手工插件
1.目的
使新员工尽快掌握手工插件工作。
2.适用范围
适用于MIMA手工插件线的新员工。
3.参考文件
无
4.工具和仪器
无
5.术语和定义
WI: (Work Instruction)即工作指导书,也就是由公司相关部门根据生产过程中总结的实际经验,并运用规范化的语言制定的一种公司内部的作业标准。
电容器:一种贮存电能的元件。
6.部门职责
6.1人事部负责对新员工培训。
6.2生产部协助培训和结果考核确认
7.流程图:
无
8.教材内容:
8.1WI的使用
8.1.1 实施WI的目的
作业指导书将使我们明白在生产过程中应该按照什么样的方法或步骤执行我们的
工作任务,提高我们的工作质量,确保我们的产品质量,对我们整个生产体系起
一个支撑的作用,也就是说WI是我们工作中的指南针。
8.1.2 举例说明(举MIMA产线的WI实例)
作为一个WI首先应明确此WI的目的,适用范围,版本类型(标准或试用),WI当
中用到的术语定义,其次是应讲述其详细的操作流程,这一流程将指导我们如何进
行合理化的操作。在开始上线之前,按照WI将产品所需物料分到各个工位,各工
位将根据WI 核对物料本体及物料标签是否一致。在保证物料无误的情况下,查看本工位的注意事项及使用工具,作业员将根据提供的生产信息进行作业。
8.1.3 WI 的分类
试用文件:一般是在新品试做时临时发行的作业指导书,它确认制程工艺参数的
可行性,是标准文件发行前的过渡文件。
标准文件:它是在试用文件通过的情况下,由文控中心受控发行的,工艺参数已
经确定,任何人员不可以随意更改。
8.2 元件的认识
8.2.1 电容器说明
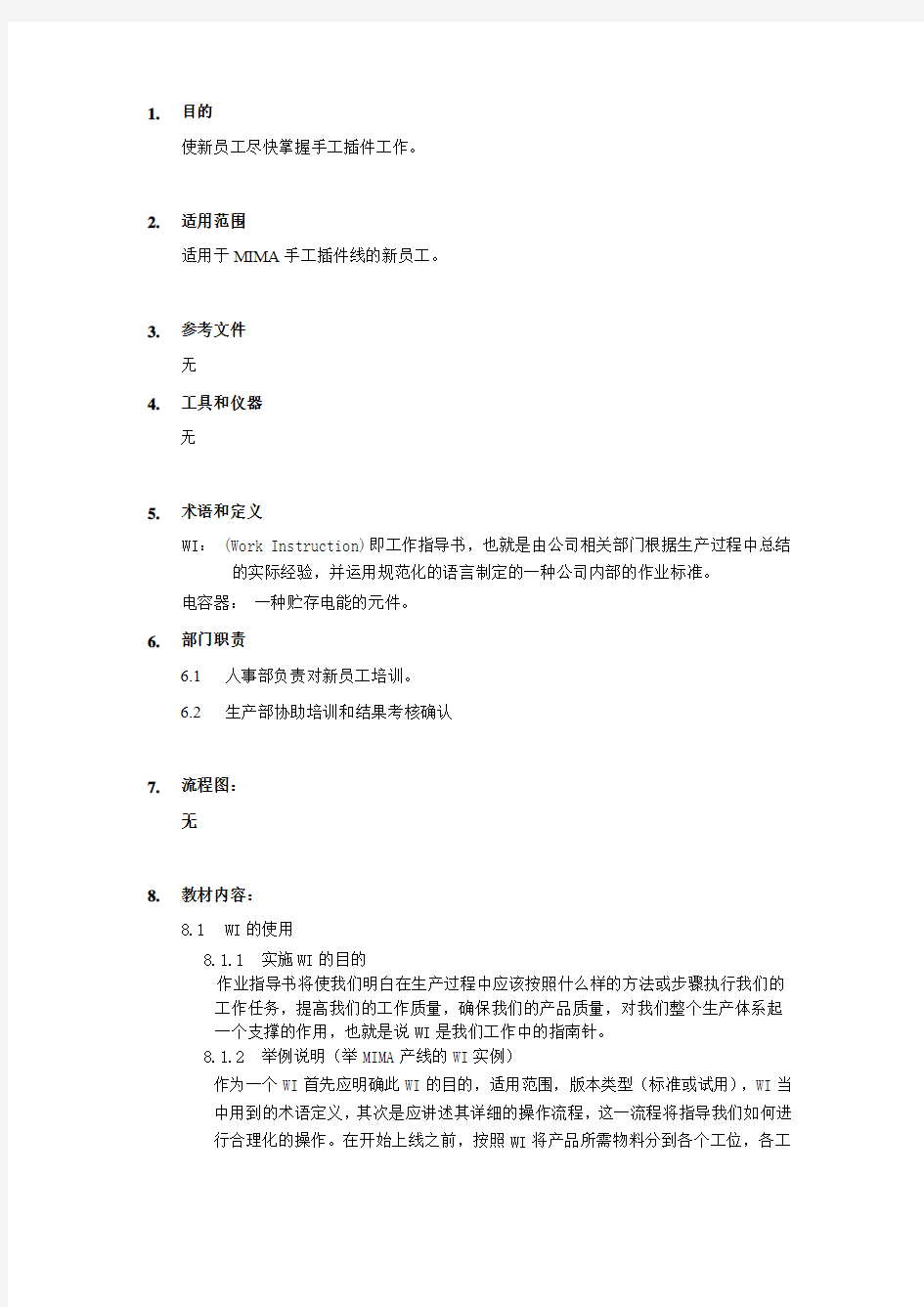
电容器是一种能贮存电能的元件。一般用“C”表示,电路图形表示如下
固定电容器
电解电容器
可变电容器
半可变电容器
8.2.2 电容器的分类
从结构形式分:
固定电容器(包括无极性固定电容器和有极性电解电容器);半可变(微调)
电容器和可变电容器
从绝缘介质分:
纸介电容器;油浸纸介电容器;金属化纸介电容器;云母电容器;陶瓷电容
器;薄膜电容器;玻璃釉电容器;铝电解电容器和钽、铌电解电容等
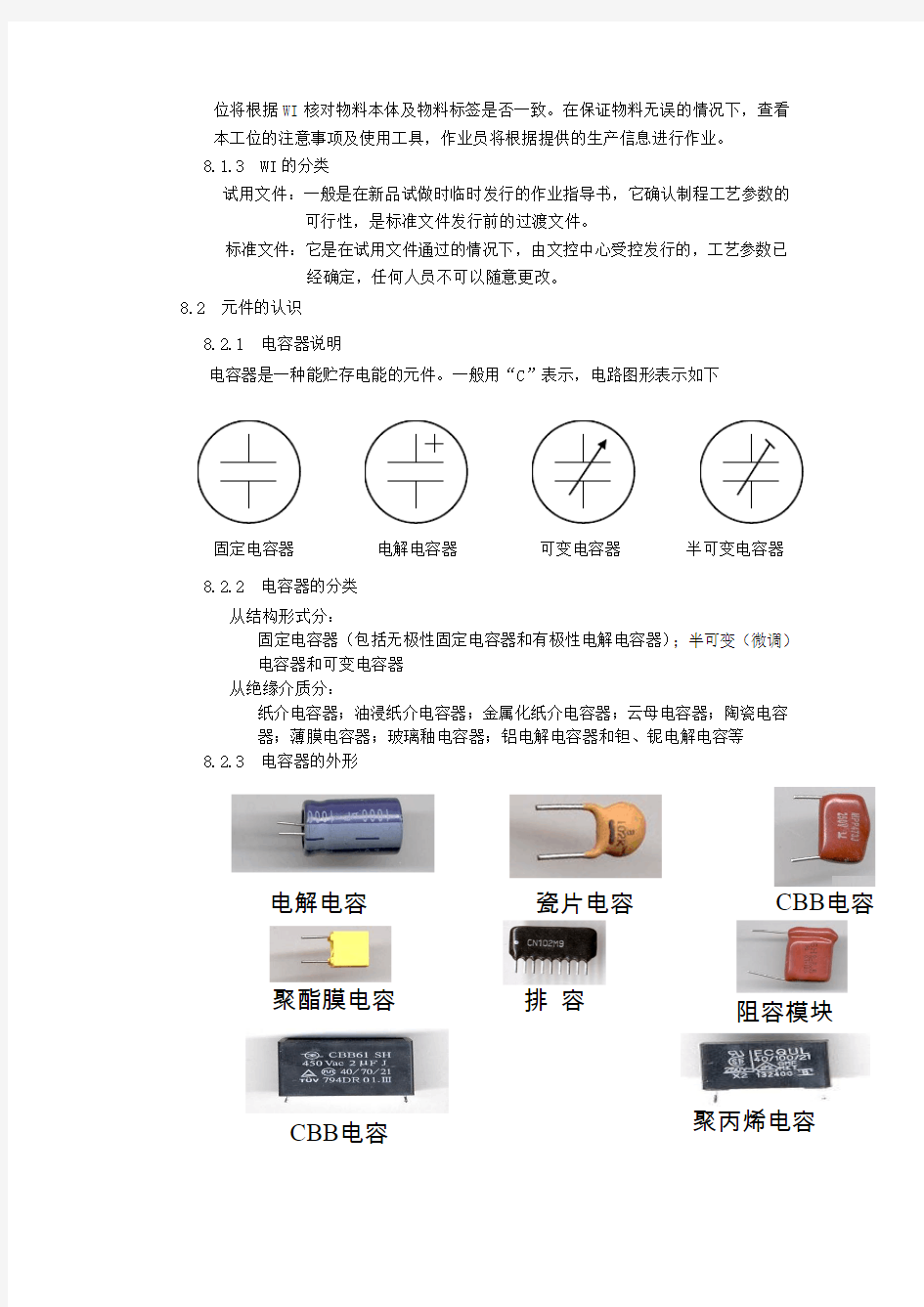
8.2.3 电容器的外形
电解电容 瓷片电容 CBB 电容 聚酯膜电容 排 容 阻容模块 CBB 电容 聚丙烯电容
8.2.4 电容器的极性
8.2.4.1电容器中只有电解电容才有极性,脚长的一脚为正极,或者在外壳上有
“-”符号的一脚为负极。
8.2.4.2排容其实是多个电容封装在一起,有一极为各电容的公共极,所以也要
注意极性。
图中有白点的一端应对应PCB 图中标记的阴影端
8.2.5 电容器的极性判定 如果电解电容器上的“+”和“-”极性的标志模糊不清我们可以借助“万用
表”。其方法为:将万用表置于R×1K Ω或R×10K Ω档,用万用表的两个表笔
去测电容器的两脚,记住其测出的漏电电阻值,然后交换万用表的两个表笔,再测一次。根据两次测出的漏电电阻值,以漏电小的那一次为准,黑表笔所接的一端为电解电容器的正极“+”、红表笔所接的一端为电解电容器的负极“—”。 如果被测电容器的容量在0.01UF 以上,用万用表置于R×10K Ω高阻量程,而表头指针并不摆动,则说明该电容器的内部已断路。如果是电解电容器,则说
明该电解电容器的电解液已干涸,不能使用。
8.2.6 电容器单位
8.2.6.1单位一般有:pF 皮法、nF 纳法、μF 微法、mF 毫法。
8.2.6.2电容量单位的换算:1法拉(F )=106微法(uF )=1012微微法(pF )
8.2.6.3常用电容器的额定电压有:6.3V 、10V 、16V 、25V 、63V 、100V 、160V 、
250V 、400V 、630V 、1000V 、1600V 、2500V 等。
8.2.6.4电容量误差的表示方法:
a 直接表示:如10±0.05pF,误差就是±0.05pF
b 字母码表示: D= ±0.5%(或者表示±0.5pF),F= ±1%(或者表示
±1pF ),
G= ±2% ,J= ±5%,K= ±10%,M= ±20%
8.2.7使用中的应注意的问题:
电解电容如果长期的贮存未使用,则在使用时应逐步增大电压至额定值,以
免造成击穿或因漏电电流过大而损坏。电容器串联在直流电路中时,应同时
串联一个电阻器,以防止电容器在充、放电瞬间产生过大的电流而损坏。
8.3 手工插件
8.3.1 金手指保护套的装置方法:
8.3.1.1将产品正面向上金手指放在金手指保护套槽口使两者在同一水平面,使
金手指的刃面与保护套的(钛合金)金属片成30度-45度的倾角,用
电解电容
排 容
轻力将其推入即可。
8.3.1.2 取出方法:将产品反面向上,右手拿产品,左手拿金手指保护套,用
轻力将有弹性的白色橡胶倾斜向外拿出。
8.3.1.3 注意事项:套入与取出PCB时都要避免PCB金手指面与保护套的金属
部分接触,否则会造成金手指的划伤。
8.3.2 姿势:
双脚平放与肩同宽,手臂与身体呈九十度,平放于产线。用食指与拇指插件。
8.3.3 要求:
8.3.3.1要求作业员在最短时间内完成插件动作,目标是分钟插25个件以上。
8.3.3.2每个工位物料盒上必须有料号和ESD合格标,并有“不良品”、“待检品”的料盒。
8.3.3.3插件时要求双手齐动,轮换从料盒中拿取零件。在一只手插件的同时,
另外一只手从料盒中拿取零件,并且调整好零件的位置放于待插处,以
提高插件速度,手切忌在料盒内停留。更不能在取件过程中看极性。
8.3.3.4有极性元件要注意极性,在插入时如发现极性不对灵活的用拇指与食指
转动电容,以确保电容极性正确插入。
8.3.3.5通过MI总检检验过的产品,确保无漏插、浮高(人为原因)、极性插反
等不良现象流入下工段并及时准确的填写《MI目视检查记录表》和《停
机时间记录表》。
8.3.4 工作内容
8.3.4.1每天上班、换线和换制令前,作业员应及时确认物料,确保“三一致”
(WI料号与料盒上的物料标签一致,料盒上的物料标签与物料员喂料
的料号一致,WI物料描述与物料本体标识一致)。避免错料、混料不良
现象发生,如发现问题应立即让MI总检停线并通知线长。
8.3.4.2第一工位生产前先检验每一静电箱产品是否与箱格数相同。要据金手指
保护套的使用方法装上金手指保护套后,将产品正面向上金手指保护
套向外放入生产线,再按照WI作业。
8.3.4.3第一工位作业员生产完一静电箱产品后,应仔细检查有无将产品遗漏静
电箱内,并将静电箱上的周转标签取下,把空静电周转箱整齐的摆放
在空箱放置区。
8.3.4.4插件过程中发现不良品,将放入“不良品”料盒内,掉落在产线或地上
的元件放入“待检品”料盒内。插件过程中发现所插元件位置的孔位
堵塞时,将其产品放在本工位前交给线长。
8.3.4.5在本工位插完件后,检查自己和上一工位有无漏插或极性反向等不良现
象,将不良品放置于本工位前面,由线长确认后处理,确保流入下工段
的产品为良品。
8.3.4.6生产过程中出现崩件、掉件时,作业员将《MIMA产品状态标识卡》放
在相应的产品上,由MI总检或线长负责处理此产品。生产正常或故障
停线时,作业员应将《MIMA产品状态标识卡》放在相应的产品上,标
识生产进度,开线时根据标识作业。
8.3.4.7 MI总检确保检查过的元件无倾斜、漏插、多插、错插、浮高,极性元
件等不良现象。检查金手指是否有露在保护套的外面,过波峰焊时容易
造成金手指沾锡。
8.3.4.8对带有《产品状态标识卡》流下来的产品,各工位依据标示内容进行相
应处理。对于崩件的产品由线长拿到第一工位重跑。并根据工位号将《产
品状态标识卡》交回给相应工位,对于不能及时纠正的不良品,由线长
负责处理。。分待检品和已确认不良品,将不良品交给本班物料员。
8.3.4.9第一工位提前15分下班停线并填写《每小时产量监控表》。停线后本工
段人员做好本工段5S。线体物品与地面摆放整齐、干净。
8.3.5 注意事项:
8.3.5.1 金手指保护套在使用前,作业员应检查其完整,如有松动或不良交于
线长或锡炉工,在插金手指保护套时一定要用适当的轻力。
8.3.5.2装置好金手指保护套的产品,金手指不可露在保护套外面。当金手指插
不到保护套底部时,应将产品拔出并检查保护套内是否沾有锡球或其它
异物。如有锡球,用镊子将锡球取出,或在手中(或软的物质上)敲打
金手指保护套。但不可在线体上(或硬的物体上)敲打,避免保护套损
坏,造成金手指划伤。
8.3.5.3在插插头时,用力要竖直均匀,以免将引脚弄弯,并确保没有浮高等不良现象。
8.3.5.4在插件过程中,如跟不上线速时,不可以推板,应立即通知线长停线,
将堆积品处理完毕,如堆积产品有元件浮高、倾斜等现象,应用手轻轻
按平。
8.3.5.5及时拣起产线与地上的电容,放在待检品料盒中,由MI总检负责处理。
8.3.5.6在插件过程中不能因为本人问题或跟不上线体而慌乱、盲目插件。更不
允许休息时插件或私自从物料架上喂料。
8.3.5.7生产过程中发现混料立即让MI总检停线并通知线长,如连继发现三个
不良品及时向线长反映。MI总检生产中出现异常时应立即停线,并通
知线长/组长。
8.3.6 产线颜色的标识意义:
8.3.6.1生产现场的区域划分
黄色:一般通道、区域线、待检区、工作区
绿色:料区、良品区、成品区
红色:不良品区
8.3.6.2对于产品的质量状况是否在现场有明显标识
周转托盘两侧用颜色标识:红色――不良品
黄色――待检品
绿色――良品
物料盒采用颜色标识:红色――不良品
黄色――待检品
周转箱四周用颜色标识:红色――不良品
黄色――待测品
周转标识卡用颜色标识:红色――不良品
黄色――待测品
绿色――良品
9 附件
《MIMA手工插件培训试题》
3dMAX插件汇总表
3DS MAX插件表汇总 一、finalRender stage-1Release for3dsamax9.032/64bit; 二、finalToon Release2.0for3dsmax932/64bit; finaToon Release2.0for3dsmax932/64bit是3dsmax9.0下的一款卡通渲染器,除了本身强大的功能以外它还完全兼容finaRender stage-1,可以与fianRender结合使用; 三、finalShaders Release2.0for3dsmax932/64bit; finalShaders是finalrender Stage-1的一个附加程序,提供了14种预设的fr高级材质,它们包括轿车漆、X射线、半透明、CD、天鹅绒、线框、多层材质等常用材质。 三、Brazil r/s v1.2.66Download; 四、VRay1.5RC3for3dsmax6/7/8/932/64bit+绿色无乱码汉化补丁; 五、PolyBoost3.0for3ds max5-9(强大的polygon建模辅助工具); PolyBoost是一款工作于3dsmax平台下强大的polygon建模辅助工具,他对polygon下点、线、面等子物体的选择、编辑、转变等功能进行了增强,同时还新增了不少新功能,如:Viewport texture painting tool, UVW mapping等,总共集成了超过100个不同功能的相关工具。 六、Polygon Cruncher7.22(强大的模型减面工具); 很多朋友常常因为在场景中放置了过多的高面数模型导致整个场景的显示速度变慢,文件也变得很大。这时候你就需要Polygon Cruncher来帮忙了。它可以在保留你模型原有细节及材质信息的情况下对你的模型进行优化及减面,并可以将优化后的模型保存为一些常用的3D格式如:3ds、obj等。同时Polygon Cruncher 还提供了3dsmax和Lightwave插件,可以让你在3dsmax或Lightwave中直接对模型进行减面优化。 七、Greeble for3dsmax3/4/5/6/7/8/9+中文版; Greeble是一个非常小巧的3dsmax插件,虽然它的功能很简单就是在物体表面随机生成四方体。不过对于像生成城市建筑群或是丰富太空船表面细节等工作,Greeble的简单功能却可以派上大用场。 八、Mankua Texture Layers2for Max932/64bit(高级贴图插件); Texture Layers2是一套高级贴图工具,并被广泛应用于CG制作及游戏开发。借助Texture Layer2,用户可以在单一的修改器中创建出多个贴图通道,并可将其应用于动画。该插件还拥有自己的子对象面/面片选择集功能。 九、Ephere Ornatrix v1.5Retail for Max932bit(毛发模拟插件);
Psunami插件详细教程
Psunami插件详细教程 一、参数介绍 Psunami插件的所有属性都被组织在不同的属性参数组中,它们是Presets(预设)、Render Options(渲染选项),Air Optics(大气光学)等十二个参数组。我们可以通过单击挨着该组名称附近的箭头使它向下来打开每一个参数组来访问该类型参数组的属性,或者折叠每一个参数组释放屏幕空间降低屏幕的混乱。 当在After Effects软件中为一个素材层第一次应用Psunami插件时,该插件将使用它的默认属性设置,此时摄像机设置在离大海表面10米的仰角位置,直接面向太阳而角度稍微向下向着水面。同使用所有的After Effects软件插件一样,在任何时候,你都可以在效果控制窗口中挨着插件名称的附近单击RESET按钮,通过此举可以返回到其默认设置。 单击About插件信息按钮将打开Psunami插件的版本信息对话框 二、Psunami插件效果控制窗口中的各个参数组以及大部分参数。 1、预设参数组 在Psunami插件的效果控制窗口中看到的第一组属性是Presets(预设),单击预设左边的转动箭头使它向下可以露出预设的控制面板,通过预设面板可以打开和应用Psunami插件所预先设定的参数,这些参数是一些属性的集合。当应用某个预设时,可以选择哪一个属性将受到调整影响,把自己的预设按照某些种类组织,保存,更名以及删除预设和种类,并且可以重新把所选择的属性组设置为默认值而需不重新设置它们。 注意:预设面板分成了3个部分:Load(加载),Save(保存)和Reset(重新设置)。 在加载部分中,可以使用预设下拉菜单来加载和应用预设,而且可以选择是否把所有的属性组都应用在该预设中,或者是只应用所选择的某组属性。 要选择一个预设,在Preset下拉菜单上单击,将看到一个预设类型下拉菜单 在该列表上一共有12种类型,它们每一项右边都有二级菜单黑箭头;说明它们都具有二级菜单。打开二级菜单,然后在其上面拖动到某个预设来选择它 为了对Psunami插件层应用该预设的所有属性,从Property(属性)下拉菜单上选择All (所有)选项,然后单击GO!按钮。直到单击GO按钮后,才应用所选择的预设。为了对Psunami 插件层应用某个单独的属性,从Property(属性)下拉菜单上选择想要的属性组,不选择其他的属性,然后单击GO!按钮。只须通过在每一次选择该组属性后并且单击GO!按钮,还可以选择其他的属性组来应用。 Psunami插件提供了许多可以直接使用的预设,可以把这些预设作为自己实验的起点,当第一次安装Psunami插件时,它在After Effects软件的plug-ins文件夹中建立一个称为Atomic Presets的文件夹。该文件夹内是Psunami文件夹,在Psunami文件夹中可以发现有若干的预设类型子文件夹,这些文件夹中包含了软件提供的预设,存储的预设和类型也将同样被保存在这里。请切莫移动或者重新命名这些文件夹,否则将可能不能够加载预设。
手工插件
1.目的 使新员工尽快掌握手工插件工作。 2.适用范围 适用于MIMA手工插件线的新员工。 3.参考文件 无 4.工具和仪器 无 5.术语和定义 WI: (Work Instruction)即工作指导书,也就是由公司相关部门根据生产过程中总结的实际经验,并运用规范化的语言制定的一种公司内部的作业标准。 电容器:一种贮存电能的元件。 6.部门职责 6.1人事部负责对新员工培训。 6.2生产部协助培训和结果考核确认 7.流程图: 无 8.教材内容: 8.1WI的使用 8.1.1 实施WI的目的 作业指导书将使我们明白在生产过程中应该按照什么样的方法或步骤执行我们的 工作任务,提高我们的工作质量,确保我们的产品质量,对我们整个生产体系起 一个支撑的作用,也就是说WI是我们工作中的指南针。 8.1.2 举例说明(举MIMA产线的WI实例) 作为一个WI首先应明确此WI的目的,适用范围,版本类型(标准或试用),WI当 中用到的术语定义,其次是应讲述其详细的操作流程,这一流程将指导我们如何进 行合理化的操作。在开始上线之前,按照WI将产品所需物料分到各个工位,各工
位将根据WI 核对物料本体及物料标签是否一致。在保证物料无误的情况下,查看本工位的注意事项及使用工具,作业员将根据提供的生产信息进行作业。 8.1.3 WI 的分类 试用文件:一般是在新品试做时临时发行的作业指导书,它确认制程工艺参数的 可行性,是标准文件发行前的过渡文件。 标准文件:它是在试用文件通过的情况下,由文控中心受控发行的,工艺参数已 经确定,任何人员不可以随意更改。 8.2 元件的认识 8.2.1 电容器说明 电容器是一种能贮存电能的元件。一般用“C”表示,电路图形表示如下 固定电容器 电解电容器 可变电容器 半可变电容器 8.2.2 电容器的分类 从结构形式分: 固定电容器(包括无极性固定电容器和有极性电解电容器);半可变(微调) 电容器和可变电容器 从绝缘介质分: 纸介电容器;油浸纸介电容器;金属化纸介电容器;云母电容器;陶瓷电容 器;薄膜电容器;玻璃釉电容器;铝电解电容器和钽、铌电解电容等 8.2.3 电容器的外形 电解电容 瓷片电容 CBB 电容 聚酯膜电容 排 容 阻容模块 CBB 电容 聚丙烯电容
waves 插件名称中英文对照表
. waves 7插件名称中英文对照表 ?AudioTrack waves的通道条效果器,是一款均衡器/压缩器/门限器的组合 C1 comp 压缩器 C1 comp gate 压缩/门限的组合 C1 comp SC 旁链压缩器(应用于广播等场合) C1 gate 门限 DeEsser 消除齿音效果器 Doppler 多普勒声效变速效果器 Doppler 2 Doppler 4 Engima 英格吗迷幻效果器 Guitar Amp stereo 吉他音箱模拟效果器 IDR 数码分辨率增加效果器,waves自己开发的噪声整型/抖动算法,转换采样深度时用来减小数字背景随机噪声 L1-ultramaximizer L1/L2/L3都是限制器,区别一个比一个猛,L1可以放在分轨作限制,L2、L3是母带用的。 L1-ultramaximizer+ L2 母带限制器 MaxxBass 低音增强器 MaxxVolume stereo 动态处理器 MetaFlanger 镶变效果器 MondoMod 空间回旋效果器 PAZ Analyzer 频谱图形效果器(相位显示/频谱仪的组合) PAZ Frequency 示波器 PAZ Meter 电平表 PAZ Position 相位显示器 Q1 -paragraphic EQ Q系列都是均衡器,从扫频用的Q1到10段的Q10,满足各种需要 Q10-paragraphic EQ 十段均衡效果器
Q2 -paragraphic EQ Q3 -paragraphic EQ Stomp 2 stereo Stomp 4 stereo Stomp 6 stereo Vcomp stereo VEQ3 stereo VEQ4 stereo Z-Noise stereo 更多插件 ---------------------------------------------- C4 waves的著名多段动态处理器 IR-L Efficient 空间效果 IR-L Full IR1 Efficient 采样混响效果器 IR1 Full L3 MultiMaximizer 多段母带限制器 L3 UltraMaximizer LinEq Broadband 六段均衡器 LinEq Lowband LinMB Q4-Paragraphic EQ Q系列都是均衡器,从扫频用的Q1到10段的Q10,满足各种需要 Q6-Paragraphic EQ Q8-Paragraphic EQ RAxx RBass 低音增强 RComp 文艺复兴插件包里的压缩效果器 RDeEsser 文艺复兴插件包里的消除齿音 REQ 2 bands 文艺复兴插件包里的均衡器 REQ 4 bands
插件元件剪脚成型加工实用标准
1、目的: 规范元件成型方式与尺寸,使之标准化作业。 2、适用范围: 适用于茂硕科技元件成型工艺文件;如果客户有其它或高于此规范的特别要求,一律按客户要求执行。 3、职责: 3.1 工艺拟制者负责按本规范操作。 3.2 工艺审核人员负责对规范进行对工艺的全面审核。 3.3工程部经理负责本规范在工艺拟制者中有效执行。 4、程序内容: 4.1操作规范: 4.1.1 收集和确认客户最新资料,文件(如:ENP的ECO,BOM线路图,元件位置图等),产品样板,空PCB板,元器件材料。 4.1.2 对客户资料,文件进行研究,并用通俗易懂的语言将其描述清楚。 4.1.3 对关键性的加工事项和图形示意图,材料加工要求需要进行仔细的研究和确认。 4.1.4 前加工易出错的工序要求特别注意,并加注到生产工艺中。 4.1.5 在成形过程中,除特殊情况下,手工持取元器件一般是持取元器件本体,禁止持取元器件引线,以防止污染元器件引线,从而引起焊接不良。 4.1.6 对于电阻、二极体、电容等非功率半导体元器件,其本体一般没有金属散热器,可以直接持取本体;对于功率半导体元器件如IC,手工持取本体时,禁止触摸其散热面,以免影响散热材料的涂敷或装配。 4.2 工艺制作软件统一用EXCEL2000。 4.3 工艺规范依据主要参照IPC-A-610C标准,元件两引脚间对应于PCB板两焊盘间(W),在PCB板间焊点免除零件脚长即元件焊接后深处的高度为L(mm),如各项目对于元件管脚伸出长度由特别要求时,以客户的要求为准。元件成型方式大致分为立式成型和卧式成型两种,元件成型管脚长度分为三种: (1).元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T) (2).元件成型管脚长度=元件管脚伸出长度(L)+PCB板厚(T)+抬高于PCB板面高度(H)
手工插件工艺规范
1 范围 本规范给出了手工插件工艺设计的基本原则、作业质量标准以及作业者的基本操作方法、要求、标准作业时间等内容。是对手工插件工序的基本作业要求和质量要求。 本规范适用于规范产品制造过程中手工插件工艺的编写和基本操作方法。 2 基本概念及说明 手工插件是指产品PCBA 板在完成SMT 贴片、机(插件机)插等前工序之后,用手工插入其余元器件(以下简称元件)的工序过程。 手工插件之后的工序是PCBA 板的焊接。因此手工插件的质量是产品制造质量的基础。 3 手工插件工艺设计基本原则 概述 手工插件工艺设计的基本原则是:方便操作、提高工作效率、避免质量事故发生。在此基础上合理地进行插入顺序、元件分配、人员配置等安排,并提出相应的要求。 设计原则 3.2.1 元件插入顺序 整个PCB 板需手工插入元件的插入顺序的设计应根据元件的外形尺寸和形状等,按由矮到高、由小到大的顺序编排,如图1所示。 图1 元件插入顺序 注:少量插入时需要特殊处理的元件(如需卡入、紧固与PCB 的散热片等)可以安排在前道工序插入并进 行相应处理。 3.2.2 工序排列时的板面分配 设计元件插入工艺时,工序排列时应根据传输带的运行方向对PCB 板面进行区段划分,根据插入工序及元件的插入数分若干区段,依区段顺序插入,如图2所示。 传输带的运行方向 图2 插入时的板面区段划分 3.2.3 插入流向 元件插入流向应根据生产线体传输带的运行方向进行设计,插入顺序应逆传输带的运行方向排列。例如,传输带是由左向右运行,元件则应由右向左,同时由上向下插入。具体插入流向见图3。
传输带的运行方向 图3 插入流向 元件分配 按工序分配插入元件时,应遵循以下原则: ——符合条规定的元件插入顺序、板面分配、插入流向; ——对于具有不易插入元件的工序,应通过减少所插入的点数维持生产节拍的均衡; ——在同一工序内应尽量多安排额定值相同并且形状也相同的元件; ——额定值不同但形状相同的元件尽可能不要排入同一工序,以防止差错; ——在同一工序内有极性元件的持有率应为30%左右,不得超过40% ,以防止差错; ——在同一工序内有极性元件的应尽可能安排同轴同向的元器件,以防止插入时极性弄错; ——因与横轴方向相比,纵轴方向元件不易插入,故在同一工序内不应集中过多的纵轴方向的元件。 注:同一工序内有极性元方向及轴向不同状况的差错率比较: a.同轴同向: b.同轴异向: c.异轴异向: 插入时极性差错率: a <b<c 4 插入作业指导书的编制 插入作业工序分配 编制作业指导书(工序卡)时,编制者应首先熟悉所插入PCB板的设计状况、所需插入元件的种类、数量、规格、在PCB板的分布以及PCB板作业时的传输方向等。然后按照序号3(手工插件工艺设计基本原则)规定的基本原则和要求进行工序分配。 人员的配置 要根据作业者对插入作业的经验和熟练程度配置作业人员,要以提高作业效率、尽可能避免质量事故发生为原则。如:在作业不熟悉或经验不足者工序之后安排作业熟练、经验丰富者等。 作业的节拍和均衡 a)要根据生产计划所确定的生产节拍安排每一工序元件的插入数量; b)插入数量的确定要以序号6(元件插入标准时间)给出的元件单件插入的标准时间(见表2)进行计算后确定; c)为保证生产的均衡,对根据标准时间进行计算后确定的插入数量,要根据作业者的经验和熟练程度进行必要的调整。 工序卡的制作 a)每一工位的工序卡必须包括如下内容:元件编号、元件位号、元件名称、额定值、是否有极性; b)每一工位的工序卡应有标明该工位插入元件的PCB板图(或局部图),板图的插入标记应醒目,明了(一般应彩色化); c)对于作业中易发生问题之处,工序卡中应标注必要的注意事项或说明。 5插入作业标准及质量要求 作业前的确认 作业者工作前要对以下内容进行确认: a)料盒配置的插入元件数与工艺卡清单上的插入元件数是否一致;
Kontakt5多通道输出免费中文教程
Kontakt5多通道输出中文教程 KONTAKT输出提供一个路由和传统的混音控制台的环境。机架上所有乐器的输出信号首先到达这个部分,再经过路由到音频接口的物理输出或宿主程序。输出面板允许你进行以下操作: ●创建、删除、重命名及设置输出通道, 可以作为单声道、立体声或乐器的多通道信号路由目标。 ●重命名和设置Aux 通道。那个作为追加的路由目标信号管道可以经过乐器并发送效果器。修改输出音量和Aux 通道。 ●增加、移除及在输出和Aux通道编辑信号的处理。 ●监听输出电平 显示和隐藏输出面板, 可以通过窗口顶部的Output按钮该面板显示在乐器机架下方
输出面板会显示一个立体声输出通道和四个Aux通道。 输出面板控制 在左侧的输出通道,你可以看到一个或更多的输出通道, 后面是4个Aux通道。输出Aux通道具有相同的控制, 从上到下: 通道名称:只要指定了这个通道,KONTAKT会自始至终使用这个名称,你可以单击这个名称来输入新名称。 通道效果槽: 这里可以为该通道信号加入四种效果器。 通道音量控制和电平指示:用于控制该通道输出增益。右侧是一个信号电平指示仪。 通道设置按钮:单击该按钮可以打开一个对话框, 你可以设置通道名称、音频通道传输端口号以及分配物理输出端口。 在通道面板顶部有一个工具栏 包括下面的功能: Presets/Batch(预置/批处理)设置:这是一个下拉列表,包括:保存选项、重置、重新设置输出、批处理功能等。Add Channels增加通道:会打开对话框来创建和配置一个新的输出通道。 Delete Channel删除通道: 删除当前选择的通道(单击该通道会显示一个黄色的边框表示该通道被选中)。
AI插件PCB设计规范
自动插件PCB设计要求 1.目的 为降低人工成本压力,提升机器质量,针对使用AI插件的PCB设计做出规范和标准化,以满足AI插件工艺的要求,特制定本规范。 2.适用范围 本标准规定了采用自动插件机进行电子组装的电子产品在进行印制电路板设计时应遵循的技术规范。 本标准适用于采用自动插件机印制板的设计。 3、设计要求 、插件印制板的外形及要求 印制板外形应为长方形或正方形,;最大尺寸为:450mmX450mm,最小尺寸为:50mmX50mm。 印制板的翘曲度:最大上翘,最大下翘,如图1所示。 当印制板需要被部分地裁去边或角时,应采用工艺冲缝的方法,使要裁去的部分能够保留到自动插件工序完成后再去除,(可采用做邮票孔或微割方式,注意考虑去除裁去部分的方便性)如图2所示。 边沿若要开口,其开口宽度不要超过3mm,深度不要超过30mm。开口与附近角的距离要大于35mm;同一边上不要超过5个开口;尽量避免在长边上开口;如图3所示。 印制板的插机定位孔 采用AI插件的印制板应在最长的一条边上设置主副两个电插定位孔。如图4所示(元件面)。 其中左下角为主定位孔,孔径为?;右下角为副定位孔,其孔径尺寸应为?的鹅蛋形定位 两定位孔的中心轴连线平行于最长边,离最长边的距离为±,主定位孔与左边的距离为±,副定位孔孔边与右边的距离应不小于,定位孔周围从孔边向外至少 2mm范围内应覆铜箔以增加板的机械强度。 主副两定位孔的中心距L的优选系列为:290mm、235mm、350mm,误差为±。 AI插件PCB定位孔在元件面标记符号图中用方框标示。 在非AI ,如该部分确需布件,就需 对于立插元件,其非AI插件区为图6所示画有斜线的区域,如该部分有元件,需采用手插。 为防止工装、夹具等损伤印制板边沿的印制线,应避免在印制板边沿 3mm范围内布宽度 1mm以下的电路走线。
手工插件工艺规范
1 手工插件工艺规范 1 范围 本规范给出了手工插件工艺设计的基本原则、作业质量标准以及作业者的基本操作方法、要求、标准作业时间等内容。是对手工插件工序的基本作业要求和质量要求。 本规范适用于规范产品制造过程中手工插件工艺的编写和基本操作方法。 2 基本概念及说明 手工插件是指产品PCBA 板在完成SMT 贴片、机(插件机)插等前工序之后,用手工插入其余元器件(以下简称元件)的工序过程。 手工插件之后的工序是PCBA 板的焊接。因此手工插件的质量是产品制造质量的基础。 3 手工插件工艺设计基本原则 3.1 概述 手工插件工艺设计的基本原则是:方便操作、提高工作效率、避免质量事故发生。在此基础上合理地进行插入顺序、元件分配、人员配置等安排,并提出相应的要求。 3.2 设计原则 3.2.1 元件插入顺序 整个PCB 板需手工插入元件的插入顺序的设计应根据元件的外形尺寸和形状等,按由矮到高、由小到大的顺序编排,如图1所示。
图1 元件插入顺序 注:少量插入时需要特殊处理的元件(如需卡入、紧固与PCB 的散热片等)可以安排在前道工序插入并进 行相应处理。 3.2.2 工序排列时的板面分配 设计元件插入工艺时,工序排列时应根据传输带的运行方向对PCB 板面进行区段划分,根据插入工序及元件的插入数分若干区段,依区段顺序插入,如图2所示。 传输带的运行方向
图2 插入时的板面区段划分 3.2.3 插入流向 元件插入流向应根据生产线体传输带的运行方向进行设计,插入顺序应逆传输带的运行方向排列。例如,传输带是由左向右运行,元件则应由右向左,同时由上向下插入。具体插入流向见图3。 传输带的运行方向 图 3 插入流向 3.3 元件分配 按工序分配插入元件时,应遵循以下原则: ——符合3.2 条规定的元件插入顺序、板面分配、插入流向; ——对于具有不易插入元件的工序,应通过减少所插入的点数维持生产节拍的均衡; ——在同一工序内应尽量多安排额定值相同并且形状也相同的元件; ——额定值不同但形状相同的元件尽可能不要排入同一工序,以防止差错; ——在同一工序内有极性元件的持有率应为30%
PCB设计要求(手工插件)
基本原则 在进行印制板设计时,应考虑本规范所述的四个基本原则。 1.1电气连接的准确性 印制板设计时,应使用电原理图所规定的元器件,印制导线的连接关系应与电原理图导线连接关系相一致,印制板和电原理图上元件序号应一一对应。 注:如因结构、电气性能或其它物理性能要求不宜在印制板上布设的导线,应在相应文件(如电原理图上)上做相应修改。 1.2可靠性和安全性 印制板电路设计应符合电磁兼容和电器安规的要求。 1.3工艺性 印制板电路设计时,应考虑印制板制造工艺和电控装配工艺的要求,尽可能有利于制造、装配和维修,降低焊接不良率。 1.4经济性 印制板电路设计在满足使用的安全性和可靠性要求的前提下,应充分考虑其设计方法、选择的基材、制造工艺等,力求经济实用,成本最低。 1技术要求 1.1印制板的选用 1.1.1印制电路板的层的选择 一般情况下,应该选择单面板。在结构受到限制或其他特殊情况下,可以选择用多层板设计。1.1.2 印制电路板的材料和品牌的选择 1.1. 2.1双面板应采用玻璃纤维板FR-4、CEM-3,CEM-22F,单面板应采用半玻纤板CEM-1 1.1. 2.2印制板材料的厚度选用1.6mm,双面铜层厚度一般为0.5盎司,大电流则可选择两面都为1盎司,单面铜层厚度一般为1盎司。特殊情况下,如果品质可以得到确保,可以选择其他厚度的印制板。 1.1. 2.3印制板材料的性能应符合企业标准的要求。 1.1.3印制电路板的工艺要求 双面板原则上应该是喷锡板(除含有金手指的遥控器板和显示板外),单面板原则上若有机插或贴片工艺原则上也必须是喷锡板(或辘锡),以防止焊盘上的抗氧化膜被破坏且储存时间较长后引起焊接质量受到影响,在相关的技术文件的支持下,可采用抗氧化膜工艺的单面板。 1.2自动插件和贴片方案的选择 双面板尽可能采用贴片设计,单面板尽可能采用自动插件方案设计,应避免同一块板既采用贴片方案又同时采用自动插件方案设计,以免浪费设备资源。 1.3布局 1.3.1印制电路板的结构尺寸 1.3.1.1贴片板的尺寸尽量控制在长度100-300mm之间,插件板的尺寸必尽量控制在长度50-330mm之间宽度在50-250mm之间,过大不易控制板的变形,过小要采用拼板设计以提高生产效率。
Waves SSLChannel 通道条插件手册
Waves SSL 4000 Collection SSL 4000 E-Channel 1. Introduction The unique sound of Solid State Logic’s 4000 Series analogue mixing consoles is sought after worldwide. Engineers of pop and rock music, broadcast transmissions and television post-production value the SSL 4000’s flexible dynamics chain as much as the trademark SSL “punchy” sound. Waves and SSL engineers have worked together for over a year to recreate the sound characteristics of the classic SSL 4000 Series E and Series G
consoles. Now, those who “mix in the box” can achieve the sound they thought they’d lost when they moved to the digital world. The SL4000 console was the first mixing desk to incorporate dynamics processing into every channel, as well as a master bus compressor in the console’s center section. The ability to 'patch' into the SL4000's master bus compressor and to control its sidechain from an internal sub-mix allowed sound engineers to discover unique, history-making applications of this console technology. Whether used to record instruments such as piano and drums or for final mixing, these innovative console sections - master bus compressor, EQ and dynamics - opened up a new world of opportunities. For years, workstation users have sought this unusual flexibility and signature sound. But conventional dynamics and EQ plug-ins couldn’t produce the unique SSL color. The Waves SSL 4000 Collection is the result of a partnership between Waves Audio and Solid State Logic. These processors faithfully recreate the same EQ and dynamics characteristics which made legendary the SL4000 consoles. Plus, the interface accurately reflects the classic SSL console. Couple all of this with state-of-the art Waves software and you suddenly find yourself working with the same tools that have provided countless hit mixes for the world's best audio engineers. The Waves SSL 4000 Collection consists of three separate sections: ?The SSL E-Channel ?The SSL 4000 G-Master Bus Compressor ?The SSL G-Equalizer 2. Description of the SSL 4000 E-Channel plug-in SSL E-Channel The Waves SSL E-Channel is modeled after the SL4000 E Series console, combining the dynamics section of the SL4000 channel strip with the “Black Knob” 242 EQ. The only obvious change from the hardware original is that the EQ and Dynamics sections are side-by-side rather than inline, to better conform to computer screens. Dynamics Section The dynamics section consists of a soft-knee compressor/limiter and an expander/gate. Dynamics can be switched to pre-equalizer (default) or post-equalizer (CH OUT.)
插件作业指导书编写规则
作业指导书编写规范 批准:审核:制订:
1.目的 为了提高工艺文件质量,规范工艺文件的格式和提高工艺文件的可读性、易读性以及最大的发挥工艺文件对生产作业的指导性作用,便于新的工艺工程师能够快速的掌握工艺的编制技巧,特制定本规范。 2.范围 本规范适用于成型,插件,补焊工艺的编写工作。整机工艺工程师和产品工程师在编写生产工艺和临时工艺时必须执行本指南的具体要求。 3.职责 3.1工程部 3.1.1负责对作业工艺流程的编排,负责规范作业顺序。 3.1.2负责对作业动作连贯性,简单性和作业方法的规范。 3.1.3负责规范物料摆放,负责制定标准工时。制定工艺标准。 3.1.4负责作业指导书的制作,审核和发行。 3.1.5负责对产品生产工艺,作业动作的改良。负责引进新的工艺办法,并创新。 3.1.6负责现场跟进,改良生产流程和作业方法。 3.2生产部 3.2.1必须根据作业指导书文件上的工艺编排排线,根据作业步骤的规定作业。 3.2.2负责按照作业指导书上的标准工时和工艺标准加工产品,并按照要求摆放物料。 3.2.3根据作业指导书上的要求配合工程部做工艺改善。 3.3.4根据插件作业指导书上规定的单个工序作业动作流程进行,不得有多余和重复的动 作,以动作简单连贯为标准进行作业。 3.3品质部 3.3.1负责按照作业指导书的上的工艺要求,作业动作,物料摆放对生产作业现场进行监 督,并督导改善没有按照要求作业的工序;做好记录。 3.4PMC部 3.4.1负责按照工程部制定的标准工时安排生产。 4.程序内容 生产工艺是指导生产线员工进行生产作业的技术文件。在编写生产工艺时首先要掌握以下几
AI插件PCB设计规范
1.目的 为降低人工成本压力,提升机器质量,针对使用AI插件的PCB设计做出规范和标准化,以满足AI插件工艺的要求,特制定本规范。 2.适用范围 本标准规定了采用自动插件机进行电子组装的电子产品在进行印制电路板设计时应遵循的技术规范。 本标准适用于采用自动插件机印制板的设计。 3、设计要求 3.1、A.I插件印制板的外形及要求 3.1.1.印制板外形应为长方形或正方形,;最大尺寸为:450mmX450mm,最小尺寸为: 50mmX50mm。 3.1.2印制板的翘曲度:最大上翘0.5mm,最大下翘1.2mm,如图1所示。 3.1.3当印制板需要被部分地裁去边或角时,应采用工艺冲缝的方法,使要裁去的部分能够保 留到自动插件工序完成后再去除,(可采用做邮票孔或微割方式,注意考虑去除裁去部分的方便性)如图2所示。 3.1.4 边沿若要开口,其开口宽度不要超过3mm,深度不要超过30mm。开口与附近角的距离 要大于35mm;同一边上不要超过5个开口;尽量避免在长边上开口;如图3所示。
3.2 印制板的插机定位孔 3.2.1.采用AI 插件的印制板应在最长的一条边上设置主副两个电插定位孔。如图4所示(元 件面)。其中左下角为主定位孔,孔径为?4.0mm ;右下角为副定位孔,其孔径尺寸应为?4.0mm 的鹅蛋形定位 3.2.2两定位孔的中心轴连线平行于最长边,离最长边的距离为5.0±0.1mm ,主定位孔与左边 的距离为5.0±0.1mm ,副定位孔孔边与右边的距离应不小于3.0mm ,定位孔周围从孔边向外至少 2mm 范围内应覆铜箔以增加板的机械强度。 3.2.3主副两定位孔的中心距L 的优选系列为:290mm 、235mm 、350mm ,误差为±0.1。 3.2.4 AI 插件PCB 定位孔在元件面标记符号图中用方框标示。 3.3 印制板的非AI 插件区 3.3.1在非AI 插件区内布置的元件(其插孔在此区内)不适用于AI 插件,如该部分确需布件, 就需采用手工插件。 主定位孔 副定位孔
KX插件连线方法【图文教程】
KX插件连线方法【图文教程】 老广唱情歌.2010.08.27 网上的叫KX连线方法很各种各样的。今天我就写一个大家通俗易懂的图文教程的 让大家可以做一个自己独自风格的KX连线。不是那些传来传去只合适人家声卡和麦克风KX 连线的。人家的KX连线不等于你合适用的。数字老师说过较好的调音效果常常是偶然遇到的。找一个理想的调音效果,需经多次猜测多次调试,才能找到合适自己风格的调试连线效果的所以要找到自己最好的连线效果需要许多调试的时间。希望大家平时多调。多做。多听。多连。进步来于不断的学习。尝试不同风格的连线方法的。 关于KX连线各人各有个人风格。下面我就为大家讲解一下KX基本的连线。 怎么样运用KX里面的插件达到你把声卡的潜力发挥出来。上篇我讲解过怎 么样安装KX方法了。下面讲解连线。你如果安装好KX驱动了。在任务栏 下面会显露有一个KX那个图标的了。 这时候你指着KX图标左键双击。弹出来一个图标的 再点击这个数字处理器
就会继续弹出来一个连线图的了 或许用右键指着KX图标弹出来的窗口。 点选择数字信号处理。
这时候就会出来一个连线图 初次看到这些线路是不知道何处下手的。不过这些连线对于我们唱歌。录音没有神马用处的。我们就是搞一个自己风格的KX连线 我们在那些空白地方右键点击清空数字信号处理器 是不是空白一片了?这时候我们开始加KX里面各种插件了。右键添加效果插件。KX主要的基本插件构成都在PORFX这个里面的。首先我们添加一个KX控制台MMX6.MX6就是控制你KX各种通道的音源进去。和输出功能的
再一个加系统音源、连到输出第一第二个小格那里。连线的时候用鼠标按住左键拉出来一条线连在你需要要连线的对应小方格上。以后就是这样来连线到你需要的那个连线位置上的、 再加一个你声卡输出的面板。PORFX这个里面的找到这个k1lt
手工工具作业安全规程(2020年)
( 操作规程 ) 单位:_________________________ 姓名:_________________________ 日期:_________________________ 精品文档 / Word文档 / 文字可改 手工工具作业安全规程(2020 年) Safety operating procedures refer to documents describing all aspects of work steps and operating procedures that comply with production safety laws and regulations.
手工工具作业安全规程(2020年) 一、汽车维护中广泛使用直接由手工操作或握持的手动、电动、气动和液动的手工工具以及轻便工具。 二、手工工具可分为金属切削工具、木工工具、调试装配工具、研磨工具、搬运工具、锤打工具、起重工具,轻便工具中有以电、气、液做动力源的各种磨削、钻削、锯割、打磨、抛光、紧固、锤打等工具。 三、手工工具因结构简单、操作方便得到广泛使用。若使用合理一般不会发生伤害事故,但是因结构简单、操作方便,容易使人对其放松防范,往往发生许多不该发生的以外和伤害事故。归纳事故的原因往往是因工具选择不当或工具检查和维修不当或工具保管不当或不按规范使用或缺少适当的安全防护造成的。如果使用不合适的扳手紧或松螺母,用无柄锉刀锉削,用小楔角的錾子錾削,用
螺丝刀当撬杠,使用松动的有裂纹的榔头,锤击成蘑菇状的錾子,用刃口已钝的锔进行锔割,用老化破皮绝缘不良的电动工具;将螺丝刀、冲子、凿子、钳子等快口工具放在衣服的口袋里或者高处易落的地方或转运着设备、汽车上,拧螺母时扳手不是拉而是推,扳手需加力时不是加接杆而是敲打;錾削时不用防护网或不选择安全的方向,打磨、抛光时没有防护罩或出屑方向不对等。为了减少手动工具使用的以外伤害事故,必须制定手动工具安全操作规程。 四、手动工具的安全操作规程应考虑以下几点: (一)用前应检查使其处于良好状态并保持清洁。 (二)选用合格的工具,不可在工具上随意加接力臂等方法增加不合适的力矩;严禁使用代用工具;严禁不合理的敲打、锤击工具。 (三)工具手柄应干燥,严禁沾有油等润滑剂。 (四)凡是出屑的方向如有可能要装安全防护网或该方向不得站人,严禁用高速钢做錾子,不得用大锤打击小錾子,对出屑、出灰严禁用嘴吹、用手抹;不可将扳手当锤击工具用;应随时消除套
AE 内置插件一览表
AE插件一览表(供新手看) DigiEeeects Aurorix 2: 3dlighting 2(3D灯光,带色浮雕,酷) agedfilm 2(老电影2,酷) bulgix 2(程序自带) chaoticonoise 2(RGB杂色) chaoticrainbow 2(与上一个同) colorspotlights 2(RGB色散灯光,酷) earthquake 2(地震,酷) electrofield 2(二维彩虹扩散) flitter 2(与程序自带Scatter同) fractalnoise 2(RGB杂色) infinitywarp 2(快速万花筒,酷) infinityzone 2(分形图像,酷) interferix 2(万花筒) interpheron 2(万花筒) lightzoom 2(光线缩放,酷) noiseblender 2(RGB杂色) soapfilm 2(RGB杂色) spotlights 2(聚灯光,酷) strangenedbulae 2(飞动星云,差,渲染慢) tilos 2(差于程序自带) turbuletflow 2(波动,差于程序自带) videolook 2(模拟电视机像素块,好) warpoid 2(波动) whirlix 2(差于程序自带) woodm aker 2(RGB杂色) DigiEffects berserk: blizzard(雪景,酷) bumpmasker(不可用常死机) contourist(调整色块化,好) crystallizer(晶格化) cyclowarp(水波纹,差于程序自带) edgex(带色阀值工具,好) DigiEffects cinelook filmres: DE cinelook(调整胶片工具,巨酷) DE filmdamage(老电影3,巨酷) zbigforilluminaire(keying)(其实就是digieffects cinelook中的zbigforilluminaire(keying)(抠像工具,不好用?) soft(PS 滤镜,用于cinelook filmres) DigiEeeects工具特点在于修改图像像素,改正CG为电影胶片工具尤佳。
插件元件剪脚成型加工标准分解
制定日期 页码第1/10页 1、目的: 规范元件成型方式与尺寸,使之标准化作业。 2、适用范围: 适用于茂硕科技元件成型工艺文件;如果客户有其它或高于此规范的特别要求,一律按客户要求执行。 3、职责: 3.1 工艺拟制者负责按本规范操作。 3.2 工艺审核人员负责对规范进行对工艺的全面审核。 3.3工程部经理负责本规范在工艺拟制者中有效执行。 4、程序内容: 4.1操作规范: 4.1.1 收集和确认客户最新资料,文件(如:ENP的ECO,BOM线路图,元件位置图等),产品样板,空PCB板,元器件材料。 4.1.2 对客户资料,文件进行研究,并用通俗易懂的语言将其描述清楚。 4.1.3 对关键性的加工事项和图形示意图,材料加工要求需要进行仔细的研究和确认。 4.1.4 前加工易出错的工序要求特别注意,并加注到生产工艺中。 4.1.5 在成形过程中,除特殊情况下,手工持取元器件一般是持取元器件本体,禁止持取 元器件引线,以防止污染元器件引线,从而引起焊接不良。 4.1.6 对于电阻、二极体、电容等非功率半导体元器件,其本体一般没有金属散热器,可 以直接持取本体;对于功率半导体元器件如IC,手工持取本体时,禁止触摸其散热面,以免 影响散热材料的涂敷或装配。 4.2 工艺制作软件统一用EXCEL2000。 4.3 工艺规范依据主要参照IPC-A-610C标准,元件两引脚间对应于PCB板两焊盘间(W),在PCB板间焊点免除零件脚长即元件焊接后深处的高度为L(mm),如各项目对于元件管脚伸 出长度由特别要求时,以客户的要求为准。元件成型方式大致分为立式成型和卧式成型两种, 元件成型管脚长度分为三种: 修订 修订内容修订日期制定审核核准 次 1