真空气淬炉
真空热处理工艺及操作方法
真空热处理工艺及操作方法1、真空度的概念真空为气体较稀薄的空间,在指定的空间内,低于一个大气压力的气体状态,统称为真空。
真空状态下气体稀薄程度称为真空度,通常用压力值表示。
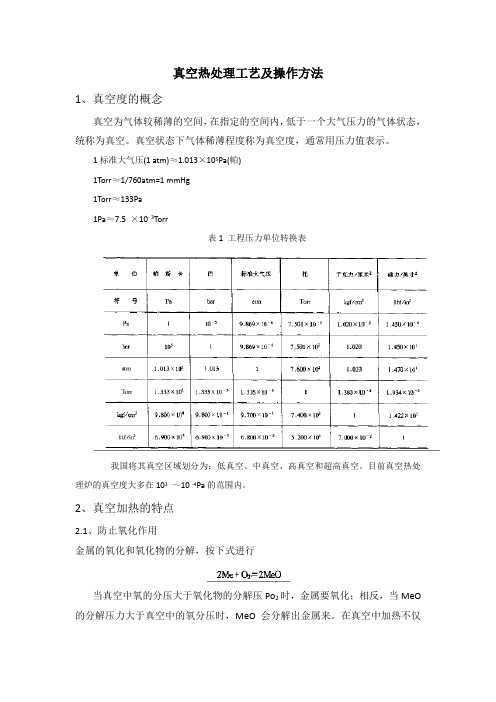
1标准大气压(1 atm)≈1.013×105Pa(帕)1Torr≈1/760atm=1 mmHg1Torr≈133Pa1Pa≈7.5 ×10- 3Torr表1 工程压力单位转换表我国将其真空区域划分为:低真空、中真空、高真空和超高真空。
目前真空热处理炉的真空度大多在103~10 -4Pa的范围内。
2、真空加热的特点2.1、防止氧化作用金属的氧化和氧化物的分解,按下式进行当真空中氧的分压大于氧化物的分解压Po2时,金属要氧化;相反,当MeO 的分解压力大于真空中的氧分压时,MeO会分解出金属来。
在真空中加热不仅使金属本身不氧化,而且使原来已氧化的金属进行还原分解,这便是除锈作用。
2.2、真空脱气作用采用真空熔炼难熔金属、活拨金属,达到充分去除H2,N2,O2的目的。
目前广泛使用的钢液真空脱气处理,使钢液更纯净,钢材更致密.提高了钢的质量。
固态金属在真空下进行热处理,同样有脱气作用。
金属的脱气,可提高它的塑性和强度。
真空度愈高,温度愈高,脱气时间愈长,有利于金属的脱气。
2.3、脱脂作用真空热处理炉,已广泛应用于易损伤的金属箔、拉丝线材和精密的带有小孔筛眼之类金属零件的脱脂处理。
因为附着在这些物件上的油脂属普通脂肪族,是碳、氢、氧化合物,蒸气压较高,在真空中加热时被挥发或分解,随即被真空泵抽走。
真空热处理虽有脱脂作用,但不能认为真空热处理前的工件可不经清洗就装人炉中,因为大量的油脂不仅污染了炉子,还会污染真空泵油损坏真空泵的性能。
2.4、真空下元素的蒸发在热处理温度范围内,常压下,金属与合金的蒸发是微不足道的。
然而,真空热处理时工件表面层中某些元素的蒸发,有时是很严重的。
常用的合金元素Zn、Mg、Mn、Al、Cr等的蒸气压较高,易蒸发,造成表面合金元素贫乏。
真空系统的常见故障分析与解决

真空系统的常见故障分析与解决0 前言VD(Vacuum Degassing)精炼法是将转炉、电炉的初炼钢水置于真空室中,同时钢包底部吹氩搅拌的一种真空处理法,其原理利用对真空室进行抽真空,在真空状态下对钢水进行脱碳、脱气、脱硫、去除杂质、合金化和均匀钢水温度、成分等处理。
其主要设备由真空系统、真空罐系统、真空罐盖车等组成。
故障主要发生在真空系统,我炼钢分厂采用的是多级蒸汽喷射真空泵串联。
蒸汽喷射真空泵抽气量大,结构简单,但出现故障时,不易及时排查,引起热停工时间较长,损失较大,本文对VD炉真空系统的常见故障及影响因素进行了分析,以便设备维护人员及时排查解决类似设备故障。
1 蒸汽喷射真空泵的工作原理蒸汽喷射真空泵是利用流体流动时的静压能与动能相互转换的气体动力学原理来形成真空。
具有一定压力的水蒸汽通过拉瓦尔喷嘴喉径时达到声速,到喷嘴的扩散部时,静压能全部转化为动能,达到超声速,由压力能转化为速度能,在喷嘴出口处由于高速蒸汽流的引射作用形成低压。
工作蒸汽与被抽气流在混合室进行混合,并进行能量交换,混合气流在扩压管内得到减速增压。
如果将几个喷射泵串联起来使用,泵与泵中间加入冷凝器使蒸汽冷凝,便可得到很高的真空度(67Pa)。
整台蒸汽喷射真空泵由6级泵体与4级冷凝器两大部分组成。
各级泵体均由喷嘴、吸入室及扩压器组成,喷嘴一般采用不锈钢材料,吸入室和扩压器等其它部件一般采用碳钢材料。
2 影响VD炉真空系统真空度的主要因素2.1 工作蒸汽压力、温度及干度蒸汽压力过低及压力波动均对真空泵的能力有较大影响,因此蒸汽压力不应低于要求的工作压力,我炼钢分厂工作蒸汽压力为0.8MPa(表压),实际工作中工作蒸汽压力低于0.5MPa,后期真空度就很难降下来,工作蒸汽压力与温度是相关联的,总的来说工作蒸汽压力越高工作蒸汽温度就越高。
另外,要确保供给的蒸汽压力稳定,这样蒸汽压力就不会出现波动,真空泵性能稳定。
蒸汽的干度对真空泵的性能也有较大影响,其中含水会引起真空波动,含水过多甚至会抽不起真空,通常的作法是在汽包前加装汽水分离器以获得干度较高的工作蒸汽,同时对蒸汽管路进行有效保温,还有在操作上蒸汽包注意疏水。
真空热处理设备PPT课件
真空与等离子热处理设备具有高效、优 质、低耗和无污染等一系列优点,是近代热处 理设备发展的热点之一。
• 真空热处理炉的基本类型、性能考核与使用维 修;
• 等离子热处理炉的基本类型、维修与保养; • 真空高压气淬炉; • 真空渗碳炉。
第1页/共19页
1、真空热处理炉
表 1 真空热处理炉的基本类型
分类方法
用途 真空度
工作温度
作业性质 炉型 热源
炉子结构与加热方式
内容
真空退火炉、真空淬火炉、真空回火炉、真空 渗碳炉、真空钎焊炉、真空烧结炉等
低真空炉(1333~1.33×10-1Pa)、 高真空炉(1.33×10-2~1.33×10-4Pa)、 超高真空炉(1.33×10-4Pa以上)
低温炉(≤700℃)、 中温炉(700~1000℃)、 高温炉(>1000℃)
间歇式作业炉、半连续作业炉、连续作业炉
立式炉、卧式炉、组合式炉
电阻加热、感应加热、电子束加热、等离子加热
外热式真空热处理炉、内热式真空热处理炉
第2页/共19页
图 1 气冷真空炉结构
a)内循环气冷真空炉 炉
b) 外循环 对流加热的气冷真空炉结构
a) 单循环风扇
b) 双循环风扇
1. 炭黑问题
2. 渗碳均匀性问题
3. 工艺程序制定,过程控制及重复性问题
第15页/共19页
真空渗碳工艺
(a)一段式 (b)脉冲式 (c)摆动式
第16页/共19页
真空渗碳设备
•单台真空渗碳炉 •真空渗碳炉生产线
第17页/共19页
mult-i-cell型多室真空渗碳生产线
第18页/共19页
感谢您的观看!
真空渗碳炉的操作规程
三、装料后,把旋钮打到“门关”方位。然后,发动“机械泵”和“粗抽阀”。对真空机组和炉膛抽气,一同翻开真空炉电源(一般状况真空计电源随总电源一同发动)。
四、当真空度高于1000Pa时,真空计监测点“J2”点亮。这个时分,能够敞开“罗茨泵”。如条件不到,“罗茨泵”不会敞开,点击按钮无反响。
真空渗碳炉的操作规程渗碳炉安全操作规程真空炉安全操作规程真空炉操作规程真空热压炉操作规3838程真空渗碳炉真空渗碳淬火炉低压真空渗碳炉气瓶的抽真空操作规程真空泵操作规程
真空渗碳炉的操作规程
真空渗碳炉的操作有一定的难度,必须让有经验的操作员来操作,下面我们就来看一下具体的操作步骤。
一、真空炉开炉前,保证水、电、气在作业状况。电压在380V,不得有10%的偏差。气压在0.6Mpa,水压到达最低值(0.5MPa)。到达上述需求后才能够通电,进行操作。
五、当真空度高于7Pa时,真空计监测点“J1”点亮。这个时分,敞开“前级阀”和“分散泵”。对“分散泵”进行预热。
六、待“分散泵”预热时刻到达90分钟时分(可调查触摸屏上计数器),封闭“粗抽阀”,翻开“高阀”,对炉膛抽高真空。
七、当炉膛真空度到达作业真空度后(真空计监测点“J3”点亮,留意初始监测点设置较高,能够自行设定或许到达所需真空度时,自行敞开加热),开加热,一同温控表主动发动运转(加热曲线需事前编好)。
十、如挑选强冷冷却,在第八步后,封闭“真空计”、“高阀”、“粗抽阀”、“分散泵”,只留下“机械泵”和“前级阀”对分散泵进行抽真空并冷却。在翻开“充气阀”,向炉内充入氮气或许氩气至与大气基本平衡后(有压力表控制风机发动检测点和充气上限检测点),敞开强冷风机,直至冷却至出炉温度(强冷过程中补气是主动控制)。封闭“充气阀”。冷却至出炉温度后,把旋钮打到“门开”方位。然后拧开“手动放气阀”充气至与大气平衡后,炉门主动翻开,然后拧紧“手动放气阀”。然后在进行取料。封闭水、电、气。完结整个工艺流程。
45CrNiMo1VA钢旋压芯棒的真空气淬

中图分类 号 : TG 5 . 1 67 文献 标 志码 : A
Va u m sQu n hn o 5 Ni o VA te S i n n a d e c u Ga e c i gf r4 Cr M 1 Se l pn igM n rl
远红 外 、 热风混 合使 用 的方 案 , 温 区 自成 封 闭小循 各 环系 统 , 由于采 用 了 以下几 个方 面新 的结 构 , 烘箱 使
中, 体在 玻璃 罐 中充 当 了介 质 , 液 当液体 下 降时 电容
A b ta t I de o S V h r c i g oblm urn que hi 5 N i ol A t e p nn n a r l he v c m sr c : n or rt Ol et e c a k n pr e d i g nc ngof4 Cr M V s e ls i i g m nd e ,t a uu
4 r Mo 钢 旋 压 芯棒 的真 空 气 淬 Ni 5 C l VA
姚 春 臣 , 辉林 , 胡 汪 芳 , 赞 辉 , 宗保 刘 刘
( 南 机 器 集 团有 限公 司 , 南 湘 潭 4 10 ) 江 湖 1 2 7
摘 要 : 了解 决 4 C Ni 1 为 5 r Mo VA 钢旋 压芯 棒 淬 火开 裂 问题 , 其进 行 了真 空 气淬 试 验 。试 验 结 果 对 表 明 ,5 r i 1 A 钢 具有很 好 的淬透性 ;5 r Mo VA 钢芯棒 采 用 真 空 高压 气淬 炉 和真 空气 淬 工 艺 4 C N Mo V 4 C Ni l
这 种特殊 液 体的 流量监 测 和控 制元件 要 能克服 炭 液 的沉淀 、 塞 、 堵 腐蚀 和 附着成 膜 。我们 根据 圆柱
H13的热处理方法
中国热处理行业协会新技术考察团于1998年10月9日参观访问了美国Erie城附近的Meadylle镇SECO/WARWICK公司总部,了解了该公司开发的新技术和新产品。
为了有助于我国热处理生产技术的发展,特在此做如下介绍。
2 真空高压气淬的效果由于要求真空热处理的零件和材料不断增多,真空加热气冷淬火技术有了迅速发展。
工具钢的固溶处理和奥氏体化,合金钢和镍基、钴基合金通常都在熔盐中加热和油中淬火,导致工件开裂和畸变,而且还必须施行后清洗。
SECO/WARWICK公司开发的一系列采取对流加热方式的真空高压气淬炉,气体压力从200kPa直到2000kPa,满足了在油淬和气淬中间领域的冷却速度要求。
表1所列为各种合金钢在该公司开发的600kPa、1000kPa和2000kPa真空气淬炉中的淬火冷却效果[1]。
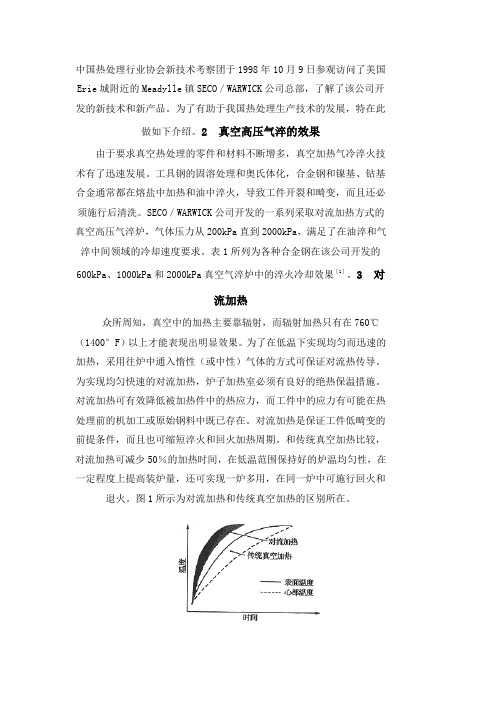
3 对流加热众所周知,真空中的加热主要靠辐射,而辐射加热只有在760℃(1400°F)以上才能表现出明显效果。
为了在低温下实现均匀而迅速的加热,采用往炉中通入惰性(或中性)气体的方式可保证对流热传导。
为实现均匀快速的对流加热,炉子加热室必须有良好的绝热保温措施。
对流加热可有效降低被加热件中的热应力,而工件中的应力有可能在热处理前的机加工或原始钢料中既已存在。
对流加热是保证工件低畸变的前提条件,而且也可缩短淬火和回火加热周期。
和传统真空加热比较,对流加热可减少50%的加热时间,在低温范围保持好的炉温均匀性,在一定程度上提高装炉量,还可实现一炉多用,在同一炉中可施行回火和退火。
图1所示为对流加热和传统真空加热的区别所在。
图1 对流加热和传统真空加热的比较Fig.1 Conventional vs.traditional heating rates4 高压气淬由表1数据可知,和600kPa气淬比较,低合金钢在1000kPa和2000kPa气体压力下的淬火可获得更高的硬度。
1000kPa和2000kPa的气淬真空炉可保证整盘炉料获得均匀温度。
不锈钢弹簧热处理介绍

不锈钢弹簧热处理介绍1. 热处理奥氏体不锈钢弹簧钢(1)固溶处理奥氏体不锈钢弹簧钢的溶液处理规范料级加工温度℃冷却方法设备1Cr18Ni9条:1100 ~ 1150水冷高温盐炉适用于棒材和厚板2.真空油淬炉或真空气淬炉适用于薄板、条、管和小型精密弹性组件板:1080 ~ 1130年的水或油冷条:1020 ~ 1070年水冷、油冷或空气冷却1 cr18ni9ti棒:1060 ~ 1140年水冷板:1050 ~ 1130年水或石油带:水、油或气冷0Cr17Ni14Mo2 1020 ~ 1120,油或气冷0Cr18Ni12Mo2Ti 1020 ~ 1100水冷、油或气冷1Cr18Ni12Mo2Ti 1020 ~ 1100水冷、油冷或气冷(2)奥氏体不锈钢弹簧钢稳定回火处理规范材料等级处理温度℃保温时间(h)设备1Cr18Ni9 430 ~ 480 2h真空炉或时效炉2.马氏体不锈钢弹簧的热处理(1)马氏体不锈钢弹簧的初步热处理马氏体不锈钢属于马氏体相变强化钢和马氏体不锈钢。
材料等级不完全退火低温退火加热温度℃冷却介质布氏硬度压痕mm加热温度℃冷却介质布氏硬度压痕后2 cr13 870 - 900毫米与炉冷却到600°C,空气冷却≥4.4 730 ~ 780空气≥4.0 3 cr13≥4.2 730 ~ 780≥4.0 4 cr13≥4.0 730 ~ 780≥4.0 - 1 cr17ni2 670 ~ 690≥3.5(2)马氏体不锈钢弹簧钢的淬火和回火弹簧经马氏体不锈钢淬火回火后的最终热处理。
普通马氏体不锈钢弹簧的最终热处理工艺材料等级淬火及回火硬度(HRC)加热温度℃冷却介质加热温度℃冷却介质2 cr13 1000 ~ 1040年石油300 ~ 480空气3 cr13 1000 ~ 1040年石油300 ~ 480空气40 ~ 46 cr13mo 1020 ~ 1060年石油220 ~ 300空气46 ~ 50 4 cr13 1000 ~ 1050年石油320 ~ 450空气45 ~ 52 cr17ni2 1000 ~ 1020年石油340 ~ 360年的空气3.热处理沉淀硬化不锈钢弹簧钢析出硬化不锈钢是马氏体相变强化和析出析出强化相结合的综合强化,其基本热处理工艺为固溶处理和时效处理。
H13 钢的真空热处理
H13 钢的真空热处理摘要:介绍了北美压铸模协会(NADCA)推荐的H13钢的真空热处理工艺,详细讨论了对热处理设备的要求,工件的装炉,热电偶的放置,奥氏体化,淬火速率与工件组织和性能的关系,回火工艺和硬度控制,模具的去应力处理,H13钢模具的热处理质量和检测,以及热处理合格证书的内容,并附有H13钢淬火组织级别图。
关键词:H13钢;模具;气淬;回火1前言1.1北美压铸模协会(简称NADCA)所推荐的H13钢真空热处理工艺程序,由NADCA所属金属模具委员会热处理工作组10位委员和12个国家和地区的团体委员参加编制,2003年NADCA模具材料标准小组(9个团体)和模具热处理(7个团体)又稍作修改,将其编入NADCA#207-2003优质和超级H13钢材料和热处理验收标准。
参加编制的协会成员有著名的美国通用汽车公司、德国蒂森特殊钢及热处理公司、奥地利百禄和瑞典乌特霍姆等公司,因此该工艺文件反映了欧美工业化国家的H13钢最近的热处理工艺水平,对国内模具的真空热处理有一定的参考价值。
本文根据N A D C A推荐的工艺程序,并结合作者从事真空热处理的工作经验编撰而成,供国内从事模具真空热处理的同行参考。
1.2由于近年来国内外真空高压气淬技术突飞猛进的发展,NADCA介绍的H13钢真空热处理资料中所应用的气淬炉压力仅为2~5bar,而目前国内真空气淬炉的冷却压强已普遍提高至6~10bar,并采用对流加热技术,故对原文中的一些工艺参数用户应根据具体条件慎重选用。
1.3对于原文中的间断(分段)冷却(interruptedquenching),按照国内的惯用术语,以下称为分级淬火。
2NADCA 推荐的热处理工艺规范2.1应用范围优质和超级H13钢热处理时最关键的工艺参数是奥氏体化温度和随后的淬火冷却速度。
为获得最佳的金相组织和力学性能,并尽量减少工、模具的变形和开列,真空炉必须能够控制淬火冷却速度(Abar Ipsen公司称为“控制冷却”)。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
真空气淬炉
合盛隆
一、结构特点:
加热室采用不锈钢骨架、新型碳毡复合材料,变形量少、耐高温高压
气流冲刷,使用寿命长,易维护。采用石墨管加热器,易安装维护,故障率低。气冷采用喷
射式冷却方式,石墨喷嘴圆周均布,使高压气流流动更合理(部分主风管风量大小可调,客
户可根据工件的特点控制部分主风管风量的大小),能有效控制工件变形。高速高压大流量
风机,铜-铜高效圆型换热器,实现高速冷却。风机可采用单速、双速、变频调速多种方式,
控制风冷速度。加热室也可以采用全金属结构,以满足钛合金、精密合金的固溶处理要求。
电控系统采用PLC与可编程温度控制器的方式,实现全自动、半自动、手动三种控制方式,
操作灵活。
二、用途:
主要用于高速钢、工模具钢、不锈钢的淬火;不锈钢和钛合金的固溶处理;
磁性材料的真空热处理及高温钎焊和真空烧结。
三、技术参数:
最高温度 1320℃
控温精度 ±1℃
炉温均匀性 ±5℃(可选择对流风机)
极限真空 4×10^1Pa(选择高真空时为6.7×10^3Pa)
压升率 0.6Pa/h
气冷压力
6bar
冷却能力 500Kg/4.5bar/1050-200用3-5分钟,10-20分钟可出炉
四、设备选型
1、尺寸规格
型号 有效工作尺寸 装炉量 加热功率
HZQ-433 450mmx300mmx300mm 100kg 50kw
HZQ-644 600mm x400 mm x400mm 200kg 80kw
HZQ-755 700 mm x500 mm x500mm 300kg 100kw
HZQ-966 900 mm x600 mm x600mm 500kg 150kw
HZQ-1288 1200 mm x800 mm x800mm 1000kg 200kw
HZQ-1299 1300 mm x900 mm x900mm 1200kg 300kw
2、炉胆规格
A
圆形金属炉胆,设360度吹管。
B
圆形石墨炉胆,设360度吹管。
C
方向金属炉胆,上下对吹。
D
方向石墨炉胆,上下对吹。标准配置为圆形石墨炉胆(2层硬毡+3层软毡)。
3、对流加热:Y(加对流风机)、N(不加热对流风机)。标准配置为N.
4、真空选择:H(高真空)、L(低真空),JH(进口高真空)、JL(进口低真空选择).标准配置为
L(低真空)
5、气冷压力:6(6bar)、10(10bar)、12(bar)、20(20bar)、标准配置为6(6bar)
6、控制系统H(纯进口高配)、S(标准配置)、L(国产配置)
H、控制柜:德国威图 S、控制柜:标准九折型材机柜(1200*2000*600) L、(国产配置)
:
低压电器元件:法国斯耐德 PLC:西门子S7-300系列 工控机:台湾研华工业控制器+15寸触摸显示器 机柜冷却:机柜空调 控温仪表:英国欧陆2604或者2704 记录仪:横河或者霍尼韦尔 真空计:德国莱宝或其他厂商 其他附件:国内最好 低压电器元件:法国斯耐德 PLC:OMRON(日本欧姆龙) 工控机:北京昆仑通态(12寸嵌入式触摸屏) 机柜冷却:风扇(构成封闭式机柜,防护等级IP20) 控温仪表:岛电(FP23.或其他进口仪表) 记录仪:瑞士(PH) 真空计:国产 其他附件:国内最好 用国内最好的元器件组合最好
的配置。
7、冷却控制:A(变频器)、B(软启动);JA(进口变频器)、JB(进口软起动)、JAA
(进口变频器+进口风机)。标准配置为软起动加国产风机。
8、附加项目:A(配储气罐)、B(配水冷却系统)、AB(配储气罐+水冷却系统)、C(配消音器)。
9、现场布置方式:A(控制柜横向放)、B(控制柜纵向放)。