客室车门调试工位作业指导书
序号作业内容工具辅助材料质量标准作业人员备注1该作业工作是在列车进库之后进行车门系统调整之前的准备工作:
1.1在作清洁和润滑工作时须断电、切除车门系统,以免他人误操作而伤害到自己;
1.2用方孔钥匙打开车内边顶盖板、露出门机构、以便清洁和检修;
1.3用布和清洁剂擦拭门框和门叶四周的橡胶密封件,去除灰尘
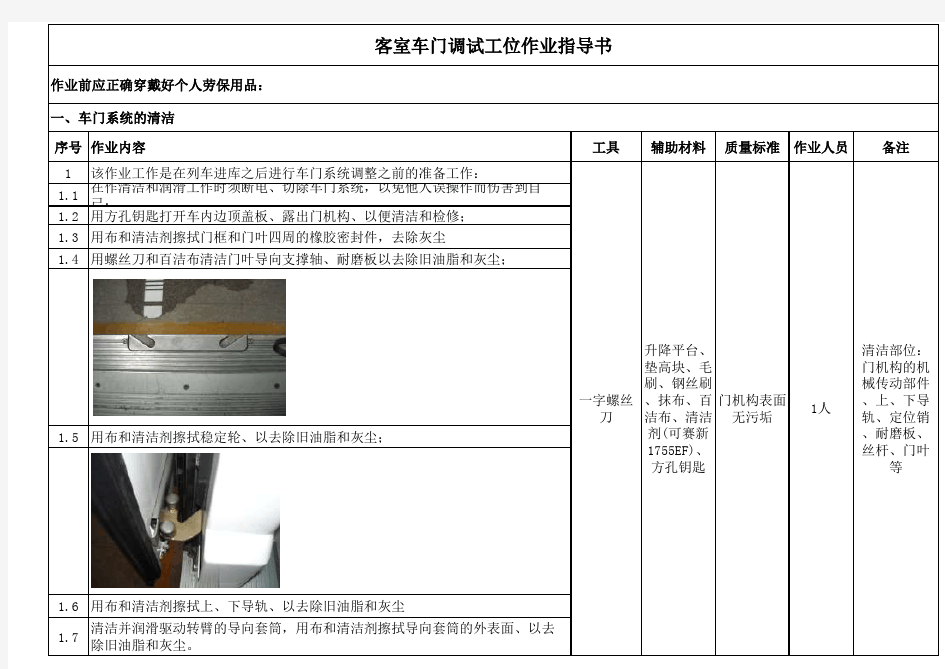
1.4用螺丝刀和百洁布清洁门叶导向支撑轴、耐磨板以去除旧油脂和灰尘;
1.5用布和清洁剂擦拭稳定轮、以去除旧油脂和灰尘;
1.6用布和清洁剂擦拭上、下导轨、以去除旧油脂和灰尘
1.7清洁并润滑驱动转臂的导向套筒,用布和清洁剂擦拭导向套筒的外表面、以去
除旧油脂和灰尘。
客室车门调试工位作业指导书
作业前应正确穿戴好个人劳保用品:一、车门系统的清洁
一字螺丝
刀升降平台、
垫高块、毛
刷、钢丝刷
、抹布、百
洁布、清洁
剂(可赛新
1755EF)、
方孔钥匙
门机构表面
无污垢
1人
清洁部位:
门机构的机
械传动部件
、上、下导
轨、定位销
、耐磨板、
丝杆、门叶
等
2检查工作:该工作是与车门系统清洁同时进行,在进行车门系统清洁工作时注意目视检查门系统各件的油漆是否有严重的划伤、剥落、龟裂,目视检查门系统各件是否有明显的机械损坏、变形和腐蚀,还包括:
2.1检查紧急开门装置功能:
2.1.1转动紧急内开门手柄、检查紧急开门装置应功能良好:紧急开门装置被激活后,门叶可手动开关;S3限位开关动作有效;制动器的动作有效;
2.1.2用方孔钥匙转动紧急外开门装置、检查紧急开门装置应功能良好:紧急开门装置被激活后,门叶可手动开关;S3限位开关动作有效无误;制动器的动作有效;检查制动器机构外观良好、无损坏;
2.1.3检查紧急开门装置各件的外观良好、无损坏、无遗失:包括紧急内开门手柄紧急外开门的方孔锁、S3限位开关及其可调安装支架、制动器机构、钢缆端头的机构及其压簧、调整螺母等件;
2.1.4用铅封固定紧急内开门手柄。
2.2检查驱动单元上四个保险卡:扳动S4行程开关使门系统断电。 转动紧急内开门手柄、手动开门,检查驱动单元上四个保险卡装配良好,无丢失。
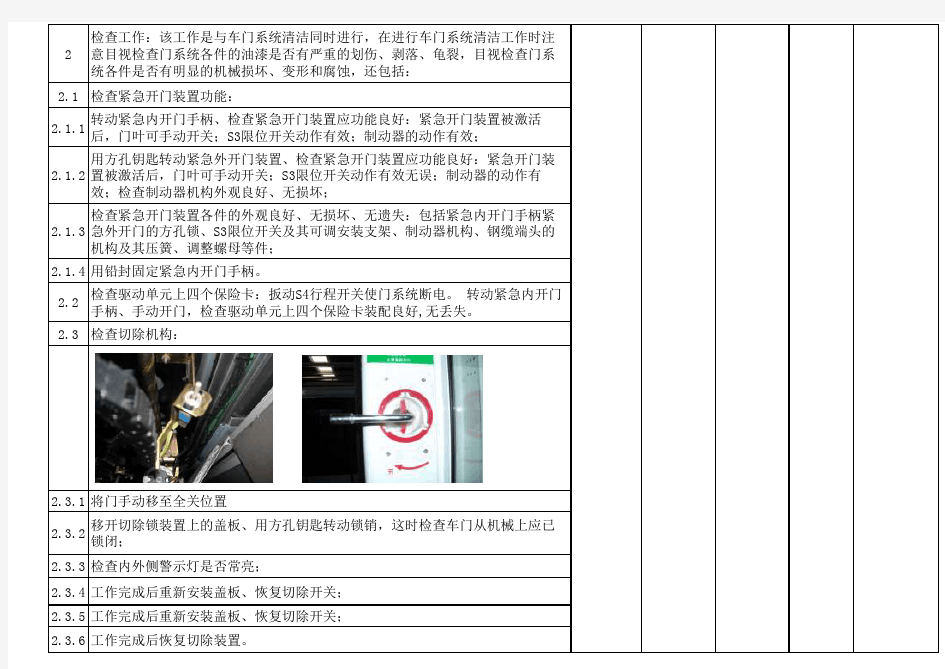
2.3检查切除机构:
2.3.1将门手动移至全关位置
2.3.2移开切除锁装置上的盖板、用方孔钥匙转动锁销,这时检查车门从机械上应已锁闭;
2.3.3检查内外侧警示灯是否常亮;
2.3.4工作完成后重新安装盖板、恢复切除开关;
2.3.5工作完成后重新安装盖板、恢复切除开关;
2.3.6工作完成后恢复切除装置。
2.4检查门驱动转臂的2个导向轮应安装牢固、外观良好、无损坏;检查车门系统两侧、上方的稳定轮应外观良好、无损坏;检查车门系统两侧、下方摇臂滚轮的轮子外观良好、无损坏;检查S1限位开关安装牢固、其可调支架各件外观良好、无损坏。
1转动紧急手柄、手动打开车门,使门叶驱动臂上的导轮恰恰离开上导轨的曲线段、即处于导轨的直线段;
2人站在客室外、在每扇门叶上边缘、选择相互尽量远离的左右两个位置,用游标卡尺测量门叶外面至门框外面的距离。如果两个测量值之差超过2mm则要对该门叶的平行度进行调整;
3用十字螺丝刀拧松该门叶驱动臂上偏心轮的保险螺钉、取下保险垫片后用8#内六角扳手转动偏心轮来进行调整,使门叶面与门框表面平行;
4将保险垫片卡入偏心轮上的定位槽,用十字螺丝刀拧紧保险螺栓。
同样调整另一扇门叶。
专用平面测量仪再次调整2门叶面与门框表面呈V形、即:2门叶内侧测量点与门框表面的距离大于外侧测量点与门框表面的距离2mm。车门关闭后、2门叶面应位于同一平面上。 将保险垫片卡入偏心轮上的定位槽,拧紧上述松掉的螺钉。
1人在车内、转动紧急手柄、手动打开车门,使门叶驱动臂与门页完全平行、即与地面垂直;
2分别在距门叶下边缘150mm以内的范围内和距门叶上边缘50mm以内的范围内测量
两门叶护指橡胶条的外侧距,如上下尺寸差在2-5mm范围内为合格(上大下
小),否则需调整;
1人
三、门叶V字型的调整
十字螺丝
刀、内六
角扳手
(8mm)、游
标卡尺
升降平台、
垫高块、标
记笔
门叶平行度
小于2mm
二、门叶平行度的调整
3用7#内六角扳手拧松车门驱动转臂与车门的4 个连接螺钉、用6#内六角扳手拧松驱动转臂支座上的固定偏心轮的螺钉,再用27#开口扳手转动偏心轮进行调整,直至满足要求;
4在下导轨略微靠上的位置,用卷尺测量在车长方向上、各门叶内侧边至各自门框边缘的距离相等。须使两门叶相对于车门中分线对称;
5拧紧前面松掉的螺钉,扭力均为40Nm。
1转动紧急手柄、手动打开车门,使门叶驱动臂上的导轮恰恰离开上导轨的曲线段、即处于导轨的直线段
2人站在客室外,在门叶外侧距上边缘50mm以内的范围内、用游标卡尺测量门叶外面与车窗玻璃面之间的距离应为55±2 mm,如不合格则需要调整;
3用17#套筒、接杆、棘轮扳手拧松上导轨近门框侧的紧固螺钉后,用橡皮榔头轻
轻敲打导轨、使其微量移动、直至尺寸满足要求
内六角扳
手
(6mm/7mm)
、开口扳
手(27mm)
、扭力扳
手、卷尺
升降平台、
垫高块、标
记笔
门叶V字型
的调整:上
下差2~
5mm(上大下
小)
1人
四、门叶上部外摆程度的调整
1人
套筒扳手
(17mm)、
接杆、棘轮扳手、扭力扳手、橡皮锤、游标卡
尺升降平台、
垫高块、标
记笔
门叶上部外
摆程度的调
整:55±
2mm
4拧紧上述松掉的螺钉。扭力为44Nm。同样调整另一扇门叶。
1转动紧急手柄、手动打开车门,使门叶驱动臂上的导轮恰恰离开上导轨的曲线段、即处于导轨的直线段;
2人站在客室外,在门叶外侧距下边缘180mm以内的范围内、用游标卡尺测量门叶外面与车窗玻璃面之间的距离应为56±2mm ,如不合格则需要调整;
3同时用2把17#套筒、接杆、棘轮扳手拧松固定下部转臂的2个螺钉,将转臂安装板沿车体横截面方向移动(通过安装板上的长孔)来进行调整、直至尺寸满足要求;
4拧紧上述松掉的螺钉扭力为44Nm,同样调整另一扇门叶。
1使门处于完全关闭状态
2在客室外面、沿车长方向、用游标卡尺测量两门叶外侧边至侧墙边之间的距离;每侧选择相互尽量远离的上下两点测量;如果相对应的两个测量值之差小于2mm,则为合格,否则需要调整。测量和调整时可兼顾到门叶的V型要求;
3用30#开口扳手拧松两门叶驱动转臂上短螺杆的共4个定位螺母;
套筒扳手
(17mm)、
接杆、棘
轮扳手、
17/19开口
扳手、扭
力扳手、
橡皮锤、
游标卡尺
升降平台、
垫高块、标
记笔
门叶下部外
摆程度的调
整:56±
2mm
六、门叶对中性的调整1人
五、门叶下部外摆程度的调整
4可用手通过旋转短螺杆,使门叶沿车长方向微量移动来调整车门相对门框的对中性;
5调整完成后拧紧前面松掉的两驱动转臂上的4个螺母、扭力为40Nm。注:a.两门叶必须沿同一方向移动相等的距离,因此必须将两门叶定位螺母调整前后的位置尺寸做对比。b. 允许调整的最大行程为3mm。
1人站在客室外面并使车门处于完全关闭状态;
2在门叶上边缘处、用游标卡尺测量门叶外面相对门框外面的距离,其测量值应满
足17±1mm的尺寸要求,如不合格则需要调整;
3用17#套筒扳手拧松上导轨圆弧处的固定螺钉,然后用榔头轻轻敲击导轨圆弧端,
使导轨沿车体横截面方向微量移动来调整、直至尺寸满足要求;
4拧紧前面松掉的上部导轨的紧固螺钉,扭力为48Nm。
同样调整另一扇门叶。
1人
开口扳手
(30mm)、
扭力扳手
升降平台、
垫高块、标
记笔
门叶对中性
的调整:左
右差小于
2mm
1人
七、车门顶部紧密性的调整
套筒扳手
(17mm)、扭力扳手、橡胶锤、游标卡
尺升降平台、
垫高块、标
记笔
车门顶部紧
密性的调
整:17±
1mm
1人站在客室外面并使车门处于完全关闭状态;
2在门叶下边缘处、用游标卡尺测量门叶外面相对门框距离,其测量值应满足17±1mm的尺寸要求,如不合格则需要调整;
3用专用夹具夹在下导轨凹槽内、并使门收紧至护指橡胶条沿车长方向的总宽为40mm;
4用手将下导轨向车门中心方向拉动收紧、以助于提高车门的紧密性,然后用10#套筒、棘轮扳手拧紧固定导轨的其中两个螺钉此时底部导轨仍应处于自由可移动状态;
5若仍不符合要求时,用专用扳手固定住下部滚轮转臂安装板后部的螺母、用17#开口扳手拧松固定螺钉、并敲击转臂将滚轮转臂沿车体横截面方向微量移动来进行调整,直至尺寸满足要求;
6拧紧前面松掉的固定螺栓,扭力为44Nm。最后拧紧所有固定底部导轨的螺钉。同样调整另一扇门叶
1转动紧急手柄、手动将门完全打开;
2在门叶底部用卷尺测量两门叶密封条之间的距离应为1400±15mm,如不合格,则需要调整;
3用13#开口扳手拧松车门驱动转臂上开门橡胶止挡上的螺母,然后通过旋转带螺纹的橡胶止挡来调整直至尺寸满足要求在调整的过程中,两个驱动转臂上的橡胶止挡要同时、同方向移动相等距离;开门时应同时受力
4调整完成后,13#开口扳手拧紧橡胶止挡上的紧固螺钉。开口扳手
(13mm)
升降平台、
垫高块、标
记笔
开门宽度的
调整:1400
±15mm
1人开口扳手
(17mm)、
专用工具
、专用夹
具、扭力
扳手、套
筒扳手
(10mm)、
棘轮扳手
、橡胶锤
、游标卡
尺
升降平台、
垫高块、标
记笔
车门底部紧
密性的调
整:17±
1mm
1人
九、开门宽度的调整
八、车门底部紧密性的调整
1使车门处于完全关闭状态;
2测量下部滚轮转臂上表面与下导轨下表面之间的距离,其测量值应满足3~5mm 的尺寸要求,否则需要调整;
3用钢丝钳拆下固定滚轮转臂的销轴上的开口销、抽出销轴,将销轴处放在滚轮转臂上方和下方的垫片进行增减来调整,直至尺寸满足要求;
4用钢丝钳重新固定滚轮转臂。1将门置于关闭位置;
2用塞尺测量定位销与定位槽的内侧距为0.5~1mm、底部间隙为2~2.5(建议与目前的实际调整间隙统一)mm,如不合格则需要调整;
3用13#扳手拧松固定门销板的2个螺钉,左右移动门销板到合适位置后予紧固定螺钉;
4用塞尺测量定位销与定位槽的内侧距离;
5如上述调整仍无法达到间隙要求,可通过在门销板后面增减垫片(1、3、5mm)来进行前后调整
6若无论如何调整,定位销始终碰定位槽的外侧,则需检查车门的对中性、直至合格;
7用13#开口扳手紧固2个固定门销板螺钉、扭力为24N.m并涂防松标记
8用17#开口扳手拧松固定门销的螺母后用14#开口扳手旋转带螺纹的定位销来调整其与定位槽底部间隙;
十、下部滚轮转臂的调整
钢丝钳、铁锤升降平台、
垫高块、标
记笔
下部滚轮转
臂的调整:
3~5mm
1人
十一、关门定位销的调整
开口扳手
(17mm/14m
m)、套筒
扳手13mm 、扭力扳手、内六角扳手(2mm)、塞
尺升降平台、
垫高块、标
记笔
关门定位销
的调整:侧
面0.5~
1mm/底部2
~2.5mm
1人
9调整完成后17#开口扳手紧固固定定位销的螺母、扭力为21Nm并涂防松标记。
1
用开、关门按钮将门往复开关几次,检测其能否正常工作操作检查、动作灵活,开关门动作整齐到位;
如有问题,可以按照前面的工艺步骤重新调整尺寸。1使车门处于完全关闭状态
2用手较用力地转动压轮,当感到压轮既用力压住了车门又可转动、松紧程度适当时则可,否则需要调整;
3
用17#套筒扳手转动压轮安装板的两个定位螺钉,使安装板上下移动,至达到要求。(该两个调整螺钉顺时针转动时,压轮安装板连同压轮整体向下移动);4
当上述调整行程达到极限后还不能满足要求,则用17#开口扳手拧松压轮支架的固定螺栓和用6#内六角扳手拧松偏心轮的固定螺钉,用30#开口扳手转动偏心轮来调整压轮的高低位置,从而确定其压紧状态;
十二、门叶调整的功能检测升降平台、
垫高块、标
记笔
压轮压紧状态的调整:
用手较用力
地转动压
轮,当感到
压轮既用力
压住了车门
又可转动、
松紧程度适当时则可。
套筒扳手
17mm、开
口扳手30mm、扭力扳手、内六角扳
手(6mm)
十三、压轮压紧状态的调整1人
5调整完成后恢复紧固件:固定偏心轮的6#内六角扳手扭力为25Nm;固定压轮支架的17#扳手扭力为48Nm;紧固螺钉涂。
同样调整另一个压轮。两个压轮相对于各自门叶的压紧状态松紧程度须相当,不能出现一个压轮紧,一个压轮松的现象。
1使车门处于完全关闭状态;
用塞尺测量压轮与压轮槽棱边之间的距离应为1—2mm,如不合格,则需要调整;
2用17#开口扳手固定住螺杆、用19#开口扳手转动螺母、拧松固定压轮的螺栓后,通过加减垫片来调整压轮相对于压轮槽的间隙,直至尺寸满足要求。
另一个压轮也按照前述步骤进行测量和调整。
用开、关门按钮往复开关门,检查车门是否能正常工作;否则按照前述步骤重新调整。
调整完成后恢复紧固件:17#,19#扳手扭力为48Nm,紧固螺钉。
1用压力计测量电机同步带张力,标准:20Nm/8~11mm;
2用10#扳手拧松紧固电机同步带的螺栓,旋转调节螺栓直至达到标准;3调整完成后恢复紧固件:扭力为10Nm。
1电动关门、用直尺测量钢丝绳端部压板的内侧面到压紧弹簧的螺钉内侧面之间的横向距离、应为2-8mm;
十六、紧急释放装置的调整
开口扳手
(17mm/19m
m)、扭力
扳手、塞
尺
1人
十五、调节电机同步带升降平台、
垫高块、标
记笔
压轮与压轮
槽之间距离
的调整:1
~2mm
十四、压轮与压轮槽之间距离的调整
2
扳动紧急扳手、手动开门、使车门处于完全打开状态、首先用塞尺测量制动装置中两啮合齿轮之间的间隙应为0.5--1mm、再用直尺测量制动杠杆内侧面到双螺母内侧面之间的横向距离应为2-5mm、再用直尺测量制动器杠杆钢丝的长度(两调节螺母之间的弹簧长度)应满足106--111mm;
3上述所测的共4个测量值若有不合格时需进行调整。调整须综合测量的总体情况后再具体考虑用较简捷的方法进行调整;
4
调整制动装置中两啮合齿轮之间间隙的方法是用14#开口扳手固定住钢丝绳端部的安装板、用13#开口扳手拧松钢丝绳端部安装板上的螺母、用力拉钢丝绳使其移动后将前面松掉的螺母拧紧;
5
调整制动杠杆内侧面到双螺母内侧面之间的横向距离为2-5mm的方法是:用13#扳手拧松双螺母其中的一个外侧螺母、通过旋转内侧螺母来调整间隙直至尺寸满足要求、拧紧前面松掉的外侧螺母;6
调整钢丝绳端部压板的内侧面到压紧弹簧的螺钉内侧面之间的横向距离为2-8mm
的方法是:用14#开口扳手固定住钢丝绳端部的安装板、用13#开口扳手拧松钢丝绳端部安装板上的螺钉、通过移动压板来进行调整直至尺寸满足要求、拧紧松掉的端部螺钉。注:此尺寸尽量做小尺寸,否则可能用S3紧急拉手切门时无法将离合器完全释放;
7调整制动器杠杆钢丝长度(两调节螺母之间的弹簧长度)106--111mm的方法是:、用13#开口扳手拧松调节螺母、并旋转螺母以调节弹簧长度、紧固螺母;8恢复紧急扳手,检测紧急释放装置制动器工作是否正常;9
手柄加铅封。
1
用车门控制单元上的开关门按钮使车门处于完全关闭状态,用游标卡尺测量驱动转臂内侧面的横向距离、设为X1;
2关闭车门电源开关S4、用紧急扳手将门手动打开;
十七、关门限位开关S1 的调整开口扳手(13mm/14m m)、钢尺、塞尺
升降平台、
垫高块、螺纹胶(乐泰243)、标记笔啮合齿轮之间的间隙:0.5--1mm;制动杠杆内侧面到双螺母内侧面之间的横向距离应为2-5mm;制动器杠杆钢丝的长度(两调节螺母之间的弹簧长度)应满足106--111mm
1人
3使用专用夹具夹在驱动转臂上并缓慢转动夹具摇柄、使门慢慢地关闭;当听到S1 开关刚刚吸合的声音时,停止转动夹具摇柄,用游标卡尺测量驱动转臂内侧面的横向距离、假设为X2;
4X2-X1 的值应满足3.5~4.5mm 的尺寸要求,否则需要调整;
5用7#开口扳手拧松固定S1限位开关可调撞击板上的两个螺栓、移动可调撞击板进行调整、直至尺寸满足要求;
6拧紧前面松掉的可调撞击板上的两个螺钉,涂红漆防松标记;
7打开车门电源开关,用门控单元上的开关门按钮开、关门:在关门位置,关门限位开关S1未被激活;
8用20×40mm的障碍物夹在两门叶当中后用门控单元上的开关门按钮关门。
升降平台、
垫高块、标
记笔
关门限位开
关S1 的调
整:3.5~
4.5mm
1人开口扳手
(7mm)、专
用夹具、
游标卡尺