数控铣削编程与操作设计(有全套图纸)
数控专业
毕业设计任务书一、设计题目
数控铣削编程与操作设计
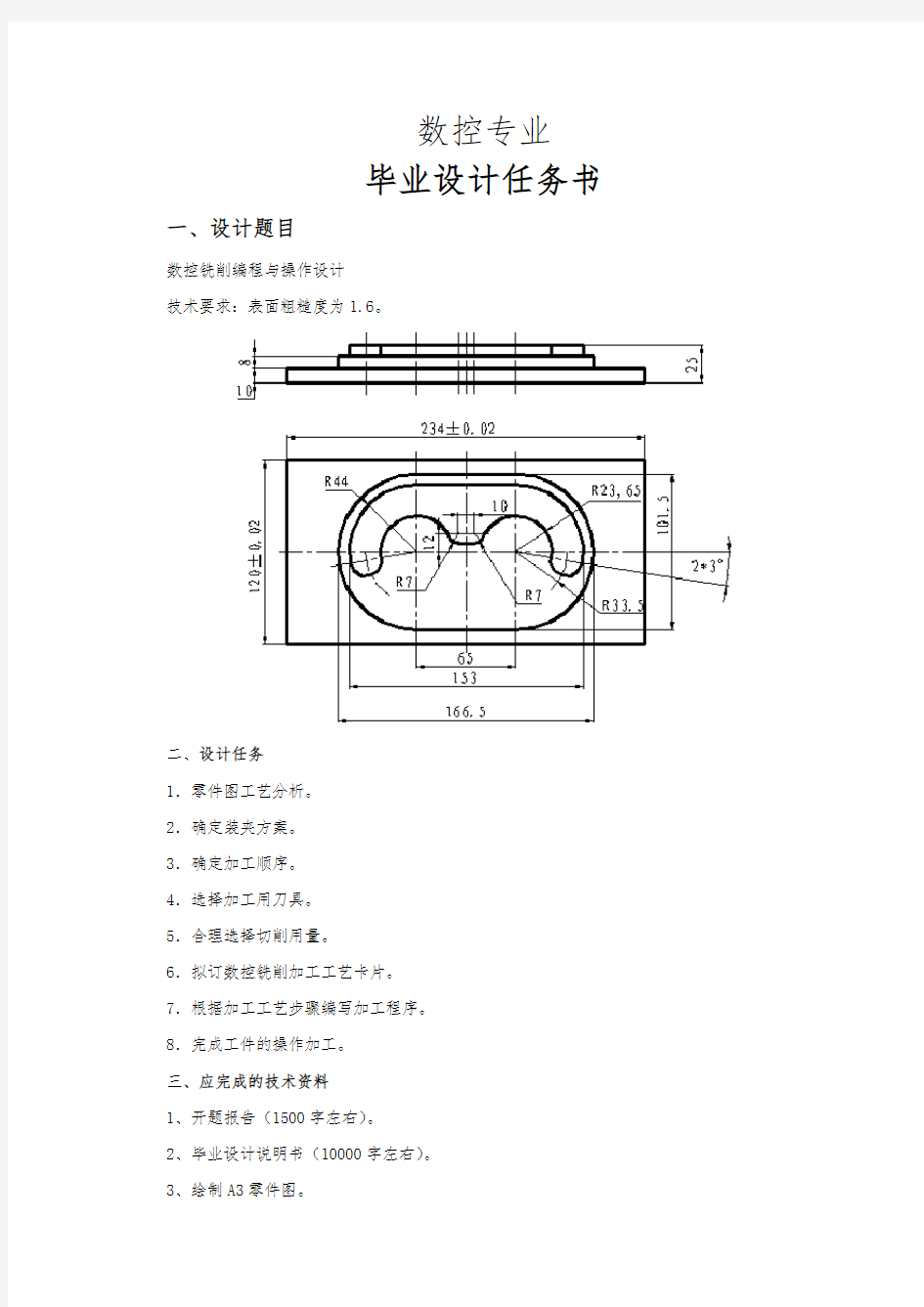
技术要求:表面粗糙度为1.6。
二、设计任务
1.零件图工艺分析。
2.确定装夹方案。
3.确定加工顺序。
4.选择加工用刀具。
5.合理选择切削用量。
6.拟订数控铣削加工工艺卡片。
7.根据加工工艺步骤编写加工程序。
8.完成工件的操作加工。
三、应完成的技术资料
1、开题报告(1500字左右)。
2、毕业设计说明书(10000字左右)。
3、绘制A3零件图。
开题报告
一.毕业设计题目来源
按系里所发的毕业设计用图
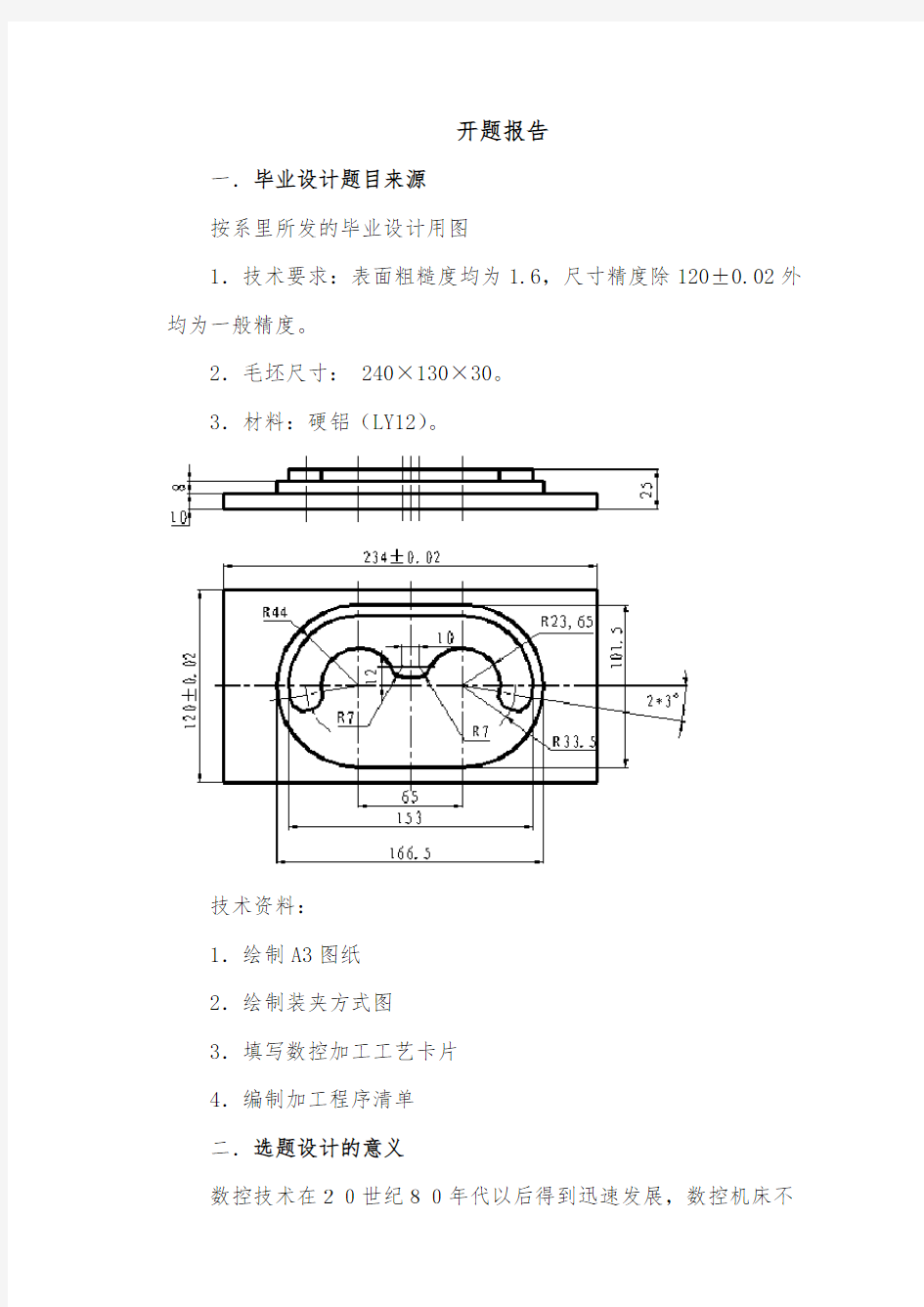
1.技术要求:表面粗糙度均为1.6,尺寸精度除120±0.02外均为一般精度。
2.毛坯尺寸: 240×130×30。
3.材料:硬铝(LY12)。
技术资料:
1.绘制A3图纸
2.绘制装夹方式图
3.填写数控加工工艺卡片
4.编制加工程序清单
二.选题设计的意义
数控技术在20世纪80年代以后得到迅速发展,数控机床不
仅在宇航,造船,军工等领域广泛应用,而且也进入了汽车,机床,模具等机械制造行业。目前,在机械行业中,单件、小批量的生产所占的比例越来越大。机械产品的精度和质量也不断地提高。所以,普通机床越来越难以满足加工精度零件的需求。数控机床在机械行业中十分普遍。作为数控技术专业的学生,数控编程加工工艺设计是必须要经历的一个重要实践环节,通过本环节的锻炼,力争把以前所学的知识融会贯通,从而达到温故而知新的目的,提高解决实际问题的能力。
三.基本容
(8)完成工件的操作加工
工件的操作加工主要容是:
1、工件的安装。安装工件时先把工作台面打扫干净,然后校正平口钳固定钳口与工作台某一移动方向的平行度与垂直度。工件装夹后,还需校验工件上表面与工作台的平行度。组合压板、精密治具板(筒)等方法装夹的工件均需找正工件侧面与某一移动轴的平行度后再夹紧。
2、设置工件坐标系。工件坐标系原点亦称编程零点。对于在数控机床上加工的具体工件来说,必须通过一定的方法把工件坐标系原点(实际上是工件坐标系原点所在的机床坐标值)体现出来,这个过程称为对刀。体现的方法有试切法对刀和工具对刀两种。本设计采用试切法对刀。
总结
根据前文的论述,可知完成了数控铣削零件的编程与加工设计,整个设计工艺方案选择合理,程序正确,设计加工过程严格按照操作规程,符合数控铣削加工的基本要求。但是由于本人学识有限和时间仓促等原因,在许多方面存在改进的空间。
通过本课程的设计,我对数控加工的整个过程有了比较全面的理解。经过设计中选择刀具,我对数控机床工具特点数控机床刀具材料和使用围有了较深的了解,基本掌握了数控刀具的选择方法;经过设计加工工艺方案,进一步了解了工件定位的基本原理、定位方式与定位元件及数控机床用夹具的种类与特点,对教材中有关定位基准的选择原则与数控加工夹具的选择方法有了更深的了解;经过编制零件的加工程序,基本熟悉数控编程的主要容及步骤、编程的种类、程序的结构与格式,对数控编程前对零件图纸的分析有了进一步认识。另外,在进行自动编程时,对MasterCAM的零件造型、加工轨迹的生成、后置处理及加工程序向机床传输加工等技术方法有了新的认识。
在设计中,体会到理论必须与实践相结合。虽然收集了大量的资料,但是在考虑实际情况时却发现有很多差异,出现了许多意想不到的问题。许多问题都是书本上是这样,而在实际运用中却很不一样。总之,通过毕业设计,让我们在学习和实践中增长了知识、丰富了一点经验。
致
本毕业设计是在**老师的精心指导下完成的,在老师严谨的工
作和悉心指导下,让我们了解了很多工艺技巧。指导过程中,为我们找出错误和不足,帮助我们改正,给出了许多很好的指导意见,而我们就是在老师的帮助下不断增加自己的实践知识。在此谨向她表示忠心的感!同时,在毕业设计过程中,还得到了同组同学的支持与帮助,在此一并表示感!
参考文献
1 《金属切削手册》市金属切削技术协会科学技术
2 《数控机床与编程》书华机械工业, 2006
3 《数控机床加工工艺》华茂发机械工业,2006
4 《数控编程与加工技术》志勇机械工业,2002
5 《CAD/CAM与数控自动编程技术》凯化学工业, 2004
6 《MasterCAM数控加工实战训练》霖人民邮电, 2005
7 《金属切削原理与刀具》陆剑中机械工业,2004
8 《机械制造基础》罗丽萍清华大学, 2004
附录