三元整体叶轮的曲面造型及其计算机辅助制造技术
基于虚拟技术的风扇叶轮凹模数控加工

基于虚拟技术的风扇叶轮凹模数控加工 耿晓明, 张忠远
(安徽电子信息职业技术学院, 安徽 蚌埠 233000)
摘要: 以风扇凹模的加工为例, 介绍在数控生产中运用 CAD � CAM � CA E 技术。选择不同的软件, 发挥软件特点, 特 别是V ER I 软件在零件分析、 加工仿真、 参数优化等方面对生产特别有帮助。 CU T 关键词: 叶轮; CAD � CAM � CA E; 数控加工; V ER ICU T; 参数优化 中图分类号: TG 76 文献标识码: A 文章编号: 1673- 2006 (2009) 05- 0120- 03
艺合理定制加工顺序及加工参数 , 工艺方案如表 1 所示。 图 3 为凹模平行铣削粗加工仿真图 , 图 4 为平 行铣削半精加工仿真图 , 图 5 为精加工仿真效果图, 利用其后处理产生 NC I 刀路及 N C 程序文件。
机床所用系统 FANU C15i、 夹具 ( 平口钳 ) 、 刀具库、 毛坯 ( 方块形 ) 及导入的数控程序都显示于左边的项 目树中。 机床构建的一般过程如下: ( 1) 工艺系统分 析 , 确定数控机床 CN C 系统型号和功能、 机床结构 形式和尺寸、 机床运动原理、 各坐标轴行程、 机床坐 标系统以及所用到的毛坯、 刀具库和夹具库等。 ( 2) 建立机床几何模型 , 采用三 维 CAD 软件建立机床 运动部件 ( 主要是各运动坐标轴和刀库) 和固定部件 的实体几何模型, 并转换成 V ER ICU T 软件可用的 STL 格式。 ( 3) 建立机床控制系统 , 在 V ER I CU T 软 件中新建用户文件 , 设置所用 CN C 系统, 并建立机 床运动模型 , 即部件树。 (4) 建立刀具工具库, 根据机 床选用的刀柄型式和规格、 刀具种类 , 构建机床刀具 ( 5) 设 工具库 , 将结果保存为刀具文件 ( 后缀为 . tcl) 。
基于UX软件在屏蔽泵整体叶轮制造技术上的应用

中 图分 类号 : M 0 文 献 标 识 码 : 文 章 编 号 :0 87 8 (0 10 — 3 —3 T 35 B 10 — 1 2 1 )60 40 2 0
App ia i n o lc to fUX  ̄wa e t a f c u i g Te h l g f So r o M nu a t r n c no o y o I e r lI pel r o nn d M o o m p nt g a m l fCa e t r Pu e S lu a d S n a i o n o g Y qu
实现 。
利用“ 通过 曲线网格” 命令构建得 到叶片曲
面 。实体化 后得 到如 图 1 示 的叶轮模 型 。 所
2 加 工 工 艺 方 法 及 工 艺 装 备分 析
通 过对 叶轮 结构 和 加 工 工 艺 的 分 析 , 轮 加 叶 工主要 由粗 加工 叶片 间 流道 ( 叶轮 开 槽 )叶 片 粗 、 加工 、 叶片精 加 工和流道 精加 工等 工序 组成 。
第卷臻 (P SN R FLTC A I) 第4 ( 1 ) 4 总6 6 第3 6 期 L I— O E R CN E OO一 OE C IM HE X P
P爆也机 万 艺 ' 脊1
基于 U X软件在屏蔽泵 整体 叶轮制造技术上的应用
宿 亚 楼 , 亚 秋 宋
佳木斯电机股份有限公 司, 黑龙江佳木斯(502 140 )
3 4
爆1 龟机
( POIN P O FEE TI M C IE E LS —R O L RC A HN ) X O C
第6 l 第期 4 01 6 卷( 6 2 总 1 期) 年 3
糙度 , 采用侧铣法进行加工, 所以精加工刀具的刃 长 要大 于叶 片 的长 度 。 2 2 机 床选 择原 则 . 加 工屏 蔽泵 整 体 叶轮 , 要 五轴 联 动 的数 控 需 机床 , 以实现 刀 具 矢 量 在 空 间 的运 动 。选 择 机 床 还 需考 虑 以下 因素 : 床 各轴 的最大 行程 、 转 工 机 旋 作 台的摆 动范 围 、 机床 功 率等 。 23 叶轮 的装 夹 、 装原 则 . 安 在 屏 蔽泵整 体 叶 轮 的 五轴 加 工 中 , 工件 安装 不仅要考虑系统刚性和定位精度 , 还要考虑工件 与刀 具之 间 的相 对 位 置 , 免 刀具 或 主 轴 与 工件 避 产生 干涉 。设 计 一 副专 用 夹 具 还 是很 有 必要 的 , 夹具 一般 设计成 分体 式 , 既可 以方 便安 装 , 能适 又 合 同系 列 叶 轮 的使 用 。 当然 夹 具 需 要 一 定 的 高 度, 这样当 A轴摆动到 9 。 , 0 时 可以避免主轴与工 作 台干涉 。
基于UG的离心叶轮计算机辅助设计与制造
z轴扫 掠 30形 成 轮毂 面 , 后裁 剪 掉 叶 片 多余 的 部 6。 然
分 。叶盆 和叶背 曲面都 要进 行相应 的延 伸和 裁剪 。叶
片造 型 中很 重要 的一 点 是 : 前缘 曲面 的造 型 以及 其 和
对强 度 的高要求 使其 对 加 工 制造 提 出 了更 高 的要 求 。 传统 的加工 方法 主要 有 铸 造成 型 后 修 光法 、 石蜡 精 密 铸造法 和 三坐标仿 形 铣 削法 等 , 这 些 加 工方 法 效 率 但 较低 , 加工 质 量 也 较差 。随 着 计 算 机 辅 助 设 计 ( o - Cr n p t - i dD s n 、 ue a e ei ) 计算 机辅 助制 造 ( o p t — ie r d g C m ue add r Mauatr) 术 的发 展 , n fc e 技 u 利用计 算机 来进 行 叶轮 造型
U N Li
( c ol f eh ncl n lc cl o t l nier g B in Sh o o c aia adEet a C nr g e n , e ig M i r oE n i j J o n nv r t, e ig10 4 , H i t gU i sy B in 0 0 4 C N) ao ei j
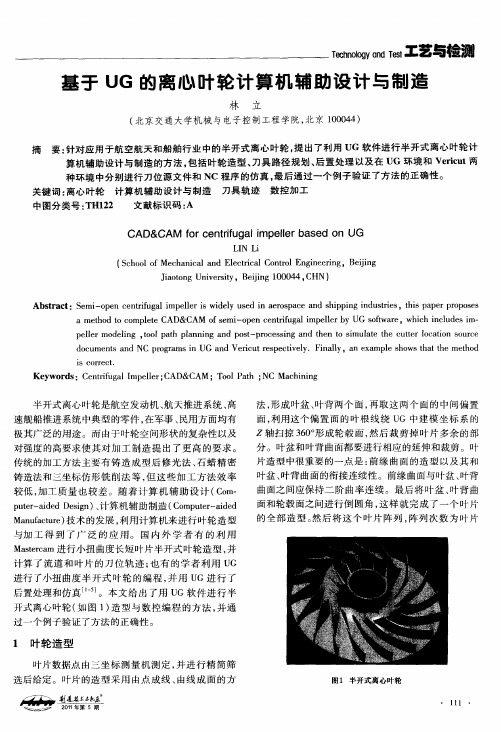
开式离 心 叶轮 ( 图 1 造 型 与数 控 编 程 的方 法 , 通 如 ) 并
过一个 例子验 证 了方法 的正确 性 。
1 叶轮 造 型
叶片数据 点 由三坐 标 测 量 机测 定 , 进 行 精 简 筛 并 选 后给定 。叶片 的造 型采 用 由点成 线 、 由线 成 面 的方
与加 工 得 到 了 广 泛 的 应 用 。 国 内 外 学 者 有 的 利 用 Mat cm进 行小扭 曲度 长短 叶片半 开式 叶轮 造 型 , s ra e 并
整体叶轮的加工工艺

整体叶轮的加工工艺摘要:根据叶轮加工专业软件中NC 程序模块分类思路以及通用叶轮数控工艺的需求分析,在对某型叶轮进行五轴加工工艺编排过程中对此方法进行了工程试用,最后通过VIRICUT 加工仿真平台验证了叶轮工艺及特征分类方法的可行性和正确性。
关键词:叶轮;加工特征;加工模块1 引言随着航空发动机推重比的日益提高,在风扇与压气机中整体叶轮的结构得到越来越多的应用,其省去了连接用的榫头、榫槽,使零件数大为减少。
然而却带来单件结构复杂、刚性差、材料加工难度大、加工质量要求高,加工量大等一系列加工难点。
而且整体叶轮上的叶片往往由复杂的自由曲面经过三维扭曲组成,几何精度要求很高,因此对加工程序的编制提出了更高的要求。
如何快速地缩短我国叶轮加工工艺技术与发达国家的距离,研发我国自主版权的叶轮加工专业模块及软件,成为我国叶轮加工工艺技术研究中亟待解决的问题。
2 整体叶轮分类与CAD/CAM 系统结构目前航空发动机技术中所采用的整体叶轮按结构形式分为开式与闭式两种构型,开式叶轮按照气流的运行方式又可分为轴流式叶轮与离心式叶轮。
对于压气机转子和风扇等具有复杂曲面叶片叶轮的制造通常采用五轴数控铣削加工的方式实现其精度要求,较为成熟的工艺主要有:精锻毛坯+精密数控铣削加工;焊接毛坯+精密数控铣削加工。
采用通用加工软件对整体叶轮进行精密数控铣削加工的CAD/CAM 系统,如图2 所示。
图2整体叶轮的通用CAD/CAM 系统在通用加工软件中,首先根据叶轮图纸及型值点数据建立整体叶轮模型,之后对已有模型中的轮毂、流道、叶片等区域分别进行工艺编制和程序编写,并通过加工仿真验证程序的可行性,最后通过机床相应后置处理得到可以用于加工的NC 代码。
3 加工特征分类的整体叶轮加工工艺3.1 加工刀具的选择为了提高加工效率及保证刀具刚性,在叶轮的加工过程中应尽可能使用直径大的刀具。
通过UG 软件的距离分析功能可得被加工叶轮的叶片间距Lmin为8.2mm,为了保证半精加工余量δmax并为刀轴摆动角度预留空间,可以通过(1)式预估刀具直径,各参数定义,如图3所示。
应用三元流技术提高风机效率

至在科教书中也写明:“ 垂直烧结速度和产量与通 过料层的风量近似成正比关系。”据资料介绍,烧 结产量和有效风量有关,数据如表 1 所示。
图1
图2
所以垂直烧结速度和产量与通过料层的风量近 似成正比关系,风量每增加 1%,产量增加 1%。
China 中国 Plant 设备
Engineering 工程
应用三元流技术提高风机效率
张立冬 (山东莱钢股份有限公司炼铁厂,山东 莱芜 271104)
摘要:主抽风机是烧结生产工艺中的关键设备,主要作用是为烧结机提供有效的风量进行抽风烧结,风量大小直接影 响烧结矿的产量,此次将对风机定子和转子的构造进行改造,风机进气箱和叶轮进风口分别采用分流技术使其进气气流均 匀分布,减小气流湍流回旋损失。同时通过叶轮内部的三元立体空间无限分割及对叶轮流道内各工作点的分析,建立起完整、 真实的叶轮内流体流动的数学模型,依据三元流动理论设计出来的叶片形状为不规则曲面形状,叶轮叶片的结构可适应流 体的真实流态,提高了风机整机的运行效率和烧结矿产量。
表 2 SJ9500-1.0/0.855 改造 SJ10500-1.0/0.855——改造前后数据对比表
项目 测试地平均大气压
电机额定电流 电机额定功率 电机运行电流 入口烟气温度 入口烟气密度 入口平均总压 入口测点平均风速 入口测点截面积 入口平均流量 出口平均总压 风机静压升
符号 P Ie Ne Is tj ρ
-11800 50.766 3.4636(DN2100) 10550
864 12664
改造前数值 97600 360.2 3200 310 115 0.747 -11130 45.373 DN2100
三元流叶轮技术在高炉鼓风机中的应用
序号 1 设备 电动机 型号 Y K S 6 O O O 一 2 , 1 4 0 0 2 3 来自偶 合器 风机
Y Q C Q Z 4 6 5 A
D1 6 0 0 — 3 . 4 7 / 0 . 9 2
1 “ 全可控涡” 三元叶轮设计方法
【 Ke y w o r d s ] C e n t r i f u I b l o w e r ; 3 - D i m p e l l e r ; E e o n s t r u c t i o n ; e n e r y- g s a v i n g 0 引言
目 前 三元 叶轮技术在 国内外发展较为迅速 . 国内外三元 叶轮设计 科划分成两大类 : 一类是正命题设计方法 , 一类是逆命题设计方法。 前 者是先有 叶轮 的几何形 状和尺寸再进行叶轮 内流场 分析 .根据分 析 结果判断 叶轮设计的好坏 . 在去修改所设计叶轮的形状和尺寸知道满 意为止 . 不难想象这类设计方法不仅要求设计人员具有很丰富 的判 断 和修改设计的经验 , 而且设计周期场 ; 后者是 先有所 希望的流场 , 后有 可得到这一流场的叶轮集合形状和尺寸 . 它是利 用三元流动正命题公 式. 通过输入叶轮内两或三根流线 上的叶片压力 面或吸力面速度差沿 流线的发布 . 通过 一系列假定 . 实现 了用 已知流场求得 叶轮几 何形状 和尺寸的反命题 目的 . 由于它未能解 决叶轮 内全部 流场控制与叶片光 滑加工之间的矛盾 .只能控制 叶顶 和叶根两条 流线上 的流动状态 . 当 叶片较宽或叶轮由轴向转径向曲率半径 ( 轴 向尺寸 ) 较小 时 。 叶片高度 上 流场变化剧烈 . 则叶轮的流动效率将会下 降甚至使计算设计发散 求: 以降低成本 、 提高效益为宗 旨 , 结合实 际开展 改善 改造。2 0 1 3 年3 月。 我厂高炉分厂 2 # 高 炉鼓风机组定期检查发现风机转 子磨损 严重 . 必须更换。解 决当前 问题 的主要途径有两种 : 一种是定 制普通 二元 转 子更换 ; 另一种是采用 目前 国内技术 较为先进 的三 元流转子 : 但 三元 流较二元设计 的叶轮提 高效率 8 %一 1 2 % 在高炉需求风压恒定的条件 及电机 、 电压不变 的情况下 , 总体耗 电量将会 降低 8 % - 1 2 %, 每 月电耗 方面节省 l O 万元 。另一方面三元流转子价格高 昂.大概 为 1 4 0 万左 右, 普通转子 为 7 O 万元 , 经过半年运行就会弥补成本差额 。经过数据 对 比三元 流转子更胜一筹 . 结合公司 目前形式 经过研究决定对其进行 改造
整体叶轮分步法数控电解加工工艺与关键技术
第3 8卷 第 8期 21 00年 8 月
J u a fSo t i a Un v r i fTe hn l g o r lo u h Ch n i e st o c o o y n y
( a rl c n eE io ) N t a S i c dt n u e i
其 关键 问题在 于其 叶片 加 工. 随着 现代 航 空 发 动机
表 面 的停 留时间长 , 杂散 腐蚀 程度严 重 , 工表 面质 加
量 不好 , 叶根 过切 没有得 到改 善. 叶背修正 法首先 以
性 能要求 的提 升和设 计手 段 的改 进 … , 片 的设 计 叶 越来 越 复杂 , 叶片数 量 多 , 状 多 为 自 由曲面 , 曲 形 扭
要求 , 而 实现 叶片 的多道 工序 电解 加 工. 特点是 从 其 叶盆 、 叶背 、 叶根 分 别加 工 , 工 后 的形 状 更 加接 近 加
收 稿 日期 : 00 0 —9 2 1- 12 ¥基金项 目:国家 自然科学基金资助项 目(0 7 13 ; 56 50 ) 江苏省高校 自然 科学研究计 划项 目( 8 J4 00 ) “ 0 K B 6 0 7 ; 十一 五” 国防科
电解加 工工序 的加 工 区域进行 合理 划分 , 对加 工路径 进行 规划 , 此 计算 出阴极 运动 的控 据
制路 径与 各 坐标轴运 动 分量 , 实现 了叶 片数 控加 工编程 , 最后 通过 加 工试验验 证该 工 艺方 法解决 了整体 叶 轮 叶 片的 加 工难题 , 高 了叶 片加 工 的 试 该 提
度大, 叶片壁 薄 , 用 高 温合 金 等 材 料 制造 , 些 都 采 这 为 叶片加 工提 出 了难 题 . 目前 , 航空 发动 机整体 叶轮
基于UG的整体叶轮高速加工技术应用
tr g h o e陀 a y ,t m d lg帅 cs ho h t u e mt mJ m № oe i n e S
w s dtr  ̄ d v nu ̄ h g]rsI m dS a eem e ,e etay te J ee o o e  ̄ ] ; d  ̄
ad h h sed n ̄ iig wee raie n i p e rahnn r e l d. g z
D I1 .9 9 jin 10 - 9 22 1 .50 1 O 0 36 / . s .0 1 8 7 .00 1 .6 s
基 金项 目 :本 课题 源于 黑龙 江 省教 育厅振 兴老 工业 基地 重 点项 目 :课题编 号 1 g d 0,省教 育厅项 5 Z 2 1 1 目 :编号 1 1 3,教 育部重 点项 目 :编 号 2 0 5 4 1 5 3 9 6 0 3
mi n,进 给 速 度 最 高 4 m/ i 0 r n,可 进 行超 a 高速 切 削 。定 位 精 度 为 0 0 8 .0 mm , 复 定 重 位精 度 0 0 5 .0 mm 。 2 2 台的 选 择 .平 近 年来 出现 了专 用于叶 轮 类零 件的
2 高速 加工技术
高速 ( 高速 ) 切 削加 工是一 种热 、 超 力耦 合不均匀 强应 力场 制造工艺 。作 为一 种先 进加 工技 术 , 速 ( 高 速 ) 削给 传 统 高 超 切
终 实现 整体 叶 轮 的 实 体 建 模 和 高速 加 工 。
嫠蛰
臻
凌
整 体叶 轮 ;高速 加 工 ;UG
AcI c0 哟嚼 t h a i e or t n c aa t啦t 0 o te e s r d fr ai }P_ e 盹 e n o I c
(完整版)基于Solidworks轴流泵叶轮叶片的三维建模方法
基于Solidworks轴流泵叶轮叶片的三维建模方法关键字: 轴流泵叶轮叶片曲面零件几何造型Solidworks 三维建模轴流泵叶轮叶片是一种特殊的曲面零件,这种零件的几何造型是三维建模中的重点和难点。
基于Solidworks的三维建模功能,研究了轴流泵叶轮叶片的三维建模方法,并以具体实例实现T轴流泵叶轮叶片的三维模型。
1 引言在叶轮机械的水力设计中,为了设计出性能优良的泵,目前的发展是采用正反问题相互迭代的方法,根据初步设计的泵,进行三维湍流计算,根据计算结果,修正某些几何边界,再进行流动计算,采用人机对话,反复迭代,会得到性能优良,即高效率,并满足空化条件及其它要求的泵。
近几年来,随着计算机计算能力和流体计算动力学的迅速发展,尤其是三维流动分析的使用,三维数值模拟应用越来越广。
这里基于Solidworks的三维建模功能,研究轴流泵叶轮叶片的三维建模方法。
2 基于Solidworks轴流泵叶轮叶片三维建模方法在轴流泵叶轮叶片的设计和加工中,叶片的表面是由翼型的型值点给定的。
用半径为:和r十dr的两个无限接近且与叶轮轴同轴的圆柱面截取一个微小圆柱层,取出并沿其母线切开展为平面,叶片被圆柱面截割,其截面在平面上展开就组成等距排列的一系列翼型,这一系列翼型称为平面直列叶栅。
在用平面直列叶栅理论设计轴流泵叶轮时,得到在平面上给定的型值点,如果把各型值点拟合的型值曲线直接作为半径r处的截面轮廓曲线,由此得到的叶轮叶片三维模型误差较大。
因此为了得到比较理想的三维模型,必须寻找一种好的方法。
经分析可知,如果能得到半径r处的截面,问题就解决了。
如何由翼型型值点得到半径r处的截面呢尸根据Solidworks的建模功能,研究了如下的方法:先由翼型型值点找到对应的截面在翼型展开面上的投影点,把各投影点拟合为投影曲线,然后通过一些命令就可得到轴流泵叶轮叶片的截面。
其中最关键的是找出型值点与投影点的对应关系。
下面对型值点与投影点的对应关系进行分析推导。
基于UGNX6.0的整体叶轮加工工艺及数控编程
31 叶 轮 如 i燎 熹龠 梗 . 、 叶 片
曲 面 的 半 工 采 用 球
() 1 叶轮上 有很多 叶片 , 叶片数按 轮毂直径大小 不 精 、精 加
同 而 不 同 , 片 有 长 有 短 , 片 为 空 间 曲 面 、 曲 程 度 叶 叶 扭
,
以达 到设 计要 求 。
叶片曲面的铣削精加工 ;8叶片及轮毂之间的清根铣削。 ()
.
近 十 多 年 的数 控 技 术 迅 速
3 五 轴铣 削加 工的几 个 关键 工序 分析
发展 和数控机床的广泛使用使我国的制造技术得到很大 提高 。特别是五坐标轴 以上 的数控机床逐渐装备到企业
() 1开槽 加工 及 切削 方 向的 确定
一
所示 的环切方式 ,精加工采用图 5 难 以采用强度和刚性较好 的大直径刀具 ;3 ( )叶片进气 半精加工采用如 图 4 以提高表面质量。 应注意每次加工 与 出气边缘圆角曲率半径变化大 , 使刀具和夹具角度变 所示的切入切出方式 ,
化 大 ;4 为满 足 强 度 的需 要 , () 叶轮 轮 毂 与 叶 片之 间 的过
槽加工 中槽的位置宜选在气 流通 道的中间位置 ,多分为上下两个
部分加工 ,应 注意两部份刀路衔 接问题。 刀路平行于气流通道 , 并
为叶轮回转体的基本形状 ,在五轴数控加工 中心上使轮 保证槽底与轮毂表面 留有一定的加工余量。一般采用 圆 毂与叶片在一个毛坯上一次加工完成, 满足压气机叶轮 柱形玉米铣刀或圆柱形立铣刀铣削加工 ,由于气道宽度 产品强度要求 , 曲面误差小 , 动平衡时去质量较少 , 因此 不等 ,所 以在刀具直径方面应在下部宽阔处采用大直径 是较 理 想 的加工 方 法 。 刀具 、 上部狭窄处采用小直径刀具的方法 , 如图 3 所示 。 2 五轴数控加工中心 () 2 叶轮气道的扩槽粗加工及叶型粗加工