本钢新1号4747m_3高炉开炉达产实践_王凤民
本钢新1号高炉生产能力分析与对策

本钢新1号高炉生产能力分析与对策惠国东【期刊名称】《金属世界》【年(卷),期】2015(000)004【总页数】3页(P46-48)【作者】惠国东【作者单位】本钢板材股份有限公司炼铁厂,辽宁本溪 117000【正文语种】中文作者单位:本钢板材股份有限公司炼铁厂,辽宁本溪 117000内容导读本钢板材新1号高炉开炉运行至今,利用系数始终不高,生产能力没有达到最佳。
根据原燃料质量条件,同时结合高炉的实践运行参数,对影响高炉炉腹煤气量、K 值的各个因素进行详细分析,并针对性的提出提高炉腹煤气量的对策,为高炉下一步强化决策提供科学的数据依据。
本钢新1号高炉设计容积为4350 m3,于2008年10月9日开炉投产。
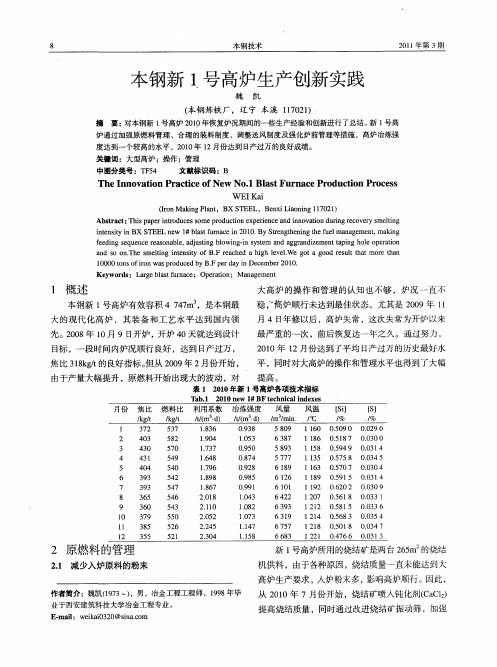
开炉后各项经济技术指标达到了设计水平,但自2009年1月开始,由于对4000 m3以上大型高炉操作经验的欠缺,加上布料溜槽磨损、焦炭质量波动等原因,操作炉型被破坏,经历了一年多的操作制度的摸索和优化,重新确立了各项技术操作参数,生产逐步走上了正轨,高炉顺行状况逐步改善,技术经济指标稳步提高,尤其是2013年3—4月份,焦比达到了历史最低水平(见表1),但高炉燃料比较高,利用系数较低。
烧结矿由2台265m2烧结机供给,烧结质量相对稳定;马耳岭球团抗压强度低,合格率低,我们的要求是合格率要达到100%。
综合入炉品位59.0%,较去年下降0.4%。
新1号高炉以焦化厂焦四车间干熄焦为主,焦三车间干熄焦为辅,焦三干熄焦占入炉焦炭量的20%左右,焦炭的各项性能指标相对稳定。
目前喷吹的煤粉烟煤比例为43%,导致了煤粉的发热值较低,煤粉的置换系数只有0.702,这直接影响着燃料比的升高;而且负200目的比例只有61%,距离要求≥80%还有很大的差距。
进入2013年,厂部推行稳健的生产经营计划。
新1号高炉采取了一系列措施,逐步优化各种冶炼制度,实行稳扎稳打,逐步降低焦比。
稳定操作统一、稳定的操作制度是炉况顺行的基础。
本钢新1号高炉生产创新实践
2 原燃料 的管理
21 减少入炉原料的粉末 .
作者简 介 : 魏凯( 7 ~ , ,冶金工程工程师 ,1 8 1 3 )男 9 9 年毕 9
业 于西安建筑科技 大学 冶金 工程专业。
E- i :wek i 3 0 sn .o ma l ia 0 2 @ i ac m
新1 号高炉所用的烧结矿是两台 25 。 6m 的烧结 机供料 ,由于各种原因,烧结质量一直未能达到大
高炉生产要求 , 人炉粉末多 , 影响高炉顺行 。 因此 ,
从 21 00年 7月份开始 ,烧结矿喷人钝化 ̄ (a 1 I C2 J C ) 提高烧结质量 ,同时通过改进烧结矿振动筛 ,加强
魏
凯 :本钢新 1 号高炉生产创新实践
9
烧结矿的筛分。
炉 料的衔接不好 ,容易造成风压高或管道现象发
关键 词 :大型高炉 ;操作 ;管理 中图分 类号 :T 5 F4 文献标 识码 :B
The I nno a i n Pr c ie o w . a tFu n c o v to a tc fNe No 1Bl s r a ePr duc i n o e s to Pr c s
月 4日年修以后 ,高炉失常 ,这次失常为开炉以来
最严 重 的一 次 ,前后恢 复 达一 年之 久 。通 过 努力 , 21 0 0年 1 份达 到 了平 均 日产过 万 的历史 最好 水 2月
大的现代化高炉 ,其装备和工艺水平达到 国内领
先 。20 0 8年 l 0月 9日开炉 , 炉 4 就 达到设 计 开 0天 目标 ,一 段 时 间内炉况 顺行 良好 ,达到 日产 过万 ,
现在的方法是短这种制度的优点是煤气利用率高能有效的降低焦期休风或降压后恢复时5001000m3min的大幅比和燃料比但它对原燃料的要求和操作水平比较度加风快速提压控制较低的压差这样可以快高到2009年2月份以后随着原燃料的变差速吹透中心稳定煤气分布防止慢风时间过长而高炉的顺行也进一步变差甚至到了失常的地步
安钢3号高炉开炉达产生产实践

总第 2 0 8期
l 2月
冶
金
丛
刊
Su m. 2 0 8 No . 6 De c e mb e r 2 0 1 3
2 0 1 3年
M ETAL LURGI CAL COLLECTI ONS
安钢 3号 高 炉 开 炉 达产 生产 实 践
牛 卫 军
2 . 0 4 t / ( m ・ d ) , 高 炉 达 产 。这 次 开 炉 实 现 了 开 炉
顺、 达 产快 、 炉况 稳 、 指 标 好 。高 炉持 续 保 持 高 水 平 运行 , 并不 断刷 新 各 项 技 术 指标 。2 0 1 3年 开 炉后 4
月 份 1—1 8日主要 技 术指标 见 表 1 。
安 钢 3号高 炉 ( 4 7 4 7 m ) , 在2 0 1 3年 3月 1 9日 点 火 开炉 , 到 3月 2 4 日产 量达 到 9 6 6 1 t / d , 利用 系 数
低, 决定 在 2 0 1 1 年 1 1月 3 0 日开 始 点火 烘 炉 , 拱顶
温 度到 2 0 0 o C的时候 进行 热 风 炉保 温作 业 。从 2 0 0 ℃ 进行烘 炉 升温 升 至 1 1 0 0℃ , 之 后 转 换 至 热 风 炉
本 体燃烧 器烧 高 炉煤气 。
1 . 2 高炉烘 炉
1 开 炉 准 备 工 作
1 . 1 热 风 炉 烘 炉
安 装好 烘 炉 导 管 。温 度 控 制 以热 风 温 度 为 基 准, 风 口前 端温度 为参 考 , 以风 量 为 调剂 手 段 , 以炉 顶 温度 和气 密箱 温度 相制 约 , 按 烘炉 曲线 进行烘 炉 。 高炉烘 炉温 度 降到 1 5 0 ℃左右时, 停 止 吹 人热 风 , 改 吹入 自然 风逐渐 使高 炉冷 却下 来 。烘 炉 风量与 温度
本钢1号高炉开达产实践
本钢1号高炉开达产实践
欧继胜;姚树杰
【期刊名称】《电大理工》
【年(卷),期】2000(000)002
【摘要】本钢1号高炉(398m^3)1998年开炉,开炉进展顺利,达产过程出现了炉况不能长时间稳定现象,通过调整操作制度,稳定了顺行。
1999年1月份全月平均利用系数达到2.510t/m^3.d,在此基础上,高产,稳产各项技术经济指标逐步提高。
【总页数】3页(P13-15)
【作者】欧继胜;姚树杰
【作者单位】本钢集团铁业有限公司,本溪;本钢集团铁业有限公司,本溪
【正文语种】中文
【中图分类】TF542
【相关文献】
1.本钢7号高炉布料矩阵对煤气利用率影响实践 [J], 王运国
2.本钢7号高炉提高煤气利用率的实践 [J], 林铁森;谢孔明
3.本钢新1号4747m3高炉开炉达产实践 [J], 王凤民;欧继胜;邹德胜
4.本钢7号高炉降低燃料消耗的研究与实践 [J], 代兵;欧继胜;梁科;王学军;李鑫
5.本钢6#高炉炉役后期低强度冶炼低耗生产实践 [J], 张胜发
因版权原因,仅展示原文概要,查看原文内容请购买。
宝钢1号高炉开炉实践与操作探索_王天球

2010年第5期宝 钢 技 术宝钢1号高炉开炉实践与操作探索王天球,朱怀宇(宝山钢铁股份有限公司炼铁厂,上海 200941) 摘要:宝钢1号高炉(3代)快速大修扩容后,在工艺、设备方面都进行较大的调整,采用了并罐式无料钟上料系统、炉体采用铜冷却壁、煤气干法除尘等多项先进技术。
面对新的生产条件,高炉人员通过大胆探索和实践,摸索出新1号高炉的操业管理制度,为稳定生产奠定了基础。
投产第6天利用系数就达到2.247t/(m3·d),第9天煤比突破200kg/t。
关键词:高炉;布料;并罐;铜冷却壁中图分类号:TF542 文献标志码:B 文章编号:1008-0716(2010)05-00011-04doi:10.3969/j.issn.1008-0716.2010.05.003Blow-inPracticeandOperationExplorationofBaosteelNo.1BlastFurnaceWANGTianqiuandZHUHuaiyu(IronmakingPlant,BaoshanIron&SteelCo.,Ltd.,Shanghai200941,China) Abstract:GreatimprovementintechnologyandequipmentshasbeenmadeinBaosteelNo.1blastfurnacesinceitsrapidoverhauling,includingtheparallelhopperandbelllesstopsystem,coppercoolingstavetechnology,drydustremovaltechnology,etc.Facingnewoperationconditions,ironmakingworkersbravelyprobeintopractice,andgropeforanoperationmethodfitforthenewNo.1blastfurnace.Allthesehaveestablishedabasisforthesmoothoperation.Nowtheproductivityhasreached2.247t/m3perdayonthe6thdayanditspulverizedcoalinjectionrate(PCR)reached200kg/tonthe9thdayaftertheblow-in.Keywords:blastfurnace;chargedistrbution;parallelhopper;coppercoolingstave王天球 高级工程师 1971年生 1994年毕业于北京科技大学现从事炼铁工艺专业 电话 26647416E-mail wangtianqiu@baosteel.com0 前言宝钢1号高炉(第2代)于2008年9月1日安全停炉进行大修,新高炉设计有效容积4966m3,至2008年11月18日历时78天出色地完成快速大修任务。
本钢7号高炉开炉生产实践

次铁 ,开 炉 7 天后 高炉 利 用 系 数达 到 21 - 2
致进入热风炉的总流量得不 到控制致使废气温度
作者简介:李 鑫 ( 9 0 ,炼铁工程师, 19 17 一) 93年毕业于鞍山钢 铁学院冶金系钢铁冶金专业。
这种培训起到了很好的效果 ,操作事故大大减少 。
1 热风 炉烘 炉 . 2
7 号高炉配备了三座霍戈文 ( og vn) H oo es 内燃
式 热 风炉 ,按 DC标 准规范设 计 ,其 内衬 为硅砖 内 衬 ,配置 矩形 陶瓷 燃烧 器 。
炉一代寿命也有重要影响。7号高炉通过制定合理 的全焦开炉方案 , 烘炉、调试设备 、试压 、装料 从
维普资讯
20 0 7年第 2期
本钢技术
本钢 7 号高炉开炉生产实践
李 鑫
摘
, 李 秀峰
( 炼铁 厂 )
要 :本钢 7号高炉的开炉投产是一项复杂、繁琐的系统 【程.选择合适的操作制度和送风后及时调整负荷,尽快降硅 ,使
得 开炉顺 利 ,在 7天 内强 化达产 ,利 用 系数 21fm3 ) .2 ( , 以上 。 d
炮和多功能开口机 、三铁 口无渣口两个矩形出铁场
1 开炉前的准备工作和必要条件
11 人 员培 训 .
由于参加开炉的人员新人多 , 在开炉前 4 个月
就开始进行人员培训工作,一为理论培训 ,主要是 让操 作工人 了解 掌握本工种 的工艺流程 、设 备性
布置操作 、 荷兰霍戈文式高温内燃式热风炉及格栅 式陶瓷燃烧器 、德国比肖夫 (i o ) Bs f 煤气洗涤系统 h
安钢3号高炉开炉达产生产实践
匹配 参数
控制全压差在一定范 围内波动,匹配上下 部调剂操作参数。全 风作业后,控制理论 燃烧温度2250±50℃ ,实际风速270m/s左 右,提高并且稳定煤 气利用率在52.5%左右 ,稳定炉体热负荷[3], 在(10000±3000) ×10MJ/h范围内波动 。
二、开炉前的准备工作
试压检漏分两 个阶段进行,第 一阶段是高炉本 体、煤气处理系 统250kPa压力等 级的气密性试验 以及检漏;第二 阶段是热风炉本 体和送风系统的 500kPa压力等级 的气密性试验以 及检漏。通过六 次检漏处理,保 证高炉送风后没 有漏风漏气。
二、开炉前的准备工作
为了确保3号大高炉顺利开炉达成,公司上上下下 进行了周密的安排和部署,成立多个小组。
四、高炉快速达产过程
开 炉 达 产 指 标
四、高炉快速达产过程
让我们回顾一下3号高炉开炉的事记录: 19日9:58送风点火; 10:02枕木点着; 10:31开始空喷铁口; 10:45放第一批料; 12:15送煤气转高压操作; 22:50铁口见渣,用炮泥堵口,干法除 尘投用了6个箱体; 20日7:58打开3#铁口。 3月21日16时40分开始喷煤,16时40分 开始富氧,进行综合富氧喷煤强化冶炼。 高炉及早制定了周密的72小时送风计划 和稳定炉 况的各种操作预案,关键操作参数严格 按照计划 进行,结果完全在计算和掌控之中。
三、高炉开炉生产操作
1)开炉炉料。开炉料共分15段。炉底铺底焦 80t,厚度约1m,木料填充到风口大套下沿 第2段为炉芯焦,炉腹炉腰焦炭配加熔剂, 负荷料结构为“烧结+球团+块矿”。
2)布料测量。高炉在填充过程中,进行料罐 最大容积、中心加焦角度和FCG曲线测定, 料流轨迹测试。
新钢7号高炉炉况失常处理

新钢7号高炉炉况失常处理宫祥哲;朱先强【摘要】详细分析了新钢7号高炉炉况失常的原因,阐述了炉况失常的过程及处理方法.实践证明:炉役后期加钒钛矿护炉,进入冬季冷却强度高,炉缸易堆积,炉墙易结厚,必须采取上下部相适应的调节制度发展两股气流,并保持一定的冶炼强度来维持炉缸的活跃.【期刊名称】《山西冶金》【年(卷),期】2016(039)003【总页数】3页(P101-103)【关键词】炉缸不活;炉墙结厚;冶炼强度;钒铁矿护炉【作者】宫祥哲;朱先强【作者单位】新余钢铁公司第二炼铁厂,江西新余 338001;新余钢铁公司第二炼铁厂,江西新余 338001【正文语种】中文【中图分类】TF549新钢7号高炉于2004年8月30日点火投产,高炉容积1050m3,设20个风口,东西两个铁口,陶瓷杯炉缸,炉缸以上全部为砖壁合一的薄壁结构,采取工业水冷却,至2015年12月高炉已运行11年,单位体积产铁量9000t,处于炉役后期,为保证高炉安全生产于2015年3月加钒铁矿护炉。
自2016年1月29日开始炉况失常,至2016年2月26日恢复正常期间共烧损风口小套16个,悬料20余次(见表1)。
受钢铁市场低迷影响,公司亏损严重,为缓解资金紧张降低库存,2016年1月份开始大量使用料场长期堆积的焦炭,焦炭波动比较大,含粉率高,当场地焦与新进厂焦炭交替使用时焦炭负荷把握不准,造成炉温波动,炉况失常前三天两次减风阻料来提炉温,炉缸蓄热能力下降,渣铁物理热差,长期低炉温造成频繁崩料是此次炉况失常的直接原因。
7号高炉采取薄壁炉衬,冷却壁进出水管多为双进双出,造成开炉时打压困难,直至将水量提高至5 800 t/h,才将常压水水压提高到0.45 MPa,比设计值低0.2 MPa,进水量比设计值3 950 t/h高出1 850 t/h,造成高炉冷却强度偏大,特别是冬季气温较低时,操作参数调节不到位容易造成炉墙结厚,从而引起炉况波动。
炉缸二层、三层重点区域热流强度变化如图1、图2所示。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
本钢新1号4747m3高炉开炉达产实践王凤民欧继胜邹德胜(本溪钢铁集团有限公司,辽宁本溪117000)摘要:对本钢新1号4747m3高炉开炉及达产的生产操作经验进行了总结。
新1号高炉采用了一系列新技术、新设备,通过对开炉前的精心准备,制定合理的开炉方案,准确选择开炉料和各种操作参数,适时调整操作制度,优化高炉操作,实现了顺利开炉和快速达产。
关键词:高炉;开炉;达产Blowing–in and Production of No.1Blast Furnace in BXsteelWang Fengmin Ou Jisheng Zou Desheng(Benxi Iron&Steel Co.Ltd.,Liaoning Benxi117000)Abstract:The paper concludes the blowing﹣in and production experiences of No.1blast furnace in Benxisteel,on which a series of new technologies and new equipment are used.Sufficient preparation before the blowing﹣in,such as rational blow-ing﹣in plan,correct selection of charge and various operation data,properly adjusted operation duty system and optimized blast furnace operation makes the blowing﹣in carried out smoothly and target be realized rapidly.Key words:blast furnace;blowing﹣in;reaching target output1概述本钢新1号高炉有效容积4747m3,于2006年9月16日动工建设,2008年10月9日开炉投产。
新1号高炉在整体设计上采用了多项先进的炼铁技术:⑴高架合并布置的烧结和球团矿槽及焦炭槽,最大限度地节省占地;⑵炉顶采用带分配器的固定上料罐串罐无料钟装料设备;⑶炉身上部设置镶砖球墨铸铁冷却壁,炉腹中部到炉身中部较高热负荷区域采用钻孔铜冷却壁,风口上部与炉腹下部采用密集式八通道强化型铜冷却板过渡,整体高炉采用了全冷却壁型式薄壁内衬结构;⑷炉缸炉底采用炭砖加陶瓷杯结构,炉缸铁口及象脚区域采用铜冷却壁,强化冷却,提高炉缸寿命;⑸粗煤气除尘采用高效轴向旋风除尘器,降低了后步煤气清洗系统的负荷,同时设置中间灰斗,使得放灰作业更安全,环保条件更好;⑹设置了两个软水密闭循环冷却水系统,强化对炉体的冷却能力;⑺两套新英巴水冲渣,并附带两套小冲渣;⑻4座霍戈文内燃式热风炉;⑼煤粉喷吹系统为4罐并联喷吹主管加分配器喷吹工艺;⑽环缝煤气清洗配TRT煤气余压发电技术等。
本钢新1号高炉开炉,从烘炉、试车、试漏试压、装料、点火开炉直至逐步强化、达产,实现了安全、科学、高效。
高炉达产后,燃料比达到510kg/t以下,达到了4000m3级高炉开炉及操作控制方面的先进水平。
本钢新1号高炉开炉七周内的主要技术经济指标见表1。
2开炉前的准备工作2.1烘炉烘炉包括热风炉烘炉和高炉本体烘炉。
本钢新1号高炉配置4座霍戈文高温内燃式热风炉,采用三烧一送的工作制度,设计热风温度1250℃,最高拱顶温度1400℃。
本次热风炉烘炉共14天,烘炉进度严格按照烘炉方案进行,确保拱顶温度在100~650℃时,烘炉温度波动控制在±2℃;拱顶温度650℃~1200℃时,烘炉温度偏差不超过±3℃。
本钢新1号高炉共38个风口,高炉本体烘炉15天。
烘炉前33个风口安装了直径准108mm 的钢管,焊接成L 型达炉底,其余5个风口分别安装了炉底测温电偶、风口前端测温电偶和炉腹测温电偶。
烘炉管理以热风温度为准,按烘炉曲线进行烘炉,见图1。
2.2试漏试压高炉烘炉结束后,对热风炉、高炉本体、煤气洗涤等系统设备进行试漏试压,对整个高炉系统的流程工况做一次强度测试。
试漏分六个压力梯度进行:0.05MPa →0.10MPa →0.15MPa →0.20MPa →0.25MPa →0.28MPa ,分步缓慢进行提压。
每步升压稳定10min 再逐步提高,在压力达到0.10Mpa 、0.20Mpa 后,分别保压1h ,检漏结束后,继续按步骤升压至0.28Mpa 。
检漏期间上料系统模拟上料,确认各阀的运行状态,并对称量料罐的压力补偿进行测试。
2.3开炉料与开炉参数选择为满足生产需要,新1号高炉的入炉焦炭达到了100%干熄焦,而且焦炭的各项指标都有所提升,但与国内其他4000m 3级以上高炉用焦炭相比,本钢焦炭强度略显不足(见表2)。
新1号高炉共有7个焦槽,为提高入炉粒度,将其中的3个焦筛网格扩大为32mm ,其余4个焦筛网格都是25mm 。
开炉料成分与性能见表3。
参考国内其他4000m 3级高炉的开炉经验,确定本钢新1号高炉采用炉缸填充木材开炉,木材填充到风口中心线。
余下容积分别为净焦、空焦、分段带负荷料。
开炉总焦比确定为3.5t/t ,焦炭批重25.0t ,负荷由0.05起,逐渐达到2.2,炉料结构为烧结矿78%+球团矿22%。
空焦部分控制炉渣碱度0.9,带负荷料部分的碱度逐渐增加到1.05。
控制炉渣中Al 2O 3含量,使其<12%。
装入开炉料时采用激光测料面技术,根据测得焦炭与矿石的料流迹,最终确定布料矩阵:C 333321234567O 333221234567。
开炉料线定为1.3m 。
3开炉操作10月9日8:58新1号高炉送风投产。
送风时采取全开风口开炉,风口配置准120mm ×15+准125mm ×23,风口面积0.4519m 2,大小风口均匀分布。
送风风量2500m 3/min ,风温800℃,送风3min 后风口陆续点燃,15min 后所有风口全部点燃。
送风10h 后4个铁口先后喷渣并堵铁口,送风16h20min 后打开3#铁口,出铁时间152min 。
此次共出铁340.0t ,出渣190.0t 。
初次渣铁流动性良好,在放干渣120.0t 后改冲水渣。
开炉生铁成分与炉渣碱度见表4。
ÁÂÁÁÃÁÁÄÁÁÅÁÁÆÁÁÇÁÁÁÈÇÂÆÃÃÃÉÄÁÅÄÇÁ图1本钢新1号高炉本体烘炉曲线4达产过程4.1炉前渣铁排放为使炉前渣铁顺利排放,开炉前制定了出铁预案:第一次出铁时间不足3h要等到3h再打开另一个铁口;出铁时间不足2h应调整开口机钻头孔径;出铁时间超过2h45min未喷吹另一个铁口就必须打开进行重叠出铁;重叠出铁时间不超过30 min,重叠出铁的铁口打开空喷就堵上前一个铁口。
铁口技术要求:①铁口喷吹后堵铁口,堵铁口前必须清理干净铁口周围,防止冒泥,开口机钻头的型号为四种:准70、准60、准55、准45。
②目标铁口深度:3700mm±100mm,最低打泥量不得少于100kg,连续二次铁口深度不在目标范围就±50kg泥量。
③若每次打泥量已增至480kg,铁口深度仍低于目标值时应提高炮泥强度。
随着风量和产量的增加,炉前也摸索出了一套出铁制度,4个铁口3用1备,铁口角度定为10°,每日铁次控制在12次左右,开口时选择准55的钻头,以控制出铁速度在5.0~7.0t/min,间隔45min不下渣必须重叠出铁;堵口时打泥量稳定在400kg左右,铁口深度维持在3.7m;加强铁口维护,严禁堵口冒泥。
经过一系列调整,炉前渣铁排放逐渐达到制度化,这为炉内加风创造了积极的条件。
4.2装料制度调整装料制度的调整通常根据风量的变化,通过十字测温与炉顶成像,根据边缘气流比重W 与中心气流比重Z 等多种因素进行装料制度的调整,调整的目标是使W 值保持在0.5~1.0,Z 值在8.0~10.0范围内波动。
新1号高炉的装料制度采用了重量布料方式,其优点在于,即使料流调节阀的实际开度比设定开度有少许偏差,每一档位也布了所要求的重量,这使得布料更均匀,煤气流分布更合理。
开炉初期由于入炉风量、焦炭负荷、矿石批重等操作参数都在不停的变化,所以煤气流分布不是十分稳定,需要通过不断的调整装料制度,来得到稳定而且理想的操作参数,经调整后的布料矩阵为:C 433221234567O 233321234567,W 值0.57,Z 值8.6左右,见下表5。
在研究了其他4000m 3级高炉的操作制度后,本钢新1号高炉也走大矿批的技术路线,使矿焦批重和入炉风量相适应,保证日料批在130批左右。
这样既稳定了煤气流,又提高了煤气利用率(见图2),降低了燃料比。
4.3送风制度调整为抵御外围条件波动对炉况状态的影响,新1号高炉开炉时有意选择了较小的风口面积,而当高炉开炉稳定运行一定时期后,原燃料的数量和质量条件趋于平稳,物料运输和渣铁罐调配逐渐得到了保证,使高炉具备了进一步提高产量的条件。
开炉点火后120h 高炉开始喷煤,开炉2周后,风量加到6500m 3/min ,风速250m/s ,煤比130kg/t 。
而当风量加到6600m 3/min 时,炉况表现不稳,压差升高,炉腹煤气抵抗指数也升高,中心煤气流过于强烈,炉顶温经常在300℃以上,炉中心温度达到800℃,需要炉顶洒水来控制,炉况处理不及时易发生顶压冒尖等现象,通过增大矿批、改变布料矩阵以及装料料线等措施后均不见好转,日产在8500.0t 停滞不前。
因此,开炉后第4周休风扩大风口面积,由开炉时的0.4519m 2扩大到0.4733m 2。
更换风口初期高炉风量并没有立即增加,一方面由于更换风口前的炉况没有被强化到良好状态,另一方面更换风口后炉温控制的偏高,铁水物理热在1515℃以上,[Si]在0.6%以上,导致冶炼强度慢,入炉风量难以增加。
调整了两周后,铁水温度降到1500℃,[Si]在图2本钢新1号高炉开炉后矿批与煤气利用率的关系!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!!0.4%左右波动,下料速度缓步加快,入炉风量逐渐加到6950m 3/min ,炉况稳定顺行,日产量迅速上升到9500.0t 以上,煤比达到了150kg/t ,主要技术经济指标见表6。