射线检测设备和器材选用
射线检测培训

二、射线检测设备和器材
18
4、X射线管的焦点:(P34) a、实际焦点—阳极靶上受电子轰击的部分。 b、有效焦点—实际焦点在垂直于管轴线方向上的投影。 c、焦点大,利于散热,管电流可以较大;焦点小,散热 条件差,管电流不能太大。 d、焦点形状和尺寸取决于灯丝形状和尺寸,圆形和正方 形焦点尺寸为 a(a为直径或边长);长方形和椭圆形焦点 尺寸为( a和b为边长或轴长)。
状谱,由一个或几个特定的波长组成。 c、连续X射线的能量(波长)取决于管电压;标识X射线的能
量(波长)取决于靶材,与管电压无关。
一、射线检测物理基础
6、连续X射线的最短波长:
minV1(K2.4V)
0
(A)
4
7、X射线的产生效率:(P6) 0ZV
式中:η0≈1.1~1.4×10-6,
V—管电压(KV)
5
8、X射线和γ射线的相同和不同之处:(习题P20—371)
a、相同之处:X射线和γ射线都是电磁波,它们具有相同 的性质,如不可见、依直线传播、不带电、能穿透物质、 能使物质电离、使胶片感光、能发生生物效应等。
b、不同之处:
⑴、产生机理不同,X射线是高速电子与物质碰撞产生的; 而γ射线是放射性物质原子核衰变时放射出来的。
二、射线检测设备和器材
20
9、X射线机管电压和管电流:(P43—44)
①、管电压调节是通过调节高压变压器初级线圈并联的自耦
变压器的电压来实现的。
管电压越高,电子运动速度越快,产生的X射线能量越高,穿透力越大。
②、管电流是通过调节灯丝变压器电压从而调节灯丝加热电
流来实现的。
管电流越大,产生的X射线强度就越大。
解:设增厚前胶片接受
增厚之后胶片接受的照
无损检测产品
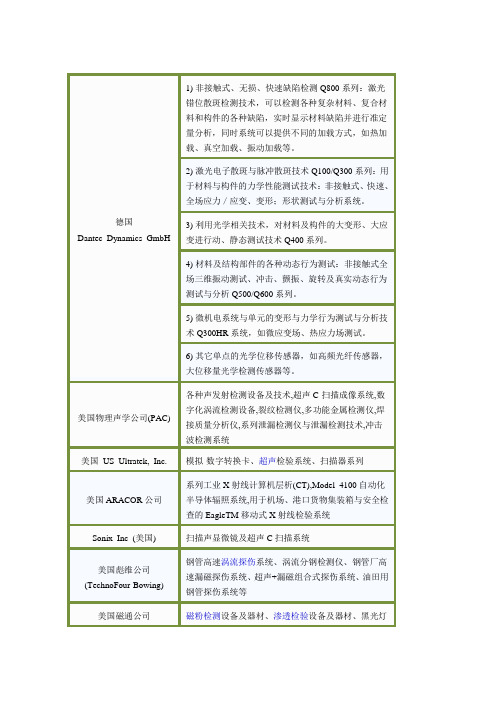
德国Dantec Dynamics GmbH 1) 非接触式、无损、快速缺陷检测 Q800系列:激光错位散斑检测技术,可以检测各种复杂材料、复合材料和构件的各种缺陷,实时显示材料缺陷并进行准定量分析,同时系统可以提供不同的加载方式,如热加载、真空加载、振动加载等。
2) 激光电子散斑与脉冲散斑技术 Q100/Q300系列:用于材料与构件的力学性能测试技术:非接触式、快速、全场应力/应变、变形;形状测试与分析系统。
3) 利用光学相关技术,对材料及构件的大变形、大应变进行动、静态测试技术 Q400系列。
4) 材料及结构部件的各种动态行为测试:非接触式全场三维振动测试、冲击、颤振、旋转及真实动态行为测试与分析 Q500/Q600系列。
5) 微机电系统与单元的变形与力学行为测试与分析技术 Q300HR系统,如微应变场、热应力场测试。
6) 其它单点的光学位移传感器,如高频光纤传感器,大位移量光学检测传感器等。
美国物理声学公司(PAC)各种声发射检测设备及技术,超声C-扫描成像系统,数字化涡流检测设备,裂纹检测仪,多功能金属检测仪,焊接质量分析仪,系列泄漏检测仪与泄漏检测技术,冲击波检测系统美国US Ultratek, Inc.模拟-数字转换卡、超声检验系统、扫描器系列美国ARACOR公司系列工业X射线计算机层析(CT),Model 4100自动化半导体辐照系统,用于机场、港口货物集装箱与安全检查的EagleTM 移动式X射线检验系统Sonix Inc (美国)扫描声显微镜及超声C扫描系统美国彪维公司(TechnoFour-Bowing)钢管高速涡流探伤系统、涡流分钢检测仪、钢管厂高速漏磁探伤系统、超声+漏磁组合式探伤系统、油田用钢管探伤系统等美国磁通公司磁粉检测设备及器材、渗透检验设备及器材、黑光灯(MAGNAFLUX)与测光仪表等美国雷诺克斯仪器公司(Lenox Instrument Co.)工业内窥镜伊士曼柯达公司(Eastman Kodak Company)KODAK INDUSTREX胶片、套药、冲洗设备、CR产品美国V.J.TECHNOLOGIESX射线实时成像检测、工业CT美国DAKOTA ULTRASONICInc.系列超声波测厚仪、声速测定仪、超声波螺栓检测仪、超声探伤仪、软件美国NITON LLC便携式X射线荧光分析技术:手持式合金/金属分析仪美国AFP Imaging CorporationX射线胶片处理器与设备美国HYTEC Inc.三维快速工业CT系统/数字成像系统/数字面板探测器美国Arrow-Tech公司系列射线辐射剂量计(笔式)、剂量笔用充电器美国Electro-Spect TestingSystems,Inc电磁轭式磁粉探伤机、永磁铁美国 SPECTRONICS CORPORATION各种紫外线灯、紫外线/白光照度计美国捷特公司(ZETEC INC.)涡流检测设备、汽车零部件专用涡流在线检测设备、磁粉检测相关附件、超声检测设备(标准超声与相控阵)美国布鲁斯(PROCE)科技有限公司胶片冲洗机美国VARIAN(瓦里安)公司金属陶瓷X射线管,工业用平板式X射线数字成像系统,LINATRON 微型直线加速器--便携式X射线发生器,高能X射线源1--16兆电子伏美国UVC公司(Universal Voltronics)工业用X射线高频高压发生器美国SHERWIN公司(SHERWIN INCORPORATED)渗透检测产品美国伊诺斯公司便携式金属分析仪美国StressTel Corporation 超声波测厚仪、超声波探伤仪、超声波螺栓紧固应力测试仪美国LORAD 公司LPX系列高性能X射线探伤机美国 LIXI 公司手提式/移动式X射线成像系统美国Envision公司现场及室内射线实时成像系统,超小型电池供电X射线机美国CD International Technology, Inc.自动化超声成像检测系统、手动和自动扫描器、多通道检测仪、超声探头,以及相应软件,包括A、B、C 扫描及TOFD显示图像美国NDT Systems公司超声波探伤仪、粘接检测仪美国派克公司(PARKERRESEARCH CORP.)电磁轭式磁粉探伤机美国IT Concepts公司工业视频内窥镜美国SONOTECH公司超声检测高温耦合剂美国DeFelsko公司涂层测厚仪美国RAYTEK公司红外线测温仪美国QENT公司淬火层测厚仪美国Pan American Industries Inc.IRIS–内置式旋转超声检测系统美国Blatek Inc.1-3压电复合材料的超声换能器(直探头、斜探头、相控阵探头)美国FLIR公司(FLIR Sy红外热像仪stems, Inc)美国珀金埃尔默(PerkinEl mer)有限公司非晶硅(a-Si)数字平板探测器、线扫描图像传感器、CMOS线阵光电探测器、CCD线阵相机、特殊用途的CCD传感器美国WESDYNE International Inc 超声波/涡流自动化成像检测系统、手动/自动扫描器、超声设备线性标定仪美国SCALAR ImpressiveWorks便携式数码显微镜美国Guided Wave Analysis LLC磁致伸缩型导波检测系统(MsS System)美国西南研究院(SwRI-Southwest Research Institute)MsS长距离导波检测美国 NDE Technologies 公司X射线无损检测模拟软件 XRSIM美国PHASEII(菲斯图)测量仪器公司超声硬度计、里氏硬度计、超声测厚仪、表面粗糙度仪、测振仪美国路阳仪器有限公司系列紫外线产品美国SENTINEL公司(QSA Global,Inc)伽马射线设备器材、X射线设备器材、数字射线设备器材、渗透检验器材、磁粉检验器材、射线辐射防护测量仪器、超声测厚仪、检测服务与培训美国诺康公司(NorComSystems Inc.)激光全息光学检漏系统美国Imperium公司(Imperium, Inc.)全视频相控阵超声波成像仪美国激光技术公司 LaserTechnology Inc.(LTI)数字激光错位散斑检测系统善思科技(国际)Scienscope International微焦点X射线实时成像检测美国US Radar Inc.公司表面下穿透雷达(SPR)、地面穿透雷达(探地雷达、地质雷达、GPR)美国Innerspec Technologies 公司电磁超声便携式仪器和在线检测系统美国斯派曼高压电子公司(Spellman High VoltageElectronics(SIP)Co.,Ltd.)独立的高压直流电源、X射线发生器及一体化射线源Spellman High Voltage Electronics(SIP)Co.,Ltd.比利时ICM公司恒电压超轻便蓄电池式X射线发生器、SITE系列便携式X射线机Industrial Control Machines SA比利时SDT公司多功能故障检测仪韩国MKC CHINA公司混凝土超声检测仪,混凝土电阻系数测量仪,混凝土钢筋腐蚀测量仪,制导波检验系统(磁致伸缩换能器),超声管材检验系统,Ritec系列高能声学测量系统等韩国RAYNAR Co.,Ltd电磁超声、超声、涡流检测设备美陆科技株式会社(MIRTEC)电路板锡焊缺陷实时检测用MX-9系列X射线检验机韩国Worltech公司高精度数字超声波测厚仪韩国 ILJIN Radiation Engineering Co.,Ltd.射线辐射测量仪器韩国 KYUNG DO ENTERPRISE LTD.射线检测设备器材、辅助器材韩国(株)FRONTTICS便携式压痕力学性能检测仪瑞典LABINO AB紫外线灯与白光灯(聚焦,泛光,使用交流电源或蓄电池)法国IPSI 公司IRIS X 射线和γ 射线管道爬行检测系统法国BIA 公司超声扫描系统超声检测、涡流检测系统法国泰雷兹电子管器件公司(Thales Electron Devices)X射线金属陶瓷管、微焦管、X线阵探测器模块、X 射线影像增强器、X射线数字平板探测器、高分辨率CCD摄像机、线性加速器调速管法国SOFRATEST公司超声波数据分析卡系统、可编程涡流探伤PC卡、在线高温焊缝超声探伤系统、在线高温棒、线材涡流探伤系统法国CMS公司涡流检测系统瑞士PROCEQ SA公司建筑材料,预应力混凝土构件,桥梁,金属,纸制品,树木等检测试验仪器瑞士COMET AG系列金属陶瓷X射线管瑞士ROSEN工程检测公司管道内检测技术英国声纳检测集团公司S ONATEST PLC 英国SONATEST公司:系列超声检测设备-超声波探伤仪,超声测厚仪,超声探头,超声试块,超声波耦合剂;涂层测厚仪;磁悬液;着色渗透剂;磁轭比利时波涛公司(BALTEAU NDT):系列X射线探伤设备,实时X射线成像系统英国声纳检测集团公司合作伙伴公司产品:数字式射线照相,容器底板扫描器...等英国 NDT Solutions 公司:多通道超声探伤系统、超声快速扫描三维扫描成像系统加拿大Harfang 公司:超声相控阵成像检测系统Atlantis NDE(声纳子公司):数字超声波球化率检测仪/探伤仪、自动化在线工业机器人点焊检测JME Limited(英国JME有限公司)系列射线探伤用管道爬行器、X射线发生器、CXT射线管系统、高能X射线系统、便携式应力分析仪、混凝土与非金属材料低频超声测试仪、个人管道台车、管道轴向焊缝的便携式打磨机英国雷迪有限公司(Radiodetection)地下管线探测仪、自来水查漏设备、光通信及数字线路检测设备、电缆故障定位仪、非开挖定向钻进导向系统、管道防腐检测系统、管道清洗疏通设备、管道摄像系统、煤气管道带压抢修设备、管线探测雷达英国Sonaspection International Ltd 无损检测用人造自然缺陷试样设计与制造、轻便型观片灯英国MIDAS-NDT 公司C扫描多轴水浸系统英国CIT公司射线计算机成像系统(CR技术-Computed Radiograph y)英国SilverWing公司储罐、管道扫描检测系统英国PI公司长距离管道超声导波检测系统英国TWI集团(英国焊接研究所)长距离管道超声导波聚焦检测系统英国DIVERSE公司便携式铁素体测定仪英国DCVG公司埋地管道防腐层检测系统英国AEAT公司(AEATECHNOLOGY QSA)γ射线机、同位素源、个人射线剂量报警器英国超声导波有限公司(Guided Ultrasonics Ltd.)管道超声导波检测系统英国超声波科学有限公司(Ultrasonic Sciences Ltd.)超声波C扫描检测系统英国TD公司手持式多功能相控阵超声波探伤仪英国Tritex公司超声波多次反射测厚仪、水下专用超声波测厚仪英国高美(GULMAY)公司X射线高压发生器与控制器英国TD公司(Technolog y Design Ltd.)超声相控阵、TOFD、管道超声扫查器、超声腐蚀成像仪、便携式超声探伤仪等Russell NDE Systems In远场涡流检测系统、便携式声定位C扫描智能超声检c.(原名:加拿大路赛尔技术有限公司)测系统 ISONIC 2001加拿大(Western NDE &Engineering Ltd.)钢丝绳检测设备加拿大Sensors & Software Inc.地质雷达加拿大 Tessonics Inc.电阻点焊超声分析仪、点焊实时超声分析仪、胶接结构检验系统、台式声学显微镜日本川铁株式会社(JFE Advantech Co.,Ltd.)高精度超声波测厚仪,超声硬度计,振动检测仪日本RIKEN KEIKI CO.,LTD.数字式报警剂量计(个人剂量计)日本EISHIN KAGAKUCO.,LTD.磁粉、渗透检验材料与设备器材日本奥林巴斯光学工业株式会社系列工业内窥镜加拿大R/D TECH公司:超声相控阵探伤仪、大型无损检测系统(UT+ET)、涡流阵列检测系统、探头美国泛美公司(Panametrics, Inc.):超声测厚仪、超声探伤仪、超声C扫描、超声波分析仪器、霍尔效应测厚仪、磁性测厚仪、视频检验系统、系列数字超声流量计STAVELEY INSTRUMENTS INC./Staveley NDT Te chnologies,Inc:涡流探伤仪、X射线探伤机、超声测厚仪、超声探伤仪、胶接质量检测仪、油液磨粒测试仪美国NDT Engineering corporation:涡流探头、超声探头、参考标准样块日本株式会社理学电机(Rigaku)X射线探伤机,轻工、鞋类、食品软射线实时检测系统日本ARS株式会社便携式工业电子内窥镜、小型彩色CCD系列日本富士照相胶片公司(F uji Photo Film Co., Ltd.)各种工业X射线胶片,卷片;富士射线数字检测(CR)装置;压力测量胶片(感压纸)日本三井(MES)公司(MITSUI ENGINEERING &SHIPBUILDING CO.,LTD.)手持式敲击检测仪日本伦琴射线株式会社系列便携式陶瓷管X射线机日本MARKTEC株式会社系列环保型渗透探伤剂、高性能涡流探伤器日本KJTD 公司(KJTDCo., Ltd.)高频高分辨率超声波水浸成像系统、便携式相控阵超声检测系统、多通道涡流检测仪等日本ALOKA(阿洛卡)公司射线剂量报警仪岛津国际贸易(上海)有限公司/岛津(香港)有限公司工业用X射线实时检查系统、氦质谱检漏仪等三菱电机集团菱电湘南电子株式会社(RYODEN SHONAN ELECTRONICSCORPORATION)数字式超声波探伤仪、超声探头日本电磁测器株式会社(N IHON DENJISOKKI CO.,LTD.)磁粉探伤设备、磁场测量仪器、紫外线灯、紫外线强度计德国依科视朗公司(YXLON)金属陶瓷X-射线管、恒电压X-射线系统、移动式X-射线系统、便携式X-射线系统、微焦点X-射线系统、轮胎/轮毂检测系统、康普顿-背散射系统、行李,包裹安全检查、X-射线检验系统(带铅房)、工业CT、图象增强器、线阵列检测器、图象处理系统、安装附件、工业X射线实时成像检测系统德国卡尔.德意志检测仪器设备有限公司(KARLDEUTSCH)系列着色与荧光渗透剂,裂纹深度测量仪,材质分选仪膜层测厚仪,磁粉探伤机,磁轭,磁强计,剩磁计,磁悬液,超声声速计(球化率仪),数字式超声波探伤仪,超声波测厚仪,超声换能器,超声波自动检测设备,紫外线灯,照度计,紫外线强度计,磁粉检验试块等德国HELMUT FISCHERGMBH + CO涂镀层测厚仪、铁素体含量检测仪德国科隆自动检测仪器有限公司(Automation DR.NIX GmbH KOLN)尼克斯(QuaNix®)涂镀层测厚仪德国赛乐真空技术有限责任公司(SEILER VAKUUMTECHNIK GMBH)氦检漏测试设备德国Wilhelm NosbueschGmbH 公司观片灯、密度计及附件德国ComPact eco X-射线荧光分析仪、镀层厚度和元素分析、电镀液分析GE检测技术公司(胶片冲洗机、X射线照片扫描器数字X射线成像检验系统超声相控阵检测系统)Krautkramer GmbH & Co.:超声探伤仪、超声测厚仪、超声硬度计、自动化超声探伤、C扫描、磁性测厚仪、裂纹测深仪、里氏硬度计、视觉硬度计、系列超声探头等Agfa NDT:系列X射线胶片、全息照相材料、直接把影像记录在相纸上的系统、胶片处理设备、冲洗药剂、电脑化胶片扫描判读仪、数字化射线成像器件等SEIFERT:系列便携式、移动式、固定式X射线机实时X射线检测系统Hocking NDT Ltd:系列涡流产品美国Everest VIT, Inc.:(美国韦林公司)工业内窥镜系列德国phoenix|x-ray Systems + Services GmbH:微焦点X射线管、微焦点和纳米焦点X射线系统、计算机断层扫描系统(CT)德国PROTEC MEDIZINTECHNIK GMBH & CO.KG洗片机、X射线数字成像系统德国db无损检测技术公司(db PRUFTECHNIK)高性能多通道涡流检测系统、漏磁检测系统德国NDT系统与服务股份公司板材、管材、车轮及车轮与轴系统的专业自动化超声波检测设备德国MDS诺丁公司(MD工业用伽玛射线机S Nordion S.A.)德国Tiede GmbH + Co.(蒂德裂纹检验设备有限公司)磁粉、渗透检验设备与机械德国Henke-Sass Wolf GmbH(HSW)公司工业用软管及硬管内窥镜德国克诺技术公司(KnorrTechnik GmbH)全自动在线路轨探伤和轮廓测量系统德国Vallen公司全数字化声发射仪器及配件、泄漏声检测仪德国TUV公司数字化智能化电梯检测系统德国 K+D Flux-Technic系列磁粉探伤设备德国ViZaar公司系列视频内窥镜德国RTE 声学与检测技术公司声学检测技术德国英福泰克(infratec)公司长波非制冷便携式红外热象仪德国汉能(HEINE)公司工业内窥镜德国INSTITUT DR.Foers ter GmbH & Co.,KG 便携式涡流检测装置、电导仪、磁性测试分选仪、半自动与全自动涡流和漏磁试验技术的检测系统、金属探测仪、探地雷达德国EPK公司涂层测厚仪、路面测厚仪德国DURR NDT GmbH& Co. KG 工业CR扫描仪、成像板、IP板擦除器、暗袋、便携式自动洗片机、工业用洗片机高温套药德国VOLUME GRAPHICS GMBH工业CT/三维像素数据显示和分析应用软件Array Corporation激光胶片数字化仪德国斯派克分析仪器公司(Spectro Analytical Instr 手持式光谱仪(金属分析仪)、手持式X射线荧光光谱仪uments)德国MR® Chemie GmbHGermany 磁粉检测、渗透检测、泄漏检测材料及装置,喷涂装置,试块,超声耦合剂,黑光灯、紫外线强度/照度计等德国 Bruker AXS GmbH手持式X荧光光谱仪(合金分析仪)德国卡尔·蔡司(Carl Zeiss)多功能工业CT测量机北京联合盛朝技贸有限公司代理:德国TTA型便携式透光仪林帝进出口有限公司代理:德国NTB公司x射线检测成像系统德国视拓(KARL STORZGmbH & Co. KG)激光视频内窥镜波兰Zawada NDT 公司便携式钢丝绳检测仪波兰POLON - EKOLAB辐射报警器、辐射剂量仪、区域辐射监测器俄罗斯动力诊断公司利用金属磁记忆技术的系列检测仪器,电磁裂纹指示仪Energodiagnostika Co. Ltd俄罗斯Interunis公司多通道声发射系统俄罗斯ACS公司(Acoustic Control Systems,Ltd.)混凝土/石材超声波成像无损检测仪器、超声测厚仪、超声探伤仪、电磁-超声测厚仪、相控阵超声探伤仪、扫描探伤车彼岸科仪有限公司地下管线探测仪以色列SONOTRON NDT公司ISONIC系列便携式智能超声成像检测系统、超声探伤仪、自动化超声探伤仪以色列ScanMaster超声自动扫描系统、超声自动探伤装置嘉盛科技代理:以色列声眼便携式管束腐蚀泄漏在役检测仪以色列维迪思科(Vidisco DR-X射线技术、射线图像软件、电池工作的X射线Ltd.)公司源丹麦福斯研究所(FORCETechnology)自动化超声与涡流检验系统、自动扫查器新加坡EESIFLOTM 公司超声流量计装置与开放式流量计罗马尼亚摩尔多瓦VotumJSC数字超声探伤仪,胶接检验仪,多通道超声试验系统意大利宝石隆(Bosello)公司工业X射线实时成像系统意大利基拉多尼(GILARDONI)公司超声波数字探伤仪、X射线系统、高频便携式X射线系统意大利CGM公司磁粉检测、渗透检测设备与器材奥地利科仑塔(Colenta)公司X光胶片自动冲洗机香港格林洋行GALEN(HK)CO.格林洗片机、密度计、观片灯、曝光仪等及其他配套产品澳大利亚MRX技术公司钢轨产业检测仪器澳大利亚PCWI公司电火花针孔检测仪澳大利亚Gammasonics公司辐射测量仪器南非CSIR(Centre for Integrated Sensing Systems)公司紫外成像仪捷克FOMA公司工业X光胶片芬兰应力技术(Stresstech Oy)有限公司便携式X射线应力分析仪、巴克豪森效应表面质量检查仪、表面磨削烧伤检测仪捷克STARMANS Electronics Ltd.便携式超声探伤仪北京康坦科技有限公司代PM1208型电子腕表型γ个人剂量仪理:上海宏达检测设备有限公乌克兰超声波测厚仪、超声探伤仪司代理:乌克兰 PROMPRYLA超声波探伤仪、涡流探伤仪D 公司印度 Modsonic Instrument系列数字式超声探伤仪s Mfg.Co.Pvt.Ltd.。
球罐 γ射线 检测工艺规程

球罐γ射线检测工艺规程1. 目的1.1 为保证球罐γ射线检测工作质量,提供准确可靠的检测数据,特制定本规程。
1.2 本规程对球罐γ射线检测工作中各环节质量控制要求作出了规定。
2. 引用文件2.1.JB/T4730-2005 《承压设备无损检测》2.2. 深圳市太科检验有限公司2007第五版《质量手册》3. 职责3.1 所有现场检测人员必须遵照执行。
3.2 现场检测负责人负责组织实施、检查督促。
3.3 无损检测责任师负责组织编制相关的技术文件,并处理检测过程中发生的重大技术问题。
3.4 质量负责人负责不定期抽查检测工作质量,并提出整改措施。
3.5 技术负责人负责审批相关的技术文件,必要时签发检测报告。
3.6 检测程序和结果应正确、完整,并应有相应的负责人员签字认可,检测记录、报告等必须符合公司的有关规定。
4. 一般要求4.1 检测人员资格4.1 .1从事特种设备无损检测的人员,应按照《特种设备无损检测人员考核与监督管理规则》的要求取得相应无损检测资格。
4.1 .2无损检测人员资格级别分为Ⅲ(高)级、Ⅱ(中)级和Ⅰ(初)级。
取得不同无损检测方法各资格级别的人员,只能从事与该方法和该资格级别相应的无损检测工作,并负相应的技术责任。
4.1 .3Ⅰ(初)级人员:在Ⅱ(中)级和Ⅲ(高)级人员的指导下从事无损检测操作,记录无损检测数据,整理无损检测资料。
4.1 .4Ⅱ(中)级人员:编制和审核一般的无损检测程序和工艺卡,并按Ⅲ(高)级人员编制的无损检测工艺规程独立进行检测操作,评定检测结果,签发检测报告。
4.1 .5Ⅲ(高)级人员:根据技术标准编制无损检测工艺规程,审核或签发工艺卡和检测报告,解释检测结果,仲裁Ⅱ(中)级人员对检测结论的技术争议。
4.1 .6实习人员:在持证人员的指导下从事无损检测辅助工作。
4.1 .7从事射线检测人员上岗前应进行辐射安全知识的培训,并取得放射工作人员证。
4.1 .8 无损检测人员的视力要求: 射线检测人员的未经矫正或经矫正的近(距)视力和远(距)视力应不低于5.0(小数记录值为 1.0)。
RTII射线工艺题(齐全且带答案)

四、工艺题(每题20,共20分)1、技术条件容器名称:反应斧;容器类别:III类;设备编号:R-10-031设计压力:内筒体4.0MPa,夹套1.0 Mpa焊缝系数:内筒体1.0,夹套0.85工作介质:水、水蒸汽主体材料:内筒体316L,夹套16MnR坡口形式:V焊接方式:手工焊检测时机:在用开罐检验检测比例:A2、 A2‵、B3焊缝100%RT2、规格(单位mm)焊缝号厚度长度/直径焊缝号厚度长度/直径A1 14 Φ1000 B1 14 Φ1000 A2 18 2200B2 14 Φ1000 A2‵ 6 300B3 8 Φ1200 A5 8 100 B5 8 Φ5003、提供设备和材料:2505定向机、2505周向机、AgfaC7(长度360mm)4、要求:按JB/T4730.2-2005《承压设备无损检测》的要求并结合《固定式压力容器安全技术监察规程》请按照AB级要求完成A2、A2‵、B3焊缝的射线工艺卡(曝光量不小于15mA.min)。
并在图上标出射线源、工件和胶片的相对位置示意图。
曝光时间(分)透照厚度TA (mm )定向2505曝光曲线曝光时间(分)透照厚度TA (mm )周向2505曝光曲线射线检测工艺卡编号:XXXX-XX产品名称反应釜设备编号R-10-031 探伤比例100% 材料牌号内筒体316L,夹套16MnR焊接方法手工焊坡口形式V 使用标准JB/T4730.2-2005AB级象质计FeIII10-16 胶片类型AgfaC7底片黑度 2.0-4.0 仪器型号A2、A2‵2505定向机、B3、2505周向机增感屏铅0.1/0.1mm探伤时机在开罐检查;表面清理目视检查合格后暗室处理手工冲洗和干燥焊缝编号透照厚度焊缝长度透照方式焦距布片张数透照次数透照有效长度像质计置于侧像质计线径号管电压KV时间minA2 26 1900 源在外双-单700 6 6 320 胶片侧12F180/1703/4A2‵18 300 单壁700 1 1 300 源侧11 150/1403/4B3 26 3770 源在内中心600 12 1 320 胶片侧12F210/2003/4透照示意图及其他要求:1、底片评定范围黑度2.0-4.0;2、标记摆放按照通用工艺执行;3、布片位置编制: XXX II 日期: XXX 审核:XXX II(III) 日期:XXX四、工艺题(20分)1、请填写下面石油液化气储罐射线透照工艺卡射线透照工艺卡(1)请提出B2环焊缝最佳透照方式,并说明理由?答:环缝的最佳透照方式为中心内透法。
射线检测工艺
射线检测工艺1目的:为保证射线检测操作的规范性、底片质量和检测结果的准确可信特制定本工艺,本工艺规定了射线检测人员资格、所用设备、器材、检测技术和质量分级、底片评定等内容。
2适用范围:本工艺适用于在用压力容器、压力管道全熔化焊对接接头的X射线检测和γ射线检测。
对钢制和镍及镍基合金,适用厚度范围为2-250mm ;对铜及铜合金、铝及铝合金,适用厚度范围为2-80mm;对钛及钛合金,适用厚度范围为2-50mm。
3编制依据本细则引用标准未注年号的,应使用最新版本。
JB/《承压设备无损检测》第1部分:通用要求JB/《承压设备无损检测》第2部分:射线检测R7001-2004《压力容器定期检验规则》《在用工业管道定期检验规程》其他有关规范、规程、标准4检测质量控制和底片评级:检测技术等级根据有关规范、标准及设计图样的规定选择;检测质量控制和检测级别评定依照JB/标准进行;合格级别应按照相应安全技术规范与标准确定;检测部位和比例,应符合有关规程、规范和本中心有关检验规范的要求。
5检验前准备检验时机:按有关规范、规程、标准相应条款执行。
现场条件:设备内气体分析合格,有关手续齐备方可入罐;脚手架搭设应牢固;保温层应拆除;工作表面应清理干净。
根据射线防护要求设置安全警戒区域。
人员要求5.3.1检测人员应按照《特种设备无损检测人员考核与监督管理规则》的要求取得该项目的无损检测资格,并从事与资格级别相应的无损检测工作。
5.3.2检测人员每年应检查一次身体.其未经矫正或经矫正的近(距)视力和远(距)视力不低于(小数记录值为)。
设备要求:检测所用设备完好且校验或自校合格。
检测准备5.5.1检测人员应详细了解受检工件的制造、使用及历次检验情况。
5.5.2检测部位:5.5.2.1压力容器重点检查以下部位:丁字口、封头与筒体连接焊缝、错边量和棱角较大的焊缝、局部变形的焊缝、多次返修的焊缝、检验员有怀疑的部位等;5.5.2.2压力管道重点检查以下部位:与压缩机、泵进出口连接焊缝,表面检测发现裂纹的焊缝,错边量、咬边和棱角严重超比的焊缝,支吊架损坏部位附近的焊缝,异种钢焊接的焊缝,硬度检验发现异常的焊缝,使用中发生泄露的部位附近的焊缝,多次返修的焊缝、检验员或使用单位有怀疑的部位等。
压力管道射线检测工艺规程

压力管道射线检测工艺规程1.适用范围及执行标准1.1.本作业指导书适用于压力管道、厚度为2mm~400mm钢熔化焊对接接头X射线和γ射线检测方法,检测技术等级为AB级。
1.2.执行法规及标准JB/T4730—2005 《承压设备无损检测》GB/T12605—90 《钢管环缝熔化焊对接接头射线透照工艺和质量分级》DL/T821—2002 《钢制承压管道对接焊接接头射线检验技术规程》JB/T7902—2006 《线型像质计》GB18871—2002 《电离辐射防护与辐射源安全基本标准》GB50235—1997 《工业金属管道工程施工及验收规范》《在用工业管道定期检验规程(试行)》(2003)《压力管道安全技术监察规程—工业管道》(TSG D0001—2009)2.人员要求2.1.从事射线照相检测的人员应按照《特种设备无损检测人员考核与监督管理规则》的要求,取得与其工作相适应的资格证书。
2.2.评片人员的视力应每年检查一次。
矫正视力不得低于1.0并要求距离400mm能读出高为0.5mm的一组印刷体字母。
3.透照设备及器材3.1.射线机的能量对经常透照的工件应有足够的穿透剩余能量,在满足穿透能力时,使用额定负荷的80%的能量,射线机在投入使用前应制作相应的曝光曲线。
3.2.胶片应采用T3类或更高类别的胶片。
对于采用γ射线检测裂纹敏感性大的材料时应采用T2类或更高类别的胶片;胶片的固有灰雾度不大于0.3。
3.3.增感方式采用铅箔增感屏,X射线检测时,前屏厚度为0.02mm~0.03mm,后屏厚度≥0.1mm;对于γ射线检测,其前后屏的厚度应符合JB/T4730—2005表1之规定。
3.4.像质计选用及放置3.4.1.根据公称厚度T,透照厚度W,透照方式和像质计摆放位置,按照JB/T4730—2005之4.11.3条选用像质计并确定应识别的丝号,以适应工件透照后对像质计灵敏度的要求。
如底片黑度均匀部位(临近焊缝的母材金属区)能够清晰地看到长度不小于10mm的连续金属丝影像时,则认识该丝是可识别的。
射线透照工艺-射线检测培训教材系列课件

核磁共振仪
利用磁场和射频脉冲对物质进行检测,常用 于医疗和科研领域。
射线检测器材介绍
01
02
03
探测器
用于接收和记录射线的设 备,如影像板、CCD相机 等。
防护用品
用于保护工作人员和受检 者免受辐射伤害的设备, 如铅围裙、铅眼镜等。
辅助器材
包括支架、滤光片、遮光 板等,用于优化检测效果。
射线检测设备的维护与保养
底片质量异常
如出现底片模糊、黑度不 均、斑点过重等情况,需 重新进行透照或调整曝光 参数。
设备故障
如曝光设备、胶片处理设 备等出现故障,需及时维 修或更换设备,确保透照 质量稳定。
环境因素影响
如环境温度、湿度等异常, 需采取相应措施进行调节, 减小环境因素对透照质量 的影响。
05
安全防护与法规标准
射线检测的安全防护措施
监测与记录
防护设备
提供适当的防护设备,如铅围 裙、手套、眼镜等,以减少辐 射暴露。
操作规范
制定详细的操作规范,确保员 工遵循正确的操作程序,避免 意外辐射暴露。
培训与教育
定期进行辐射安全培训和教育 ,提高员工对辐射危害的认识 和自我保护意识。
定期监测辐射剂量,记录员工 辐射暴露情况,以便及时发现 和解决潜在问题。
环保与职业健康要求
01
02
03
04
环保要求
确保射线检测工作符合环保要 求,减少对环境的负面影响。
职业健康要求
确保员工在工作过程中保持良 好的职业健康状态,预防职业
病的发生。
废弃物处理
合理处理射线检测过程中产生 的废弃物,减少对环境的污染
。
事故应急预案
制定事故应急预案,确保在发 生意外事故时能够及时、有效
无损检测与射线评片
乳化剂(表面活性剂)Oп-7、OP-10、TX-10、乳百灵、MOA等;
附加成份:邻苯二甲酸二丁酯、乙二醉单丁醚、二乙二酸丁醚等。
清洗剂(溶剂去除剂):丙酮、乙醇、汽油、三氯乙烯等。
显象剂:
干式显象剂:氧化镁、氧化锌、氧化钛、碳酸钠等粉末。
湿式显象剂:水悬浮湿式显象剂:干粉显象剂、水、
声发射ae热像红外tir4无损检测方法的应用特点选择合理的检测方法工件材质加工工艺和缺陷类型质量要求选择合理的检测时机缺陷出现时机工件表面状态综合运用无损检测方法缺陷类型和特征检测方法的特点和适用性二无损检测方法及应用1射线检测rt1射线检测用的射线射线中子射线射线和射线的性质射线和射线与可见光一样属于电磁波
①、纵波:介质质点振动方向与传播方向平行的波。在固、液、气中传播;
②、横波:介质质点振动方向与传播方向垂直的波。只在固体中传播;
③、表面波:沿固体表面传播的波(靠表面的质点椭圆振动)。
④、板波:在板厚与波长相当的薄板中传播的波(两表面质点椭圆振动,中间层平行或垂直振动)。
超声波检测方法
4)按原理分类:
局限性:
—只能检测表面及近表面缺陷
—只适用于铁磁性材料
—易产生不相关显示
—通电法可能灼伤工件表面
4、渗透检测(PT)
1)渗透检测的原理
在工件表面施加含有固体染料的渗透液,在毛细管原理的作用下,渗透液渗入表面开口的缺陷中;去除表面多余的渗透液,在表面施加一层白色的显象剂;同样在毛细管原理作用下,缺陷中的渗透液被吸出,使显像剂染色,从而使缺陷显现出来。
2)涡流检测的基本方式
涡流检测的方式分为三种类型:
(1)穿过式线圈法:检测线圈套在试件上,其内径与试件外径接近,用于检测如棒材、管材、丝材等。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
一、 X射线机 1.X射线机的分类 (1)按结构:携带式;移动式
(2)按用途:定向;周向;管道爬行;软射线;微焦点;脉 冲。
(3)按频率:工频 50~60Hz;变频 300~800Hz;恒频 200Hz. 在同样电流和电压条件下,恒频机穿透力强功耗小效率高,变频 次之,工频较差。 (4)按绝缘介质:变压器油;SF6气. 2.X射线管 (1)结构(玻璃和陶瓷)
I.阴极:由发射电子的钨灯丝和聚焦电子的凹面铜阴极头 组成。 II.阳极 a.阳极靶:耐高温的钨,与电子撞击产生 X射线 b.阳极体:采用导热率大的无氧铜,支承靶面,传递靶上的 热量,避免钨靶烧坏。 c.阳极(铜)罩:吸收二次电子和散乱射线。冷却方式:辐射 散热,冲油冷却,旋转阳极自然冷却。 III.外壳 (2)X射线管的技术特性 I.阴极和阳极特性 a.阴极特性: 在阴极的工作范围内,较小的温度变化就会引起较大的电 流变化。 b.阳极特性: 在管电压较低时,管电流随管电压增加而增大,当管电压 增加到一定程度后,管电流不再增大而趋于饱和,这说明某一恒 定的灯丝加热电流(钨丝温度)下,阴极发射的热电子已经全部到 达了阳极,再增加电压亦不可能增大管电流,也就是说,工业探 伤用的 X射线管工作在电流饱和区,在饱和区内要改变管电流, 只有改变灯丝加热电流,X射线管的管电流和管电压在升高过程 中可以相互独立进行调节。 c.管电压: 指 X射线管承载的最大峰值电压(kVp)。在电工测量中,表 头指示的是有效值,对于正弦波 U有效值=0.707U 峰值。 d.焦点: 焦点的尺寸主要取决于灯丝的形状和大小,阴极头聚焦槽 的形状及灯丝在槽内安装的位置。此外,管电流和电压对焦点大 小也有一定的影响。 阳极靶被电子撞击的部分叫做实际焦点。 焦点大,有利于散热,可承受较大的管电流;焦点小,底 片清晰度好,照相灵敏度高。
d.辐射场强度: 在 30°辐射角处射线强度最大,阴极侧比阳极侧射线强度 高,但实际上,由于阴极侧射线中包含着较多的软射线成分,所 以对具有一定厚度的试件照相,阴极侧部位的底片并不比阳极侧 更黑,利用阴极侧射线照相也并不能缩短多少时间。
e.真空度: X 射线管必须在高真空度(10-6~10-7mmHg)才能正常工作。 过热时阳极金属会释放气体,严重时将导致 X 射线管被击穿; 高温工作下的 X 射线管,灯丝金属也会吸收一部分气体。这两 个过程达到平衡时就决定了此时的真空度。 f.寿命: 指灯丝发射能力逐渐降低,射线管的辐射计量率降为初始 值的 80%的累计工作时限。玻璃管一般不少于 400h,金属陶瓷 管不少于 500h。 保证 X射线管使用寿命的措施主要有: (a)送高压前,灯丝必须提前预热和活化。 (b)符合应控制在最高管电压的 90%以内。 (c)保证阳极冷却,例如将工作和间息时间设为 1:1。 (d)严格按使用说明书要求进行训机. 二、γ射线探伤机 1. γ射线源的主要特征参数 放射性活度:γ射线源在单位时间内发生的衰变数。单位贝 可,符号为Bq,1Bq表示为1秒的时间内有一个原子核发生衰变。
1Ci=3.7×10 Bq。 10 放射性比活度:单位质量放射源的放射性活度。单位为Bq/g。
对于同一种γ射线源,放射性活度越大,放出γ射线(γ光 子)越多。对于不同种γ射线源,不能进行类似比较。 2. γ射线探伤设备的特点 (1)射线探伤设备的优点 a.探测厚度大,穿透能力强。对钢工件而言,400kVX光机最 大穿透厚度仅为 100 mm左右,而 Co60射线探伤机最大穿透厚 度可达 200 mm。 b.体积小,质量轻,不用水、电、,特别适用于野外作业和在 用设备的检测。
c.效率高.,对环和球罐可进行周向曝光和全景曝光。同 X射 线机相比大大提高效率。
d.可以连续进行,且不受温度、压力、磁场等外界条件影响。 e.设备故障率低,无易损部件。
f.与同等穿透率的 X射线机相比,价格低 (2)射线探伤设备的缺点
a.射线源都有一定的半衰期,有些半衰期较短的射源,如 Ir192更换频率,给使用带来不便。 b.辐射能量固定,无法根据试件厚度进行调节,当源穿透厚 度与能量不适配时,灵敏度下降严重。
c.放射强度随时间减弱,无法进行调节,当源强度较小时, 曝光时间过长会感到不方便。
d.固有不清晰度比 X射线大,用同样的器材及透照技术条件, 期灵敏度低于 X射线机。
e.对安全防护要求高,管理严格。 3. γ射线探伤设备的分类与结构 (1)γ射线探伤设备分类 按所装放射同位素不同,可分为 Co60γ射线探伤机、Cs137 γ射线探伤机、Ir192γ射线探伤机、Se75γ射线探伤机、Tm170 γ射线探伤机、Yb169γ射线探伤机。 按机体结构可分为直通道形式和“S”通道形式。 按使用方式可分便携式、移动式、固定式、管道爬行器。 (2)γ射线探伤设备的结构 γ射线探伤设备大体可分为五个部分:源组建、探伤机机体、 驱动机构、输源管和附件。 三、射线照相胶片 1.射线照相胶片的构造与特点: 射线胶片在胶片片基的两面均涂布感光乳剂层 (一般感光胶 片单面),目的是增加卤化银含量以吸收较多的穿透能力很强的 射线,从而提高胶片的感光速度,增加黑度。
(1)片基:是感光乳剂层的支持体,起骨架作用,厚度约 为 0.175~0.20mm,大多采用醋酸纤维或聚酯材料.聚酯片基较薄, 韧性好,强度高。通常采用淡蓝色。 (2)结合层:由明胶、水、表面活性剂(润湿剂)、树酯(防 静电剂)组成.其作用是使感光剂层和片基牢固地粘结在一起,防 止感光剂层在冲洗时脱落。 (3)感光乳剂层:由溴化银微粒在明胶中的混合体构成.加 入少量(不大于 5%)碘化银,可改善感光性能.此外,还加入防灰 剂、稳定剂和坚膜剂。 (4)保护层:防止感光剂层受到污损和摩擦,其主要成分 是明胶、坚膜剂、防腐剂和防静电剂。 2.潜影 (1)概念:胶片受到照射时,在感光乳剂层中会产生眼睛 看不到的影像。
(2)形成过程:是银离子接受电子还原成银的过程。 Br-+hγ→Br+e Ag++e→Ag (3)潜影衰退:潜影形成后,如相隔很长时间才显影,得 到的影像比及时冲洗的淡。实际上是银又被空气氧化而变成银离 子的逆变过程.胶片所处的环境温度越高,湿度越大,则氧化作 用越加剧,潜影的衰退越厉害。 3.黑度 D 黑度 D定义为照射光强 L0与穿过底片的透射光强 L之比 的常用对数值。
D lg L 0
L
4.射线胶片的特性 (1)胶片特性曲线 I.增感型胶片特性曲线 a.本底灰雾度区 D0。 b.曝光迟钝区 AB,B称为阈值。 c.曝光不足区 BC。
d.曝光正常区 CD。 e.曝光过度区 DE。 f.反转区 EF,也称负感区。 II.非增感型胶片的特性曲线:无明显的负感区,在常用的
黑度范围内成“J”型。 (2)射线胶片特性参数 I.感光度(S) 以达到净黑度(不包括 D0)为 2.0时所用曝光量的倒数作为 该胶片的感光度,即 1 S
K s
对同一类型胶片来说,银盐粒度越粗,其 S越高。 II.灰雾度(D0) 未经曝光的胶片经显影和定影处理后也会有一定的黑度, 此黑度称为灰雾度(D0)。 灰雾度小于 0.30 时,对射线底片影像影响不大;灰雾度 过大会损害影像对比度和清晰度,降低灵敏度。 III.梯度(G) 可用胶片特性曲线上一点切线的斜率表示 .又称胶片反差 系数 γ。 用特性曲线上两点的连线的斜率来表示平均梯度。以特性 曲线上底片净黑度 1.5和 3.5两点连线的斜率作为胶片的平均梯 度。 增感型胶片(适宜与荧光增感屏联用的胶片)的 G值在较低 的黑度范围内,随黑度的增大而增大,但当黑度超过一定数值, 黑度再增大,G值反而减小。在射线照相应用范围内,非增感型 胶片的 G值随黑度的增大而增大。 IV.宽容度(L) 指胶片有效密度范围相对应的曝光范围。 在胶片特性曲线上,用与黑度为许用下限值和上限值 (如 1.5和 3.5)相应的相对曝光量的倍数表示,即: L 10lg E2lg E1 E 2
1 E
梯度大的胶片宽容度小。 5.工业射线胶片系统的分类 所谓胶片系统是指包括射线胶片、增感屏(材质、厚度)和 冲洗条件(方式、配方、温度、时间)组合。 胶片分类所依据的成像特性 ,是指胶片的四个特征参数,即 D=2.0和 D=4.0时的最小梯度 Gmin,D=2.0时的最大颗粒度(σ0) max,及 D=2.0时的最大梯度噪声比(G/σ0)max。 工业射线胶片系统的分类为 T1、T2、T3、T4四个类型,T1、 T2最大颗粒度较细,T3、T4最大颗粒度较细次之。 6.胶片的选用 (1) 需要较高的射线照相质量,选用号数较小的胶片。 (2)需要缩短曝光时间,选用号数较大的胶片。 (3)工件厚度较小、工件材料等效系数较低或射源线质较硬 时,选用号数较小的胶片。 (4)在工作环境温度较高时,宜选用抗潮性能较好的胶片, 在工作环境比较干燥时,宜选用抗静电感光性能较好的胶片。 7.胶片的使用与保管 (1)不可接近氨、硫化氢、煤气、乙炔和酸等有害气体, 否则会产生灰雾。
(2)裁片时不可取掉衬纸,以防划伤胶片 .不要多层胶片同 时裁切,防止轧刀,擦伤胶片。
(3)装片和取片时,胶片与增感屏应避免摩擦,否则会擦伤, 显影后底片上会产生黑线 .还应避免胶片受压受曲受折,会在底 片上出现新月形折痕。 (4)开封后的胶片和装入暗袋的胶片要尽快使用,短时用不