CO2气体保护焊焊机
第二节C02气体保护焊焊机
一、C02气体保护焊机分类及组成
1.CO2气体保护焊机分类
半自动和全自动CO2气体保护焊。
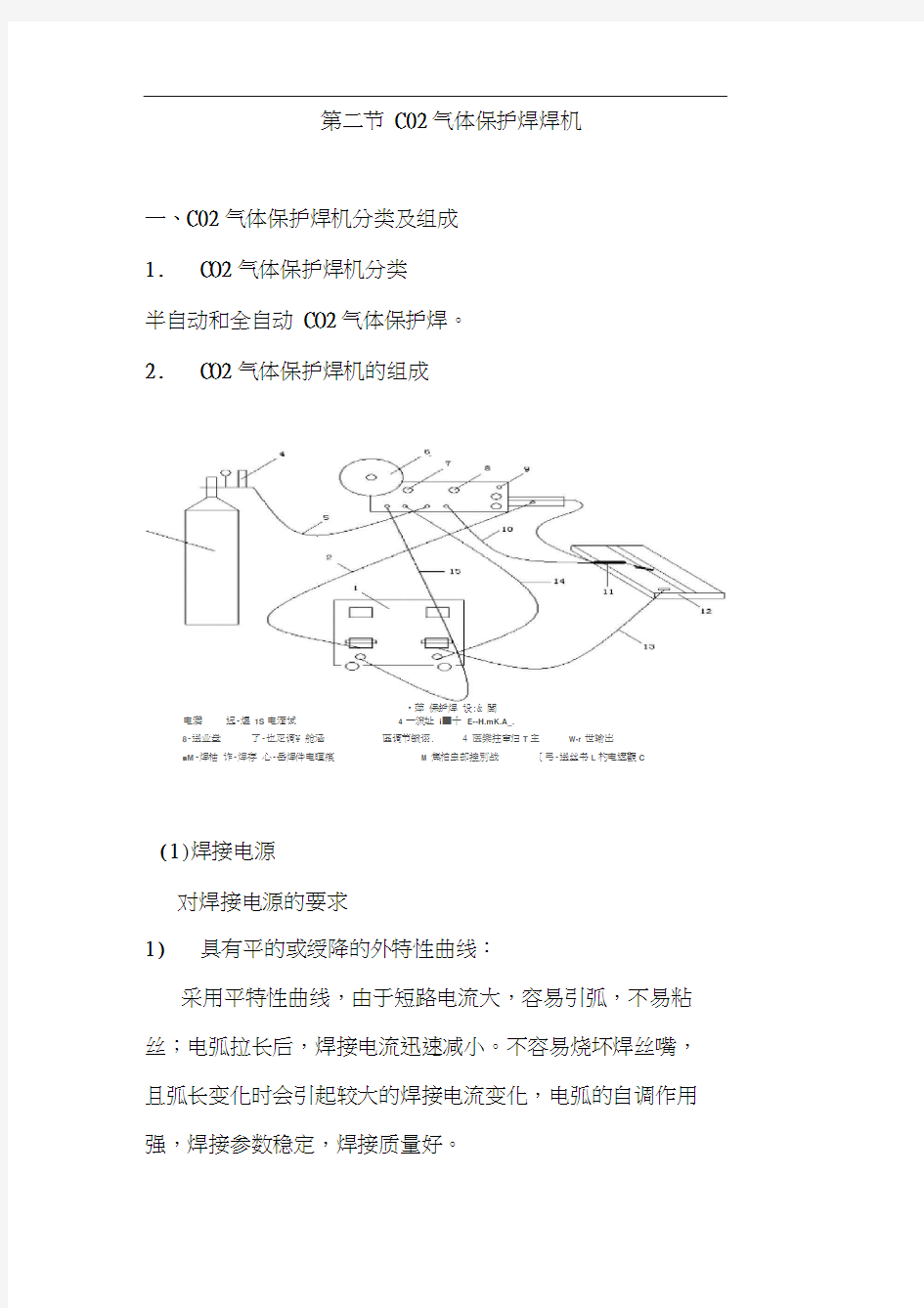
2.CO2气体保护焊机的组成
?萍保护焊设:& 閨
电瀟迟-煜1S 电湎试 4 一流址i■十E--H.mK.A_.
8-送业盘了-也疋调¥ 舱涵區调节毓诩. 4 医樂拄审归T主W-r 世输出
■M-焊柚诈-焊存心-岳焊件电晅痕M 焦柏虫却挂別战[弓-送丝书L杓电遮觀C
(1)焊接电源
对焊接电源的要求
1)具有平的或绶降的外特性曲线:
采用平特性曲线,由于短路电流大,容易引弧,不易粘丝;电弧拉长后,焊接电流迅速减小。不容易烧坏焊丝嘴,且弧长变化时会引起较大的焊接电流变化,电弧的自调作用强,焊接参数稳定,焊接质量好。
2)具有合适的空载电压:C02气体保护焊为38-70V
3)良好的动特性:
焊机适应焊接电弧变化的特性称为焊接电源的动特性。
动特性良好时,容易引弧,焊接过程稳定、飞溅小。
4)合适的调节范围
(2 )控制系统
包括引弧、熄弧、送丝控制、焊接程序控制、焊接参数调节、气体加热和送气控制、焊接坡口的自动跟踪。
(3 )送丝系统
1)送丝机构的要求:速度均匀稳定、调节方便、结构牢固轻巧。2)送丝的方式:推丝式、拉丝式、推拉式三种。
送丝轮:平轮V形槽送丝机构、行星双曲线送丝机构。
(4)焊枪
焊枪的结构:
1)喷嘴用纯铜或陶瓷制成。
焊接前期最好在喷嘴的内外表面上涂一层硅油,便于清除粘附在喷嘴上的飞溅并延长使用寿命。
2)导电嘴。
用纯铜、铭青铜或磷青铜制成。
通常导电嘴的孔径比焊丝直径大0.2mm。
3)分流器
用绝缘陶瓷制作,上有均匀的小孔,从枪体内喷出的保护气体经均流器后,从喷嘴中呈层流状均匀嘴出。
4)导管电缆。
(5 )供气系统
是向焊接区提供流量稳定的保护气体,由气瓶、减压阀、预热骂、流量计、干燥器和管路组成。
二、C02气体保护焊焊机型号及主要技术参数
1.CO2气体保护焊焊机型号
2.C02气体保护焊焊机主要技术参数
三、CO2气体保护焊焊操作技术
1.引弧
主要是碰撞引弧,引弧时不必抬起焊枪。操作步骤如下:
1)按焊枪上的控制开关,点动伸出焊丝,焊丝伸出长度小于喷嘴与焊件间应保持的距离,超长部分剪去,若焊丝端部出现球状时,须剪去,否则引弧困难。
2)将焊枪按要求(保持合适的倾角或喷嘴高度)放在引
弧处。
3)按焊枪上的控制开关,焊机自动提前送气,延时接通电源,保持高电压,慢送丝,当焊丝碰撞焊件短路后,自动引燃电弧。
1. CO2气体保护焊焊枪的摆动方式
平对接焊,应根据坡口间隙的大小采用不同的摆动方式
立焊对接,也应根据坡口间隙的大小采用不同的摆动方式。
2.C02气体保护焊焊缝的接头按下列步骤操作:
1)将待焊接头处用磨光机打磨成斜面。
2)在焊缝接头斜面顶部引弧,引燃电弧后,将电弧移至
斜面底部,转一圈返回引弧处后继续向左焊接。
3.CO2气体保护焊焊缝的收弧
操作措施:
在收弧处焊枪停止前进,并在熔池未凝固时,反复断弧、引弧几次,直到弧坑填满为止。操作均需特别注意,收弧
时焊枪除停止前进外,不能抬高喷嘴,即使弧坑已填满,电弧已熄灭,也要让焊枪在弧坑处停留几秒后才能移开,因为灭弧后,控制线路仍延迟送气时间,以保证熔池凝固时能得到可靠的保护,若收弧时抬高焊枪,则容易因保护不良引起缺陷。
4.CO2气体保护焊的定位焊
焊前为装配和固定焊件上的接缝位置的焊接操作称为定
位焊。须注意以下几点:
1)按照焊接工艺规定的要求焊接定位焊缝。
2)保证熔合良好,余高不能太高。
3)不能焊在焊缝交叉处或焊缝方向发生急剧变化的地
方,
4)定位焊缝的长度、余高和间距
定位焊缝的参考
5)防止焊接过程中焊件裂开,尽量避免强制装配,必要时增加定位焊缝的长度,并减小定位焊缝的间距。
6)定位焊后必须尽快焊接,避免中途停顿或存放时间过长,定位焊接电流比焊接电流大10 % -15 %。5.CO2气体保护焊左焊法与右焊法
可以按照焊枪的移动方向分为右焊法和左焊法。
1) 右焊法:熔池的可见度及气体保护效果较好,但因焊丝直指熔池,电弧将熔池的液态金属向后吹,容易造成余高和焊波过大,影响焊缝成形,并且焊接时喷嘴挡住待焊的焊缝,不便观察焊缝的间隙,容易焊偏。
2) 左焊法:喷嘴不会挡住视线,能够清楚的看见焊缝,
不容焊偏,熔池受到的电弧吹力小,能得较大熔宽。