气嘴接头尺寸规格
射吸式割炬

、基本原理和应用范围气割是利用气体火焰的热能将工件切割处预热到一定温度后,喷出高速切割氧流,使金属燃烧并放出热量而实现切割的方法。
低碳钢的气割过程有三个阶段:(1) 预热气割开始时,利用氧乙焕焰或氧丙烷焰将工件切割处预热到能发生剧烈氧化的温度。
(2) 燃烧喷出高速切割氧流,使已预热的金属燃烧,生成氧化物。
(3) 熔化与吹除金属燃烧生成的氧化物以及与反应表面毗邻的一部分金属被燃烧热熔化后,再被气流吹掉,完成切割过程。
燃烧热和预热火焰同时将邻近的金属预热到所需温度。
整个气割过程中,被熔化的金属约占熔渣的总量的30%或更多。
可以气割的金属应符合下述条件:1) 金属氧化物的熔点应低于金属熔点。
下列表是一些常用的金属及其氧化物的熔点。
金属名称熔点C熔点C金属金属氧化物纯铁1538 1370- 1565低碳钢1500 1370 — 1565高碳钢1300 - 1400 1370 - 1565铸铁约1200 1370 — 1565紫铜1083 1236黄铜850- 900 1236锡青铜850 - 900 1236铝658 2050锌419 1800铭1550 1990镣1452 19902) 金属与氧气燃烧能放出大量的热,而且金属本身的导热性要低。
符合上述气割条件的金属有纯铁、低碳钢、中碳钢和低合金钢以及钛等。
其它常用的金属如铸铁、不锈钢、铝和铜等,必须采用特殊的氧燃气切割方法或熔化方法切割。
二、气割设备1. 手工割炬同焊炬一样,割炬也有射吸式和等压式两种。
乙焕是靠预热火焰的氧气射入射吸管而被吸入射吸管内。
这种割炬适用于低压或中压乙焕。
割嘴结构有环形(组合式)和梅花形(整体式)两种,待压式割炬只适用于中压乙焕。
目前用得多的也是射吸式割炬。
2. 半自动气割机半自动气割机在我国应用广泛。
常用GC1 — 30型半自动气割机。
可进行直线和直径大于200mm的圆周、斜面、V形坡口等形状的气割。
3. 自动气割机现在国外已广泛使用数控气割机。
NPT螺纹底孔表

NPT螺纹底孔表(螺纹牙型高度为75%时的推荐钻头尺寸)准备攻丝的螺纹钻头规格代码(最接近的英制分数规格) 英制小数规格1/8"-27NPT 字母R - .33901/4"-18NPT 7/16" 7/16" .43753/8"-18NPT 37/64"37/64" .57811/2"-14NPT 45/64" 45/64".70313/4"-14NPT 59/64"59/64" .92191"-11½ NPT 15/32" 15/32" 1.15621¼"-11 ½ NPT 1½" 1½" 1.50001½"-11 ½ NPT 147/64" 147/64" 1.73442"-11½ NPT 27/32" 27/32" 2.2188螺紋規格表螺紋規格表发布时间:2007年6月25日Audo look6.0下载螺紋規格表螺紋規格表平行螺紋平行螺紋螺 紋 的 種 類 記 號 規 格 螺紋山的角度SIZE 推 拔 牙規規格公制普通螺紋 JIS B 0205B 0215 JIS B 0251 JIS B 0209 4H、5H、6H、7H公制細螺紋JIS B 0207B 02154h、6h、8g、8gJIS B 0052 MJIS B 0211 1~300公制普通螺紋 JIS B 0205 JIS B 0251 JIS B 02091級、2級、3級付 屬 書公制細螺紋 JIS B 0207 JIS B 0252 JIS B 0211 付 屬 書美制普通螺紋 UNC JIS B 0206NO. 1~4 3B、2B、1B JIS B 0255 JIS B 0210美制細螺紋 UNF JIS B 0208NO. 0~11/2 3A、2A、1A JIS B 0256 JIS B 0212UNC NO. 1~4UNF 60° NO. 0~11/2 ANSI B1.3UNEF NO.12~111/16 3B、2B、1B美制螺紋 UNS ANSI B1.1 NO.10~6 3A、2A、1A ─ 4UN、6UN、8UN12UN、16UN、20UN 5/16~6 ANSI B1.228UN、32UNUNC 0.073~0.164 3B、2B、1B ABS HAND BOOK 美制螺紋(MIL規格) UNF MIL-S-7742B 0.060~1.5 3A、2A、1A H2812UN 1.75 ~6UNJC 0.073~4UNJF 0.060~1.5美制螺紋(MIL規格)UNJEFMIL-S-8879A0.216~1.68753B、3ANBS HAND BOOK 8UNJ 1.0625~4 H2812UNJ 0.625~616UNJ 0.4375~6管用平行螺紋(本體規格) G JIS B 0202 55° 1/16~6 ─管用平行螺紋(付屬書) PF 1/8~12 A級、B級 JIS B 0254 管用平行母螺紋(本體規格) Rp JIS B 0203 55° 1/16~6─ ─管用平行母螺紋(付屬書) PS 1/8~12 JSI B 0253 厚鋼電線管螺紋 CTG JIS B 0204 55° 16 ~104 ─ ─薄鋼電線管螺紋 CTC JIS B 0204 80° 15 ~ 75 ─ ─ NPSC 1/8~4 ─NPSM ANSI B2.1 1/8~6 2B、2A ANSI B2.1美制管用平行螺紋 NPSL60°1/8~12NPSH ANSI B2.1、B2.4 1/2~4 ─ ANSI B2.4 NPSFANSI B2.21/16~3ANSI B2.2 NPSI 1/16~3英制管用平行螺紋 G BS 2779:1973 55° 1/16~6 ─公制台形螺紋 Tr JIS B0216 B02717 B021830° 8 ~300 7H、8H、7e、8c30度台形螺紋(付屬書) TM JIS B 0216 10 ~300 ─ ─ 29度台形螺紋 TW JIS B 0222 10 ~100愛克姆螺紋(美制) ACME ANSI B1.5 29°5G、4G、3G、2GANSI B1.5 1/4 ~ 5 6C、5C、4C、3C、2CSTUB ACME ANSI B1.8 ─ ANSI B1.8 BUTT ANSI B1.9 7°X45° 1/2~ 24 class3、class2 ANSI B1.9腳踏車用螺紋(一般用)BC JIS B 0225 5/16~19/16 ─ JMAS 4002腳踏車用螺紋(幅條用) 1.8~ 4針車用螺紋 SM JIS B 0226 1/16~13/16 1級、2級、3級 ─ 照相機的三角取付螺紋 U JIS B 7103 1/4、3/8 JCIS 3-63 照相機鏡頭付屬品取付螺紋 M JIS B 7111 60° 13.5~95內燃機關用 —M、PF JIS B 8031 10S~18S、1/2S ─ ─ 植入 STUD JIS B 1173 4 ~20汽車用輪胎風嘴用螺紋 TV JIS D 4208 5 ~17汽車用CTV JIS D 9422 5 ~ 8 JMAS 4002電球類內外牙用螺紋 E JIS C 7709 10 ~40 JEL 902、903 給水栓取付螺紋 - JIS B 2061 55° 13、20、25 ─鋼線 用口金 - JIS Z 1604 26.44、59.62斜行螺紋斜行螺紋螺 紋 的 種 類 記 號 規 格螺紋山的角度SIZE 推 拔牙規規格管用錐形螺紋(本體規格) R JIS B 0203 1/16~6管用錐形螺紋(付屬書) PT 1/8~12 JIS B 0253英制管用錐形螺紋 Rc、RBS 21:197355°1/16~6BS 21: BS21:1973Rp(平行美制管用錐形螺紋 NPTANSI B2.11/16~240D 1/16ANSI B2.1 NPTR 1/2~4管用錐形螺紋 NPTFANSI B2.2 60° 1/16~3ANSI B2.2(乾式油封螺紋)PTF-SAESHORT 1/16~3管用螺紋(MIL規格) ANPT MIL-P-7105B 1/16~3 MIL-P-7105B照相機用 — 取付 M JIS B 7104 3.4 28° JCIS 4-63人造黑鉛電極接續螺紋 ─ JIS B 7201 3T~24T 1/3 JIS R 7202高壓瓦斯容器弁取付螺紋 ─ JIS B 8241 V1、V2、V3溶解 容器用弁─ JIS B 8244 55° 39 3/26 JIS B 8244-6 液化石油瓦斯容器用弁螺紋 ─ JIS B 8245 V1、V2 解 說高壓瓦斯容器用弁螺紋 ─ JIS B 8246 V1、V2、V3瓦斯容器螺紋 ─ BS 341:Part 1、2 55°60° 0.6~1.25 1/8 BS 341:Part 1、2螺纹规格-美制、英制、公制 2007-06-21 14:49美制细牙UNF 2A外螺纹大(UNFUN)2B内螺纹小径(UN、UNF)序号规格型号 最大 最小 公差 最小 最大 公差1 7/16"-20 11.079 10.874 0.206 9.728 10.033 0.3052 1/2"-20 12.667 12.461 0.206 11.328 11.608 0.2793 9/16"-18 14.252 14.031 0.221 12.751 13.081 0.3304 3/4"-16 19.012 18.773 0.239 17.323 17.678 0.3565 7/8"-14 22.184 21.923 0.262 20.269 20.676 0.4066 11/16-12 26.944 26.655 0.290 24.689 25.146 0.4577 15/16-12 33.294 33.005 0.290 31.039 31.496 0.4578 15/8-12 41.229 40.940 0.290 38.989 39.446 0.4579 17/8-12 47.579 47.290 0.290 45.339 45.796 0.45710 21/2-12 63.452 63.162 0.290 61.214 61.671 0.457 公制细牙 6g外螺纹大径 6H内螺纹小径1 M10*1 9.974 9.794 0.180 8.917 9.157 0.2402 M12*1.5 11.968 11.732 0.236 10.376 10.676 0.3003 M14*1.5 13.968 13.732 0.236 12.376 12.676 0.3004 M16*1.5 15.968 15.732 0.236 14.376 14.676 0.3005 M18*1.5 17.968 17.732 0.236 16.376 16.676 0.3006 M20*1.5 19.968 19.732 0.236 18.376 18.676 0.3007 M22*1.5 21.968 21.732 0.236 20.376 20.676 0.3008 M24*1.5 23.968 23.732 0.236 22.376 22.676 0.3009 M26*1.5 25.968 25.732 0.236 24.376 24.676 0.30010 M27*1.5 26.968 26.732 0.236 25.376 25.676 0.30011 M30*1.5 29.968 29.732 0.236 28.376 28.676 0.30012 M27*2 26.962 26.682 0.280 24.835 25.210 0.37513 M30*2 29.962 29.682 0.280 27.835 28.210 0.37514 M33*2 32.962 32.682 0.280 30.835 31.210 0.37515 M36*2 35.962 35.682 0.280 33.835 34.210 0.37516 M42*2 41.962 41.682 0.280 39.835 40.210 0.375英制管螺纹1 G1/8-28 9.728 9.514 0.214 8.566 8.848 0.2822 G1/4-19 13.157 12.907 0.250 11.445 11.890 0.4453 G3/8-19 16.662 16.412 0.250 14.950 15.395 0.4454 G1/2-14 20.955 20.671 0.284 18.631 19.172 0.5415 G3/4-14 26.441 26.157 0.284 24.117 24.658 0.5416 G1-11 33.249 32.889 0.360 30.291 30.931 0.640-11 41.910 41.550 0.360 38.952 39.592 0.640 7 G11/48 G11/-11 47.803 47.443 0.360 44.845 45.485 0.640 2螺纹规格-美制、英制、公制2007-06-21 14:49美制细牙UNF 2A外螺纹大(UNFUN)2B内螺纹小径(UN、UNF)序号规格型号 最大 最小 公差 最小 最大 公差1 7/16"-20 11.079 10.874 0.206 9.728 10.033 0.3052 1/2"-20 12.667 12.461 0.206 11.328 11.608 0.2793 9/16"-18 14.252 14.031 0.221 12.751 13.081 0.3304 3/4"-16 19.012 18.773 0.239 17.323 17.678 0.3565 7/8"-14 22.184 21.923 0.262 20.269 20.676 0.4066 11/16-12 26.944 26.655 0.290 24.689 25.146 0.4577 15/16-12 33.294 33.005 0.290 31.039 31.496 0.4578 15/8-12 41.229 40.940 0.290 38.989 39.446 0.4579 17/8-12 47.579 47.290 0.290 45.339 45.796 0.45710 21/2-12 63.452 63.162 0.290 61.214 61.671 0.457 公制细牙 6g外螺纹大径 6H内螺纹小径1 M10*1 9.974 9.794 0.180 8.917 9.157 0.2402 M12*1.5 11.968 11.732 0.236 10.376 10.676 0.3003 M14*1.5 13.968 13.732 0.236 12.376 12.676 0.3004 M16*1.5 15.968 15.732 0.236 14.376 14.676 0.3005 M18*1.5 17.968 17.732 0.236 16.376 16.676 0.3006 M20*1.5 19.968 19.732 0.236 18.376 18.676 0.3007 M22*1.5 21.968 21.732 0.236 20.376 20.676 0.3008 M24*1.5 23.968 23.732 0.236 22.376 22.676 0.3009 M26*1.5 25.968 25.732 0.236 24.376 24.676 0.30010 M27*1.5 26.968 26.732 0.236 25.376 25.676 0.30011 M30*1.5 29.968 29.732 0.236 28.376 28.676 0.30012 M27*2 26.962 26.682 0.280 24.835 25.210 0.37513 M30*2 29.962 29.682 0.280 27.835 28.210 0.37514 M33*2 32.962 32.682 0.280 30.835 31.210 0.37515 M36*2 35.962 35.682 0.280 33.835 34.210 0.37516 M42*2 41.962 41.682 0.280 39.835 40.210 0.375英制管螺纹1 G1/8-28 9.728 9.514 0.214 8.566 8.848 0.2822 G1/4-19 13.157 12.907 0.250 11.445 11.890 0.4453 G3/8-19 16.662 16.412 0.250 14.950 15.395 0.4454 G1/2-14 20.955 20.671 0.284 18.631 19.172 0.5415 G3/4-14 26.441 26.157 0.284 24.117 24.658 0.5416 G1-11 33.249 32.889 0.360 30.291 30.931 0.640-11 41.910 41.550 0.360 38.952 39.592 0.640 7 G11/48 G11/-11 47.803 47.443 0.360 44.845 45.485 0.640 2管螺纹规格及工具管螺纹规格及工具 前 言管螺纹在自来水、煤气、油压系统等,我们生活中看不到的地方,普遍被使用。
喷泉喷头型号及参数
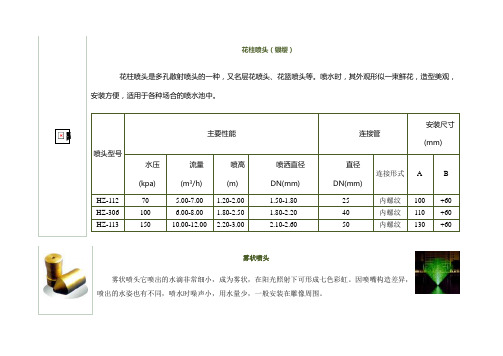
花柱喷头(银缨)花柱喷头是多孔散射喷头的一种,又名层花喷头、花篮喷头等。
喷水时,其外观形似一束鲜花,造型美观,安装方便,适用于各种场合的喷水池中。
喷头型号主要性能连接管安装尺寸(mm)水压(kpa)流量(m3/h)喷高(m)喷洒直径DN(mm)直径DN(mm)连接形式A BHZ-11270 5.00-7.00 1.20-2.00 1.50-1.8025内螺纹100+60 HZ-306100 6.00-8.00 1.80-2.50 1.80-2.2040内螺纹110+60 HZ-11315010.00-12.00 2.20-3.00 2.10-2.6050内螺纹130+60雾状喷头雾状喷头它喷出的水滴非常细小,成为雾状,在阳光照射下可形成七色彩虹。
因喷嘴构造差异,喷出的水姿也有不同,喷水时噪声小,用水量少,一般安装在雕像周围。
喷头型号主要性能连接管安装尺寸(mm)水压(kpa)流量(m3/h)喷高(m)喷洒直径DN(mm)直径DN(mm)连接形式A BWZ-1121050.60 1.60 1.5020内螺纹45+20 WZ-3121500.90 1.80 2.5025内螺纹76+40 WZ-407250 1.80 2.00 3.0040内螺纹76+40中心直上喷头(集束)中心直上喷头是在同一个配水箱上安装许多万向直流喷嘴,当这些喷嘴规格相同时,喷出的水姿雄壮笔直;当这些喷嘴规格不完全相同时,大小喷嘴布设得当,喷出的水姿粗壮有力,层次分明、主题突出,是大型喷泉必备的主要喷头。
该喷头也叫中心水柱。
喷头型号主要性能连接管安装尺寸(mm)水压(kpa)流量(m3/h)喷高(m)喷洒直径DN(mm)直径DN(mm)连接形式A BSZ-310100-150 200-25019-23 25-283-5 6-11 1.0-1.3 1.4-1.650内螺纹220+120 SZ-212150-250 250-45029-38 52-607-10 11-16 1.6-1.8 2.0-2.565内螺纹280+120万向直流喷头直流喷头在各种场合的喷水池中广泛应用,并是音乐喷泉的必备喷头,这种喷头装有球型接头,可沿垂直方向15度进行调节,万向直流喷头可组合各种不同形状的喷射效果,射流的高低和角度的变化,可根据水池形状大小定。
EN1111(中文版).pdf卫浴龙头---混合调温阀芯

阀芯温度控制装置应有以下识别信息: --刻度或符号 --和/或颜色(冷水蓝色,热水红色) 调温龙头必须清晰地在热水进水口用红色标记,冷水进水口用蓝色标记.可互相转换的供水装置不用作标记.
7 材质
7.1 化学及卫生特征 人类使用的与水接触的材料,温度到 90℃,对人休健康无危害.不得对人类用水造成污染,以致影响食物的质量, 外观,气味或味觉. 在条款 1 推荐的正确操作极限内,材料对龙头在使用中的操作不会造成负面影响.受压部件必须符合表 1 规定的使 用极限. 不完全耐腐蚀的材料表面须另外保护. 7.2 表面状况及涂层质量 表面镀铬及镍-铬材料,需满足 EN248 要求.
尺寸必须保证龙头安装在厚度 1-18mm 的支撑
上,并与供水连接
24(最大)
35(最大). 用于浴缸
龙头底座后面突出部分,从 A 直径中轴线量起
32(最大). 用于面盆,妇洗器及水槽
8.2.2.1 连接接头尺寸(见草图 4 及表 5) 如果接头机加后,要求接入管子,其尺寸应符合表 5 要求(例类型 1 或类型 2)
3 定义 该标准中,以下定义适合: 调温阀芯:是指带有一个或多个出水口,能自动混合冷热水并控制混合水达到用者选择的温度,最小到最大流 量可由同一控制装置或由单独的流量控制装置来完成.
4 分类 分类包括以下类型的调温龙头: 类型 1---单把控制:调温阀芯流量及温度由一个控制装置来完成. 类型 2---双把控制:调温阀芯流量及温度由两个单独的控制装置来完成. 类型 3---单独间接控制:调温阀芯由一个单独的,设定好的流量及温度调节装置,来控制流量及温度,有关闭装 置. 类型 4---无流量控制装置的调温阀芯. 类型 5---其它:带特殊控制装置的调温阀芯.
表 5—连接接头尺寸
工具规格明细

截面积*长度 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称
十字开关 主令开关 三项开关 闸刀开关 脚踏开关 组合开关 行程开关 行车按扭总承 水泵按钮开关
厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称 厂家名称
机床零件号 尼龙抛光片 机床零件号 三角油石红
三角油石 9020-B*L
挂脚套 连接套 轴 轴套 销轴 铜套 锁紧套 扁孔固定套 拨叉
机床零件号 四方油石 机床零件号 红色精磨油石 机床零件号 绿碳精磨油石 机床零件号 砂轮修整条 机床零件号 机床零件号 机床零件号 机床零件号 机床零件号
长方油石 9010-B*L*C 外圈 衬套 磨床用垫块 磨床等高块 磨床台面加高工装 划线平台 磨头工装 连接盘 外圆内磨导磁盘
功率 功率 功率 功率 功率 功率 功率 功率 功率 功率 功率 功率 功率
镇流器 电位器 温控器 防腐电磁阀 磁力起动器 空气断路器 断路器 三相断路器 接触器式继电器
电磁离合器 离合器滚柱 交流接触器 交流接触器线圈 热继电器 变压器 热保护继电器 热过载继电器 速度继电器 中间继电器 直流继电器 押扣关闭器 电热管 铝装电热偶 电热偶线 加热器 保险盒 焊锡丝 保险丝 保险管 熔丝管 熔断体芯 接触器触点 辅助触点 电池 碳刷 发电机碳刷 电池线圈 线圈 磁盘线圈 电容 电器备件 电器插件
磁铁 磨针 磨头 顶尖 三爪卡盘 四爪卡盘 重型卡爪 机械寻边器 万能夹具组 筒夹 拉钉 电笔 金钢笔 电磨头 角磨机 吹气枪 喷枪 焊枪 电焊面罩 电焊钳 气刨炬 割炬 气割炬 割咀 连接体 导电咀 分流嘴 保护套 绝缘筒 导丝管 砂轮机垫片 铜螺母 美工刀 剪刀 油灰刀 行李车 压力油壶 榔头 榔头 榔头 榔头 榔头 三爪拉马 链条 起重链条 卷尺 真空表 压力表 氩压力表 温度计 减压阀
HT999 型氧探头 说明书
HT999型氧探头(中外合作生产)使用说明书北京市培特永昌机电技术有限责任公司特别提示一轻拿轻放氧探头的核心部件是陶瓷件,磕碰和坠落很容易造成断裂,使氧探头失效。
二防止结碳氧探头端部积碳是造成失效的重要原因,严重结碳会造成氧探头永久性损坏。
1 在日常生产过程中,正确控制富化介质(煤油、丙酮、丙/丁烷等)通入量和不设定过高的碳势,对防止氧探头积碳具有重要的意义。
2 在炉罐(马弗炉)或炉砖(无马弗炉)渗碳初期,常常是积碳已经很严重了而氧探头输出电势并不高,此时一定要控制富化介质(煤油、丙酮、丙/丁烷等)通入量,不可过多。
否则氧探头会产生严重结碳。
3 如无把握,建议无马弗炉在新的或旧炉大修后的第一次炉砖渗碳时先不装氧探头,待炉子先吃饱碳后再装上氧探头。
4 对井式炉:长时间不用,每次重新开炉, 第一炉前, 炉罐必须先补碳,炉气碳势达到 1.0% 时炉罐补碳结束, 方可以装入工件。
补碳期间,氧电势上升的很慢, 该过程需要一定的时间才能完成, 这种情况一般在 930-1000 mV 期间比较明显。
此时应小心控制富化剂(如煤油)或丙、丁烷的流量, 不要因氧电势上升得慢而过分加流量, 避免碳黑和甲烷的过分增加引起碳势失控和使氧探头上产生严重结碳。
5 在工艺过程中采用定时烧碳黑措施,有助减少氧探头端部碳黑积聚。
6 若发现氧探头端部有碳黑积聚,也可以在炉子冷却情况下取出氧探头,用铁丝小心清除。
三本公司对以下几种情况不实行保修、保换:1 明显的人为损坏(如机械碰撞);2 碳势调节不当,致使氧探头前部严重积碳而使氧探头失效;3 未经许可,自行拆卸过的氧探头目录一概述------------------------------------------------------------ 1 二工作原理-------------------------------------------------------- 11 氧探头电势与炉气中氧分压之间的关系---------------------------- 12 氧探头电势与炉气碳势之间的关系(炉气碳势数学模型) -------------- 2三主要技术参数--------------------------------------------------- 4 四安装------------------------------------------------------------- 41 安装注意事项---------------------------------------------------- 42 安装接口-------------------------------------------------------- 53 接通参比气及自动除碳空气气路----------------------------------- 54 接线------------------------------------------------------------ 5五参比气的供应--------------------------------------------------- 6 六氧探头除碳黑的周期和空气的供应----------------------------- 6 七使用注意事项--------------------------------------------------- 7 八氧探头型号--------------------------------------------------- 8 九质量保证期----------------------------------------------------- 8一概述HT999系列氧探头由本公司与国外合作生产。
煤气管头安装方法

煤气管头安装方法
首先,需要确保燃气灶和燃气管道的安全,关闭燃气管道的主阀门,并确保没有明火或其他电器设备在附近。
接下来,准备所需的工具和材料,包括扳手、密封胶、应力冲缓器、接头和调节阀等。
对于燃气管接头的安装,一般是由专业人员来施工的。
具体步骤包括:首先将螺帽穿到燃气管的上面,然后将铜半月卡卡在燃气管的第四个波纹上面,露出三个不锈钢波纹;接着顺着接头方向拧螺丝帽,最后把加厚垫圈放进螺丝帽中,完成接头的安装。
此外,煤气管道的铺设应沿着非燃材料墙面进行,并且在与其他管道相遇时,水平平行敷设时净距不宜小于150mm;竖向平行敷设时,净距不宜小于100mm,并应位于其他管道的外侧;交叉敷设时,净距不宜小于50mm。
室内煤气管不宜穿越水斗下方,当必须穿越时,应加设套管,套管管径应比煤气管管径大二档,煤气管与套管均应无接口,管套两端应伸出水斗侧边20mm。
在安装过程中,还需要注意燃气管道使用镀锌钢管不宜小于6分,采用螺纹连接,绞牙需绞八进五,留三牙做维修用,进牙固定后不得回绞。
最后,安装完接头还要安装插口,即与燃气灶具连接的部分,安装时先将插口转头上面的螺帽拧松或者拧下来,然后将里面的皮圈一起插进宝塔阀门或者格林头进气嘴里面;接着用一把扳手夹住连接处,另一把扳手反向拧紧,就安装完成了。
天然气灶软管安装方法

天然气灶软管安装方法
1.准备工具和材料:安装要求的天然气软管、螺丝刀、开关钳、水管胶带、润滑油等。
2.关闭天然气阀门:在安装天然气燃气灶之前,必须关闭天然气管道中的阀门,以确保安全。
3.拆卸旧的软管:使用开关钳拆卸旧的天然气软管,同时要注意不要损坏气嘴。
4.涂抹润滑油:使用润滑油涂抹新的软管连接头,以便连接更顺畅。
5.连接天然气软管:将软管连接头插入灶具气嘴上,然后稍微旋转一下,确保接头完全连接。
6.固定软管:使用螺丝刀固定软管连接头,确保安全。
7.检查软管:确保软管连接牢固,没有漏气的情况,可以使用水管胶带进行检查。
8.开启天然气阀门:将天然气管道中的阀门慢慢打开,并检查软管连接是否漏气。
9.点火:打开燃气灶的控制开关,用火柴或打火机点火,确保燃气灶正常工作。
10.使用:使用燃气灶之前,还应检查管道、软管连接是否牢固,保持良好的通风环境。
- 1、下载文档前请自行甄别文档内容的完整性,平台不提供额外的编辑、内容补充、找答案等附加服务。
- 2、"仅部分预览"的文档,不可在线预览部分如存在完整性等问题,可反馈申请退款(可完整预览的文档不适用该条件!)。
- 3、如文档侵犯您的权益,请联系客服反馈,我们会尽快为您处理(人工客服工作时间:9:00-18:30)。
气嘴接头尺寸规格
气嘴接头的尺寸和规格根据其用途和应用场景的不同而有所区别。
常见的气嘴接头尺寸有:6mm、8mm、10mm、12mm、16mm、20mm、25mm、
32mm等。此外,气嘴接头的规格也需要根据管道的压力需求进行选择,
常见的规格有:DN15、DN20、DN25、DN32等。具体选择时需要根据实
际需要进行考虑。