PWBA 焊点锡洞的成因与改善
波峰焊焊点不良与对策课件

加强焊接过程中的质量控制
总结词
加强焊接过程中的质量控制是确保波峰焊焊点质量的 必要手段。
详细描述
质量控制包括对波峰焊设备参数的监控、焊接过程稳定 性的控制、焊接后质量检测等环节。通过严格控制质量 ,可以及时发现并解决焊点不良问题,提高生产效率和 产品质量。
05
波峰焊焊点不良的案例分 析
某电子产品波峰焊焊点不良案例
波峰焊焊点不良现象分析
焊点空洞
总结词
焊点内部存在未被焊料填满的空隙。
详细描述
焊点空洞是由于在焊接过程中,焊料未能充分流动或润湿,导致焊点内部未能 完全填满。这可能是由于焊接温度不足、焊料流动性差或焊接时间不够等原因 引起的。
焊点剥离
总结词
焊点与基板之间出现明显的分离现象。
详细描述
焊点剥离是由于在焊接过程中,焊料与基板之间的结合力不足,导致焊点与基板 之间出现分离。这可能是由于基板表面处理不当、焊料与基板不匹配或焊接温度 过高引起。
06
总结与展望
波峰焊焊点不良的预防与控制的重要性
01
02
03
提升产品质量
预防和控制波峰焊焊点不 良有助于提高产品质量, 减少产品故障和客户投诉 。
降低生产成本
有效预防和控制焊点不良 可以减少生产过程中的浪 费,降低生产成本。
增强企业竞争力
通过优化波峰焊工艺,提 高产品质量,有助于增强 企业在市场中的竞争力。
元件的可焊性取决于其表面镀层和材料性质。为提高可 焊性,可以采取表面镀镍、镀金等措施,增加焊盘表面 的润湿性。此外,元件引脚的设计和材质也会影响可焊 性,应选择适合波峰焊工艺的引脚设计。
Hale Waihona Puke PCB的优化设计总结词
焊点空洞形成的原因

焊点空洞形成的原因哎,你说这焊点空洞,可真是个让人头疼的事儿。
我这一天天在车间里头转悠,看着那些焊点上的小空洞,心里头就跟猫爪子挠似的,痒痒得慌。
今儿咱们就聊聊这焊点空洞,到底是咋形成的。
你瞧,焊点空洞这事儿啊,说简单也简单,说复杂也复杂。
头一个原因,就是那助焊剂里头的有机物,一受热就分解,跟放鞭炮似的,“砰砰砰”地产生一堆气泡。
这些气泡要是不能及时排出去,等焊点一冷却,嘿,就成了空洞了。
你说这有机物产生的气体,它要是浮力小,比焊料的表面张力还小,那就只能被焊点给“吞”进去了,成了名副其实的“气泡馅儿饺子”。
再一个,焊接时间也得说说。
就像那Sn63-Pb37焊料,浸渍时间就短得跟眨巴眼似的,0.6秒,一眨眼就过去了。
还有那SnAgCu焊料,时间稍微长点,1.5秒,但在这短短的时间里,有机物热解产生的气体也是很难逃出去的,只能乖乖地被焊点“扣留”了。
锡膏里的水分,也是个不容小觑的角色。
那锡膏从冰箱里拿出来,得在室温下放四个钟头,跟咱们人一样,得缓缓,不能一下子就从冰箱里出来就干活。
不然啊,它吸了空气中的水分,到了焊接的时候,水分一蒸发,空洞就来了。
你说这锡膏,搅拌的时候还不能太使劲,时间也不能太长,得恰到好处,跟咱们做饭炒菜似的,火候得掌握好。
焊盘氧化物,这事儿也得提一提。
那PCB焊盘啊,要是表面氧化了,或者脏了,焊接后焊点上的空洞就多。
为啥呢?因为氧化程度越大,处理起来就越费劲,得用更强的活性剂才行。
你说这焊盘,就跟咱们的脸似的,得干净,才能焊出好焊点。
还有啊,焊点合金的晶体结构,要是不合理,焊接的时候也容易出空洞。
这就跟咱们盖房子似的,地基不稳,房子就容易出问题。
PCB 板的设计,要是出了问题,焊盘位置不对,间距不合适,那空洞也就跟着来了。
助焊膏的沉积量,也得刚刚好。
少了,焊接不充分,空洞就来了;多了,又容易桥接或者短路,真是让人头疼。
回流焊工艺,那温度曲线、升温速度,都得拿捏得恰到好处,不然焊点里头就容易出空洞。
焊接缺陷成因及消除方法
焊接缺陷成因及消除方法焊接缺陷是造成焊件无法达到母材性质的原因。
缺陷的形成随着使用的材料、接头方式或焊接方法而异,了解缺陷形成的原因有助于焊接工作者选用恰当的材料,决定最佳的接头设计和拟定合适的焊接方法与程序来提高焊件品质,防止不正常的焊件破裂。
焊接缺陷可以分为两大类:第一类是焊件使用时发生的缺陷。
这种缺陷通常指焊接热循环损伤到焊道或邻近的热影响区,造成焊件性质劣于母材。
当焊件使用时,破裂起始于这些缺陷存在的位置。
比较常见的缺陷有,碳钢或低合金钢的热影响区晶粒受热而成长,造成韧性显著下降。
析出硬化型材料的热影响区因过度时效而使强度降低。
冷作硬化型材料的热影响区,因冷作效用消失而使强度降低。
第二类焊接缺陷是制程缺陷。
这类缺陷发生于焊接进行中或紧接焊接完成后,常见的缺陷有裂纹、空孔、夹渣、凹陷、熔接不足或渗透不足等。
这类缺陷的存在很可能造成焊件无法使用。
这其中又以裂纹最为严重。
裂纹因发生的温度不同有如下几种:冷裂纹(氢裂纹)、焊后热处理裂纹(再热裂纹)、延性不足裂纹及热裂纹。
冷裂纹发生于碳钢或合金钢。
双相不锈钢也有冷裂纹的情况。
虽然冷裂纹发生的原因目前还没有完全了解,这种裂纹已大部分可以控制。
最有效的方法是减少氢含量、预热,控制热输入及利用焊后热处理。
只要材料和接头方式确定,目前已有简单的方法可以查出预热温度、热输入范围、焊后热处理的温度和时间来防止冷裂纹的发生。
焊后热处理裂纹发生于焊后应力消除热处理的加热过程中。
这种裂纹发生于镍基合金、不锈钢和少数合金钢。
把机械化焊接方法同精密焊接设备结合使用,防止坡口发生位移、避免焊接区在集中能量作用产生明显张应力。
扩大射束能源利用范围,制订合理的焊接后热处理规范,保证各种新型焊条的质量,以保证达到焊缝金属特定的物理性能,满足材料的可焊性。
设计制造高效、真空扩散焊接装置,以便焊接由各种材料制造的焊接结构,包括粉末冶金材料同金属的焊接;为了降低扩散焊接的电力消耗,提高焊接效率,需要对焊接构件通电流加热焊接区,为此要制订适当工艺,开发新设备和制造中间塞热的高电阻材料,以保证加热区的必需释热量;组织用来制造金属结构中间焊接件的双金属的生产,拓宽高强度(碳化硅、碳基等)纤维的应用范围,以强化和简化焊接结构。
焊接孔洞改善措施

焊接孔洞改善措施焊接孔洞是指在焊接过程中产生的孔洞缺陷。
这种缺陷会导致焊接接头的强度和密封性下降,从而影响焊接件的使用寿命和性能。
为了改善焊接孔洞问题,需要采取以下措施。
提高焊接操作人员的技术水平和操作规范性。
焊接孔洞问题往往与操作人员的技术水平和操作规范性密切相关。
只有操作人员具备良好的焊接技能和严谨的操作态度,才能有效地避免焊接孔洞的产生。
因此,企业应该加强对焊接操作人员的培训和考核,提高其技术水平和操作规范性,确保焊接过程的质量。
优化焊接工艺参数。
焊接孔洞问题的出现往往与焊接工艺参数的选择不当有关。
不同材料和焊接件的焊接工艺参数是不同的,只有选择适合的工艺参数,才能保证焊接过程中的熔池稳定和焊缝质量。
因此,企业应该对不同材料和焊接件进行详细的工艺参数研究和优化,确保焊接过程的稳定性和质量。
第三,采用适当的焊接材料和焊接设备。
焊接孔洞问题往往与焊接材料和焊接设备的选择有关。
不同材料和焊接件需要选择适合的焊接材料和焊接设备,才能保证焊接过程的稳定性和焊缝质量。
因此,企业应该对不同材料和焊接件进行详细的材料研究和焊接设备选择,确保焊接过程的稳定性和质量。
第四,加强焊接过程的质量控制和监测。
焊接孔洞问题的产生往往与焊接过程的质量控制和监测不到位有关。
只有加强对焊接过程的质量控制和监测,及时发现和解决问题,才能有效地避免焊接孔洞的产生。
因此,企业应该建立健全的焊接质量控制体系,加强对焊接过程的监测和控制,确保焊接质量的稳定性和可靠性。
加强焊接前的准备工作。
焊接孔洞问题的产生往往与焊接前的准备工作不到位有关。
只有做好焊接前的准备工作,清洁焊接表面,去除氧化物和污染物,才能保证焊接过程的稳定性和焊缝质量。
因此,企业应该加强对焊接前的准备工作的重视,确保焊接表面的清洁和无污染,避免焊接孔洞的产生。
改善焊接孔洞问题需要提高焊接操作人员的技术水平和操作规范性,优化焊接工艺参数,采用适当的焊接材料和焊接设备,加强焊接过程的质量控制和监测,以及加强焊接前的准备工作。
焊锡不良分析及对策

焊锡空洞因何产生

焊锡空洞因何产生?
焊锡空洞可导致产品寿命低下,一般认为空洞产生,是由于「助焊剂残留」「焊锡湿润性」「印刷、回流焊条件」「气化」等多种要因,单独或者复合产生。
在此,以Qu a lt e c的试验结果为中心介绍空洞产生的几个原因。
一、绪言
为了究明空洞产生的主要原因,Qu a lt e c设定假说实验,并主要通过断面观察进行了验证。
在此,我们在介绍其结果的同时,也附注了其他的可能会导致空洞产生的要因。
二、实验结果
①焊膏熔融时助焊剂残留形成空洞
从表面和断面观察印刷时的焊锡膏熔融过程。
可得知焊粉熔融、凝集时,有焊点的助焊剂无法排除而残留下来。
②焊膏填充不足
焊膏未充分填充的盲孔部位形成空洞。
③焊盘表面处理和空洞
焊锡延展性良好的Ni/A u处理产生空洞也少。
④引线润湿不良导致空洞
元件引线湿润性差也是导致空洞的原因。
根据例3、例4可认为湿润性影响空洞产生。
三、结言
空洞产生原因有多种,难以完全确定其原因,可着眼于空洞尺寸和发生位置、是否形成空洞等几个点,从而在推测原因的同时减少空洞发生。
锡炉焊锡问题点的分析

锡炉焊锡问题点的分析1.沾锡不良:这种情况是不可接受的缺点,在焊点上只有部分沾此类污染物锡.分析其原因及改善方式如下:1.1外界的污染物如油,脂,腊,灰尘等,此类污染物通常可用溶剂清洗,此类污染物有时是在印刷防焊剂时沾上。
1.2SILICON OIL通常用于脱模及润滑之用,通常会在基板及零件脚上发现,并SILICON OIL不易清理,因此使用它要非常小心尤其当它做抗氧化油常会发生问题,因它会蒸发沾在基板上造成沾锡不良。
1.3因储存不良或基板制程上的问题发生氧化,助焊剂无法除去时沾锡不良,过两次锡焊或可解决此问题。
1.4喷助焊剂不良,造成原因为气压不稳定或不足,喷头坏或喷雾控制系统不良,致使喷助焊剂不稳或不均及时喷时不喷,使基板部分没有沾到助焊剂。
1.5PCB板吃锡时间不足或锡温不够会造成锡焊不良,因为熔锡需要足够的温度及时间WETTING,通常焊锡温度应高于熔点温度50℃--80℃之间,沾锡总时间为3秒。
2.局部沾锡不良:此一情形与沾锡不良相似,不同的是局部锡不良不会露出铜箔面.只有薄薄的一层锡无法形成饱满的焊点,波峰不平。
3.冷焊或焊点不亮焊点看似碎裂,不平,大部分原因是零件在焊锡正要冷却形成焊点时振动造成,注意锡炉运输是或优异常振动。
4.焊点破裂此一情形通常是焊锡,基板,导通孔及元件脚之间膨胀系数未配合造成,应在基板材质,元件材料及设计上去改善。
5.焊点锡量太大通常在评定一个焊点,希望能又大又圆又胖的焊点,但事实上过大的焊点对导电性及抗拉强度未必有所帮助。
5.1锡炉输送角度不正确会造成焊点过大,倾斜角度由1-7度依PCB板的设计方式调整,角度越大沾锡越薄,角度越小沾锡越厚。
5.2提高锡槽温度,加长焊锡时间,使多馀的锡再回流到锡槽,来改善。
5.3提高预热温度,可减少PCB板沾锡所需热量,曾加助焊效果。
5.4改变助焊剂比重,降低助焊剂比重,通常比重越高吃锡越厚越易短路,比重越低吃锡越薄越易造成锡桥,锡尖。
焊锡问题点解决方案

锡焊工程的不良原因分析及改善对策(一)1.短路(SHORT)焊接设计不当,可由圆型焊垫改为椭圆形。
加大点与点之间的距离。
零件方向设计不当,如S0IC的脚如与锡波平行,便易短路,修改零件方向,使其与锡波垂直.自动插件弯脚所致,由于PCB规定线脚的长度在2mm以下(无短路危险时)及担心弯脚角度太大时零件会掉,故因此造成短路,需将焊点离开线路2mm以上.基板孔太大.钖与孔中穿透至基板的上侧而造成短路,故需缩小孔径至下影响零件装插的程度。
自动插件时,残留的零件脚太长,需限制在2mm以下.锡炉温度太低。
钖无法迅速滴回锡槽,需调高锅炉温度.轴送带速度太慢,锡无法快速滴回,需调快轴送带速度.板面的可焊性不佳,将板面清洁。
基板中玻璃材料溢出,在焊接前检查板面是否有玻璃物突出.阻焊膜失效,检查适当的阻焊膜和使用方式.板面污染,将板面清洁。
2.针孔及气孔(PINHOLES AND BLOwHOLES)外表上,针孔及气孔的不同在于针孔的直径较小,现于表面.可看到底部。
针孔及气孔都表现为焊点中有气泡.只是尚未变大王表层,大部分都发生在基板底郎,当底部的气泡完全扩散爆开前已冷凝时,即形成了针孔或气孔。
形成的原因如下:基板或零件的线脚上沾有有机污染物.此类污染材料来自自动插件面,零件存放及贮存不良因素。
用普通的溶剂即可轻易的去除此类污染物,但遇sILICOK0II类似含有SILICON的产品则较困难。
如发现问题的造成是因为SILICON OIL,则须考虑改变润滑油或脱膜剂的来源。
基板含有电铍溶液和,类似材料所产生之水气,如果基板使用较廉价的材料,则有可能吸入此类水气,焊锡时产生足够的热,将溶液气化而造成气孔装配前将基板在烤箱中烘烤,可以改善此间题。
基板储存太多或包装不当,吸收附近环境的水氟,故装配前需先烘烤。
助焊剂活性不够,助焊剂润湿不良.也会造成针孔及氧孔.助焊剂槽中含有水份,需定期更换助焊剂。
助焊剂水份过多,也是造成针孔及气孔的原因,应更换助焊剂.发泡及空压机压缩中含有过多的水份,需加装滤水器,并定期排水.预热温度过低,无法蒸发水氟或溶剂,基板一旦进入锡炉,瞬间与高温接解,而产生爆裂,故需调高预热温度.3.吃锡不良(POOR WETTING)现象为线路板的表面有部分未沾到锡,原因为:表面附有油脂、杂质氧化等,可以溶解洗净。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
PWBA焊点锡洞的成因与改善
【摘要】焊点锡洞是PWBA组装过程中的主要缺陷之一,大面积锡洞的存在会严重影响产品的使用性能及可靠性。
本文以三个比较典型的实际案例为分析对象,采用金相切片分析技术,分析了锡洞的形成原因和形成机理。
分析结果表明:PWB PTH (Plated Through Hole) 破孔是导致焊点锡洞形成的直接原因,而破孔则归因于PWB钻孔质量差、化学铜不良以及抗蚀刻金属阻剂保护不良。
同时,本文亦提出了相应的改善对策,如改善钻孔质量、优化化学铜工艺等,可有效降低后续生产中锡洞的产生机率,提高产品的使用寿命。
【关键词】PTH、锡洞、破孔、钻孔、化学铜、金属阻剂
■作者:刘燕芳、潘启智 中达电子(江苏)有限公司物性失效分析实验室
1. 引言
波峰焊接可实现PWB与电子元件之间的电气连
接,是目前PWBA的主要组装工艺之一,具有省时、省能、对PWB以及元件伤害小等优点。
然而在实际生产作业中,尤其是步入无铅时代后,不可避免地会出现焊接不良相关问题,如焊点剥离[1]、漏焊、虚焊、锡洞、锡珠以及锡桥等,从而影响产品的可靠性或整机功能。
其中焊点锡洞是PWBA组装制程中的主要缺陷之ㄧ,大面积锡洞的存在会严重影响产品的使用性能及可靠性。
焊点锡洞的形成原因有很多,如PTH破孔、PTH 孔壁氧化、元器件的可焊性不良、焊接温度曲线设计不良以及助焊剂活性不足等。
本文以比较典型的且实际发生机率相对较高的三个锡洞案例为分析对象,探讨锡洞的形成原因及机理,提出解决问题的改善方法,防患于未然,对实际生产具有积极的指导意义。
2. 分析內容
本文研究三个锡洞案例,编号分别为Void1、Void2及Void3。
先对锡洞位置进行外观观察,然后再对其进行金相切片分析。
2.1外观观察
先用实体显微镜对分析位置进行外观观察,观察结果如图1~图3所示,插件引脚经波焊炉后,焊点表面均存在大小不等的锡洞。
图1 Void1外观图片
图2 Void2外观图片
图3 Void3外观图片
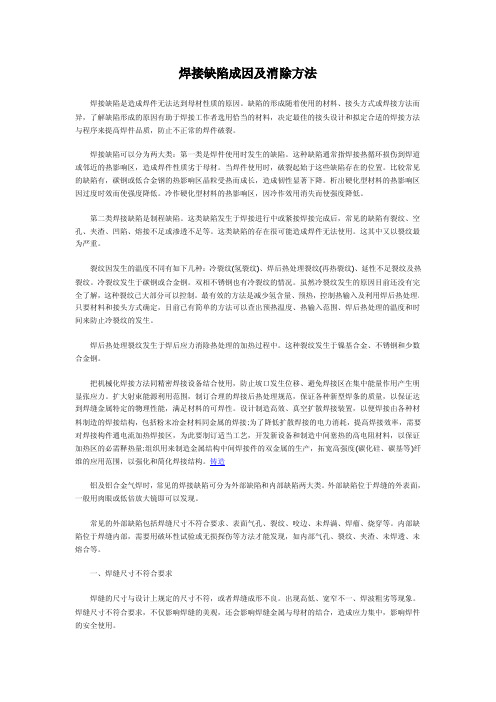
2.2金相切片分析
使用精密切割机分别切下三个分析样品,分别用丙烯酸树脂镶埋,然后在研磨抛光机上研磨至焊点内部空洞位置,随后对样品进行自动抛光,最后用金相显微镜观察焊点内部微观结构。
金相切片结果如图4~图6所示。
由图可知,三个焊点内部均存在空洞,且空洞处PTH均有破孔现象,如图中紅色箭头所示。
破孔位置容易吸入一些水分及化学物质等杂质,在后续波峰焊接过程中,高温会使水分或化学物质迅速气化蒸发,形成较大的蒸气压将液态焊锡吹开,从而形成锡洞,影响焊点的焊接强度[2]。
a.25X
b.500X 圖4 Void1金相图片
a.25X
b.500X
圖5 Void2金相图片
a.25X
b.500X
圖6 Void3金相图片
3. 综合讨论
通常钻针切削表面的切削前缘出现破口是导致孔壁粗糙的主要原因,即针尖上两个第一面的切削前
缘出现崩破导致无法顺利切削玻璃纤维束,亦或针尖
由2.2小节可知,Void1、Void2以及Void3对应
的PTH均有破孔现象,破孔导致锡洞的产生。
事实上,引起PTH破孔的原因有很多,一般与PWB制程工艺控制
不当有关,如钻孔不良、孔壁上的残渣[3]
、化学镀铜
不良、电镀铜不良以及电镀的抗蚀层覆盖不良[4]
等。
下面将分别讨论研究Void1、Void2以及Void3的形成机理与改善,亦即对每个案例中PTH破孔的形成机理作详细研究,并提出相关改善方法。
3.1 Void1
的形成机理与改善
由图4可知,
Void1对应的PTH 破孔处孔壁粗糙度较大,局部达53.4 um,大于30.5um max 的规格要求。
通孔工序大致为: 钻孔 除胶渣 化学铜 电镀一铜 电镀二铜,即使化学铜工艺正常,孔壁粗糙度过大亦会导致后续工艺中化学铜覆盖不连续或不完整,无化学铜的区域,一铜和二铜就无法电镀上去从而形成破孔,焊接时出现空洞。
孔壁粗糙度过大的原因为钻孔不良,钻孔示意图如图7(a)所示。
在钻孔过程中,进刀量变化过大、进刀速率过快、盖板材料选用不适当、固定钻头所用真空度不足、退刀速率异常、尖针之切削前缘出现破
口或损伤以及主轴之偏转太大[5]
均会导致孔壁粗糙度过大。
a.钻孔示意图
b. 钻针切削表面 图7 钻孔示意图及钻针切削表面
[2]
53.4um
36.5um
铜 树脂
第一面第二面第一面
第二面
刃角
刃角
外侧两刃角缺损磨圆导致其失去原来直角修整孔壁的功能[6]。
因此,为了改善钻孔质量以减小孔壁粗糙度,PWB加工厂需建立严格且规范的钻针管理制度,每种钻针需规定好其钻孔数目以及重磨次数。
同时,每次使用前要先检查钻针的切削表面情况和使用记录,若发现切削面过度破损,则需根据钻针的实际使用记录选择重磨钻针或更换新钻针,当重磨次数已经达到规定次数时则需立即更换新的钻针。
在钻孔前保证钻针质量可改善钻孔质量,可有效预防因孔壁粗糙问题而造成的孔壁化学铜不完整,保证后续的一铜和二铜能正常电镀到孔壁上去,可有效避免因PTH破孔而引起的焊点锡洞问题。
3.2 Void2的形成机理与改善
由图5可知,Void2对应的PTH破孔呈现“凸弧”状,电镀铜层尽量想把不导电的孔壁位置镀满,铜层断点的边缘都有一种想要向外延伸的欲望[6]。
此为PTH孔壁上的化学铜覆盖不良导致,孔壁没有化学铜的区域,基本无电气导通作用,在后续电镀过程中,一铜和二铜就无法电镀上去,从而形成破孔。
实际上,影响化学铜覆盖不良的因素有很多,其中大部分与其制程工艺相关,化学铜制程如图8[2]所示。
在整孔过程中,若清洁整孔剂发生老化,会导致孔壁清洁不足以及正电性不良,使后续呈负电性的活化剂钯胶体吸附不良,无钯胶体的区域就不会有化学铜沉积覆盖。
同时,若活化槽中水量过多会导致钯胶体中的Pd2+发生水解,以致不能还原成后制程中化学铜反应所需要的催化剂单质钯[7]。
另外,速化剂浓度、化学铜液Cu2+浓度以及甲醛浓度过低等均会导致局部孔壁无化学铜覆盖。
而此案例中的化学铜不良是由化学铜槽中Cu2+浓度偏低所引起,PWB厂PTH生产线当时药液Cu2+浓度不在理想范围内,经确认是因为操作人员工作疏忽未定时往化学铜槽内手动添加一定量的新药液以维持Cu2+浓度,当Cu2+浓度偏低时,部分孔壁上不会发生Cu的析出反应,亦即不会有化学铜覆盖。
图8 化学铜制程工艺
确认PTH破孔的形成机理后,采取合理的改善方法具有重要意义。
优化PTH化学铜液添加工艺以保证Cu2+浓度在理想范围内是有效的解决途径,即由原来的人员手动添加改为设备添加系统自动添加。
自动添加系统是根据槽内Cu2+含量变化自动添加化学铜液,当化学铜槽中Cu2+浓度低至某一设定值时,系统会自动添加补给一定的化学铜液,故可预防因操作人员疏忽而导致化学铜槽内Cu2+浓度不足的情况。
采取该措施后,此案例所涉及的机种没有再发生过由于化学铜覆盖不良引起破孔而导致焊点锡洞的现象。
3.3 Void3的形成机理与改善
如图6所示,Void3对应的PTH破孔呈现下陷缩回式“凹弧”状,此为PWB蚀刻前制程中抗蚀刻金属阻剂保护不良,罩不住蚀刻液导致孔铜被咬断[6]而出现破孔。
外层线路制作工艺如图9所示,孔铜包括一铜和二铜在完好的情况下,当金属阻剂镀锡层保护不良时,会导致原先电镀完好的孔铜在蚀刻时受到蚀刻液的侵蚀而被咬断,造成PTH破孔。
图9 外层线路制作工艺
金属阻剂镀锡层保护不良主要归因于孔内二铜上面未镀上保护层锡或锡层太薄,一般抗蚀刻镀锡层厚度需5~10微米[4]。
因此,确保镀锡层厚度在规格范围内是改善镀锡层保护能力的有效途径。
PWB加工厂在镀锡过程中要管控好相关工艺参数,以确保镀锡层厚度符合规格使其足以能抵抗蚀刻液的攻击,采取该措施后可有效解决因金属阻剂不良引起破孔而产生的锡洞问题。
4. 结束语
本文采用外观观察和金相切片分析方法深入分析了三个比较典型的锡洞案例,分析结果表明: PTH 破孔是导致焊点锡洞形成的原因。
Void1破孔归因于PWB孔壁粗糙度大,Void2破孔归因于化学铜不良,而Void3破孔则归因于抗蚀刻金属阻剂保护不良。
根据锡洞的实际形成机理提出相应的改善措施具有重要的现实意义,在钻孔前保证钻针质量、优化化学铜添加工艺以及确保金属阻剂镀锡层厚度可预防PTH破孔,进而可有效降低后续生产中锡洞的发生机率,提高产品的可靠性和生产效益。
5. 参考文献
[1] 黄卓等, 无铅焊接工艺及失效分析, 电子元件与
材料, 2006, 25: 69-72.
[2] 白蓉生, 电路板术语手册, 台湾电路板协会, 桃 园;2009.
[3] 林金堵等, PCB镀通孔发生“空洞”的根本原因
和
对策, 印制电路信息, 2010, 4: 31-36.
[4] 孙亚林, 孔壁镀层空洞, 印制电路信息, 2001, 7: 45-47.
[5] 白蓉生, 电路板解困手册, 印制电路信息,深圳; 2004.
[6] 白蓉生, 电路板微切片手册,台湾电路板协会, 桃园;2006.
[7] 张志祥, 镀通孔制程中的空洞问题成因与对策 探讨, 印制电路信息, 2001, 9: 40-43.。