或安全。
- 黄色:表示警告、注意或谨慎。
- 紫色:表示创新、神秘或优雅。
- 橙色:表示活力、独特或热情。
- 灰色:表示中立、稳定或成熟。
- 白色:表示纯洁、简约或空白。
请注意,以上颜色的含义仅供参考,具体含义可能因不同背景
和文化有所不同。
总结
恒强系统色彩编码解读手册帮助用户了解恒强系统中的色彩编码结构和含义。
通过使用这些色彩编码,用户可以更好地标识和区分不同元素,并传达特定的信息或情感。
请根据具体需求合理应用这些色彩编码。
感谢阅读本手册,如有疑问或需要进一步帮助,请随时与我们联系。
恒强制版系统教材
恒强制版系统教材 Revised by Hanlin on 10 January 2021恒强制版系统—右键—打开—文件—新建花板—设置画布大小F2:回到画布原点F3:切换花样—引塔夏F5:上一色F6:下一色F9:切换网络线F10: 扩到最大/缩到最小F11:缩小F12:扩大注意:开始制版时需将画布扩大到能看到模拟组织然后按F2让画布回到原点,每一个版子,必须从原点开点。
工艺单上面,一转等于画布两行。
画笔:在画布任一位置点击一针一行。
直线:在画布里画出一行选定的色码。
填充距行:在画布里画出要求的行数及针数,另一用法当画错时可选定0号色将其区域涂上。
复制工具:1.选取选择框将框住的区域进行任意地方的挪动。
2.线行复制将框住的区域进行360度的有规律复制。
3.阵列复制将框住的区域进行直列或竖列的复制。
4.多重复制将框住的区域按照自己选择的规律进行复制(做收针时候用的最多)复制工具用法:一.左键点击需要的复制工具。
二.在画布里选择需要的复制的区域点击左键确定。
三.在区域里继续点左键移动鼠标进行复制。
四.达到要求后点作键确定注意:当需要取消选择框时,点击键盘ESC键Ctrl+Z撤销前面步骤设置撤销步骤:高级—设置—高级—撤销数量—当前制版系统开始时没有选择机型及画布大小时:高级—设置—高级—禁止选择机器类型上的勾去掉,确定。
文字:在画布里输入文字填充填充需要的区域(用复制工具将需要填充的区域框住然后在点填充工具)填充行:一行一行的进行填充制版的原理每一个版子都是通过色码,色码对应的针法和功能线搭配而成。
色码共有256种,120种色码为制版时常用色码 120—183为使用者巨集(模块)色码共64种,184—255无法使用。
色码讲解正常编织色码:1.前编织(有翻针动作)2.后编织(有翻针动作)3.前后编织(有翻针动作)8.前编织(无翻针动作)9.后编织(无翻针动作)10.前后编织(无翻针动作)吊目色码(元宝色码)4.前吊目5.后吊目6.前编织后吊目7.前吊目后编织14.前后吊目落布色码15. 前落布17. 后落布落布指将当前针数的衣片(线圈)落下16.无选针踢纱嘴指将纱嘴带出编织区域之外。
恒强制版980工艺计算

恒强制版980工艺计算
【恒强制版980工艺计算:了解最先进的高效计算技术】
恒强制版计算技术是当今最高效和先进的数学计算方法。
它是一项基于芯片技术和先进的计算方法的计算技术,可以有效地将计算机与外部信号、数据的计算任务
相结合。
恒强制计算技术广泛应用于电力系统数据处理、计算机视觉、无线传感器网络等高效计算应用领域。
传统的工程计算方法有许多缺陷,无法满足更严苛的计算负荷要求;而恒强制
版计算技术因其去重复任务的能力,减少计算量的强大功能,能够满足计算精度和计算效率的要求。
恒强制版计算技术在实际工程应用中可以解决复杂的计算问题。
举例来说,在
电力系统数据处理中,恒强制版计算可以针对电网中发电机、转换器、环境因素等进行动态计算和模拟,更好地实现节能减排目标。
在大数据处理方面,恒强制版计算技术可以有效地处理、分析几乎任何规模的数据,进而为做出合理决策提供良好的支持。
恒强制版计算技术结合了芯片技术和先进的计算技术两者的优势,在高效计算
领域发挥着重要作用,为电力系统、计算机视觉和无线传感器网络等高效计算应用领域提供有效支持,通过有效的数据处理和分析,更好地满足工程项目的计算要求。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
恒强制版系统—右键—打开—文件—新建花板—设置画布大小F2:回到画布原点F3:切换花样—引塔夏F5:上一色F6:下一色F9:切换网络线F10: 扩到最大/缩到最小F11:缩小F12:扩大注意:开始制版时需将画布扩大到能看到模拟组织然后按F2让画布回到原点,每一个版子,必须从原点开点。
工艺单上面,一转等于画布两行。
画笔:在画布任一位置点击一针一行。
直线:在画布里画出一行选定的色码。
填充距行:在画布里画出要求的行数及针数,另一用法当画错时可选定0号色将其区域涂上。
复制工具:1.选取选择框将框住的区域进行任意地方的挪动。
2.线行复制将框住的区域进行360度的有规律复制。
3.阵列复制将框住的区域进行直列或竖列的复制。
4.多重复制将框住的区域按照自己选择的规律进行复制(做收针时候用的最多)复制工具用法:一.左键点击需要的复制工具。
二.在画布里选择需要的复制的区域点击左键确定。
三.在区域里继续点左键移动鼠标进行复制。
四.达到要求后点作键确定注意:当需要取消选择框时,点击键盘ESC键Ctrl+Z撤销前面步骤设置撤销步骤:高级—设置—高级—撤销数量—当前制版系统开始时没有选择机型及画布大小时:高级—设置—高级—禁止选择机器类型上的勾去掉,确定。
文字:在画布里输入文字填充填充需要的区域(用复制工具将需要填充的区域框住然后在点填充工具)填充行:一行一行的进行填充制版的原理每一个版子都是通过色码,色码对应的针法和功能线搭配而成。
色码共有256种,120种色码为制版时常用色码120—183为使用者巨集(模块)色码共64种,184—255无法使用。
色码讲解正常编织色码:1.前编织(有翻针动作)2.后编织(有翻针动作)3.前后编织(有翻针动作)有翻针动作指当1.2.3.号色码在同一针上使用时,横机会自动将当前色码识别成能相互翻针的色码。
8.前编织(无翻针动作)9.后编织(无翻针动作)10.前后编织(无翻针动作)无翻针动作指8.9.10号色码在同一针上使用时相互之间不会自动翻针需要填翻针动作。
吊目色码(元宝色码)4.前吊目5.后吊目6.前编织后吊目7.前吊目后编织14.前后吊目落布色码15. 前落布17. 后落布落布指将当前针数的衣片(线圈)落下16.无选针踢纱嘴指将纱嘴带出编织区域之外。
注意:当编织区域有其他纱嘴时会引起撞针。
衣片的四种针法1.编织(正常编织)2.不织(无编织动作)3.吊目(元宝针鱼鳞针)4.移针(翻针及接针)如果将一枚针的出针区域换算为1 编织时出针高度为3/4 不织时出针高度为0吊目时出针高度为1/2移针时出针高度为1/4:翻针时出针高度为1接针时出针高度为1/4空转罗纹:前床编织(单面)空转罗纹色码图排6针空转2转8 8 8 8 8 89 9 9 9 9 98 8 8 8 8 81010101010101515151515159 9 9 9 9 98 8 8 8 8 88 8 8 8 8 81010101010109 8 9 8 9 8 988 9 8 9 8 9 8 99 8 9 8 9 8 9 88 9 89 的四行为废纱(鸟眼废纱)10号色一行用图将鸟眼废纱线圈压入针板两行8一行9为车线(抽纱)作用是将废纱与罗纹之间的线圈分离一行15号色是前落布作用辅助车线抽纱的线圈放松。
15号色以下全部是废纱15号色以上的一行10号为空转罗纹起底。
空转落纹前编织一行后编织一行形成衣片上前后都正常成圈衣片,特性空转罗纹转数数法空转起底的10号色一直空转结束。
翻针色码110翻针至前(将所有到前床)100翻针直后(将所有到后床)功能线207度目设定制版时特定组织的度目段,在机器上调整衣片的松紧度填法:从鸟眼废纱开始换一种组织换一种度目。
207度目第一列为正常编织的度目段,第二列为有翻针动作时的度目段注意:分度目时一般从1开始第二列固定数值23度目的解释制版程序功能线207度目对应横机的度目衣片的松紧度需在横机的度目表里填写具体数值,制版程序的207度目只能将制版时的衣片某种组织分成固定的度目段,让横机上的度目调整,分好度目段的数值。
列如:制版程序里鸟眼废纱第一段空转罗纹起底第二段空转罗纹第三段罗纹翻前单面第四段(1转罗纹1转翻针)单面第3段废纱第6段横机上的度目值越小度目越紧,度目值越大度目越松制版程序的207只管特定组织的段数横机的度目主管衣片的松紧度。
209速度解释当制版程序里的特定组织速度分段时对应横机上的速度的速度表的机器运转速度横机速度值越大机器的运转数度越快,数值越小数度越慢,(具体数值0—120)速度和度目填法一样210卷布解释卷布为横机针版下的罗拉作用是将成圈后的衣片往下拉,以免浮起,横机上的数值越大转动的越快,数值越小转动越慢。
211(副卷布)解释功能线主要控制起底版的机器普通机器可不用设置横机上数值越大,起底版拉力越大,数值越小,拉力越小。
卷布填法和度目一样。
213(回转距)设定机头在编织区域外来回的距离具体数值在横机上调整。
回转距的填法:功能线里填213第一行第一列1219纱嘴停放点设定纱嘴在编织区域外停放的距离具体数值在横机上调整。
纱嘴停放点填法功能线里219第1行填1220结束设定当前制花版的结束行。
填法:在制版花版最后一行220第一列填1注意:一个花版只有一个结束点。
222(分别翻针)同一行花版里翻针与翻针之间的针数没有间隔时需在222里填1当不填1时横机会按照花版上的翻针动作执行,横机将当前花版的翻针动作分别形成一针隔一针翻针。
分别翻针:填法第一列从头到尾填1215(纱嘴)每一个衣片都需要用到横机上的纱嘴穿上毛纱才能成圈,所以纱嘴最为重要。
制版程序里纱嘴只有1—8分别对应机器上的1—8号纱嘴特定组织用特定纱嘴,机器上特定纱嘴穿特定毛纱衣片才能按照要求正常成型纱嘴填法,第一列填1—8之间的具体数值其中普通机型废纱一般为1号和8号纱嘴,编织大身包括罗纹时纱嘴数值从横机上的最中间的纱嘴开始使用。
填纱嘴4号5号先用3号6号2号7号1号8号废纱注意点:落布和100号色110号色不需要填纱嘴。
保存:保存当前的花版编译:将当前花版编译成机器上识别的文件,横机上识别的文件为CNT,PAT其中CNT是动作文件。
主要管理机头上的电磁铁机头的运转等会动的文件,PAT是花版文件主要让横机识别在制片程序里色码及色码对应的针法文件。
新建—保存—编译A—新建花版—选择机型画布大小—开始B—制版结束—文件—另存为—设定需要储存当前花版的电脑硬盘或n盘—命为当前花版的文件名。
(让自己知道此花版做的是是双面组织)—保存C—编译:横机—自动生成动作文件。
注意:制版教室恒强制版系统750版本自动生成动作文件后会跳出文框。
步骤为:横机—自动生成动作文件—跳出文框—找到保存步骤时所保存的BMP左键点击—打开保存如需将当前制好的版子拿到横机上去做时:A文件不要中文B名称不要太长最好3—6个字母或数字步骤为:我的电脑—找到保存并编译时的硬盘号将CNT,PAT框住右键发送到移动N盘。
当U盘里已有该文件存好时,可按照自己要求覆盖。
215(纱嘴)衣片里每一种组织都应该是双行,目的是保证纱嘴能够循环并回到初始位置。
当工艺单要求是单行时必须在结束时在废纱里将没有回到初始位置的纱嘴带回初始位置。
0.5=1行1转=2行215纱嘴(第四列)纱嘴方向显示1.代表纱嘴从左边带到右边2.代表纱嘴从右边带到左边注意:在一个花版里每用到一把纱嘴当第一次用是1(方向)时最后一次必须是2(方向)当第一个用的是2(方向)时最后一个必须是1(方向)每一个花版必须要保证纱嘴能够回到初始位置否则编译时会出现(严重警告纱嘴没有回到初始位置)1*1罗纹(排针6针空转1.5转罗文2转单面转)1 1 1 1 1 11 1 1 1 1 11 1 1 1 1 11 1 1 1 1 11 2 1 2 1 28 9 8 9 8 98 9 8 9 8 98 9 8 9 8 98 0 8 0 8 00 9 0 9 0 98 0 8 0 8 08 9 8 9 8 915 15 15 15 15 150 9 0 9 0 98 8 8 8 8 88 8 8 8 8 8110 0 110 0 110 010 10 10 10 10 109 8 9 8 9 88 9 8 9 8 99 8 9 8 9 88 9 8 9 8 9A:下面10行为废纱几种拆线为6—9行1*1罗文起底第11行空转1.5转分别为12—14行罗文2转是15—18行单面是19—22行B从1*1罗文开始正常罗文转数的算法从空转结束开始。
C 从1*1罗文开始罗文可分为:面包底包斜角面包:罗纹第一针为前床针,最后一针为前床针。
底包:罗文第一针为后床针,最后一针为后床针。
斜角:罗纹第一针为前床针,最后一针为后床针。
或第一针为后床针,最后一针为前床针。
注意:当1*1罗纹排针为单数时才能画出面包或底包当排针出现双数时才能画出斜角。
D.1*1后落布方法17 17 17 17 17 1780 80 80 80 80 8099 99 99 99 99 9999 99 99 99 99 990 100 0100 0100 0 100E.1*1罗纹翻单面时可将罗文最后一行的8号改成1号,9号改成2号以便于自翻针前床。
注意:改好后这一行算罗纹转数里,度目速度卷布副卷布单独分一段此段为罗文翻单面放松的一段。
F.1*1罗纹度目(卷布副卷布速度)段数的分法《仅作参考》第一段:废纱第二段:1*1罗纹起底(前落布时,前床开紧,后落布时,后床开紧)第三段:1*1罗纹空转(度目值比罗纹要紧20—40)第四段:1*1罗纹第五段:1*1罗纹翻单面要放松罗纹起底数值G.208摇床208摇床第一列:摇床方向?(0摇床向右1,摇床向左)第二列摇床针数(0不动,1 1针 2 2针最多不能超过7针第三列*位(针对针位)注意:制版后编译机器识别摇床的规律(当同一行同时要左右方向摇床时)A先向左移,在向右移。
B先向后翻,在向前翻C先向单独的翻针在移连续需要的翻针11罗文开始,摇床的位置及针数是为了罗纹起底及罗纹的美观H.1*1罗文摇床填法*位从罗纹起底到罗纹结束只填第3列1*1罗文排针89针底包空转1.5转废纱6转单面10转罗纹20转和罗纹单面用1把纱嘴落布可前落布或后落布罗文密度调紧。
前翻针对应的前落布翻针对应前床。
2*1罗纹排针6针空转1.5转罗纹2转1 1 1 1 1 11 1 1 1 1 11 1 1 1 1 11 1 1 1 1 11 32 13 28 109 8 10 98 109 8 10 98 109 8 10 98 8 0 8 8 00 9 9 0 9 98 8 0 8 8 08 10 9 8 10 915 15 15 15 150 9 9 0 9 98 8 8 8 8 88 8 8 8 8 8110 00 110 0 010 10 10 10 109 8 9 8 9 88 9 8 9 8 99 8 9 8 9 88 9 8 9 8 9A下面10行为废纱,第11行为2*1罗文起底12—14行为2*1空转第15行—18行为2*1罗文第19—22行为单面B. 2*1罗纹后落布方法改6行—10行17 17 17 17 17 178 8 0 8 8 09 9 9 9 9 99 9 9 9 9 90 0 100 0 0 100C.2*1罗纹翻单面可将8好色换为1好色10好号色换为3号色9号色换为2号色此行为罗纹最后一行必须在罗文内。