连铸坯内部质量检测
分析结晶器电磁搅拌对连铸坯质量的影响

分析结晶器电磁搅拌对连铸坯质量的影响摘要:连铸坯是炼钢炉炼成的钢水经过连铸机铸造后所得的产品。
其应用领域十分广泛,国内外在机械工程设备方面都在使用连铸坯制件。
其中,一些钢用的连铸坯可以直接轧钢,制成管、板、型钢等。
连铸坯在经过结晶器电磁搅拌后能够有效改善一些存在缺陷的地方。
基于此,本文对结晶器电磁搅拌、连铸坯概念以及相关实验进行简要分析。
关键词:结晶器;电磁搅拌;连铸坯引言:连铸坯中最关键的问题就是其中心偏析、夹杂物以及中心缩孔等严重影响铸坯的内部质量。
电磁搅拌是最常使用的连铸生产技术,它通过电磁力来优化消除结晶器内钢水过热度。
铸坯在经过电磁搅拌后其等轴晶率会有明显提高,从而得到良好凝固组织的铸坯,使得成品性能得到改善。
可以有效地解决连铸坯中心缩孔、纯净度等问题。
一、结晶器电磁搅拌及连铸坯概述连铸坯是钢水通过连续铸钢机铸成的钢坯。
连续铸钢技术可以把生产钢水到钢坯的整个过程进行简化,不需要经过初轧过程。
因此,连铸坯具备生产成本低、金属获得率高以及劳动条件好等一系列优点。
目前,连铸坯已是轧钢生产的重要原料。
然而,连铸坯也有一定的缺陷。
例如,一般疏松、中心疏松、锭型偏析、一般点状偏析、边缘偏析、皮下气泡、内部气泡、缩孔残余、翻皮、白点、轴心晶体裂缝、非金属夹杂物和心部裂纹等。
在低倍检验中会出现中心疏松、缩孔、中心偏析、表面角部裂纹、表面边部裂纹等缺陷。
电磁搅拌就是借助在铸坯的液相穴内感生的电磁力强化液相穴内钢水的运动,由此强化钢水的对流、传热和传质过程,从而控制铸坯的凝固过程,对提高铸坯质量具有积极的作用。
其中,结晶器电磁搅拌是目前最常见的、适用于各类连铸机的装置,它对改善铸坯表面质量、细化晶粒和减少铸坯内部夹杂及中心疏松等都有明显的作用。
一般情况下,为避免影响液面自动控制装置的使用,通常将其安装在结晶器的下部。
结晶器电磁搅拌的作用有以下几点:第一,改善铸坯表面质量。
铸坯在结晶器下面其表面呈现凝固的状态,此时可以将搅拌器置于结晶器的弯月面处,以起到对铸坯表面凝固开始前对其“清洗”的作用。
钢水、铸坯及钢锭的质量检验
7钢水、铸坯及钢锭的质量检验对钢水、铸坯及钢锭的质量检验就是借助仪器和通过观察、判断以及适当结合测量、试验对钢水、铸坯及钢锭的化学成分、纯净度、表面质量及内部质量所进行的符合性评价。
冶炼过程钢水化学成分的检验:是指对电弧炉、精炼炉、VD、VOD等工序冶炼过程钢水化学成份进行的检验。
铸坯熔炼成分的检验:是指对连铸中间包内钢水化学成份的符合性检验,此结果表示同一炉或同一钢包钢水的平均化学成分。
钢锭熔炼成分的检验:是指对浇注过程中钢水化学成份的符合性检验,此结果表示同一炉或同一钢包钢水的平均化学成分。
铸坯和钢锭表面的检验:通过观察、判断以及适当结合测量等方法对铸坯和钢锭表面及外观形状所进行的符合性检验。
铸坯纯净度和内部质量的检验:通过对连铸坯横截面进行酸浸低倍试验和硫印试验的方法,对连铸坯内部缺陷所进行的符合性检验。
7.1 钢水化学成分检验随着炼钢技术的不断进步,炼钢的品种越来越多,钢中元素含量控制范围越来越严格,需要借助更加精密的仪器对钢的各种元素进行精确分析。
我们主要采用了国际上先进的光电光谱仪和气体分析仪器等对钢水化学成分进行分析,满足了冶炼多元素的特殊钢种需求。
7.1.1 光谱分析仪原理及基本结构7.1.1.1 光电光谱分析的基本原理光谱定量分析主要是用被测试样中待测元素谱线强度来确定元素含量,通常元素的谱线强度和该元素在试样中浓度关系用罗曼金公式表示如下:I=ac b(7.1)式中:I—谱线强度;c—待测元素含量;a—常数;b—自吸收系数;当b=1时无自吸收。
1)光谱的定义、光谱的分析及光电光谱分析光谱:是按照波长(或波数,频率)顺序排列的电磁辐射,电磁辐射具有波动性和微粒性。
光谱的分析和光电光谱分析:光谱分析是根据物质的特征光谱来研究物质的化学组成成分,结构和存在状态的一类分析领域,按电磁波谱区域,光谱分析可分为吸收光谱,发射光谱,光电光谱分析是利用了光电转换组件,将光信号转化成电流信号,然后通过计算机计算出待测元素的含量。
连铸圆坯超声波检验方法及评级

连铸圆坯超声波检验方法及评级【摘要】由于连铸坯的冶金特性, 其超声探伤不能像成品锻轧材那样, 一发现缩孔裂纹就判超标, 而是应该根据缺陷位置和大小及其危害性进行分析, 然后对连铸坯的质量进行分级。
所以根据超声波声压反射原理,制定20钢连铸圆坯的超声超声检测方法,用当量计算法计算出不同厚度工件φ4起始灵敏度分贝值表和当量表,并根据实际情况制定连铸圆坯评级表,实现20钢连铸圆坯的快速检测评级。
【关键词】超声波、检测、评级由于连铸坯试样机械加工量繁重,周期长且材耗大,难于做到逐炉取样检验, 而抽样检验又不能进行全过程的质量控制 ,所以超声波预检成为现实可行的方法。
但目前尚无连铸坯超声检验的相关标准 ,研究连铸坯超声检验是生产的需要。
由于连铸坯的冶金特性, 其超声探伤不能像成品锻轧材那样, 一发现缩孔裂纹就判超标, 而是应该根据缺陷位置和大小及其危害性进行分析, 然后对连铸坯的质量进行分级。
所以根据超声波声压反射原理,制定连铸圆坯超声检验方法,采用低频纵波直探头接触法探伤,用当量计算法制定不同工件厚度φ4起始灵敏度的分贝表,缺陷当量表及连铸圆坯质量等级划分表,从而快速准确判定圆坯存在缺陷的大小,数量及分布;从而实现连铸圆坯内部缺陷的超声检测和质量评级;不仅给前道炼钢工序以质量信息反馈, 作为调整改进工艺的依据, 也为后道轧钢工序 ,合理安排生产计划作准备。
1.连铸圆坯超声波检验方法确定1.1探头的选择因被检测工件为大规格连铸圆坯,材质表面粗糙且内部透声性不好,故超声波探伤采用软保护膜的纵波直探头,探头频率选用低频带0.5—1.25MHZ,探头直径φ10—φ45mm。
1.2耦合剂选择1.2.1耦合剂选用CG-98型干粉超声波耦合剂(成分主要是羧甲基纤维素),俗称“工业浆糊”。
1.2.2耦合剂特点耦合剂性能好,无毒,无味,无腐蚀,在垂直壁体上不易流失,PH呈中性。
1.2.3耦合剂配比为提高粘稠度,采用温水,干粉与水配比:1:12,搅拌使其溶解均匀,浓度可根据需要再适当增、减水量进行调节。
射钉法测量不锈钢连铸坯液芯长度

射钉法测量不锈钢连铸坯液芯长度摘要]利用射钉法测量不锈钢铸坯的坯壳厚度,通过数值模拟计算液芯长度。
在射钉实验的基础上,确定了在不同规格、钢种条件下铸坯的凝固末端,为优化二冷动态配水,开发铸机轻压下技术,提高拉速奠定了基础。
同时在实验的过程中还发现了铸坯的中心疏松问题。
[关键词] 射钉,不锈钢,液芯长度,中心疏松1 前言1985年,太钢投产了我国第一台立式不锈钢板坯连铸机,这台连铸机采用单炉连铸离线切割方式,钢包容量只有18t,最高年产量仅5.8万t,不能实现全连铸生产。
1999年和2004年太钢对这台连铸机进行了技术改造,增加了钢包和中间包的容量,采用在线切割方式,实现了多炉连铸,并具备了生产160mm、180mm和200mm厚度铸坯的能力,提高了产量;采用了抛物线结晶器及先进的液压振动方式,二冷系统实施动态冷却,安装了VAI-Q质量判定系统,提高铸坯质量,降低铸坯修磨损失。
但是改造后一直没有对铸坯的液芯长度进行过实测,对奥钢联提供的凝固模型不能进行实际验证,使进一步提高铸机拉速、优化二冷配水、开发轻压下技术工作受到限制。
为此,太钢采用射钉法对立式连铸机4个钢种在5种工况条件下的铸坯坯壳厚度进行了测定,并计算了其液芯长度。
2 实验条件本次实验射钉法坯壳厚度测量系统由射钉枪、支座和击发控制器三部分组成,以火药为击发动力。
射钉枪撞针由磁线圈控制,当操作发出击发信号后,磁线圈释放撞针,撞针撞击弹底火,火药爆炸产生强大的动力将射钉射入铸坯。
射钉随着钢坯进入切割区,以射钉位置为中心,取出150X150X180mm的试样,通过加工将钉身露出。
先将露出钉身试样进行硫印,再将其放入70~800C1:1的盐酸溶液中煮20分钟后,将试样清洗,烘干,旁放量具,并迅速拍摄其断面照片,测量坯壳厚度。
试验是在AOD—连铸正常生产条件下,射钉枪分别安装在距弯月面6.73m,8.37m和10.03m处,对应位置在二冷第四段、第五段、第六段三四辊之间。
连铸坯生产工艺

连铸坯生产工艺连铸坯生产工艺是一种将炼钢后的金属浇铸成特定形状和尺寸的制钢工艺。
以下是连铸坯生产工艺的主要步骤:1.炼钢生产炼钢生产是连铸坯生产的第一步。
在这个过程中,铁水被加入到炼钢炉中,并加入碳和其他合金元素,以调整钢的化学成分。
炼钢过程中需要注意安全,避免高温和化学成分对工人健康的影响。
2.连铸浇铸连铸浇铸是将钢水连续地浇铸成特定形状和尺寸的工艺过程。
浇铸时,钢水通过钢包注入结晶器,在结晶器中冷却并形成一定形状的连铸坯。
这个过程中需要注意控制钢水的温度和流量,以保证连铸坯的质量。
3.冷却与切割连铸坯在浇铸完成后需要进行冷却和切割。
冷却过程中,连铸坯被送入冷却塔或水冷装置中,以去除热量并防止变形。
切割则是将连铸坯按照需要的长度和形状进行切割,以便后续加工。
这个过程中需要注意避免连铸坯变形和开裂。
4.矫直与弯曲矫直和弯曲是使连铸坯恢复到原来形状和尺寸的工艺过程。
矫直是将连铸坯的弯曲部分矫直,使其形状更加平整。
弯曲则是将矫直后的连铸坯按照需要的形状进行弯曲。
这个过程中需要注意控制机械力和温度,以避免对连铸坯造成损伤。
5.表面清理表面清理是去除连铸坯表面杂质和缺陷的工艺过程。
清理时可以采用机械方法或化学方法。
机械方法包括磨削、抛光、打毛等,可以去除表面粗糙、划痕等缺陷。
化学方法则是使用酸、碱等化学试剂,去除表面氧化皮、锈蚀等缺陷。
这个过程中需要注意保护工人健康,避免粉尘和化学试剂对环境的影响。
6.质量检测质量检测是确保连铸坯符合质量要求的工艺过程。
检测时可以采用各种仪器和设备,如超声波探伤、X射线探伤、磁粉探伤等,以检测连铸坯内部和表面的缺陷。
这个过程中需要注意控制检测精度和可靠性,以确保产品质量。
7.成品加工成品加工是将连铸坯加工成最终产品或半成品的工艺过程。
加工时可以采用各种机械加工方法和热处理方法,如车削、铣削、钻孔、热轧、冷拔等,以得到需要的形状和性能。
这个过程中需要注意提高加工效率和精度,降低成本。
基于射钉法的连铸板坯液芯测量

基于射钉法的连铸板坯液芯测量基于射钉法的连铸板坯液芯测量田陆詹志伟江兵杨建桃陈陶祖(镭目公司北京研究所,100080)摘要:分析测量连铸坯液芯位置的各种方法,结合该钢厂宽厚板连铸的生产实际情况,采用射钉法测定二冷区的凝固坯壳厚度,并计算铸坯凝固系数。
测量结果表明,所测量钢种在0.86米/分的拉速下,铸坯凝固末端的位置与连铸机二级系统的计算结果相差很大。
关键词:坯壳厚度射钉法测量Measurement of Solidification End Point of CastingSlabs based on the Nail-shootingTian Lu Zhan Zhiwei Jiang Bing Yan Jiantao Chen Taozu(Beijing research institute of RAMON)Abstract:analysis several ways of liquid core measurement .The thickness of solidified slab shell in secondary cooling region is determined by nail-shooting technique combined with the practical production situation of the continuous casters in steelworks and the solidification coefficient of continuous cast billet is calculated.the measurement results show that the actual slab shell thicknesses of the two measured steel grades are different with the results calculated by the second level system of continuous caster at a stretching speed of 0.86m/rain.Key Words :Nail-shooting technique slab shell thickness measurement一、背景某钢铁公司于2003年引进VAI轻压下全套宽厚板生产设备及系统;自投入生产以来,该套设备运行状态良好,为该厂创造了巨大的经济效益;但是,自投产以来,该连铸机所生产的板坯一直存在表面裂纹、角裂纹、中心裂纹等缺陷,而且中心偏析也没有得到有效改善,这使得导致废坯现象严重。
炼钢-精炼-连铸流程连铸坯质量控制

炼钢-精炼-连铸流程连铸坯质量“零缺陷”控制北京科技大学冶金与生态工程学院蔡开科孙彦辉2012.5目录1.连铸凝固过程的冶金特性2.连铸钢水质量纯净度(洁净度)控制3.连铸坯裂纹缺陷控制4.连铸坯内部中心缺陷控制5.结语21. 连铸坯凝固过程的冶金特性1. 1连铸坯凝固过程基本特征把钢水凝固成固体,根据冷却速度不同有两种凝固工艺如图:●钢锭模浇注工艺●连续铸钢工艺连铸与模铸流程比较连续铸钢是一项把钢水直接浇注成形的新工艺,它的出现从根本上改变了一个世纪以来占统治地位的钢锭→初轧工艺。
与模铸相比,连铸的优点:◆节省工序,缩短流程◆提高金属收得率10~14%◆降低能耗减少1/2~1/4◆机械化自动化程度高◆产品质量好2011年中国钢产量达到6.75亿吨,2011年我国连铸比达98%以上,已达到饱和状态。
近年来近终型(Near Net-Shape)连铸技术如薄板坯连铸连轧(CSP、FTSC…)和中等厚度板坯连铸得到了很大的发展。
与钢锭模浇铸工艺相比,如图所示,连续铸钢过程基本特点如下:(1)连铸坯凝固过程实质上是动态热量传递过程钢水从液态转变为固体放出热量:钢水→固体+Q放出热量包括:✓过热✓凝固潜热✓物理显热连铸凝固过程示意图以20钢为例,钢水凝固冷却到室温放出热量是:✓过热25.2 kJ/kg✓潜热328 kJ/kg✓显热958 kJ/kg总热量中大约1/3从液体→固体放出,其余2/3是完全凝固后放出的。
钢水在连铸机内凝固是一个热量释放和传递的过程,铸坯边运行,边放热,边凝固,形成了很长的液相穴(10~20几米),在液相穴长度上布置了三个冷却区:●一次冷却区:钢水在结晶器中形成足够厚的均匀坯壳,以保证铸坯出结晶器不拉漏。
●二次冷却区:喷水加速铸坯内部热量的传递,使其完全凝固。
●三次冷却区:铸坯向空气中辐射传热使铸坯温度均匀化。
以20钢为例,经过钢水凝固热平衡计算,得出以下概念:a)钢水从结晶器→二冷区→辐射区大约有40%热量放出来,铸坯钢水才能完全凝固。
连铸坯低倍组织缺陷智能检测研究与应用

#$"!硬件技术方案 图 # 为硬件组成原理示意图" 可以看出" 整
体系统的硬件技术方案主要分为成像设计和酸性 保护设计两个方面" 设备主要包括* 探头" 其中 探头包括工业相机及光源# 置放连铸坯的检测 舱# 探头位置调整结构# 置放控制器的配电箱以 及交互设备屏幕等( 光成像设计部分" 连铸坯低 倍质量分析要求成像质量高" 精度在几十微米级 别( 光源对成像至关重要" 故设备在核心检测工 位采用环形光源" 保障成像无阴影影响" 避免其 他光源的干扰( 酸性保护设计部分" 由于工作现
+,&+
重 型 机 械!! !!!!!!!!!!!!!!!!#&#) :%$"
的生产至关重要( 铸坯低倍组织的好坏是衡量产
品质量的重要因素" 在连铸坏生产过程中" 发现
多种类型的低倍缺陷" 不同缺陷种类对连铸坯质
量的影响因素也不同( 为了找到缺陷产生的原
因" 进而控制连铸坏的质量" 需要对连铸坯的内
#&#) :%$"!!!!!!!!!!!!!!! !!!重 型 机 械
+'/+
连铸坯低倍组织缺陷智能检测研究与应用
"
胡俊辉
余!超"
"
侯兴辉
"
陈远清
陈!仁#
#
贾文浩
!"$江苏永钢集团有限公司" 江苏 张家港 #"',#(# #$北京瓦特曼智能科技有限公司" 北京 "&&&(/$
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
(自学内容)
2008-11-18
武科大讲义-朱诚意
1
第八章 连铸坯内部质量检测
2008-11-18
武科大讲义-朱诚意
2
连铸坯宏观结构的英语词汇 请译成标准的专业汉语词汇
2008-11-18
武科大讲义-朱诚意
3
一、铸坯的硫印检测
1、硫印
利用硫酸与钢中所含硫化物发生作用放出硫化氢气体,再与印 相纸上的卤化银反应生成棕褐色(或黑色)的硫化物沉淀来检 验钢中的硫并间接检验其它元素的偏析及分布的方法叫硫印试 验。 • 是通过预先在硫酸溶液中浸泡过的相纸上的印迹来确定钢中硫 化物夹杂的分布位置。其原理是利用H2S的析出时感光剂卤化 银转变为硫化银变黑,显示硫的富集区。 2、检测流程 • 试样制备:采用铸坯切割装置切取1/2断面厚50mm的铸坯样, 经车、刨、磨处理,使试样试验面粗糙度Ra≤0.8/μm。 •
2008-11-18
武科大讲义-朱诚意
9
3、超声波探伤的步骤 • 探伤前的准备,对铸坯进行表面处理 • 探伤部位确定,根据工艺要求,确定探伤的部 位。 • 确定探伤范围。 • 调整仪表进行探测并作必要记录。 • 缺陷位置的确定 • 缺陷大小的确定 4、特点 • 灵敏度高,设备小,费用低 • 对缺陷性质、大小不易准确判断
2008-11-18 武科大讲义-朱诚意 5
3、硫印试验的应用 • 是一种定性实验,不能对钢中的硫含量进 行定量分析 • 可对钢水纯净度进行估计,显示化学成分 的不均匀性 • 对铸坯的形状缺陷如裂纹、孔隙等进行检 验
2008-11-18
武科大讲义-朱诚意
6
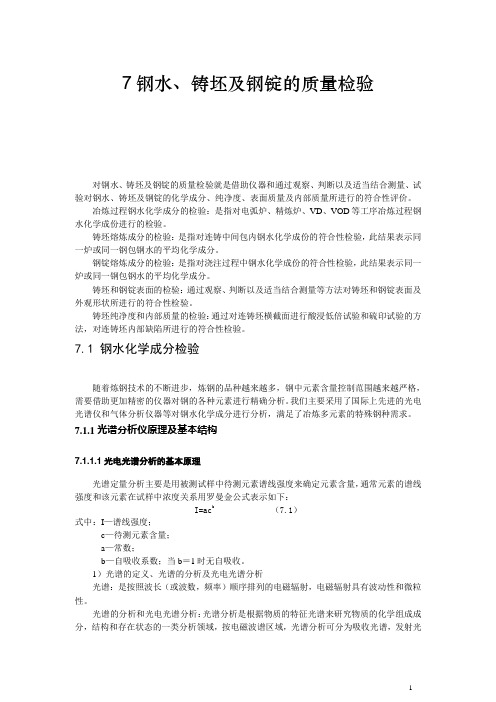
液芯压下铸坯特征的观察
铸坯变形特点: 宽面产生凹陷, 窄面发生鼓肚。
2008-11-18 武科大讲义-朱诚意 4
• 配制体积分数为5~15%的硫酸水溶液做显色剂。 • 将面积略大于试样检验面的相纸进入配好的硫酸 溶液中1~3min取出,抖动相纸,使其上的液膜分 布均匀。 • 将上述浸好的相纸贴于已加工好的试样表面,并 用药棉不断擦拭相纸的背面,使相纸与试样表面 密合。处理3~5min后将相纸取下,于清水中冲洗 3~5min,以除出相纸中的硫酸余液。 • 将洗去硫酸余液的印相纸,放置在150~200g/L的 硫代硫酸钠(或大苏打)溶液中定影15min,使 未作用的AgBr溶去,然后在流动的清水中洗涤 30min,去掉相纸上的定影液,然后上光干燥, 即得硫印照片。 • 整个试验过程在避强光的环境中进行。 • 硫酸浓度和试验时间与钢种和冶炼方法有关。
2008-11-18 武科大讲义-朱诚意 11
四、铸坯质量的在线检测法
• 连铸坯质量在线判断模型 – 利用计算机专家系统,通过收集大量仪 表、电器提供的数据,找出铸坯质量与 异常工艺因素的关系,从而对质量进行 判断。
2008-11-18
武科大讲义-朱诚意
12
2008-11-18 武科大讲义-朱诚意 10
三、射线探伤
1、射线探伤原理 • 不同物质对相同能量的射线具有不同的吸 收能力。当射线穿过铸坯时,在铸坯有缺 陷的部位的投影上将显示出不同的射线强 度,以此判断铸坯中缺陷的形状及位置。 • 射线可分为X-射线,γ-射线和中子射线等 • 射线探伤可分为普通照相法、荧光屏观察 法、电视观察法。
2008-11-18 武科大讲义-朱诚意 8
2、脉冲反射法超声波探伤 • 超声波探伤包括脉冲反射法、穿透法及谐 振法三种。 • 脉冲反射法是测定反射波的强弱、位置及 波形来判断缺陷有无、大小及位置,并结 合其它情况来确定缺陷的性质。 • CTS-8型晶体管探伤仪即脉冲反射探伤仪。 主要由同步电路,发射电路,扫描电路, 标距电路和显示电路组成。
¾ ¾Leabharlann 液芯流动形态: 液芯向最小阻力的方向流动, 形成回流,反向挤出。
¾
2008-11-18
武科大讲义-朱诚意
7
二、铸坯的超声波探伤
1、超声波探伤的原理 • 当超声波达到有缺陷的金属时,缺陷处穿 过超声波的能力与金属基体明显不同,在 缺陷处的超声波会反射回来,在缺陷的另 一面,由于不能穿过超声波,会产生响应 的“声影”。 • 超声波探伤通过在发射一面测定反射超声 波,或者在另一面测定穿透超声波的声 影,来确定铸坯中的缺陷及其位置。