龙泉青瓷的施釉工艺
难得一见的精品——明代早期龙泉窑大盘

龙泉窑是中国历史上的一个名窑,宋代六大窑系。
汉族传统制瓷工艺的珍品。
因其主要产区在浙江省龙泉市而得名。
它开创于三国两晋,结束于清代,生产瓷器的历史长达1600多年,是中国制瓷历史上最长的一个瓷窑系,它的产品畅销于亚洲、非洲、欧洲的许多国家和地区,影响十分深远。
龙泉窑以烧制青瓷而闻名,在北宋早期以前的产品风格受越窑、瓯窑、婺州窑的影响,特征与三窑的产品相似。
胎质较粗,胎体较厚,釉色淡青,釉层稍簿。
龙泉青瓷在历史上一直备受青睐,龙泉窑在今浙江省龙泉县,故名,属我国南方青瓷体系。
龙泉窑青瓷创烧于北宋早期,南宋中晚期进入鼎盛时期。
随着蒙帝国的对外扩张,亚欧地区各国对龙泉瓷器产品需求量增大,给龙泉青瓷的生产与外销创造了机会。
为适应域外文化及审美上的要求,此时的龙泉青瓷体形硕大,胎釉厚重。
此明代早期龙泉窑大盘,直径41.5厘米,高七厘米,底足23厘米。
大敝口,浅腹,大平底·内外施釉,光素无纹,釉色青绿,光亮匀净,器型规整,是龙泉窑中较为少见的大件器型。
而且刻划线条刚劲流畅,刀锋犀利,铲剔自如,深浅有致,工艺精湛,是龙泉窑的上乘佳作,其历史文化、工艺、收藏价值极高。
明代龙泉窑青瓷在装饰图案上,不仅保留了中国传统文化题材,还依据域外需要对装饰纹样作了一定程度上的调整,但装饰技法上仍以刻、划、贴、印为主。
文中此龙泉窑大盘是龙泉窑上乘精品,其菱口折沿,浅腹、坦底、圈足,内外施釉,釉色青绿,光亮匀净,器型规整,色泽青翠,温润淡雅,多纹片,质感甚佳。
盘心的鸳鸯与荷叶、荷花是先用印模印出纹饰,然后贴于盘内底部,再施青釉烧制。
成形后的鸳鸯活灵活现,矫健敏捷,极具生命力,栩栩如生,意韵吉祥。
而且浮出盘底,有浮雕的艺术美感,与荷花相得益彰,尺寸之间,别有洞天。
盘口饰螺旋花纹,纹饰分外醒目。
可谓是宋代龙泉窑瓷器杰作,传承有序,弥足珍贵,非常值得收藏。
龙泉窑龙纹大盘,一向被视为宋代龙泉窑中的重器,被国内外各大博物馆珍藏,如土耳其托普卡匹博物馆、广东省博物馆均藏有类似风格的宋代龙泉窑藏品。
龙泉青瓷各个时期的特征
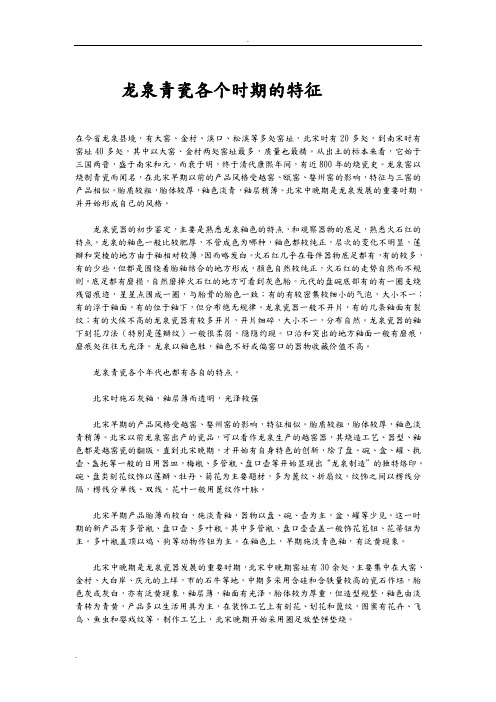
龙泉青瓷各个时期的特征在今省龙泉县境,有大窑、金村、溪口、松溪等多处窑址,北宋时有20多处,到南宋时有窑址40多处,其中以大窑、金村两处窑址最多,质量也最精。
从出土的标本来看,它始于三国两晋,盛于南宋和元,而衰于明,终于清代康熙年间,有近800年的烧瓷史。
龙泉窑以烧制青瓷而闻名,在北宋早期以前的产品风格受越窑、瓯窑、婺州窑的影响,特征与三窑的产品相似。
胎质较粗,胎体较厚,釉色淡青,釉层稍薄。
北宋中晚期是龙泉发展的重要时期,并开始形成自己的风格。
龙泉瓷器的初步鉴定,主要是熟悉龙泉釉色的特点,和观察器物的底足,熟悉火石红的特点。
龙泉的釉色一般比较肥厚,不管成色为哪种,釉色都较纯正,层次的变化不明显,莲瓣和突棱的地方由于釉相对较薄,因而略发白。
火石红几乎在每件器物底足都有,有的较多,有的少些,但都是围绕着胎釉结合的地方形成,颜色自然较纯正,火石红的走势自然而不规则。
底足都有磨损,自然磨掉火石红的地方可看到灰色胎。
元代的盘碗底部有的有一圈支烧残留痕迹,星星点围成一圈,与胎骨的胎色一致;有的有较密集较细小的气泡,大小不一;有的浮于釉面,有的位于釉下,但分布绝无规律。
龙泉瓷器一般不开片,有的几条釉面有裂纹;有的火候不高的龙泉瓷器有较多开片,开片细碎,大小不一,分布自然。
龙泉瓷器的釉下刻花刀法(特别是莲瓣纹)一般很柔弱,隐隐约现。
口沿和突出的地方釉面一般有磨痕,磨痕处往往无光泽。
龙泉以釉色胜,釉色不好或偏窑口的器物收藏价值不高。
龙泉青瓷各个年代也都有各自的特点。
北宋时施石灰釉,釉层薄而透明,光泽较强北宋早期的产品风格受越窑、婺州窑的影响,特征相似。
胎质较粗,胎体较厚,釉色淡青稍薄。
北宋以前龙泉窑出产的瓷品,可以看作龙泉生产的越窑器,其烧造工艺、器型、釉色都是越窑瓷的翻版。
直到北宋晚期,才开始有自身特色的创新,除了盘、碗、盒、罐、执壶、盏托等一般的日用器皿,梅瓶、多管瓶、盘口壶等开始显现出“龙泉制造”的独特烙印。
龙泉青瓷说明文

龙泉青瓷说明文龙泉青瓷以其历史悠久、釉色温润、造型古朴、装饰典雅多层次著称于世,它是我国传统制瓷工艺的杰出代表。
龙泉青瓷以胎薄如纸,釉白如玉,造型别致,装饰精美著称于世,为历代皇家贡瓷。
龙泉青瓷中以南宋龙泉窑青瓷为代表,是我国瓷器历史上的著名瓷窑。
'南宋龙泉青瓷以釉色青净见称的特点享誉海内外;以釉色而闻名的龙泉窑更因其釉色温润滋润而名扬天下,流传至今的器物不计其数。
龙泉窑被誉为中国陶瓷艺术之花的摇篮。
龙泉窑在制作上采用传统的“模印+釉下刻花”工艺,釉面晶莹透亮的特点而得名,在烧制过程中采用独特的“上釉工艺”使得龙泉青瓷釉色青白如玉、晶莹透亮;装饰上更是运用娴熟的技艺将精美纹饰和精美器物镶嵌其中;其精湛绝伦地艺术水平更是令人叹为观止。
龙泉窑制作工艺之所以如此之精,在我国制瓷发展史上具有极其重要的地位和作用。
龙泉青瓷不仅从造型装饰上别具一格,而且在制作工艺上更显讲究和细致,成为我国制瓷领域的一面旗帜。
一、历史简介龙泉青瓷历史悠久,早在4000多年前的商代晚期就已经出现了有文字记载的制瓷遗址和作坊,之后历经汉代、唐、宋、元等朝代的发展而不断演变,形成了中国古代制瓷史上的一大盛誉。
龙泉青瓷烧制成功后,还以色青著称于世,并对后世产生了深远的影响。
龙泉釉下青花瓷器的制作技艺可以追溯到汉代时期,而且当时的釉下刻花瓷器就已很流行。
从南宋时期开始龙泉青瓷就已经开始了繁荣发展,并开始走向国际。
元朝时的龙泉青瓷已经在国际上享有很高的声誉。
清朝初年龙泉窑烧制技术进一步完善;民国时期龙泉窑技术也有了一定的发展;在日本出土的龙泉青瓷表明龙泉窑制瓷业又有所进步二、产地概述龙泉青瓷的产地主要有浙江龙泉、江苏宜兴、安徽宣城、河南洛阳、安徽合肥等地,其中江苏宜兴地区最负盛名。
而安徽宣城地区是生产白瓷和彩瓷的地区。
我国现存的最早历史古瓷窑址就是位于浙江衢州和福建泉州的闽越制瓷窑遗址。
目前在浙江省境内的古瓷窑遗址有三处:一是杭州的南宋龙泉窑遗址;二是台州的天台窑遗址;三是绍兴的越窑故城古瓷窑。
浅谈干法施釉和湿法施釉工艺
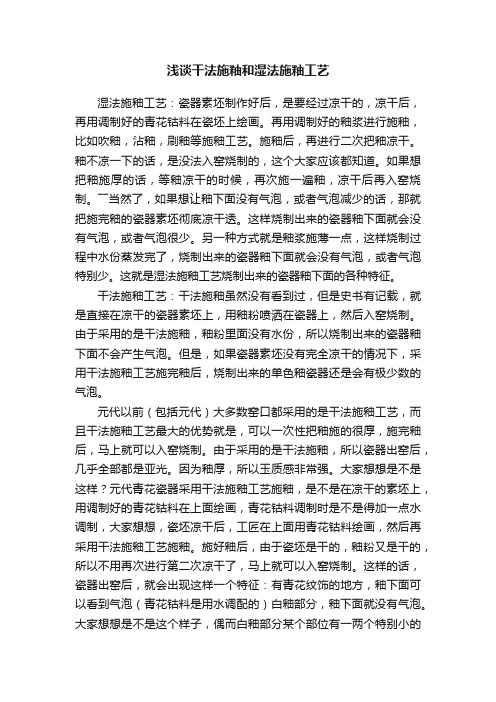
浅谈干法施釉和湿法施釉工艺湿法施釉工艺:瓷器素坯制作好后,是要经过凉干的,凉干后,再用调制好的青花钴料在瓷坯上绘画。
再用调制好的釉浆进行施釉,比如吹釉,沾釉,刷釉等施釉工艺。
施釉后,再进行二次把釉凉干。
釉不凉一下的话,是没法入窑烧制的,这个大家应该都知道。
如果想把釉施厚的话,等釉凉干的时候,再次施一遍釉,凉干后再入窑烧制。
――当然了,如果想让釉下面没有气泡,或者气泡减少的话,那就把施完釉的瓷器素坯彻底凉干透。
这样烧制出来的瓷器釉下面就会没有气泡,或者气泡很少。
另一种方式就是釉浆施薄一点,这样烧制过程中水份蒸发完了,烧制出来的瓷器釉下面就会没有气泡,或者气泡特别少。
这就是湿法施釉工艺烧制出来的瓷器釉下面的各种特征。
干法施釉工艺:干法施釉虽然没有看到过,但是史书有记载,就是直接在凉干的瓷器素坯上,用釉粉喷洒在瓷器上,然后入窑烧制。
由于采用的是干法施釉,釉粉里面没有水份,所以烧制出来的瓷器釉下面不会产生气泡。
但是,如果瓷器素坯没有完全凉干的情况下,采用干法施釉工艺施完釉后,烧制出来的单色釉瓷器还是会有极少数的气泡。
元代以前(包括元代)大多数窑口都采用的是干法施釉工艺,而且干法施釉工艺最大的优势就是,可以一次性把釉施的很厚,施完釉后,马上就可以入窑烧制。
由于采用的是干法施釉,所以瓷器出窑后,几乎全部都是亚光。
因为釉厚,所以玉质感非常强。
大家想想是不是这样?元代青花瓷器采用干法施釉工艺施釉,是不是在凉干的素坯上,用调制好的青花钴料在上面绘画,青花钴料调制时是不是得加一点水调制,大家想想,瓷坯凉干后,工匠在上面用青花钴料绘画,然后再采用干法施釉工艺施釉。
施好釉后,由于瓷坯是干的,釉粉又是干的,所以不用再次进行第二次凉干了,马上就可以入窑烧制。
这样的话,瓷器出窑后,就会出现这样一个特征:有青花纹饰的地方,釉下面可以看到气泡(青花钴料是用水调配的)白釉部分,釉下面就没有气泡。
大家想想是不是这个样子,偶而白釉部分某个部位有一两个特别小的气泡。
宋代龙泉青瓷的底部特征

宋代龙泉青瓷的底部特征宋代龙泉青瓷作为中国古代陶瓷的瑰宝之一,其底部特征是瓷器的重要组成部分。
通过对宋代龙泉青瓷底部特征的观察和研究,我们可以了解到该瓷器的制作工艺、时代背景以及文化内涵等方面的信息。
宋代龙泉青瓷的底部特征常常呈现出蓝白相间的花纹。
这是因为在制作过程中,工匠们会在瓷器的底部刷上一层蓝色的釉料,然后再在上面绘制出各种纹饰。
这种蓝白相间的花纹具有浓厚的江南水乡文化特色,同时也展示了宋代瓷器制作工艺的高超技艺。
宋代龙泉青瓷的底部特征经常采用刻划技法。
在瓷器底部的釉面上,可以清晰地看到一些细致的刻痕。
这些刻痕既可以是简单的纹理,也可以是复杂的图案。
通过这种刻划技法,不仅可以增加瓷器的装饰效果,还可以提高瓷器的抗滑性,使其更加稳固。
宋代龙泉青瓷的底部特征还常常带有一些刻字或篆刻款。
这些刻字一般包括制作年代、制作工艺、制作地点以及制作者等信息。
这些刻字的存在不仅方便了后人对瓷器的鉴定和研究,也体现了宋代人对瓷器制作的严谨态度和自豪心情。
宋代龙泉青瓷的底部特征还表现出一定的几何形状。
比如,瓷器的底部常常呈现出圆形、方形或六边形等形状。
这种几何形状不仅为瓷器的底部增添了一些美感,还具有一定的实用性,方便人们对瓷器的摆放和使用。
宋代龙泉青瓷的底部特征还反映了该瓷器的制作材料和工艺。
通过观察底部的颜色、质地和纹饰等特征,可以了解到瓷器的原料和制作工艺。
比如,底部的颜色鲜艳、质地坚硬且纹饰精美的龙泉青瓷,通常是由高岭土和石英砂等矿石烧制而成,经过多次烧制和施釉的工艺加工。
宋代龙泉青瓷的底部特征是瓷器制作过程中的重要组成部分。
通过对底部特征的观察和研究,我们可以了解到该瓷器的制作工艺、时代背景以及文化内涵等方面的信息。
这些底部特征不仅展示了宋代瓷器制作工艺的高超技艺,还反映了当时社会的审美观念和文化氛围。
宋代龙泉青瓷作为中国古代陶瓷的瑰宝之一,其底部特征的研究对于推动中国陶瓷文化的传承和发展具有重要意义。
龙泉青瓷的制作工序
龙泉青瓷的制作工序龙泉青瓷是中国古代著名的青瓷品种,起源于浙江省龙泉市一带。
其制作工序繁琐,但却能制作出精美绝伦的青瓷作品。
下面将详细介绍龙泉青瓷的制作工序。
1.挑选原料:龙泉青瓷的主要原料是精选的陶土和矾石。
首先,需要挑选高质量的陶土,以确保瓷器胎体的质地均匀细腻。
然后,将矾石研磨成细微的粉末,用于制作釉料。
2.淘洗陶土:将挑选好的陶土放入水中浸泡,然后将其中的杂质通过淘洗的方式逐渐去除。
这个过程需要反复多次,直到陶土完全干净。
3.泥胚制作:将淘洗干净的陶土按照需要的形状进行塑造。
大型器物通常使用模具拓制,小型器物则需要手工塑造。
泥胚制作完成后,需要晾晒一段时间,使其完全变干。
4.修整磨光:晾晒后的泥胚会出现一些不平整的地方,需要通过修整和磨光来调整形状和光滑度。
修整磨光过程需要耐心且细致,以保证最终的瓷器形态完美。
5.上胎:经过修整磨光的泥胚进入烧胎阶段。
首先将瓷器放入烧制炉中,进行初次烧结。
这个过程一般会进行两次,首次烧结称为“上胎”,目的是减少烧制中的变形和破损。
6.上釉:经过初次烧结后的瓷器表面均匀涂上一层矾石釉料。
矾石釉料的成分特殊,能够在高温下形成青瓷特有的釉色。
上釉需要注意涂抹均匀,并在釉层干燥后进行磨光,以增加釉面的光泽。
7.还胚:涂上釉料后的瓷器再次进行烧结,这个过程称为“还胚”。
在高温下,瓷器的釉料能够与胎体融合,形成坚固的瓷器表面。
8.上釉:还胚后的瓷器表面通常不够光滑,需要再次上釉并烧制。
这次的釉料厚度较薄,主要是为了增加瓷器的光泽和保护表面。
9.烧成:将上釉后的瓷器放入高温烧窑中进行最后一次的烧成,这个过程称为“烧成”。
烧成的温度通常在1200°C到1300°C之间,需要持续数十个小时。
高温下,瓷器逐渐变硬,釉面发生化学变化,形成青瓷特有的色泽和纹路。
10.调色和装饰:烧成后的青瓷可以根据需要进行调色和装饰。
一些青瓷作品如花瓶和盘子等会进行装饰,可以进行彩绘、刻花或贴花等工艺。
龙泉青瓷烧制技艺列入非物质文化遗产名录
龙泉青瓷烧制技艺列入非物质文化遗产名录龙泉青瓷烧制技艺是我国传统工艺的瑰宝,历史悠久、技艺精湛,具有极高的艺术价值和历史价值。
龙泉青瓷作为我国古代陶瓷的代表之一,自唐宋时期起,就以其独特的制作工艺和精湛的艺术水平闻名于世。
2021年11月29日,龙泉青瓷烧制技艺正式被列入联合国教科文组织的《人类非物质文化遗产代表作名录》,这对于保护和传承龙泉青瓷烧制技艺具有重要的意义。
一、龙泉青瓷烧制技艺的历史和特点龙泉青瓷烧制技艺源远流长,可追溯至唐代,历经宋、元、明、清等朝代的发展和传承,形成了独特的风格和技术特点。
龙泉青瓷以翠绿色为主要特征,釉色素净,釉面光泽,造型简洁大方,极具审美价值。
其制作工艺复杂,需要经过泥料选材、成型、修坯、彩绘、施釉、烧制等多道工序,且每一道工序都需要经过精湛的技艺和丰富的经验。
二、龙泉青瓷烧制技艺的技术和工艺龙泉青瓷烧制技艺融合了泥料选材、成型、彩绘、釉料配制、窑炉建造等多种技术和工艺,其中最为关键的是烧制工艺。
龙泉青瓷的烧制技艺以窑炉建造和温度控制为核心,采用古法传统技艺,燃料为柴火,烧制过程需要经历多次烧制和精确控温,方能确保青瓷成品的质量和色泽。
三、龙泉青瓷烧制技艺的保护和传承龙泉青瓷烧制技艺的传承面临着许多困难和挑战,随着现代陶瓷工业的发展,古法传统工艺逐渐式微。
为了保护和传承龙泉青瓷烧制技艺,龙泉当地政府和相关部门采取了一系列的措施,包括建立龙泉青瓷研究院、设立工艺大师工作室、举办技艺传习班等,以期传承古法传统技艺,并吸引更多的年轻人参与其中,推动龙泉青瓷烧制技艺的传承和发展。
四、个人观点和理解作为我国传统工艺的代表之一,龙泉青瓷烧制技艺的保护和传承事关我国文化传统的保护和传承,是每一个我国人都应该关注和支持的事业。
希望龙泉青瓷烧制技艺能够在保护传承的道路上越走越宽,越走越远,为后人留下永久的文化遗产。
总结:龙泉青瓷烧制技艺的列入非物质文化遗产名录,标志着其在国际上的重要地位得到了认可和肯定,也为龙泉青瓷烧制技艺的传承和发展带来了新的机遇和挑战。
龙泉青瓷的介绍
龙泉青瓷的介绍
龙泉青瓷,作为中国古代陶瓷中的珍品,自古以来就备受人们的喜爱和推崇。
其独特的制作工艺和精美的外观使其成为了中国陶瓷艺术中的一朵璀璨明珠。
龙泉青瓷起源于浙江省龙泉市,距今已有数千年的历史。
它的制作工艺主要包括原料筛选、制胎、修坯、装饰、烧制等环节。
首先,陶匠们会选择优质的原料,并经过多道工序的处理,制成坯胎。
在坯胎干燥后,陶匠们会进行装饰,常见的装饰手法包括刻花、浮雕、描金等。
最后,经过高温烧制,才得以成型。
整个制作过程繁琐复杂,需要经验丰富的工匠来完成。
龙泉青瓷最为人称道的特点就是其釉色青莹碧翠、通透如玉。
这种独特的青瓷釉色,是通过高温还原气氛下的烧制而得以形成的。
此外,龙泉青瓷的造型也非常考究,常见的有瓶、罐、盘、碗等,造型优美大方,线条流畅,给人以典雅之感。
龙泉青瓷不仅在中国国内备受推崇,还远销海外,成为中国陶瓷艺术的一张名片。
它不仅在瓷器市场上占据一席之地,更是被列为国家级非物质文化遗产,得到了国家的高度重视和保护。
总的来说,龙泉青瓷作为中国陶瓷艺术的瑰宝,以其独特的制作工艺、精美的外观和优雅的风格,成为了世人瞩目的焦点。
它不仅是中国传统文化的重要组成部分,更是中华民族的骄傲和自豪。
希望
龙泉青瓷这种传统工艺能够得到更好的传承和发展,让世人能够更多地欣赏到这种古老而珍贵的艺术品。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
浅谈龙泉青瓷的施釉工艺
【摘要】龙泉青瓷烧制工艺是在实践中不断发展的,它大致可分为胎釉原料配制工艺、成型工艺、装饰工艺,施釉工艺和烧制工艺等。
特别是施釉工艺对于单色厚釉瓷器来说尤为关键,单色釉的审美效果很重要的一个方面,是依靠施釉技巧与烧成工艺完美结合而获得的。
龙泉青瓷历来是以釉色见长,也就是说,评价龙泉青瓷造型作品的美,釉色的呈现至关重要。
如何将施釉工艺与烧成工艺很好地融为一体,本文主要就龙泉青瓷施釉工艺的重要性作基本论述。
【关键词】荡釉;浸釉;蘸釉;蚯蚓纹
【中图分类号】k876.3 【文献标识码】a 【文章编号】1009-5071(2012)07-0207-02
龙泉青瓷在世界上有很高的知名度,被誉为世界瓷器皇冠的璀璨明珠。
它始烧于三国两晋,唐中期至五代开始规模化生产,鼎盛于南宋和元,延续于明清,中兴于当代,其“哥窑”位列宋代“官、哥、汝、定、钧”五大名窑。
在1700余年的传承过程中,龙泉青瓷形成了青釉配置、多次施釉、厚釉烧成和开片控制等独特的传统烧制技艺,可视为中国历代青瓷工艺发展的总成,成为中国乃至世界陶瓷史上烧制年代最长、窑址分布最广、产品质量要求最高、生产规模和外销范围最大的历史名窑。
2006年,龙泉青瓷传统烧制技艺被列入第一批国家级非物质文化遗产保护名录。
2009年,龙泉青瓷传统烧制技艺被列入人类非物
质文化遗产代表作名录,是全球第一也是目前唯一入选的陶瓷类项目。
施釉也就是通常说的“上釉”。
在陶瓷发展的初期阶段,上釉采用涂刷的方法,这种方法显得很笨拙,同时釉水的厚薄不均,通常釉层很薄器物最终呈现的效果十分不佳。
浙江的龙泉窑,施釉工艺在继承了前人施釉方法的同时有了创新的发展,技术也有新的提高。
施釉采用里外釉分别处理,器物里面采用荡釉法,器物外采用浸釉法施釉,器物底部则过水后蘸釉等,龙泉青瓷的施釉工艺有别于其他陶瓷种类的施釉方法,一般类别的陶瓷作品多是重视造型或彩绘装饰,釉水多用来辅助之。
而龙泉青瓷则主要是以欣赏青釉的色泽,造型或立体变化装饰是为了更好的体现釉层的视觉效果,正是基于釉水的不同功能才造就了龙泉青瓷丰富变化的施釉工艺。
归纳起来主要分:荡釉、浸釉、补釉、喷釉、修釉等施釉工艺过程。
荡釉
荡釉是指对器物内部空间(称“里釉”)施釉的一种方法,通常用于罐、瓶、瓮等深腹小口造型的器物(碗、盘、碟等敞口较大的器物一次浸釉即可)。
方法是用舀子或勺子等将釉水注入器物里,不要装满,大概器物内空间的一半左右即可,之后端拿器物匀速均匀摇晃,使器物里面釉水挂匀器壁后,如果器物过大需要两个人合作完成,两个人需要保持同步性否则可能会失败。
里釉一般不需要太厚,一方面是器物里面由于口太小导致其不是作品的主要观赏位置和最佳部分,其次,里釉一般不需要太厚因其互相映射色彩就会
显得浓重而呈现良好的视觉效果,因此不需要和外釉相同厚度就可以。
估计达到需要的厚度以后,倒出剩余的釉水,上釉就算完成了,由于摇晃过程中釉水上下翻腾像孩子们荡的秋千晃动,所以称为“荡釉”。
需要说明的是这些大型器物的上釉程序是先施里釉再施外釉。
浸釉
浸釉包括对器物通体没入釉水缸中上釉和器物外釉施釉两个方式。
通体浸釉一般适合于对小件器物施釉,这些小件器物比较便于把握和控制,因此一次浸釉即可。
而大件作品就不同了,特别是大件的罐、瓶类则需要分里、外釉两次施釉才可以完成。
本节主要介绍对罐、瓶、瓮等深腹小口造型的器物施釉方法;基本按照先里釉后外釉程序,里釉的上釉方法参照荡釉方法说明本节不过多重复。
大型器物浸釉必须完成里釉再开始,因为釉层一但吸附器物会很快干燥成粉末状,不能再触摸否则破坏釉层烧成后产生脱釉现象。
上外釉前需要确定里釉基本干燥,这样器物才会重新具有吸水性,充分吸收釉水缸中的釉水。
当里釉干燥后,施釉者双手把稳器物合适部位,先将器物底部在清水盆中过水,目的是减少底部过多吸釉,然后用力将器物整个按压浸入釉缸,按压浸釉过程中注意保持釉水面与器物口部水平,不要使釉水满过器物口沿,流入器物里面造成外釉上釉不均。
浸釉是一个持续的过程,特别是大型器物需要克服水的巨大的浮力,一般需要持续10到20秒的时间甚至更多,浸釉时间根据器物大小和厚薄确定,在这个持续过程中要保持匀速呼吸
以不致破坏器物在釉水缸里平衡。
当浸釉完成将器物端出后尽量转动以下让吸釉均匀。
这样就完成浸釉程序。
补釉
补釉也是施釉工艺过程中不能缺少的关键环节,补釉的位置一般在子口和底足双手端拿的部位会因吸收不到釉水处需要重新修补上釉,补釉要在通体施釉完成后再修补釉水,修补的釉水厚度大致与通体施釉的厚度相当,补釉的厚度标准基本依靠目测结果,不论器形大小一般在补釉以后就可以进行下面的程序了。
喷釉
喷釉工艺过程主要是为了增加青釉层的厚度,弥补浸釉过程中胎体吸釉的厚度限制。
喷釉在施釉工艺过程中应该是最后一步,必须保证釉面的平整基础上最后增加釉层的厚度。
青瓷胎体的厚度一般取决于器形的尺寸大小,通常胎的体量越大要求胎体的横截面厚度相对就越厚。
浸釉过程中的釉水附着胎体厚薄取决于胎体自身吸水量的多少,厚胎的器形吸水量会多于薄胎的吸水量,吸水量大胎体附着的釉水自然厚一些。
而龙泉青瓷的美主要是以釉色取胜,釉层厚的器形视觉效果会更加润泽晶莹,观赏者把玩和品鉴时自然就多出一份喜悦之情,相反釉水过薄青瓷釉面就会呈现发白的效果。
喷釉使用的设备分两种,一种是专门用来喷涂釉水的喷釉机器但价钱比较昂贵,普通使用的是气泵和喷釉枪,喷釉时必须保证前一次浸釉的釉面基本干燥后才可以再次喷涂。
修釉
修釉是在釉水干燥后给没有充分吸收釉水的部分填加釉水,使器物表面吸附的釉水一致,釉水干燥后通常会出现细小的断纹,在入窑前需要将这些细小的断纹抹平,否则烧成后釉层里面会出现细小的各个方向的黑丝线,通俗的叫法是“蚯蚓纹,影响青瓷效果,因此这些干裂的釉层需要用工具或是手指甲抹平,器物底部或者不需要厚釉的地方需要打磨处理,使釉层平滑一致,产区称为“修釉”。
对于一个以青瓷材料表现设计者想法的作品来说,修釉尤其重要,坯体在上釉以后会快速吸收釉水里的水分,由于青瓷釉水通常很厚,干燥过程中釉层自然干燥过程中收缩率不同导致表层釉子开裂,装窑烧成一定要修平釉层表面的细小裂纹,最好的工具是用手和指甲,修釉一般分两个小的步骤;先要用指甲压平开裂釉层的裂缝,这需要足够的耐心,压平釉层的裂纹不能过于用力,否则可能破坏整个釉层致使大面积釉层与坯体脱离,正确的方法是反复两次压平开裂的釉子表面,使开裂的釉层缝完整结合在一起。
当通体的釉层裂纹压平以后,需要用手掌按整个坯体通体抚压,以确保釉层开裂部分衔接平滑。
有些小器型因为蘸釉方法施釉,釉层干燥后在器型口部和底足一般吸不上釉水,需要重新补釉,通常是用毛笔蘸釉涂抹之后也需要用特制的修坯、修釉刀修补,尽量保持釉层的高度一致,这样烧成后的作品表面基本会光滑平整。
修釉是施釉过程中一个非常重要环节,在实践过程中不断体会才能很好的掌握,同时在修釉过程中需要保持平静的心态。
可以说龙泉青瓷创作过程中施釉工艺是非常重要的工艺环节,
釉水的厚薄得当决定着作品最终的效果,釉水过薄烧成后的作品釉层平淡发白没有什么色泽变化,体现不出来青瓷莹润乳浊的玉质效果。
相反釉层过厚烧成后则可能会产生裂釉或缩釉的现象使作品很难达到设想的完整效果。
因此,施釉时间的长短和釉层的厚薄需要根据胎体大小和厚度做相应的调整,这需要多次实践积累和总结经验。
施釉工艺在成功烧制完整的龙泉青瓷作品过程中尤为重要。