机修岗岗位作业指导书(机修岗)

机修车间岗位作业指导书
机修岗
一、岗位作业指导书
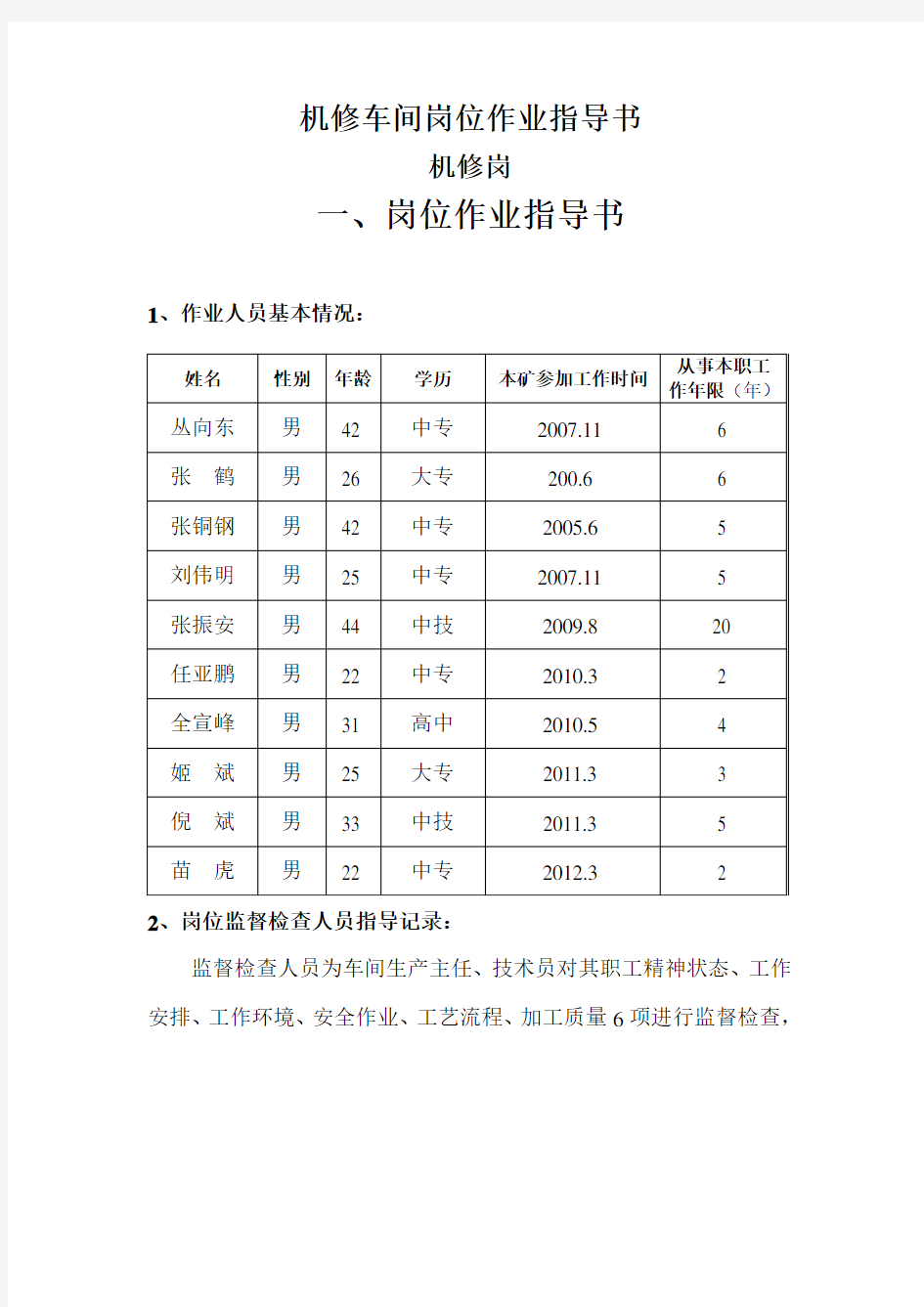
1、作业人员基本情况:
2、岗位监督检查人员指导记录:
监督检查人员为车间生产主任、技术员对其职工精神状态、工作安排、工作环境、安全作业、工艺流程、加工质量6项进行监督检查,
3、岗位作业标准:
1.1、准时进入工作地点
1.2、检查工作场地周围安全情况。
1.3、对工具进行检查,确认无问题后,方可使用。
1.4、上班前,必须穿戴好本岗位所领用的劳动保护用品,不准赤膊、赤脚、穿拖鞋上岗操作。
1.5、检修设备时,应先检查电源、气源是否切断,没有切断不准检修。必要时还需在电源切断后挂上禁止合闸警告牌和气源挂上开气安全牌,防止发生事故。
1.6、用扳手装卸螺栓螺母时,要缓慢旋转,防止扳手脱口伤人。1.7、二人以上检修时,必须有一人负责指挥,互相配合呼应。
1.8、使用葫芦、滑轮等起吊装、卸机件时,必须认真检查所使用的一切工具是否完好。不完好的不准使用。
1.9、用三角架、马架、工字钢等吊拉架,必须固定牢固,要符合起
吊重量的要求,起吊时严禁斜吊、斜拉,防止倾倒伤人。起吊用具严禁超负荷使用。
1.10、物件起吊后,不准悬挂在空中或放置在有可能要滚动的位置上。不准物件下面站人。
1.11、用人力搬动重物件时,要相互配合动作一致,严禁将手臂或脚伸入物件下面,防止压伤。
1.12、需肩抬物件时,要同时稳起、稳放,有喊声稳步行走。搬动大型、重型机械应严格遵守起重工、搬运工的安全操作规程。
1.13、使用千斤顶,不准倾斜,底部要垫平垫牢,操作时要随起随垫,随落随撤垫块。不准超负荷使用。
1.14、上下分层检查时,严禁上下垂直检修同时工作。
1.15、在易燃易爆场所检修前,应事先做好安全防护措施。未经安全、消防同意,不准使用电钻和敲击摩擦易产生火花的工具。
1.16、老虎钳夹小物件时,防止手指被夹进,摇手柄脱落砸上脚。夹大或长的物件时,要考虑互相照顾,防止物件伤人。
1.17、发现锤柄松动或损坏,要立即装牢或更换,不得沾有油污,防止手锤(鎯头)飞出伤人。
1.18、使用锉刀、刮刀、铲刀时,都必须装有木柄,严禁使用无木柄,或松动的,防止刺伤手掌。
1.19、锯割工件时,必须用手扶着被锯下来的部分。对较重的工件应用支架支撑,防止锯下部分落下砸上脚。
1.20、钻床钻孔时,必须遵守“钻床岗位安全操作规程”。
1.21、使用移动电气设备或移动电具时,必须遵守该二项安全管理制度,并认真检查外表是否完好,防止触电。
1.22、检修、施工场地要保持清洁,油污水溢出地面,必须及时清理,防止滑跌伤人。
1.23、设备试车时,应有电工在场,先检查机器各部装配,润滑油情况,肯定电机转动方向,然后进行盘车检查,确无问题时,有专人指挥,方可试车。
1.24、要针对检修设备的特点,必须制订具体的安全检修规定,并指定负责安全工作的人员现场检查。
1.25、使用板牙套丝,进出板牙时要防止脱落伤人,割断管子时不要用力过猛。
1.26、吊运物件时必须用绳索,并认真检查捆扎牢固,下面不准站人,地面应设有专人指挥和监护。
1.27、登高作业必须遵守“登高作业安全操作规程”。
1.28、检修人员必须了解熟悉所修设备的结构,检修前对检修现场进行检查,并指定必要的安全措施。
1.29、检修前要切断或关闭所修设备相关的电源、水源等,对检修作业活动氛围内的地坑、地沟、等要加盖或设置临时栏杆。
1.30、在设备上进行焊接,切割时,要避开易燃易爆物,或提前做好防护措施。
1.31、拆卸设备,拆卸时必须了解设备的性能及连接方法,拆卸弟弟
昂有专人指挥,拆不开的设备要研究措施,严禁硬打,硬拆;拆卸有弹性,偏重或易滚动的几件,要有安全防护措施;拆卸比较打的皮带轮、飞轮、靠背轮、滚动轴承时,必须使用抓轮器或压力机,对有相对固定位置或对号入座的零部件,拆卸时要做好标记。
1.32、将工具、材料及换下的零部件等进行清点,搞好现场环境卫生,切断所有用电设备电源。
4、岗位作业标准涉及岗位有关法律规定
1、《劳动法》:“检修工作人员必须经过专门培训并取得特种作业资
格。”
2、《安全生产法》:“生产经营单位的检修工作人员必须按照国家有关规定经专门的安全作业培训,取得特种作业操作资格证书,方可上岗操作。”
5、岗位质量标准:
5.1、有各项检修规章制度、检修工作质量标准、使用设备安全操作规程、检修人员岗位职责明确。
5.2、要熟悉检修设备的性能、参数,及注意事项。
5.3、检修时按照设备图纸对其设备进行检修,拆解设备时把拆卸下来的零配件有序摆放,现场保持整洁有序。
5.4、对设备所需更换的配件,对照设备图纸型号、技术参数、应注意的事项进行更换。
5.5、设备检修完成后,对其进行认真检查,确保无误后,进行对其润滑部件进行加油,并有序对设备进行组装。做好相关记录。
5.6、通电试验,要求达到设备技术参数标准,并经过机电专业人员进行验收,验收合格后挂牌摆放。
6、岗位责任
6.1、爱岗敬业,遵章守纪、刻苦钻研本专业知识。
6.2、遵守车间劳动组织纪律和有关规章制度。坚守工作岗位,杜绝溜岗、窜岗、睡岗现象,不做与工作无关的事情。
6.3、严格执行本工种安全技术操作规程,工作时必须集中精力,做到安全生产。
6.4、对加工质量要严格要求,做到谁加工谁负责的原则,每天要做好加工记录。
6.5、对车间下达的任务要按期按时,保质保量的完成,不得无故拖延。
6.6、服从车间领导和组长的指挥,发扬尊师爱徒,团结协助,互助友爱的优良品质。
6.7、严格执行本工种安全技术操作规程,提高工效,面向一线,搞好协作,保质保量的完成配件的加工工作。
6.8、爱护设备,对自己所使用的设备必须经常检查、保养,保证设备的正常使用。
6.9、搞好车间卫生,实现文明生产,做好设备运行及保养记录。
7、岗位价值考核核算单价:
见附件《黄陵二号煤矿内部结算价格明细表》
8、考核要点
8.1、安全技术理论部分
8.2、实际操作通用部分
8.3、车工安全作业
8.4、钻工安全作业
8.5、检修作业标准
9、主要设备资料和运行记录9.1、马鞍车床:
设备型号:CW6263C
床身上最大回旋直径:630MM
最大工件长度:1500MM
出厂编号:E6103
额定电压:380V
设备功率:15KVA
满载电流:26A
防护等级:IP54
出厂日期:2006年12月
生产厂家:大连市第二机床厂9.2、摇臂钻床:(2台)
设备型号:Z3050*16/1
最大钻孔直径:50mm
机床跨距:1600mm
使用电源:380V
机床满载电流:18A
最大电动机额定电流:8.8A
总开关断流能力:8000A
出厂编号:ZT1004781
出厂日期:2010年5月
生产厂家:沈阳机床股份有限公司10、工艺流程
11、工作流程
12、自制50T压力机机精优作业法
主创人简介:
赵西平,男,1965年10月出生,大专学历,中共党员,1982年参加工作,2005年调入我黄陵矿业集团二号煤矿至今。现任二号煤矿机修车间主任,工程师职称。自进入我矿参加工作以来,由于工作突出、表现优秀,曾多次被评为我矿的“先进工作者”、“优秀党员”、“优秀管理干部”等荣誉称号。
项目简介:
机修车间检修班主要负责检修我矿综采工作面“三机”设备、设备列车、皮带架、支架的检修维护及保养工作。而在检修维护井下设备、配件过程当中,经常会遇到设备配件、挡板严重变形的情况,例如运输机的电缆护板,在平常使用过程当中,受压或碰撞导致变形无法使用,就需进行整形校正处理,才能进行再次使用。而我们常用的整形方法有热整形和冷整形两种形式,所谓热整形是利用高温对工件需整形部位进行彻底加热,直到易于整形的程度对其使用机械力进行
校正,以达到整形的效果。但因其过大耗费人力、物力,易造成成本太高而不宜推广使用。冷整形就是直接利用机械力对需整形工件进行校正,达到整形的目的,因其使用方便,成本相对较低,被广泛使用。而我车间自主研发的手动立体50T压力机正是在车间主任赵西平的带领下,成立了研发小组,由车间的技术骨干以及机修班的高素质人员队伍,经过7天的努力,最终制作完成,解决了我矿机械冷整形所面临的棘手问题。
设备原理机构
该立体压力机主要是对液压千斤顶进行技术改造,使用其机械力对需整形设备、配件需校正的部位进行施压,从而达到整形校正的目的。设备主要由立柱、上横梁、活动梁、千斤顶以及受压横梁五个部分组成。
实施效果
截止目前,该设备已经成功为我矿109、206、405、407等多个工作面的相关设备配件进行了整形校正次数达上千次,为我矿节省材料支出和人工费用达十万元之多,其作用受到了矿、部室领导的一致好评。并获得二号煤矿2012年第一季度“五小”成果一等奖。
13、本岗位的事故案例,应急预案
13.1事故案例
事故经过
6月8日是星期天,应该是休息的日子,但是某机械厂由于实行了新的计件工资制,许多工人自发组织加班,以求增加收入。机加工
车间女车工尹某,在车间领导安排她加班而她本人没有时间的情况下,擅自请了本厂当铸造工的丈夫替代操作车床。
这天11时,尹某从市场买菜回来,因考虑到丈夫车工技术不熟练怕出废品,连忙去车间探望。来到车间后不久,尹某发现车床刀架紧固螺钉松动,她在未停动的情况下,违章伸手去帮忙拧螺钉,由于尹某未按安全操作堆积要求戴工作帽,致使自己的长发被卷入车床丝杆上,等其丈夫发现时又不知道如何关掉车床电源开关,而是抱着尹某的身体向后拉,结果头发越绞越紧。当另一工人发生并关掉车间部闸时,尹某满头秀发连同头皮已被全部撕掉,左耳也撕去一块,造成一起惨不忍睹的重伤事故。
事故分析
造成这起事故的直接原因是一连串的违章,首先是尹某违反有关规定,擅自让其丈夫代替自己操作车床;其次是在未停机的情况下紧固螺钉,这也是安全操作规程严格禁止的;再次是操作车床不戴工作帽,导致长发被车床丝杆缠绕,造成严重伤害事故。造成事故的间接原因,则是安全管理工作太差,一连串的违章无人纠正、无人制止,估计在当天工人加班的情况下,工厂、车间领导可能无人到场,如果确实这样,就属于严重失职。
事故教训与防范措施
类似于这样的事故,一般出瑞地规章制度和安全管理都不严格的中小企业,或者出瑞在加班、夜班等特殊的情况下,在这种情况下安全管理比较松懈,作业人员也比较容易马虎,不严格执行操作堆积由
此而比较容易发生事帮。事物之间是相互关联的,一项政策或制度的推出,特别是与职工经济利益密切相关的政策或制度的推出,必然会引起一连串的反应例如实行计件工资,如果没有相应的质量保证办法,会造成残次品增加质量下降。如果没有相应的安全管理办法,会造成忽视安全事故增多。这是从这起事故中应该吸取的一个教训。
应采取的防范措施
(1)切实落实安全生产责任制,加强安全管理,对违反安全操作规程的行为及时制止,并给予必要的处罚,同时加强对职工的安全教育,提高职工的安全意识。
(2)要求车工必须按规定穿好紧身合适的防护,衣服,把袖口扣紧或者把衣袖卷起,把上衣裳扎在裤子里,腰带端头不应悬摆。不要穿过于肥大、领口敞开的衬衫或外套。留有长发时要戴防护帽或头巾,头巾或领带的端头要仔细塞好。
(3)车床操作工在开动机床前,要详细检查机床上危险部件的防护装置是否安全可靠,润滑机床,并作空载试验。
13.2、事故应急预案
(1)、为了保证有安全的工作条件和设备的安全运行、防止事故发生,必须严格执安全防护制度,从工作负责人的确定到工作地点及内容,工作开工时间到结束时间的计划安排,必须采取的安全措施一应俱全,为员工在工作过程中的人身安全和设备安全奠定可靠的基础。如不执行安全防护制度,就不可能有完善的安全措施,所检修的设备与运行设备无法隔断,人员与设备的安全无法保障,事故随时都有发生
的可能。
(2)、作业前应认真进行作业风险预控分析,工作负责人根据作业内容、作业方法、作业环境、人员状况等去分析可能发生危及人身或设备安全的危险因素,认真填写作业风险分析表并采取有针对性的措施,预防事故的发生。
(3)、日常管理办公室人员接到机械伤害通知后,迅速赶到事故现场,组织处理事故,并宣布启动事故应急预案,要求通讯保持随时畅通。(4)、当发生机械伤害事故后,现场作业人员应及时汇报机械伤害人身伤亡事件应急日常管理办公室,同时根据现场实际情况,迅速判明受伤者的部位,联系公司医务室和拨打120急救电话,必要时可对受伤者进行临时简单急救。
(5)、日常管理办公室人员接到通知后,迅速赶到事故现场,组织处理事故,并宣布启动事故应急预案,要求通讯保持随时畅通。(6)、日常管理办公室人员判明情况后及时汇报机械伤害人身伤亡领导小组,领导小组成员接到通知后迅速赶赴事故现场,组织协调处理事故,并根据情况向矿上级领导汇报。
(7)、危急状态消除,由日常管理的副主任宣布应急行动结束。(8)、生产、生活维持或恢复方案
(9)、现场作业人员应配合医疗人员做好受伤人员的紧急救护工作,安监部门人员应做好现场的保护、拍照、事故调查等善后工作。(10)、现场的事故处理工作完毕后,应急行动也宣告结束。事故的调查和处理工作属正常工作范围
二、“五精”管理示范岗
1、岗位名称:机修岗岗位:
岗位人员基本情况:
机修岗现有作业人员11名,其中大专学历2名、中技学历6名、高中3名,平均年龄30岁,是一支年轻有活力、能战斗的队伍。本岗位负担着我矿综采、综掘及井下设备的维修、拆检保养工作。全体员工在车间主任的领导下,本着安全第一、预防为主的安全生产方针,保证检修质量,确保井下正常生产,正以满腔的热血和积极的拼搏的精神,为把我矿打造成为黄陇第一矿而努力奋斗。
设备构成情况:
9.1、马鞍车床:
设备型号:CW6263C
床身上最大回旋直径:630MM
最大工件长度:1500MM
出厂编号:E6103
额定电压:380V
设备功率:15KVA
满载电流:26A
防护等级:IP54
出厂日期:2006年12月
生产厂家:大连市第二机床厂
9.2、摇臂钻床:(2台)
设备型号:Z3050*16/1
最大钻孔直径:50mm
机床跨距:1600mm
使用电源:380V
机床满载电流:18A
最大电动机额定电流:8.8A
总开关断流能力:8000A
出厂编号:ZT1004781
出厂日期:2010年5月
生产厂家:沈阳机床股份有限公司
示范内容:
检修无疵品,出厂无隐患。
示范标准:
1、设备移交手续、验收签字齐全。
2、检修工器具齐全、工艺流程规范,检修内容全面,使用配件、油脂符合国标。
3、经过三级验收后进行试验,各项参数符合规定。
4、编码喷字,三方现场签字交付使用。
岗位理念:
书痴者文笔工艺痴者技必良
目标愿景:
持续、永恒地向生产一线提供一流产品、百分服务,是我们永远
不变的追求。
安全格言:
高高兴兴上班来安安全全回家去
三零目标连年创幸福生活一辈子