转速与线速度计算
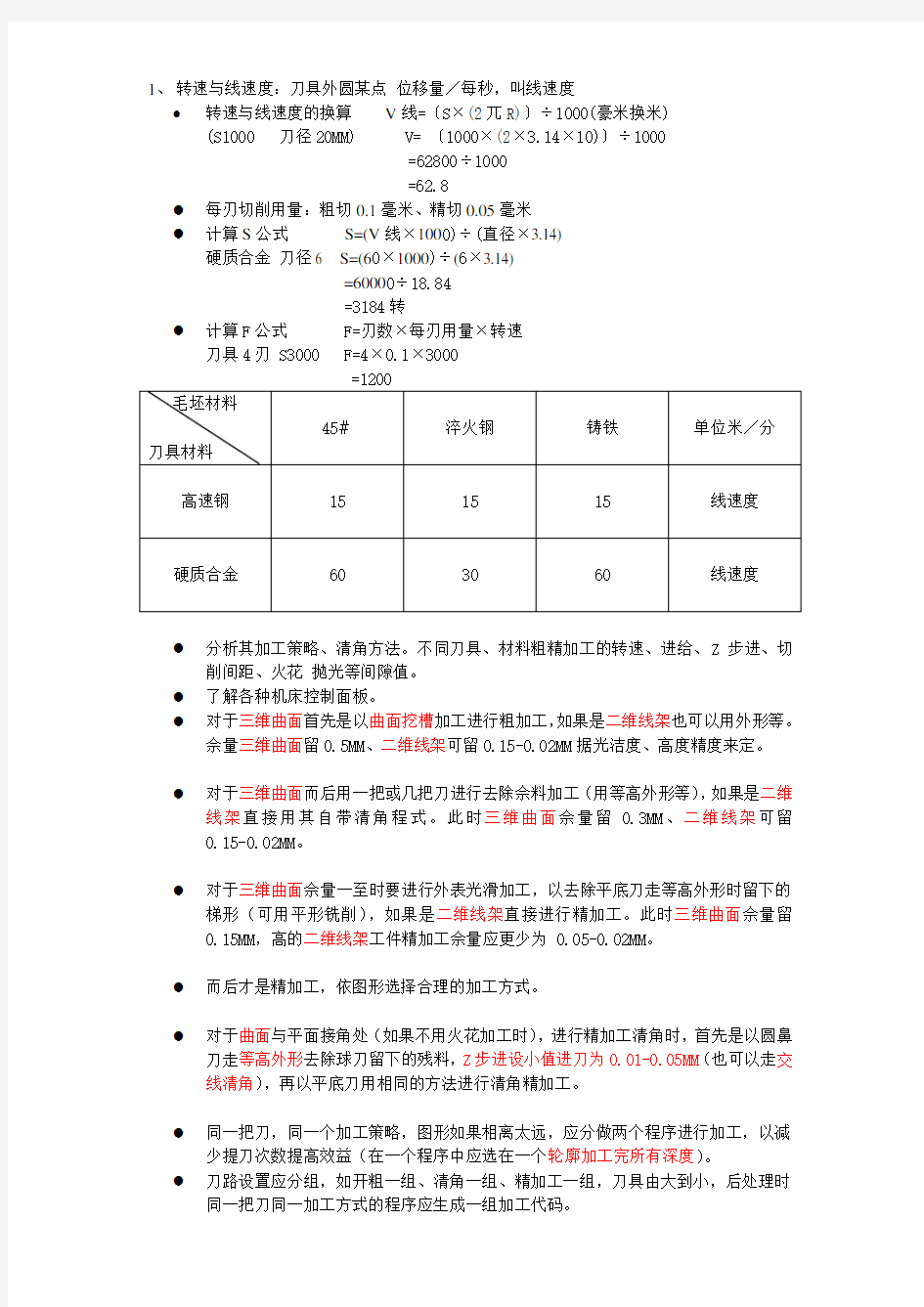

1、转速与线速度:刀具外圆某点位移量/每秒,叫线速度
●转速与线速度的换算V线=〔S×(2兀R)〕÷1000(豪米换米)
(S1000 刀径20MM) V= 〔1000×(2×3.14×10)〕÷1000
=62800÷1000
=62.8
●每刃切削用量:粗切0.1毫米、精切0.05毫米
●计算S公式S=(V线×1000)÷(直径×3.14)
硬质合金刀径6 S=(60×1000)÷(6×3.14)
=60000÷18.84
=3184转
●计算F公式 F=刃数×每刃用量×转速
刀具4刃 S3000 F=4×0.1×3000
=1200
●分析其加工策略、清角方法。不同刀具、材料粗精加工的转速、进给、Z步进、切
削间距、火花抛光等间隙值。
●了解各种机床控制面板。
●对于三维曲面首先是以曲面挖槽加工进行粗加工,如果是二维线架也可以用外形等。
佘量三维曲面留0.5MM、二维线架可留0.15-0.02MM据光洁度、高度精度来定。
●对于三维曲面而后用一把或几把刀进行去除佘料加工(用等高外形等),如果是二维
线架直接用其自带清角程式。此时三维曲面佘量留0.3MM、二维线架可留
0.15-0.02MM。
●对于三维曲面佘量一至时要进行外表光滑加工,以去除平底刀走等高外形时留下的
梯形(可用平形铣削),如果是二维线架直接进行精加工。此时三维曲面佘量留
0.15MM,高的二维线架工件精加工佘量应更少为 0.05-0.02MM。
●而后才是精加工,依图形选择合理的加工方式。
●对于曲面与平面接角处(如果不用火花加工时),进行精加工清角时,首先是以圆鼻
刀走等高外形去除球刀留下的残料,Z步进设小值进刀为0.01-0.05MM(也可以走交线清角),再以平底刀用相同的方法进行清角精加工。
●同一把刀,同一个加工策略,图形如果相离太远,应分做两个程序进行加工,以减
少提刀次数提高效益(在一个程序中应选在一个轮廓加工完所有深度)。
●刀路设置应分组,如开粗一组、清角一组、精加工一组,刀具由大到小,后处理时
同一把刀同一加工方式的程序应生成一组加工代码。
线速度、角速度与转速-速度和转速
线速度、角速度与转速 线速度V就是物体运动的速率。那么物理运动360度的路程为:2πR 这样可以求出它运动一周所需的时间,也就是圆周运动的周期: T=2πR/V 角速度ω就是物体在单位时间内转过的角度。那么由上可知,圆周运动的物体在T (周期)时间内运动的路程为2πR ,也就可以求出它的角速度: ω=2π / T =V / R 线速度与角速度是解决圆周运动的重要工具,解题时要灵活运用。 高一物理公式总结 匀速圆周运动 1.线速度V=s/t=2πR/T 2.角速度ω=Φ/t=2π/T=2πf ω×r=V 3.向心加速度a=V2/R=ω2R=(2π/T)2r 4.向心力F心=mV2/r=mω2r=mr(2π/T)2=mωv=F合 5.周期与频率:T=1/f 6.角速度与线速度的关系:V=ω r 7.角速度与转速的关系ω=2 π n (此处频率与转速意义相同) 8.主要物理量及单位:弧长(s):米(m);角度(Φ):弧度(rad);频率(f):赫(Hz);周期(T):秒(s);转速(n):r/s;半径(r):米(m);线速度(V):m/s;角速度(ω):rad/s;向心加速度:m/s2。 注: (1)向心力可以由某个具体力提供,也可以由合力提供,还可以由分力提供,方向始终与速度方向垂直,指向圆心; (2)做匀速圆周运动的物体,其向心力等于合力,并且向心力只改变速度的方向,不改变速度的大小,因此物体的动能保持不变,向心力不做功,但动量不断改变。 转速、线速度与角速度: v = (2 π r)/T ω = 2 π/T v = 2 π r/60 ω = 2 πn/60 (T为周期,n为转速,即每分钟物体的转数)参考公式:D1=√D2+4TV/3.14 公式中:D1=当前卷径;D=前次卷径㎜;T=料厚μm;V=线速度m/min。
线速度计算实例
例题: 1.链条传动速度为0.5-5m/min,电机采用带减速器电机,速比为50,电机转速为1300r/min,怎么选链轮呢? 解:减速器电机输出转速为n=1300/50=26r/min, 因为链条传动速度V=0.5-5m/min,由V=ndπ所以故链轮直径为d=(0.5-5)/(26*3.14)=0.006-0.06m, 可知链轮的直径太过于小了,所以应该再加一级减速。 2.已知电机转速为1400r/min,滚筒直径为50mm,滚筒链轮为12齿,减速机链轮为17齿,要使滚筒的线速度为10m/min,那么减速机的速比应为多少?解:由V=ndπ可得滚筒的转速为n2=10000/( 3.14*50)=63.7r/min, 由i=n1/n2=Z2/Z1可得减速机输出的转速为n1=12/17*63.7=4 4.9r/min 那么速比为i=1400/44.9=31 。 3.已知电机转速为1440r/min,速比为1:35,减速机链轮为17齿,滚筒链轮为
19,齿滚筒直径为122mm,请问滚筒的线速度为多少?解:减速电机输出的转速n1=1440/35 =41.14r/min, 由速比i=n1/n2=Z2/Z1可得传到滚筒的转速为:n2 =41.14*17/19=36.81r/min, 再由V=ndπ可得滚筒的线速度为V=36.81*122*3.14=14101.9m/min。 4.皮带输送机要求线速度为1.2m/s,针摆减速器速比为1:9,电机的转速为1440r/min,电机传中间减速器,滚筒直径为320mm,求中间减速器的速比。解:减速电机输出的转速n1=1440/9 =160r/min 由V=ndπ可得滚筒的转速n=(1.2*60)/(320*3.14)=71.66r/mim 取整数72 那么中间减速器的速比为i=160:72=20:9。 5.已知电机转速为1400r/min,链轮为17齿;滚筒直径为50mm,链轮为12齿。要使滚筒的线速度为10m/min。求减速机的速比。 解:由V=ndπ可得滚筒的转速n1=(1.2*1000)/(50*3.14)=63.7r/mim 由速比i=n1/n2=Z2/Z1可得到到滚筒时的转速::n2= 63.7*12/17=45r/min, 则减速机的速比i=1400/45=31。 6.计算A辊与B辊的线速度比。
线速度究竟应该怎样定义
“线速度"究竟应该怎样定义? 南京市金陵中学晓建选自《物理教师》2009年第7期关于圆周运动的“线速度”概念,很多教材都是用“弧长与时间的比值”来定义。若从其物理本质上来分析,这样的定义方式其实是犯了一个根本性错误。那么,“线速度”概念究竟应该怎样定义呢?本文所做的相关研究就是针对着这一问题而展开的。 1.教材针对“线速度”概念给出的定义 在“人教版”新课标教材《物理·必修2》(2004年 5月第1版P45)中,针对圆周运动的“线速度”给出了 如下定义:圆周运动的快慢可以用物体通过的弧长与所 用时间的比值来量度。例如在图1中,物体沿圆弧由M 向N运动,某时刻t经过A点。为了描述物体经过A点 附近时运动的快慢,可以从此时刻开始,取一段很短的 时间Δt,物体在这段时间内由A运动到B,通过的弧长 为Δl。比值Δl Δt反映了物体运动的快慢,把它称为线速度(linear velocity),用v表示。则 v=Δl Δt(1) 2.教材所定义的“线速度”存在的问题 教材所定义的“线速度”概念存在着若干问题,这里仅就其中两个最主要的问题分析如下。 (1)用“弧长与时间的比值”所定义的“线速度”不可能是矢量 教材一方面用“弧长与时间的比值”定义“线速度”,另一方面却又坚持认为“线速度”是矢量,这显然是错误的。“弧长”和“时间”都是“只有大小、没有方向”的标量,“弧长与时间的比值”怎么可能会是矢量呢? 教材为了使作为定义“线速度”的“弧长与时间的 比值”这一标量变为矢量,只能硬性为其赋予方向,教 材中写道:“线速度是矢量。图1中物体在A点的线速度 的方向就是AB位移的方向。显然,当Δt很小时,该方 向是和半径OA垂直的,即和圆弧相切。”其实,这样的 描述是不确切的,“物体在A点的线速度的方向”怎么能
最新角速度与线速度的定义及公式
1、角速度是单位时间内转过的弧度(角度),线速度是单位时间内走过的距离,二者都是矢量。 角速度:连接运动质点和圆心的半径在单位时间内转过的弧度叫做“角速度”。角速度的单位是弧度/秒,读作弧度每秒。它是描述物体转动或一质点绕另一质点转动的快慢和转动方向的物理量。物体运动角位移的时间变化率叫瞬时角速度(亦称即时角速度),单位是弧度?秒-1。 对于匀速圆周运动,角速度ω是一个恒量,可用运动物体与圆心联线所转过的角位移Δθ和所对应的时间Δt之比表示ω=△θ/△t。 2、线速度:质点(或物体上各点)作曲线运动(包括圆周运动)时所具有的即时速度。它的方向沿运动轨道的切线方向,故又称切向速度。它是描述作曲线运动的质点运动快慢和方向的物理量。物体上各点作曲线运动时所具有的即时速度,其方向沿运动轨道的切线方向。 在匀速圆周运动中,线速度的大小等于运动质点通过的弧长(S)和通过这段弧长所用的时间(△t)的比值。即v=S/△t,在匀速圆周运动中,线速度的大小虽不改变,但它的方向时刻在改变。它和角速度的关系是v=ωR。线速度的单位是米/秒。 线速度 在匀速圆周运动中,线速度的大小等于运动质点通过的弧长(S)和通过这段弧长所用的时间(△t)的值。即v=S/△t,也是v=2πr/T,在匀速圆周运动中,线速度的大小虽不改变,但它的方向时刻在改变。它和角速度的关系是v=ωr v=ωr=2πrf=2πnr=2πr/T 当运动质点做圆周运动的同时也做另一种平动时,例如汽车车轮上的某一定点,此时该质点的线速度为做圆周运动的线速度(w*r)与平动运动的速度(v')的矢量之和:v=w*r+v' 角速度 角速度的矢量性:v=ω×r,其中,×表示矢量相乘(叉乘),方向由右手螺旋定则确定,r为矢径,方向由圆心向外。 匀速圆周运动中的角速度:对于匀速圆周运动,角速度ω是一个恒量,可用运动物体与圆心联线所转过的角位移Δθ和所对应的时间Δt之比表示 ω=△θ/△t,还可以通过V(线速度)/R(半径)求出。 角速度就是在物理学中描述物体转动时在单位时间内转过角度以及转动方向的矢量(更准确地说,是伪矢量),通常用希腊字母Ω或ω来表示。
加工中心常用计算公式
θ=b/a θ=tan-1b/a θ=b/c Cos=a/c Vc=(π*D*S)/1000 Vc:线速度(m/min) π:圆周率 D:刀具直径(mm) S:转速(rpm) 例题. 使用Φ25的铣刀Vc为(m/min)25求S=rpm Vc=πds/1000 25=π*25*S/1000 S=1000*25/ π*25 S=320rpm F=S*Z*Fz F:进给量(mm/min) S:转速(rpm) Z:刃数 Fz:(实际每刃进给) 例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F 值)为多少(Fz= F=S*Z*Fz
F=2000*2* F=1000(mm/min) Scallop=(ae*ae)/8R Scallop:残料高(mm) ae:XYpitch(mm) R刀具半径(mm) 例题.Φ20R10精修2枚刃,预残料高,求Pitch为多 少mm Scallop=ae2/8R =ae2/8*10 ae= Φ=√2R2 X、Y=D/4 Φ:逃料孔直径(mm) R刀具半径(mm) D:刀具直径(mm) 例题. 已知一模穴须逃角加工(如图), 所用铣刀为ψ10;请问逃角孔最小 为多少圆心坐标多少 Φ=√2R2 Φ=√2*52 Φ=(mm)
X、Y=D/4 X、Y=10/4 X、Y= mm 圆心坐标为, Q=(ae*ap*F)/1000 Q:取料量(cm3/min) ae:XYpitch(mm)ap:Zpitch(mm) 例题. 已知一模仁须cavity等高加工,Φ35R5的刀XYpitch是刀具的60%,每层切,进给量为2000mm/min,求此刀具的取料量为多少 Q=(ae*ap*F)/1000 Q=35***2000/1000 Q=63 cm3/min Fz=hm * √(D/ap ) Fz:实施每刃进给量hm:理论每刃进给量ap:Zpitch(mm) D:刀片直径(mm) 例题(前提depo XYpitch是刀具的60%) depoΦ35R5的刀,切削NAK80材料hm为,Z轴切深,求每刃进给量为多少 Fz=hm * √(D/ap ) Fz=*√10/
MD330恒线速度控制模式放卷典型应用
MD330恒线恒线速度控制模式速度控制模式速度控制模式放放卷典型应用 一. 闭环速度闭环速度控制控制控制模式简介模式简介 MD330参数设置及调试需要《MD330张力控制专用变频器用户手册》与《MD320用户手册》结合使用。前者仅介绍与卷曲张力控制有关的部分,其他的基本功能请参考后者来设置。当张力控制模式选为无效(FH-00=0)时,变频器的功能与MD320完全相同。 MD330用于卷曲控制,可以自动计算卷径,在卷径变化时仍能够获得恒张力效果。在没有卷径变化的场合实现恒转矩控制,建议使用MD320或MD380变频器。 选用张力控制模式后,变频器的输出频率和转矩由张力控制功能自动产生,F0组中频率源的选择将不起作用。 恒线速度恒线速度控制模式控制模式控制模式放放卷典型应用示意图卷典型应用示意图:: 该控制模式的原理是通过设定的线速度和当前卷径来控制变频器的输出频率,即ω=V/R ,实时计算卷径R ,根据R 的变化来调节角速度ω(输出频率f = ω /2π),从而使得线速度V 恒定。速度模式变频器可工作在无速度传感器矢量控制、有速度传感器矢量控制和V/F 控制三种方式中的任何一种。 卷径计算有两种方法,一种是通过线速度计算,另一种是通过厚度累计计算。其中,通过线速度计算时,须注意区分设定线速度与实际线速度,卷径计算需要的是实际的线速度,而非设定的线速度。同时,线速度设定源(FH-58)与实际线速度检测反馈源(FH-27)不能雷同。 这种模式下,张力设定部分无效。 与恒线恒线速度模式有关的功能模块速度模式有关的功能模块速度模式有关的功能模块:: 1、卷径计算部分:计算实际卷径。变频器获取实际线速度信号计算当前卷径,以调整输出频率, 达到线速度恒定。或者通过百度累计计算的方法来计算实际卷径。 2、线速度输入部分:仅当通过线速度计算卷径时需要。 3、厚度累计计算卷径部分:仅当卷径计算方法选择通过厚度累计计算时需要。 恒线恒线速度控制模式机械传动比设计需注意的问题速度控制模式机械传动比设计需注意的问题速度控制模式机械传动比设计需注意的问题:: 速度控制模式下机械传动比对变频器输出频率的影响: 设机械传动比=电机转速/卷轴转速=K :1 ,卷径为R (单位:m ),系统线速度为V (单位:m/min ). 那么换算到电机轴的转速为:R KV n π2= ;
CNC常用计算公式
CNC常用计算公式
CNC常用计算公式 一、三角函数计算 1.tanθ=b/a θ=tan-1b/a 2.Sinθ=b/c Cos=a/c 二、切削速度的计算 Vc=(π*D*S)/1000 Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm) S:转速(rpm) 例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpm Vc=πds/1000 25=π*25*S/1000 S=1000*25/ π*25 S=320rpm 三、进给量(F值)的计算 F=S*Z*Fz F:进给量(mm/min) S:转速(rpm) Z:刃数 Fz:(实际每刃进给) 例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
X、Y=10/4 X、Y=2.5 mm 圆心坐标为(2.5,-2.5) 六、取料量的计算 Q=(ae*ap*F)/1000 Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm) 例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch 是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少? Q=(ae*ap*F)/1000 Q=35*0.6*1.5*2000/1000 Q=63 cm3/min 七、每刃进给量的计算 Fz=hm * √(D/ap ) Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm) D:刀片直径(mm) 例题 (前提depo XY pitch是刀具的60%) depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少? Fz=hm * √(D/ap ) Fz=0.2*√10/1.5
线速度计算实例
例题: 1.链条传动速度为min,电机采用带减速器电机,速比为50,电机转速为1300r/min,怎么选链轮呢 解:减速器电机输出转速为n=1300/50=26r/min, 因为链条传动速度V=min,由V=ndπ所以故链轮直径为d=/(26*=, 可知链轮的直径太过于小了,所以应该再加一级减速。 2.已知电机转速为1400r/min,滚筒直径为50mm,滚筒链轮为12齿,减速机链轮为17齿,要使滚筒的线速度为10m/min,那么减速机的速比应为多少解:由V=ndπ可得滚筒的转速为n2=10000/*50)=min, 由i=n1/n2=Z2/Z1可得减速机输出的转速为n1=12/17*=min 那么速比为i=1400/=31 。 3.已知电机转速为1440r/min,速比为1:35,减速机链轮为17齿,滚筒链轮为19,齿滚筒直径为122mm,请问滚筒的线速度为多少解:减速电机输出的转
速n1=1440/35 =min, 由速比i=n1/n2=Z2/Z1可得传到滚筒的转速为:n2 =*17/19=min, 再由V=ndπ可得滚筒的线速度为V=*122*=min。 4.皮带输送机要求线速度为s,针摆减速器速比为1:9,电机的转速为1440r/min,电机传中间减速器,滚筒直径为320mm,求中间减速器的速比。解:减速电机输出的转速n1=1440/9 =160r/min 由V=ndπ可得滚筒的转速n=*60)/(320*=mim 取整数72 那么中间减速器的速比为i=160:72=20:9。 5.已知电机转速为1400r/min,链轮为17齿;滚筒直径为50mm,链轮为12齿。要使滚筒的线速度为10m/min。求减速机的速比。 解:由V=ndπ可得滚筒的转速n1=*1000)/(50*=mim 由速比i=n1/n2=Z2/Z1可得到到滚筒时的转速::n2= *12/17=45r/min, 则减速机的速比i=1400/45=31。 6.计算A辊与B辊的线速度比。
计算公式大全
网络工程师软考常用计算公式 单位的换算 1字节(B)=8bit 1KB=1024字节1MB=1024KB 1GB=1024MB 1TB=1024GB 通信单位中K=千,M=百万 计算机单位中K=210,M=220 倍数刚好是1024的幂 ^为次方;/为除;*为乘;(X/X)为单位 计算总线数据传输速率 总线数据传输速率=时钟频率(Mhz)/每个总线包含的时钟周期数*每个总线周期传送的字节数(b) 计算系统速度 每秒指令数=时钟频率/每个总线包含时钟周期数/指令平均占用总线周期数 平均总线周期数=所有指令类别相加(平均总线周期数*使用频度) 控制程序所包含的总线周期数=(指令数*总线周期数/指令) 指令数=指令条数*使用频度/总指令使用频度 每秒总线周期数=主频/时钟周期 FSB带宽=FSB频率*FSB位宽/8
计算机执行程序所需时间 P=I*CPI*T 执行程序所需时间=编译后产生的机器指令数*指令所需平均周期数*每个机器周期时间指令码长 定长编码:码长>=log2 变长编码:将每个码长*频度,再累加其和 平均码长=每个码长*频度 流水线计算 流水线周期值等于最慢的那个指令周期 流水线执行时间=首条指令的执行时间+(指令总数-1)*流水线周期值 流水线吞吐率=任务数/完成时间 流水线加速比=不采用流水线的执行时间/采用流水线的执行时间 存储器计算 存储器带宽:每秒能访问的位数单位ns=10-9秒 存储器带宽=1秒/存储器周期(ns)*每周期可访问的字节数 (随机存取)传输率=1/存储器周期 (非随机存取)读写N位所需的平均时间=平均存取时间+N位/数据传输率
转速与线速度计算
1、转速与线速度:刀具外圆某点位移量/每秒,叫线速度 ●转速与线速度的换算V线=〔S×(2兀R)〕÷1000(豪米换米) (S1000 刀径20MM) V= 〔1000×(2×3.14×10)〕÷1000 =62800÷1000 =62.8 ●每刃切削用量:粗切0.1毫米、精切0.05毫米 ●计算S公式S=(V线×1000)÷(直径×3.14) 硬质合金刀径6 S=(60×1000)÷(6×3.14) =60000÷18.84 =3184转 ●计算F公式 F=刃数×每刃用量×转速 刀具4刃 S3000 F=4×0.1×3000 =1200 ●分析其加工策略、清角方法。不同刀具、材料粗精加工的转速、进给、Z步进、切 削间距、火花抛光等间隙值。 ●了解各种机床控制面板。 ●对于三维曲面首先是以曲面挖槽加工进行粗加工,如果是二维线架也可以用外形等。 佘量三维曲面留0.5MM、二维线架可留0.15-0.02MM据光洁度、高度精度来定。 ●对于三维曲面而后用一把或几把刀进行去除佘料加工(用等高外形等),如果是二维 线架直接用其自带清角程式。此时三维曲面佘量留0.3MM、二维线架可留 0.15-0.02MM。 ●对于三维曲面佘量一至时要进行外表光滑加工,以去除平底刀走等高外形时留下的 梯形(可用平形铣削),如果是二维线架直接进行精加工。此时三维曲面佘量留 0.15MM,高的二维线架工件精加工佘量应更少为 0.05-0.02MM。 ●而后才是精加工,依图形选择合理的加工方式。 ●对于曲面与平面接角处(如果不用火花加工时),进行精加工清角时,首先是以圆鼻 刀走等高外形去除球刀留下的残料,Z步进设小值进刀为0.01-0.05MM(也可以走交线清角),再以平底刀用相同的方法进行清角精加工。 ●同一把刀,同一个加工策略,图形如果相离太远,应分做两个程序进行加工,以减 少提刀次数提高效益(在一个程序中应选在一个轮廓加工完所有深度)。 ●刀路设置应分组,如开粗一组、清角一组、精加工一组,刀具由大到小,后处理时 同一把刀同一加工方式的程序应生成一组加工代码。
CNC常用计算公式
CNC常用计算公式 一、三角函数计算 1.tanθ=b/a θ=tan-1b/a 2.Sinθ=b/c Cos=a/c 二、切削速度的计算 Vc=(π*D*S)/1000 Vc:线速度(m/min) π:圆周率(3.14159) D:刀具直径(mm) S:转速(rpm) 例题. 使用Φ25的铣刀Vc为(m/min)25 求S=?rpm Vc=πds/1000 25=π*25*S/1000 S=1000*25/ π*25 S=320rpm 三、进给量(F值)的计算 F=S*Z*Fz F:进给量(mm/min) S:转速(rpm) Z:刃数 Fz:(实际每刃进给) 例题.一标准2刃立铣刀以2000rpm)速度切削工件,求进给量(F
值)为多少?(Fz=0.25mm) F=S*Z*Fz F=2000*2*0.25 F=1000(mm/min) 四、残料高的计算 Scallop =(ae *ae )/8R Scallop :残料高(mm) ae :XY pitch(mm) R 刀具半径(mm) 例题. Φ20R10精修2枚刃,预残料高0.002mm ,求Pitch 为多 少?mm Scallop=ae 2/8R 0.002=ae 2/8*10 ae=0.4mm 五、逃料孔的计算 Φ=√2R2 X、Y=D/4 Φ:逃料孔直径(mm) R 刀具半径(mm) D :刀具直径(mm) 例题. 已知一模穴须逃角加工(如图), 所用铣刀为ψ10;请问逃角孔最小 为多少?圆心坐标多少? Φ=√2R2 Φ=√2*52 Φ=7.1(mm) X、Y=D/4
X、Y=10/4 X、Y=2.5 mm 圆心坐标为(2.5,-2.5) 六、取料量的计算 Q=(ae*ap*F)/1000 Q:取料量(cm3/min)ae:XY pitch(mm) ap:Z pitch(mm) 例题. 已知一模仁须cavity等高加工,Φ35R5的刀XY pitch 是刀具的60%,每层切1.5mm,进给量为2000mm/min,求此刀具的取料量为多少? Q=(ae*ap*F)/1000 Q=35*0.6*1.5*2000/1000 Q=63 cm3/min 七、每刃进给量的计算 Fz=hm * √(D/ap ) Fz:实施每刃进给量hm:理论每刃进给量 ap:Z pitch(mm) D:刀片直径(mm) 例题 (前提depo XY pitch是刀具的60%) depoΦ35R5的刀,切削NAK80材料hm为0.15mm,Z轴切深1.5mm,求每刃进给量为多少? Fz=hm * √(D/ap ) Fz=0.2*√10/1.5
最全的功率计算公式
最全的功率计算公式 概述 功率包括电功率、机械功率。电功率又包括直流电功率、交流电功率和射频功率;交流功率又包括正弦电路功率和非正弦电路功率;机械功率又包括线位移功率和角位移功率,角位移功率常见于电机输出功率;电功率还可分为瞬时功率、平均功率(有功功率)、无功功率、视在功率。在电学中,不加特殊声明时,功率均指有功功率。在非正弦电路中,无功功率又可分为位移无功功率,畸变无功功率,两者的方和根称为广义无功功率。 本文列出了上述所有功率计算公式,文中p(t)指瞬时功率。u(t)、i(t)指瞬时电压和瞬时电流。U、I指电压、电流有效值,P指平均功率。 1普遍适用的功率计算公式 在电学中,下述瞬时功率计算公式普遍适用 在力学中,下述瞬时功率计算公式普遍适用
在电学和力学中,下述平均功率计算公式普遍适用 W为时间T内做的功。 在电学中,上述平均功率P也称有功功率,P=W/T作为有功功率计算公式普遍适用。 在电学中,公式(3)还可用下述积分方式表示 其中,T为周期交流电信号的周期、或直流电的任意一段时间、或非周期交流电的任意一段时间。电学中,公式(3)和(4)的物理意义完全相同。 电学中,对于二端元件或二端电路,下述视在功率计算公式普遍适用: 2直流电功率计算公式 已知电压、电流时采用上述计算公式。 已知电压、电阻时采用上述计算公式。 已知电流、电阻时采用上述计算公式。
针对直流电路,下图分别列出了电压、电流、功率、电阻之间相互换算关系。 3正弦交流电功率计算公式 正弦交流电无功功率计算公式: 正弦交流电有功功率计算公式: 正弦电流电路中的有功功率、无功功率、和视在功率三者之间是一个直角三角形的关系: 当负载为纯电阻时,下式成立: 此时,直流电功率计算公式同样适用于正弦交流电路。
线速度
资源信息表
第四章 B 角速度角速度与线速度的关系 执教:上外附属大境中学方成亚 一、教学任务分析 本设计的主要内容有:角速度,角速度与线速度的关系,角速度、线速度与周期及转速的关系。它是对描述匀速圆周运动的进一步学习,也是今后学习“向心力、向心加速度”等内容的重要基础。 本课从观看教室中电风扇的转动入手,通过对叶片上各质点运动相同点、不同点的比较,建立角速度概念。 通过实例首先让学生讨论角速度与线速度的关系,进而利用已学物理学知识、数学知识推导它们的关系,以达到对知识的真正理解,起到突出重点,突破难点的作用。 教学中通过对自行车等实际物体运动的探索研究,让学生感受到圆周运动在生产、生活、科技中的广泛存在及应用,从而对圆周运动问题产生较强的兴趣,也为以后的学习打下较好地基础。 二、教学目标 1.知识与技能 (1)理解角速度的概念并知道其单位。 (1)理解角速度与线速度的关系。 (1)知道周期、转速与角速度、线速度的关系。 2.过程与方法 (1)通过从实例的分析建立“角速度”概念的过程,认识到联系实际进行分析、归纳是建立物理概念的重要方法之一。 (2)通过应用比较的方法,认识描述“直线运动”和“圆周运动”方法的区别,感受比较的方法在区分类似物理概念中的作用。 3.情感、态度与价值观 (1)通过对生活实例的分析以及对自行车相关问题的探索研究,感悟物理源于生活,提高学习物理的兴趣。 (2)通过教学过程中的讨论、交流,感受交流合作是学习的重要方式之一,激发与他人合作、交流的愿望。 三、教学的重点和难点 重点:角速度的概念以及角速度与线速度的关系。 难点:角速度的概念以及其单位rad/s(弧度/秒)的含义。 四、教学资源 电脑、投影仪、多媒体课件、自行车等。
线速度讲解
深解数控车线速度 三个相关指令: G97:主轴恒转速控制(r/min) G96:恒线速速度控制 (m/min) G50:主轴最高转速的设定 (m/min) 你在机床中输入G97 S1000,就是告诉机床主轴每分钟会旋转1000转。 G97指令是控制主轴转速的。(如果你程序中不写G97,直接S1000,主轴还是会1000r/min,因为机床默认G97,在编程时候这个指令可以省略。 G96:恒线速度控制 你在机床中输入G96 S200,那么机床主轴线速度就是200,这又是什么感念呢? 线速度,线速度其实也就是速度 速度=距离/时间 假如有个零件直径是D133.O 你需以S300 (转/分钟)来车外圆,那么这个零件(D133)每分钟旋转多长的距离?
距离=3.14*D *S(D为直径,S为转速) 那么线速度是如何计算呢?也是 速度=距离/时间单位是:米/分钟 时间是一分钟 线速度=(3.14*133.0*300)/1??对吗? 不对,因为线速度的单位规定为:米/分钟,零件直径单位是毫米(mm),所以需要换算成米(m)即还要除以1000 所以线速度如下: 线速度=(3.14*133.0*300)/1000 那么你车端面,从直径D133车到零件中心O位置,假如我按照默认指令G97 S200,当车到直径D10处,那么此时的线速度是多少呢? 答案是:6.28 m/min 线速度=(3.14*D*S wx-lembou)/1000 随着直径越小,线速度越小。所以我们在车外径变化时为了达到好的光洁度,请尽量使用线速度 . 当然影响零件的光洁度,因素很多,比如刀具就是一个很重要的原因,
物理3-1所有计算公式
物理选修3-1所有计算公式 1.两种电荷、电荷守恒定律、元电荷:(e=1.60×10-19C);带电体电荷量等于元电荷的整数倍 2.库仑定律:F=kQ1Q2/r2(在真空中){F:点电荷间的作用力(N),k:静电力常量k=9.0×109N?m2/C2,Q1、Q2:两点电荷的电量(C),r:两点电荷间的距离(m),方向在它们的连线上,作用力与反作用力,同种电荷互相排斥,异种电荷互相吸引} 3.电场强度:E=F/q(定义式、计算式){E:电场强度(N/C),是矢量(电场的叠加原理),q:检验电荷的电量(C)} 4.真空点(源)电荷形成的电场E=kQ/r2 {r:源电荷到该位置的距离(m),Q:源电荷的电量} 5.匀强电场的场强E=U AB/d {U AB:AB两点间的电压(V),d:AB两点在场强方向的距离(m)} 6.电场力:F=qE {F:电场力(N),q:受到电场力的电荷的电量(C),E:电场强度(N/C)} 7.电势与电势差:UAB=φA-φB,U AB=W AB/q=-ΔE PAB/q 8.电场力做功:W AB=qU AB=Eqd{W AB:带电体由A到B时电场力所做的功(J),q:带电量(C),U AB:电场中A、B两点间的电势差(V)(电场力做功与路径无关),E:匀强电场强度,d:两点沿场强方向的距离(m)} 9.电势能:E A=qφA{E A:带电体在A点的电势能(J),q:电量(C),φA:A点的电势(V)} 10.电势能的变化ΔE p AB=E B-E A{带电体在电场中从高中物理电路实验A位置到B 位置时电势能的差值} 11.电场力做功与电势能变化ΔE AB=-W AB=-qU AB(电势能的增量等于电场力做功的负值) 12.电容C=Q/U(定义式,计算式) {C:电容(F),Q:电量(C),U:电压(两极板电势差)(V)} 13.平行板电容器的电容C=εS/4πkd(S:两极板正对面积,d:两极板间的垂直距离,ε:介电常数)常见电容器 14.带电粒子在电场中的加速(V o=0):W=ΔE K或qU=mV t2/2,Vt=(2qU/m)1/2 15.带电粒子沿垂直电场方向以速度V o进入匀强电场时的偏转(不考虑重力作用的情况下) 类平抛运动 垂直电场方向:匀速直线运动L=V o t(在带等量异种电荷的平行极板中:E=U/d) 平行电场方向:初速度为零的匀加速直线运动d=at2/2,a=F/m=qE/m = qU/dm 注:(1)两个完全相同的带电金属小球接触时,电量分配规律:原带异种电荷的先中和后平分,原带同种电荷的总量平分; (2)电场线从正电荷出发终止于负电荷,电场线不相交,切线方向为场强方向,电场线密处场强大,顺着电场线电势越来越低,电场线与等势线垂直; (3)常见电场的高中物理知识点总结电场线分布要求熟记; (4)电场强度(矢量)与电势(标量)均由电场本身决定,而电场力与电势能还与带电体带的电量多少和电荷正负有关; (5)处于静电平衡导体是个等势体,表面是个等势面,导体外表面附近的电场线垂直于导体表面,导体内部合场强为零,导体内部没有净电荷,净电荷只分布于导体外表面; (6)电容单位换算:1F=106μF=1012PF; (7)电子伏(eV)是能量的单位,1eV=1.60×10-19J; (8)其它相关内容:静电屏蔽、示波管、示波器及其应用、等势面 16、静止带电粒子在同一加速电场和偏转电场中运动。 偏转位移:速度偏转夹角: 十一、恒定电流 1.电流强度:I=q/t{I:电流强度(A),q:在时间t内通过导体横载面的电量(C),t:时间(s)} 2.欧姆定律:I=U/R {I:导体电流强度(A),U:导体两端电压(V),R:导体阻值(Ω)} 3.电阻、电阻定律:R=ρL/S{ρ:电阻率(Ω?m),L:导体的长度(m),S:导体横截面积(m2)} 4.闭合电路欧姆定律:I=E/(r +R)或E=Ir +IR也可以是E=U内+U外 {I:电路中的总电流(A),E:电源电动势(V),R:外电路电阻(Ω),r:电源内阻(Ω)} 5.电功与电功率:W=UIt,P=UI{W:电功(J),U:电压(V),I:电流(A),t:时间(s),P:电功率(W)} 6.焦耳定律:Q=I2Rt{Q:电热(J),I:通过导体的电流(A),R:导体的电阻值(Ω),t:通电时间(s)} 7.纯电阻电路中:由于I=U/R,W=Q,因三此W=Q=UIt=I2Rt=U2t/R 8.电源总动率、电源输出功率、电源效率:P总=IE,P出=IU,η=P出/P总*100%={I:电路总电流(A),E:电源电动势(V),U:路端电压(V),η:电源效率} 9.电路的串/并联串联电路(P、U与R成正比) 并联电路(P、I与R成反比) d U l U y 1 2 2 4 =θ tan d U l U 1 2 2 =
线速度、角速度、速度关系
线速度、角速度与转速 线速度、角速度与转速 线速度V就是物体运动的速率。那么物理运动360度的路程为:2πR 这样可以求出它运动一周所需的时间,也就是圆周运动的周期: T=2πR/V 角速度ω就是物体在单位时间内转过的角度。那么由上可知, 圆周运动的物体在T(周期)时间内运动的路程为2πR ,也就可以 求出它的角速度: ω=2π / T =V / R 线速度与角速度是解决圆周运动的重要工具,解题时要灵活运用。高一物理公式总结 匀速圆周运动 1.线速度V=s/t=2πR/T 2.角速度ω=Φ/t=2π/T=2πf ω×r=V 3.向心加速度a=V2/R=ω2R=(2π/T)2r 4.向心力F心=mV2/r=mω2r=mr(2π/T)2=mωv=F合 5.周期与频率:T=1/f 6.角速度与线速度的关系:V=ω r 7.角速度与转速的关系ω=2 π n (此处频率与转速意义相同) 8.主要物理量及单位:弧长(s):米(m);角度(Φ):弧度(rad);频率(f):赫(Hz);周期(T):秒(s);转速(n):r/s;半径(r):米(m);线速度(V):m/s;角速度(ω):rad/s;向心加速度:m/s2。 注: (1)向心力可以由某个具体力提供,也可以由合力提供,还可以由 分力提供,方向始终与速度方向垂直,指向圆心; (2)做匀速圆周运动的物体,其向心力等于合力,并且向心力只改 变速度的方向,不改变速度的大小,因此物体的动能保持不变,向心力不做功,但动量不断改变。 转速、线速度与角速度: v = (2 π r)/Tω = 2 π/T v = 2 π r/60ω = 2 πn/60 (T为周期,n为转速,即每分钟物体的转数)
线速度计算实例
例题:? 1.链条传动速度为0.5-5m/min,电机采用带减速器电机,速比为50,电机转速为1300r/min,怎么选链轮呢?? 解:减速器电机输出转速为n=1300/50=26r/min,? 因为链条传动速度V=0.5-5m/min,由V=ndπ所以故链轮直径为d=(0.5-5)/(26*3.14)=0.006-0.06m,? 可知链轮的直径太过于小了,所以应该再加一级减速。? 2.已知电机转速为1400r/min,滚筒直径为50mm,滚筒链轮为12齿,减速机链轮为17齿,要使滚筒的线速度为10m/min,那么减速机的速比应为多少??解:由V=ndπ可得滚筒的转速为n2=10000/( 3.14*50)=63.7r/min,?由i=n1/n2=Z2/Z1可得减速机输出的转速为n1=12/17*63.7=4 4.9r/min?那么速比
为i=1400/44.9=31?。? 3.已知电机转速为1440r/min,速比为1:35,减速机链轮为17齿,滚筒链轮为19,齿滚筒直径为122mm,请问滚筒的线速度为多少??解:减速电机输出的转速n1=1440/35?=41.14r/min,? 由速比i=n1/n2=Z2/Z1可得传到滚筒的转速为:n2?=41.14*17/19=36.81r/min,?再由V=ndπ可得滚筒的线速度为V=36.81*122*3.14=14101.9m/min。? 4.皮带输送机要求线速度为1.2m/s,针摆减速器速比为1:9,电机的转速为1440r/min,电机传中间减速器,滚筒直径为320mm,求中间减速器的速比。??解:减速电机输出的转速n1=1440/9?=160r/min? 由V=ndπ可得滚筒的转速n=(1.2*60)/(320*3.14)=71.66r/mim?取整数72? 那么中间减速器的速比为i=160:72=20:9。? 5.已知电机转速为1400r/min,链轮为17齿;滚筒直径为50mm,链轮为12齿。要使滚筒的线速度为10m/min。求减速机的速比。? 解:由V=ndπ可得滚筒的转速n1=(1.2*1000)/(50*3.14)=63.7r/mim?由速比i=n1/n2=Z2/Z1可得到到滚筒时的转速::n2=?63.7*12/17=45r/min,?则减速机的速比i=1400/45=31。 6.计算A辊与B辊的线速度比。
线速度角速度速度关系完整版
线速度角速度速度关系 HEN system office room 【HEN16H-HENS2AHENS8Q8-HENH1688】
线速度、角速度与转速 线速度、角速度与转速 线速度V就是物体运动的速率。那么物理运动360度的路程为:2πR 这样可以求出它运动一周所需的时间,也就是圆周运动的周期: T=2πR/V 角速度ω就是物体在单位时间内转过的角度。那么由上可知,圆周运动的物体在T(周期)时间内运动的路程为2πR ,也就可以求出它的角速度: ω=2π / T =V / R 线速度与角速度是解决圆周运动的重要工具,解题时要灵活运用。 高一物理公式总结 匀速圆周运动 1.线速度V=s/t=2πR/T 2.角速度ω=Φ/t=2π/T=2πf ω×r=V 3.向心加速度a=V2/R=ω2R=(2π/T)2r 4.向心力F心=mV2/r=mω2r=mr(2π/T)2=mωv=F合 5.周期与频率:T=1/f 6.角速度与线速度的关系:V=ω r 7.角速度与转速的关系ω=2 π n (此处频率与转速意义相同) 8.主要物理量及单位:弧长(s):米(m);角度(Φ):弧度(rad);频率(f):赫(Hz);周期(T):秒(s);转速(n):r/s;半径(r):米(m);线速度(V):m/s;角速度(ω):rad/s;向心加速度: m/s2。 注: (1)向心力可以由某个具体力提供,也可以由合力提供,还可以由分力提供,方向始终与速度方向垂直,指向圆心; (2)做匀速圆周运动的物体,其向心力等于合力,并且向心力只改变速度的方向,不改变速度的大小,因此物体的动能保持不变,向心力不做功,但动量不断改变。 转速、线速度与角速度: v = (2 π r)/T ω = 2 π/T v = 2 π r/60 ω = 2 π n/60 (T为周期,n为转速,即每分钟物体的转数)
线速度计算实例
例题: 1。链条传动速度为0.5-5m/min,电机采用带减速器电机,速比为50,电机转速为1300r/min,怎么选链轮呢? 解:减速器电机输出转速为n=1300/50=26r/min, 因为链条传动速度V=0。5-5m/min,由V=ndπ所以故链轮直径为d=(0。5—5)/(26*3。14)=0。006-0.06m, 可知链轮的直径太过于小了,所以应该再加一级减速. 2。已知电机转速为1400r/min,滚筒直径为50mm,滚筒链轮为12齿,减速机链轮为17齿,要使滚筒的线速度为10m/min,那么减速机的速比应为多少?解:由V=ndπ可得滚筒的转速为
n2=10000/(3.14*50)=63.7r/min, 由i=n1/n2=Z2/Z1可得减速机输出的转速为n1=12/17*63。7=44。9r/min 那么速比为i=1400/44。9=31 。 3。已知电机转速为1440r/min,速比为1:35,减速机链轮为17齿,滚筒链轮为19,齿滚筒直径为122mm,请问滚筒的线速度为多少?解:减速电机输出的转速n1=1440/35 =41.14r/min, 由速比i=n1/n2=Z2/Z1可得传到滚筒的转速为:n2 =41。14*17/19=36.81r/min, 再由V=ndπ可得滚筒的线速度为V=36。81*122*3。14=14101。9m/min。 4.皮带输送机要求线速度为1.2m/s,针摆减速器速比为1:9,电机的转速为1440r/min,电机传中间减速器,滚筒直径为320mm,求中间减速器的速比。解:减速电机输出的转速n1=1440/9 =160r/min 由V=ndπ可得滚筒的转速n=(1。2*60)/(320*3.14)=71.66r/mim 取整数72 那么中间减速器的速比为i=160:72=20:9。 5.已知电机转速为1400r/min,链轮为17齿;滚筒直径为50mm,链轮为12齿。要使滚筒的线速度为10m/min.求减速机的速比。 解:由V=ndπ可得滚筒的转速n1=(1。2*1000)/(50*3。14)=63.7r/mim 由速比i=n1/n2=Z2/Z1可得到到滚筒时的转速::n2= 63.7*12/17=45r/min,则减速机的速比i=1400/45=31。 6.计算A辊与B辊的线速度比。