飞机装配装配型架的设计共69页文档
飞机装配型架典型构件设计分析
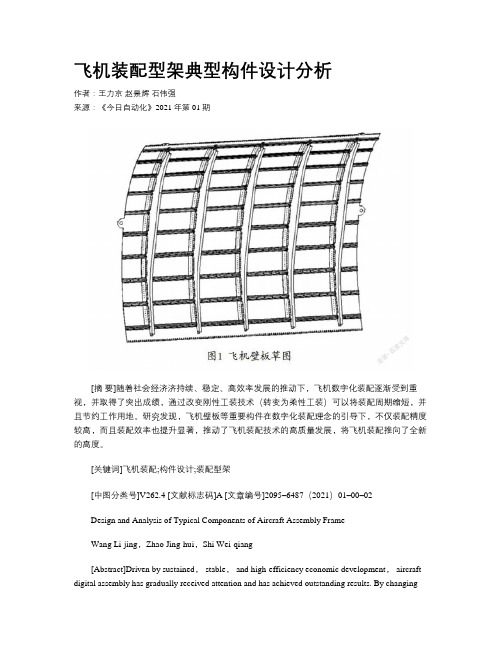
飞机装配型架典型构件设计分析作者:王力京赵景辉石伟强来源:《今日自动化》2021年第01期[摘要]随着社会经济济持续、稳定、高效率发展的推动下,飞机数字化装配逐渐受到重视,并取得了突出成绩,通过改变刚性工装技术(转变为柔性工装)可以将装配周期缩短,并且节约工作用地。
研究发现,飞机壁板等重要构件在数字化装配理念的引导下,不仅装配精度较高,而且装配效率也提升显著,推动了飞机装配技术的高质量发展,将飞机装配推向了全新的高度。
[关键词]飞机装配;构件设计;装配型架[中图分类号]V262.4 [文献标志码]A [文章编号]2095–6487(2021)01–00–02Design and Analysis of Typical Components of Aircraft Assembly FrameWang Li-jing,Zhao Jing-hui,Shi Wei-qiang[Abstract]Driven by sustained, stable, and high-efficiency economic development, aircraft digital assembly has gradually received attention and has achieved outstanding results. By changingthe rigid tooling technology (converted to flexible tooling), the assembly cycle can be shortened and work space can be saved. Studies have found that under the guidance of digital assembly concepts, aircraft siding and other important components have not only higher assembly accuracy,but also significantly improved assembly efficiency. A mature assembly system has emerged, which promotes the high-quality development of aircraft assembly technology. Propelled aircraft assembly to a whole new level.[Keywords]aircraft assembly;component design;assembly frame飞机机身之所以具备承载力,和壁板结构存在直接联系,主要是因为机身的主要构成就是壁板,通常由若干壁板形成,因此可以得出结论,壁板的装配质量是一项重要指标,对装配水平影响较大。
飞机部装总装过程和装配新技术(新)word版本
7.4 新型飞机自动化装配技术-- F/A-22飞机先进装配技术
F/A-22装配过程中使用了两个计算机系统。一个 是动态装配进度系统(DASS),系统能够模拟工作日 运行并且确定工作顺序,确定哪天做什么工作;另一个 是制造装配跟踪系统(MATS),该系统允许个别工人 申请某天的工作任务,系统提供指令来实施它。
27/49
7.4 新型飞机自动化装配技术-- F/A-22飞机先进装配技术
另外,利用小型升降平台,工人能方便地 进入复杂结构内部安装紧固件。3个模块安装 完毕后翻转为水平位置进行对接,形成完整结 构。这种方法能够最大限度地进入结构内部并 使所需工装数量最小化,不仅减少人力,同时 还可以节省时间和成本。
•
(如波音717、777总装线)
• 2、并行式飞机总装线布局
•
(如波音737总装线)
• 3、斜排式飞机总装线布局
•
(如波音787总装线)
8/49
7.3 新型飞机自动化装配技术
波音717总装线
串行式
9/49
7.3 新型飞机自动化装配技术
波音777总装线
串行式
10/49
7.3 新型飞机自动化装配技术
23/49
7.3 新型飞机自动化装配技术--波音飞机装配移动生产线的应用
目前,波音公司已经在连续移动生产线上 建造了波音717、新一代波音737和波音757等 单通道飞机。这种创新的制造技术使得民用飞 机的制造方法发生了革命性的变化,提高了生 产效率和产品质量,缩短了飞机交付的时间。
24/49
7.4新型飞机自动化装配技术
• 该机在生产线上移动是通过连接在前起落架的一条绳索前进的。该绳 索带有可导向的光学传感器,能够使飞机沿着地板上的白线前行。
飞机装配设计课程设计说明书

飞机装配工艺课程设计9911839隔框的装配型架设计学院:航空航天工程学部专业:飞行器制造工程班级: 1434030302学号: ************姓名:**指导教师:**沈阳航空航天大学2018年1月摘要飞机装配型架主要由:骨架、定位件、夹紧件和辅助设备组成。
其主要功用是保证产品准确度和互换性,改善劳动条件、提高装配工作生产效率,降低生产成本。
型架设计的主要内容有:型架设计基准选择;装配对象在型架中的放置状态;选择工件的定位基准,确定主要定位件的形式及其布置,尺寸公差的选择;工件的出架方式;型架的安装方法;型架结构形式的确定;骨架刚度验算;骨架支撑与地基估算;考虑温度对型架准确度的影响。
本文针对9911839隔框的相关结构特点,进行工艺分析,结合装配使用要求对该隔框进行了装配型架的设计,主要包括对两种形式加强筋的定位与夹紧,对缘条与腹板的定位与夹紧等,并对所设计型架的工艺特性进行简要的阐述与分析。
关键词: CATIA、型架、定位件、夹紧件、骨架目录第1章引言 (1)第2章装配件工艺分析 (3)2.1 工艺分离面的选择 (3)2.2 9911839隔框结构分析 (5)第3章装配型架及其零件设计 (6)3.1 装配型架的功用及技术要求 (6)3.2 产品的放置状态 (7)3.3 产品的出架方式 (7)3.4 骨架的设计 (8)3.5 定位件与夹紧件的设计 (9)3.6 温度对型架准确度的影响 (12)第4章型架的安装 (14)4.1 安装方法的选择 (14)4.2 标准样件安装方法优缺点 (14)4.3 型架的安装过程 (14)4.4 型架总装图 (15)第5章创建二维工程图 (16)总结 (17)参考文献 (18)第1章引言飞机装配过程就是将大量的飞机零件按图纸、技术条件进行组合连接的过程,一般是由零件先装配成比较简单的组合件和板件,再逐步装配成比较复杂的段件和部件,最后将各部件对接成整架飞机。
飞机装配-装配型架的安装

问题一:型架安装不正
总结词
型架安装不正会导致飞机装配出现问题,影响产品质量。
详细描述
可能由于地面不平整、安装人员技能不足或测量误差等原因,导致 型架安装不正。
解决方案
在安装前确保地面平整,使用水平仪进行校准;加强安装人员的技 能培训,提高测量精度,确保型架安装正确。
问题二:型架部件损坏
1 2
总结词
安装后的检查与调整
几何精度检查
使用测量工具检查型架的整体几何精度,包 括平面度、垂直度和扭曲度等。
紧固件检查
对所有使用的紧固件进行检查,确保它们紧 固、无松动。
定位器检查
检查定位器的功能是否正常,确保它们能够 准确、稳定地固定飞机部件。
调整与修正
根据检查结果,对型架进行必要的调整和修 正,以确保其满足飞机装配的要求。
通过自动化装配技术,可以大幅提高 装配效率和精度,减少人工干预和人 为错误。
柔性装配技术
柔性装配技术是指利用柔性工 装和柔性制造系统实现飞机装 配灵活性和可调整性的技术。
通过柔性装配技术,可以实现 不同型号、不同规格的飞机装 配的快速转换和调整,提高生 产效率和适应能力。
柔性装配技术还可以降低生产 成本和资源消耗,提高企业的 市场竞争力。
感谢您的观看
THANKS
检查型架的结构完整性,确保无损坏或变形。
载重能力检查
检查型架的载重能力,确保满足使用要求。
保养与维修
维修与更换
对损坏或磨损严重的部件进行维修或更换, 确保型架的正常使用。
润滑保养
定期对型架进行润滑保养,保证其正常运转。
记录与报告
对维护和保养过程进行记录,并及时报告异 常情况。
05 装配型架的常见问题及解 决方案
飞机襟翼前缘装配型架的集成化设计

飞机襟翼前缘装配型架的集成化设计发布时间:2021-12-17T08:09:12.133Z 来源:《科学与技术》2021年7月20期作者:何斌张炜[导读] 针对飞机襟翼前缘产品状态、装配需求和装配流程,分析了带有分体式梁的襟翼前缘的装配型架设计要点,在满足前缘各零部件装配需求的基础上提出了襟翼前缘装配型架的集成设计方案,为飞机其他前缘产品装配型架的集成化设计提供了参考和借鉴何斌张炜中航西安飞机工业集团股份有限公司陕西西安710089摘要:针对飞机襟翼前缘产品状态、装配需求和装配流程,分析了带有分体式梁的襟翼前缘的装配型架设计要点,在满足前缘各零部件装配需求的基础上提出了襟翼前缘装配型架的集成设计方案,为飞机其他前缘产品装配型架的集成化设计提供了参考和借鉴。
关键词:襟翼前缘,分体式梁,装配型架,集成化设计0.引言襟翼是飞机重要的活动翼面之一,襟翼前缘则是襟翼的一个大部件,襟翼前缘装配型架通常包括前梁装配型架和前缘总装型架,前者用于分体式前梁组件中梁腹板、梁缘条的装配,后者则用于将已装配好前梁与前缘肋、前缘蒙皮及其他连接件装配形成完整的襟翼前缘。
前梁装配型架功能单一,通过集成化设计,可以将前梁装配型架和前缘总装型架合并为一台前缘装配型架,在前缘装配型架中完成所有前缘零件的装配任务,既有利于提高装配效率,又有利于降低生产成本。
1.襟翼前缘产品状态和装配需求描述襟翼前缘主要由梁腹板、梁缘条、前缘肋、前缘蒙皮组成,如图1所示。
装配需求即为在装配型架中将上述前缘零件进行准确定位和夹紧,然后制孔并铆接成一个完整的襟翼前缘盒体。
图1 前缘装配要素襟翼前缘在装配型架中的放置姿态为前缘区向上,各零件之间的装配位置关系由内向外依次是梁组件、前缘肋、前缘蒙皮,待装配完成后,打开所有的定位器,已装配好的襟翼前缘盒体下架,运往下一个装配工位。
2.襟翼前缘装配流程分析襟翼前缘装配流程分为三步:(1)梁腹板和梁缘条上架定位并制孔铆接形成完整的前梁;(2)安装前缘肋,将前缘肋其与前梁铆接在一起形成前缘骨架;(3)前缘蒙皮上架,与上一装配工序形成的前缘骨架扣合在一起,通过卡板对蒙皮外形进行准确定位和压紧,然后制取前缘蒙皮与前缘肋、梁缘条的连接孔并进行铆接,最终形成完整的襟翼前缘盒体。
某型飞机上半壳壁板装配型架设计

该机型上半壳壁板(见图1)是飞机机身中相对于简单的组合部分,是飞机框与蒙皮的结合件。
整个上半壳壁板由框、蒙皮、长桁和连接角材组成。
图1上半壳壁板数模1工艺性分析该机型上半壳壁板内外侧都为不规则曲面,在型架的设计时,将蒙皮的内侧与卡板直接支撑。
上半壳壁板的蒙皮与长桁采用铆接方式连接。
该机的外蒙皮在进行产品装配时,是通过外蒙皮耳片上的定位孔进行定位的,用内型卡板定位蒙皮内部的形状,外部用束紧带束紧,保持蒙皮在产品装配是的固定状态。
2方案确定2.1骨架形式确定采用底座式框架。
此类框架可以用螺栓初步固定在地面上,再用混凝土固定,也可以直接安放在平度较高的地坪上,用螺栓固定。
2.2型架设计基准确定以飞机机身轴线作为成套的装配夹具和成套的标准工艺装备的设计基准,这样可以避免基准转换时繁杂的计算,也可以消除制造时由于基准转换引起的误差积累。
2.3定位基准的选择为了便于对图纸和工艺规程的综合研究,采用飞机对称轴线和飞机水平基准线作为定位基准。
3装配型架设计3.1装配型架总体结构分析飞机上半壳壁板为机身的主要部分,以保证机身的加工和装配精度和准确度,进而保证飞机筒段部分的加工精度,确保飞机的结构强度,达到飞行过程中的优良性能。
上半壳装配型架的主要结构如图2所示,上半壳壁板配型架与其他型架有很多相似的地方,也基本是由框架、卡板、定位器、定位件组成,只是因产品的特殊结构,在定位上会针对不同的结构给予不同的定位,特殊之处是有一部分架外安装。
设计恰当的定位,确保加工和安装的准确。
3.2框架的设计拟订该型架的骨架形式为底座式,这种骨架形式是有槽钢焊接成的底座,由几段组合而成,可多次使用。
这种组合式型架用于大、中型型架,特别是机身、机翼部段或部件的总装型架。
图2上半壳装配型架图3.3定位形式设计采用了孔定位。
左右两侧都是成对出现的定位器用来定位框在横向的固定。
上方的定位器和下面两个定位器将这个框稳定而准确的定位在型架中。
框定位器多采用了过定位,其目的是为了加强对框体的支撑,确保了产品的加工精度。
第七节__装配型架的设计
比较常用的有限元软件如:NASTRAN、ANSYS、MARK等。
28
7.5 型架的外形定位件及夹紧件
定位指零件占据某一位置,夹紧就是把工件夹住。 (一)型材零件的定位夹紧件
主要用来定位长桁、隔框、翼肋、梁钣金零件,
3:产品装配方案或指令性工艺规程和工艺装备协调图表 。
▪ 在该型架上进行装配的零件、装配件的供应状态和先后顺序; ▪ 在型架内定位的零件、组合件及其定位方式,所使用的工具和设备
(如铆接中所用的风钻、铆枪和手提压铆机等);
▪ 该型架的协调关系及安装型架用的标准工艺装备,即制造和协调依据。
7
4:型架设计技术条件 。 是工艺人员与型架设计人员协商后写成的。其内容包括;
卡板的工作外形根据标准样件用 环氧胶泥塑造。
36
(3)卡板端头 在固定孔中压入或用快干水泥固定钢衬套。 卡板端头有普通端头、勾形卡板端头(转销式叉子)、锁圈式端头。
卡板端头衬套的固定方法 1—衬套;2—快干水泥;3—卡板;4—孔,每面三个。
37
(4)卡板吊挂 卡板的吊挂开启时一般通过钢索吊起。
(5)活动卡板 不固定在型架上,固定在刚度比较大的飞机骨架上,把板件送入段、
▪ 在型架内需要完成的工作,进入装配的零件及装配件的定位基准; ▪ 型架的制造依据和安装方法; ▪ 对型架构造的原则性意见,如装配对象在型架内的放置状态、型架骨
架的结构形式,最好画出草图;
▪ 在型架内完成装配后,工件的出架方式和方向,出架用的设备; ▪ 对辅助设备的要求,如对冷气管路、照明的布置及其它特殊要求。
车间地基为基础的分散的金属骨架上。
飞机装配工艺课程设计j8第29框上半框装配型架设计
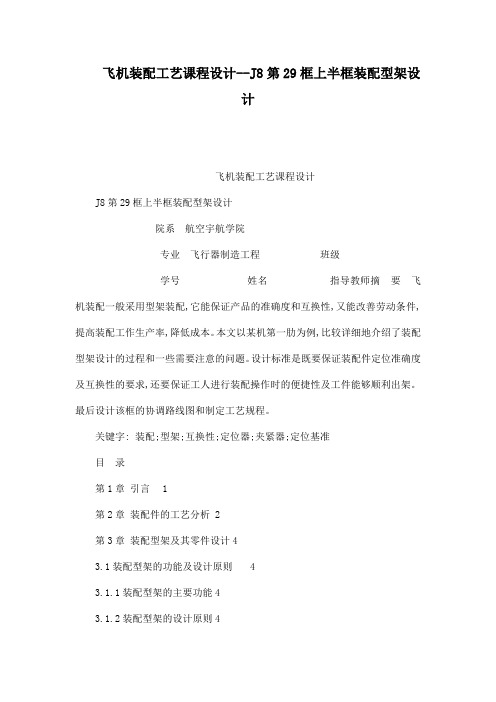
飞机装配工艺课程设计--J8第29框上半框装配型架设计飞机装配工艺课程设计J8第29框上半框装配型架设计院系航空宇航学院专业飞行器制造工程班级学号姓名指导教师摘要飞机装配一般采用型架装配,它能保证产品的准确度和互换性,又能改善劳动条件,提高装配工作生产率,降低成本。
本文以某机第一肋为例,比较详细地介绍了装配型架设计的过程和一些需要注意的问题。
设计标准是既要保证装配件定位准确度及互换性的要求,还要保证工人进行装配操作时的便捷性及工件能够顺利出架。
最后设计该框的协调路线图和制定工艺规程。
关键字: 装配;型架;互换性;定位器;夹紧器;定位基准目录第1章引言 1第2章装配件的工艺分析 2第3章装配型架及其零件设计43.1装配型架的功能及设计原则 43.1.1装配型架的主要功能43.1.2装配型架的设计原则43.2装配型架方案的提出与确定 53.3定位件和夹紧件的选择73.4 骨架的选择93.5典型装配夹具的分类及其结构103.6工件的出架方式113.7型架的安装及检查 113.7.1 型架的安装方法113.7.2 型架安装过程123.7.3型架的检查123.8减少热膨胀协调误差的方法12第4章装配工艺规程13第5章协调路线14总结15参考资料17第1章引言现代飞机的制造过程包括许多阶段。
其中之一是装配,在此阶段组装隔板、壁板、部件、飞机各锻件,以及相互对接、调整与检查。
飞机制造中装配工作量占直接制造(即不包括生产准备、工艺装备制造)工作量的50%~70%,现代飞机的零件连接方法以铆钉连接为主,在重要接头处还应用螺栓连接。
这种连接方法简便可靠,但是钻孔、铆接多是手工操作,工作量很大。
应用自动压铆机可以提高铆接生产率,改进铆接质量,同时也可改善装配工人的劳动条件。
为了增加使用成组压铆的比例,要在构造上将飞机各部件分解成许多壁板件。
飞机部件装配和总装工作,手工劳动是主要工作方式。
加之飞机制造中要使用大量的成形模胎、模具、装配型架和供协调用的标准工艺装备(样板、标准样件等),使得生产准备工作十分繁重,飞机生产的周期比较长。