【实用表格模板】工艺卡
工艺卡片模板

机械加工工艺过程卡片班级:1404032姓名:机械加工工艺过程卡片产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数 1 每台件数 1 备注工序号工序名称工序内容车间工段设备工艺装备工步工时备料Θ50×45的棒料1 车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀,表面粗糙度仪2 钻钻θ6,θ10,,θ14,,θ18通孔金工Z3025麻花钻,钻床专用夹具,内径千分尺3 镗粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔金工CA6140C620-1车床专用夹具内径百分尺,表面粗糙度仪表4 车粗车精车θ49至标准尺寸θ48金工CA614090度外圆车刀,游标卡尺,三爪卡盘5 车换端面保护夹θ48面粗,精车θ50至标准尺寸θ40金工CA614090度外圆车刀,游标卡尺,三爪卡盘6 车端面至标准尺寸保证长度30mm,40mm 金工CA614090度外圆车刀,游标卡尺,三爪卡盘设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期指导(厂名)机械加工工序卡片产品型号零件图号01—01—01产品名称轴套零件名称轴套共(7)页第(2) 页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助1 粗车端面及外圆三爪卡盘,YG6硬质合金车刀,表面粗糙度仪90 45 0.5 1.25 1 22s 17.46s(厂名)机械加工工序卡片产品型号零件图号01—01—02产品名称轴套零件名称轴套共(7)页第(3)页车间工序号工序名称材料牌号机加工车间钻孔GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数Z3025 1夹具编号夹具名称切削液ZY—02 钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助2 钻θ6,θ10,,θ14,,θ18通孔Z3025摇臂钻床,钻床专用夹具100 2 0.5 45 30 200s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共(7)页第(4)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—04 三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助3 粗,精细镗θ20通孔θ30圆柱孔,θ30至θ36的圆锥孔C620-1车床专用夹具内径百分尺,表面粗糙度仪表330 49 0.20 2 5 21s 40.5s(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第(5)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助4 粗车精车θ49至标准尺寸θ4890度外圆车刀,游标卡尺,三爪卡盘120 35 0.65 1.25 3 50s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共(7)页第(6)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助5 换端面保护夹θ48粗精车θ50至标准尺寸θ4090度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 2 3 70s 60s(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共(7)页第(7)页车间工序号工序名称材料牌号机加工车间车削GCR15 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×45 1设备名称设备型号设备编号同时加工件数CA6140 1夹具编号夹具名称切削液ZY—01 三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速r/min切削速度m/min进给量mm/r切削深度mm进给次数工序工时机动辅助6 车端面至标准尺寸保证长度17mm,40mm90度外圆车刀,游标卡尺,三爪卡盘120 46 0.65 1.1 2 70s 60s。
(完整版)工艺过程卡和工序卡卡片
机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 1 页车间工序号工序名称材料牌号粗铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*40 1 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣机盖顶端面,保证尺寸35mm 硬质合金端面铣刀、卡尺160 1 1.6 5 1 32.822标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 2 页车间工序号工序名称材料牌号粗铣、半精铣HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*35 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液虎钳工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗铣下端面,保证尺寸31mm 硬质合金端面铣刀、卡尺160 1 1.6 4 1 32.822 半精铣下端面,保证尺寸30.2mm 硬质合金端面铣刀、卡尺210 1.3 1.6 0.8 1 25.00标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 3 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻6-Φ9mm孔Φ9高速钢麻花钻、塞规630 0.29 0.4 22.862 铰6-Φ9孔中对称轴上的两个孔至Φ9.1H8(022.0)做定位孔Φ9.1铰刀、塞规500 0.26 0.8 7.44标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 4 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 钻一个2-Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.32 铰此孔2-Φ4.8mm至2-Φ5mmΦ5铰刀、塞规500 0.13 0.4 4.653 通过模具以此孔定位钻另一个Φ4.8mm孔模具、Φ4.8高速钢麻花钻、塞规250 0.13 0.25 9.34 铰此孔2-Φ4.8mm至2-Φ5mm Φ5铰刀、塞规500 0.13 0.4 4.655 倒角2-Φ4.8mm孔1.1x45º高速钢锥面锪钻10x90º标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 5 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 锪6-Φ18mm螺钉凸台高速钢平底锪钻18x9、卡尺400 0.4 0.14 5 1 19.32234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第 6 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式铣床X61 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 铣下端面20*10*1.5槽硬质合金键槽铣刀10x60,卡尺945 0.5 0.2 1.5 3.812标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第7 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻Φ12mm孔Φ12高速钢麻花钻400 0.28 0.45 21.672 钻Φ14mm孔Φ14高速钢麻花钻320 0.28 0.5 11.443 钻Φ24mm孔Φ24高速钢麻花钻200 0.28 0.7 13.074标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第8 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数摇臂钻床Z3040 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 钻侧面的Φ12mm的孔到铸件的铸孔约62mm深Φ12高速钢麻花钻,塞规400 0.28 0.45 88.47234标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)华侨大学机电学院机械加工工序卡片产品型号6120 零件图号6120-1011-016 姓名:林凌攀产品名称柴油机零件名称机油泵后盖共13 页第9 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 Φ12粗镗到Φ16.5,深度为25,作为螺纹的底孔硬质合金镗刀、塞规1400 1.0 0.2 6.782 粗镗Φ16.5右端面,保证尺寸41mm 硬质合金端面镗刀,卡尺160 1 1.6 5 1 7.683 M18*1.5孔倒角硬质合倒角刀1120 0.25 0.644 攻丝内螺纹镗刀320 0.3 0.5 9.37标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第10 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/s mm/r mm 机动辅助1 粗镗Φ14mm孔至Φ16.3mm硬质合金镗刀、塞规1120 1 0.2 2.3 8.172 粗镗Φ24mm孔至Φ26.3mm硬质合金镗刀、塞规900 1.33 0.4 2.3 5.083 半精镗Φ16.3mm孔至Φ17.8mm 硬质合金镗刀、塞规1400 1.33 0.1 1.5 13.064 半精镗Φ26.3mm孔至Φ27.8mm 硬质合金镗刀、塞规1018 1.5 0.2 1.5 8.985 倒角Φ27.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.646 倒角Φ17.8mm孔1.1x45º硬质合金倒角刀1120 0.25 0.64标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第11 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 把Φ12mm孔粗镗到Φ14.4mm,深58mm 硬质合金镗刀、塞规1400 1.0 0.2 2.4 6.782 把Φ14.4mm半精镗到Φ16mm,深58mm硬质合金镗刀、塞规1580 1.0 0.1 1.6 11.393 精镗Φ16底面硬质合金端面镗刀1580 1.33 0.2 0.38标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第12 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数卧式车床CA6140 1夹具编号夹具名称切削液专用夹具工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 精镗Φ17.8mm孔至Φ18mm硬质合金镗刀、塞规1400 1.33 0.1 0.2 13.062 精镗Φ27.8mm孔至Φ28mm硬质合金镗刀、塞规1018 1.5 0.2 0.2 8.98标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)机电学院机械加工工序卡片产品名称柴油机零件名称机油泵后盖共13 页第13 页车间工序号工序名称材料牌号HT200毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸件120*78*30.2 1设备名称设备型号设备编号同时加工件数磨床M7130 1夹具编号夹具名称切削液电磁铁吸盘工位器具编号工位器具名称工序工时(分)准终单件工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给次数工步工时r/min m/min mm/r mm 机动辅助1 磨削下端面刚玉砂轮,百分表2标记处数更改文件号签字日期标记处数更改文件号签字日期设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期)。
工艺标准卡片资料标准模板.docx
机械加工工艺过程卡片班级: 1404032姓名:机械加工工艺过程卡片产品名称轴套零件名称轴套共(7)页第(1)页材料牌号GCR15毛坯种类铸件毛坯外型尺寸每毛坯可制件数1每台件数1备注工序号工序名工序内容车间工段设备工艺装备工步工时称备料Θ50×45 的棒料1车粗车端面及外圆金工CA6140三爪卡盘,YG6硬质合金车刀,表面粗糙度仪2钻钻θ6, θ10 , ,θ14, ,θ18 通孔金工Z3025 3镗粗,精细镗θ20 通孔θ30 圆柱孔,θ30金工CA6140至θ36 的圆锥孔4车粗车精车θ49 至标准尺寸θ48金工CA6140 5车换端面保护夹θ48 面粗,精车θ50 至金工CA6140标准尺寸θ406车端面至标准尺寸保证长度金工CA6140 30mm,40mm 麻花钻,钻床专用夹具,内径千分尺C620-1 车床专用夹具内径百分尺,表面粗糙度仪表90度外圆车刀,游标卡尺,三爪卡盘90度外圆车刀,游标卡尺,三爪卡盘90度外圆车刀,游标卡尺,三爪卡盘设计日期审核日期标准化日期会签日期标记处数更改文件号签字日期指导(厂名)产品型号零件图号01—01—01机械加工工序卡片轴套零件名称轴套共(7)页第 (2) 页产品名称车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —01三爪卡盘工序工时标准单件39.46s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助1粗车端面及外圆三爪卡盘,YG6 硬质合90450.5 1.25122s17.46s 金车刀,表面粗糙度仪/-(厂名)机械加工工序卡片产品型号产品名称轴套车间机加工车间毛坯种类铸造设备名称夹具编号ZY —02零件图号01—01—02零件名称轴套共(7)页第(3)页工序号工序名称材料牌号钻孔GCR15毛坯外形尺寸每毛坯可制件数每台件数Θ50×451设备型号设备编号同时加工件数Z30251夹具名称切削液钻床专用夹具工序工时标准单件260s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助2钻θ6, θ10 ,, θ14, ,θ18Z3025 摇臂钻床,钻床专10020.54530200s60s 通孔用夹具(厂名)机械加工工序卡片产品型号零件图号01—01—03产品名称轴套零件名称轴套共( 7)页第( 4)页车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —04三爪卡盘工序工时标准单件61.5s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助粗,精细镗θ20 通孔θ30C620-1 车床专用夹具内3圆柱孔,θ30 至θ36 的圆径百分尺,表面粗糙度仪330490.202521s40.5s 锥孔表(厂名)机械加工工序卡片产品型号零件图号01—01—04产品名称轴套零件名称轴套共(7)页第( 5)页车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —01三爪卡盘工序工时标准单件110s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助4粗车精车θ49 至标准尺90 度外圆车刀,游标卡尺,120350.65 1.25350s60s 寸θ48三爪卡盘(厂名)机械加工工序卡片产品型号零件图号01—01—05产品名称轴套零件名称轴套共( 7)页第( 6)页车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助5换端面保护夹θ48 粗精90 度外圆车刀,游标卡尺,120460.652370s60s 车θ50至标准尺寸θ40三爪卡盘(厂名)机械加工工序卡片产品型号零件图号01—01—06产品名称轴套零件名称轴套共( 7)页第( 7)页车间工序号工序名称材料牌号机加工车削GCR15车间毛坯种类毛坯外形尺寸每毛坯可制件数每台件数铸造Θ50×451设备名称设备型号设备编号同时加工件数CA61401夹具编号夹具名称切削液ZY —01三爪卡盘工序工时标准单件130s工步号工步内容工艺装备主轴转速切削速度进给量切削深度进给工序工时r/min m/min mm/r mm次数机动辅助6车端面至标准尺寸保证90 度外圆车刀,游标卡尺,120460.65 1.1270s60s 长度 17mm,40mm三爪卡盘。
工艺卡片模板
签字
日期
机
戒加工工序卡
「片
产品型号
零件图号
产品名称
零件名称
共页
第页
车间
工序号
工序名
材料牌
毛坯种类
毛胚外形尺寸
每毛坯可制作件
数
每台件数
设备名称
设备型号
设备编号
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
描图
工
步
号工Biblioteka 内容工艺装备主轴转速
r/min
切削速 度
m/min
同时加工件数
夹具编号
夹具名称
切削液
工位器具编号
工位器具名称
工序工时
准终
单件
描图
工
主轴
切削速
进给
切削
进给
次数
工步工
二时
描校
步
号
工步内容
工艺装备
转速
r/min
度
m/min
量
mm/r
深度
mm
机动
辅助
1
底图号
装订号
设计(日期)
甲核(日期)
标准化 (日期)
云签(日期)
标记
处数
更改文件号
签字
日期
标记
处数
更改文件号
工步工时
描校
机动
辅助
号
r/min
m/min
mm/r
mm
底图号
装订号
设计(日期)
审核(日期)
标准化(日期)
会签(日期)
工艺卡
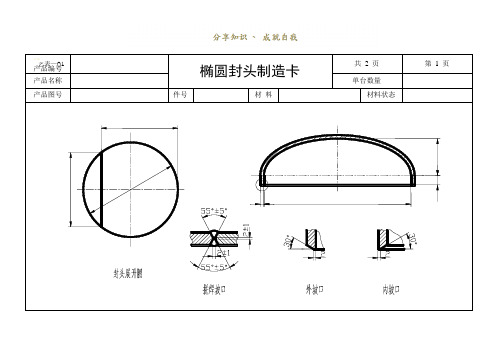
艺表—01产品编号椭圆封头制造卡共 2 页第 1 页产品名称单台数量产品图号件号材料材料状态艺表—01产品编号椭圆封头制造卡共 2 页第 1 页产品名称单台数量产品图号件号材料材料状态序号工序承制单位工序内容及技术要求设备工装检验数据操作者日期检验员日期1 备料库房库房备有材质证明书、检验合格的δ=mm,钢板,要求材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
2 下料铆焊按封头理论展开尺寸及排板要求划线,库管员作好材料标记移植,检验员检查确认后,按线下料。
氧炔3 焊接铆焊按焊接工艺施焊;将封头起弧段焊缝余高修磨平,但不得低于母材。
4 外协供应科库管员在封头坯料上作原材料钢印标记;工艺员填写封头外协委托单;供应科持委托单联系外协冲压。
5 入厂检验检验科⑴检查封头合格证内容是否完整;检查封头原材料标记。
⑵检查封头几何尺寸和表面形状:内表面形状偏差:外凸≤1.25%Di即≤mm,内凹≤0.625%Di 即≤mm;总深度公差为(-0.2~0.6)%Di即mm;最小厚度不得小于mm;直边倾斜度向外≤1.5mm,向内≤1.0mm;直边高度公差为(-5~10)%h即mm;直径公差为mm;外周长公差为mm;直边部分不得有纵向皱折;封头表面光滑无突变。
⑶作封头入厂检验标记、材料标记移植。
测厚仪6 检测探伤室按探伤工艺对封头拼接焊缝进行100%RT检测,按标准级合格。
射线机7 坡口铆焊/金工按零件图要求加工封头端面坡口。
编制年月日审核年月日艺表—02 8 酸洗 生产科 不锈钢封头作酸洗钝化处理。
编制 年 月 日 审核 年 月 日 产品编号 筒体制造卡共 页 第 页产品名称单台数量产品图号件号材 料 材料状态序号 工序 承制 单位 工序内容及技术要求设备 工装 检验数据操作者日期检验员日期1备料库房 库房备有材质证明书、检验合格的δ= mm , 钢板,要求材料表面不得有裂纹、结疤、夹渣、分层等缺陷;核对材料标记,实测钢板厚度。
工艺过程卡、工艺卡、技术检验卡标准模板
硬度
零件净重
序号
检验内容
量具及检验夹具
标准量具
检验示意图(或检验说明)
名称
编号
车间主任
组长
检验科长
审核
共页
更改标记
更改文件
更改签字
日期
更改标记
更改文件
更改签字
日期
工艺科长
编制
第页
第二届中国兵器工业集团职业技能大赛机械加工技术检验卡模板(2)
XXX企业
技术检验卡
车间
工序号
零件号
工段
工序名称
零件名称
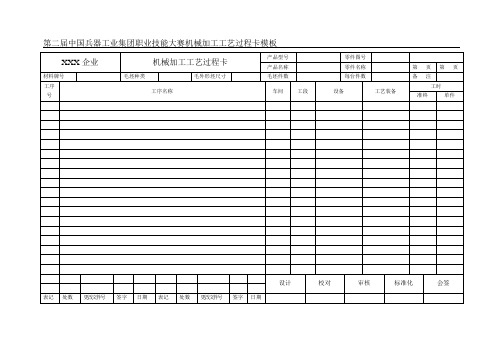
第二届中国兵器工业集团职业技能大赛机械加工工艺过程卡模板
XXX企业
机械加工工艺过程卡
产品型号
零件图号
产品名称
零件名称
第页
第页
材料牌号
毛坯种类
毛外形坯尺寸
毛坯件数
每台件数
备注
工序号
工序名称
车间
工段
设备
工艺装备
工时
准终
单件
设计
校对
审核
标准化
会签
表记
处数
更改文件号
签字
日期
表记
处数
更改文件号
签字
日期
第二届中国兵器工业集团职业技能大赛机械加工工艺卡模板(1)
XXX企业
机械加工工艺卡
产品型号
零件图号
产品图号
零件名称
共页
第页
车间
工序号
工序名称
材料牌号
毛坯种类
毛坯外形尺寸
每毛坯可制件数
每台件数
设备名称
设备型号
设备编号
同时加工件数
工艺卡片模板
工艺卡片模板工艺卡片是一种用于记录工艺流程、操作规范、质量要求等信息的文档,它在生产制造过程中起着非常重要的作用。
为了更好地规范和管理工艺流程,提高产品质量,我们设计了以下工艺卡片模板,希望能够为大家的工艺管理工作提供帮助。
一、工艺卡片基本信息。
1. 产品名称,(填写产品名称)。
2. 编号,(填写产品编号)。
3. 制定日期,(填写制定工艺卡片的日期)。
4. 版本号,(填写工艺卡片的版本号)。
二、工艺流程。
1. 工艺流程图。
(在此处插入工艺流程图,清晰展示产品的生产流程)。
2. 工序要求。
(列出产品的各个工序,包括工序名称、操作要点、注意事项等内容)。
三、工艺参数。
1. 工艺参数表。
(列出产品的各项工艺参数,包括温度、压力、速度、时间等信息)。
2. 工艺参数调整。
(描述工艺参数调整的方法和步骤,以及调整后的效果)。
四、质量要求。
1. 检验标准。
(列出产品的各项质量指标,包括外观质量、尺寸精度、表面光洁度等要求)。
2. 质量控制点。
(描述在生产过程中需要注意的质量控制点,以及如何进行质量检查)。
五、安全注意事项。
1. 作业环境要求。
(描述生产作业的环境要求,包括通风、防火、防爆等安全要求)。
2. 个人防护。
(列出生产作业时需要佩戴的个人防护用品,如安全帽、防护眼镜、手套等)。
六、工艺改进记录。
1. 改进内容。
(记录工艺改进的具体内容,包括改进的原因、方法和效果)。
2. 改进责任人。
(记录工艺改进的责任人,以便跟踪和评估改进效果)。
七、其他事项。
1. 其他相关信息。
(在此处记录其他与工艺管理相关的内容,如工艺设备的维护保养、异常处理等)。
以上就是工艺卡片模板的内容,希望能够对大家的工艺管理工作有所帮助。
在使用模板的过程中,可以根据实际情况进行适当的调整和完善,以确保工艺卡片能够真正发挥作用,提高生产效率和产品质量。
祝大家工作顺利!。
机械加工工艺表格
3
铣
铣六面,厚面留磨削余量0.4mm,侧面留磨削余量0.3mm
X5012
游标卡尺0.02×125mm
φ8端面铣刀
4
磨
磨上下面留磨削余量0.2mm,磨基准侧面
M7012
外径千分尺(25-50)0.02mm
P300×30×75WA60L5V穿丝孔线
内径千分尺)0-20)0.02mm
10
钳工
去毛刺,研磨型孔
11
检验
按图样尺寸检验
游标卡尺0.02×125mm
修改
标记
学生班级
学生姓名
指导教师
完成日期
签名
6
钻铣
在型孔内钻穿丝孔,钻φ5mm孔,攻螺纹,钻销孔,铣型孔
ZX6350A
塞规
φ6,φ5直柄麻花钻
φ5直柄机用铰刀
7
热处理
淬火硬度为58-62HRC
内径千分尺)0-20)0.02mm
φ5球头铣刀
8
电火花
与凸凹模配作加工型孔
D7140
9
磨
磨两端面,保证与型面垂直
M7012
P300×30×75WA60L5V35
四川工程职业技术学院
产品型号
机 械 加 工 工 艺 过 程 卡
零件编号
第页
零件名称
凹模板
共页
材料
名称
型号及规格
毛坯种类
毛坯尺寸
毛重(kg)
Cr12
净重(kg)
序号
工序名称
工序内容
设备
工艺装备名称与编号
工时定额(小时)
夹具
量具
刃具
辅具
准备
操作
单件
加工工艺卡和工序卡模板
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
主轴 转速 r/min
切削速 度
m/min
进给 量 mm/r
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
每台件数
锻件
75×22 中心孔 20
1
设备名称
设备型号
设备编号
空气锤
夹具编号
夹具名称
1 同时加工件数
1 切削液
工
步
工步内容
号
1
下料
2
锻造尺寸 75×22mm 中心孔 20mm 的毛坯
刀具
工 艺装备
检测手段
工位器具编号
工位器具名称
工序工时 准终 单件
检测频率
流动蓝
进
工步工时
主轴 切削速 进给
切削深 给
进 切削
给 深度
次 mm 数
工步工时 机动 辅助
标记 处数 更改文件号 签字 日期 标记 处数 更改文件号
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
产品型号 产品名称
1702504 齿轮
零件图号 零件名称
车间 机加
齿轮
签字
日期
设计(日期) 审核(日期) 标准化(日期) 会签(日期) 审定(日期)
赣州经纬汽车零部 件有限公司
机械加工工序卡片
工艺卡片【范本模板】
主要设备
空塔
φ4500×13500
1台
动力波洗涤塔
φ1250×φ4500×11500
1台
填料塔
φ4500×13500
1台
三塔稀酸泵
Q=400m3/h,H=30m
6台
稀酸板式冷却器
180m2,254SOM
2台
脱吸塔
φ800/φ3000×6745
1台
清水高位槽
φ2000/φ2200
1台
电除雾安全封
φ800×1798
2)注意各设备的阻力降,如有异常,及时反映。
3)按工艺指标,正确调节串酸加水,稀酸送酸阀门。
4)注意观察电雾出口气体清晰度,及时调节二次电压和二次电流。
5)板式换热器视情况进行反冲或切换备用。
6)地沟要求控制低液位≤2/3。
7)沉降器定期排污。
8)按要求加药,加药量异常时及时反映和处理。
9)电除雾按要求进行例行水冲洗。
编制
核对
审核
批准
江西全鑫科技化工有限公司
电除尘器工艺卡片
文件编号
QXKJ-GY004
序号
类别
主要参数
1
主要设备
电除尘器
60m2
1台
电场
2个
附属电器仪表
2
工艺指标
电除尘器进口
320—350℃
320-350℃
电除尘器出口
250℃
石英管绝缘箱
140—160℃
瓷轴绝缘箱
140℃
压差
20毫米H2O柱
二次电压
一电场40—50KV
≤15ug/L
饱和蒸汽和过热蒸汽钠含量
<20ug/kg
给水含油量