常用材料折弯系数表(详)
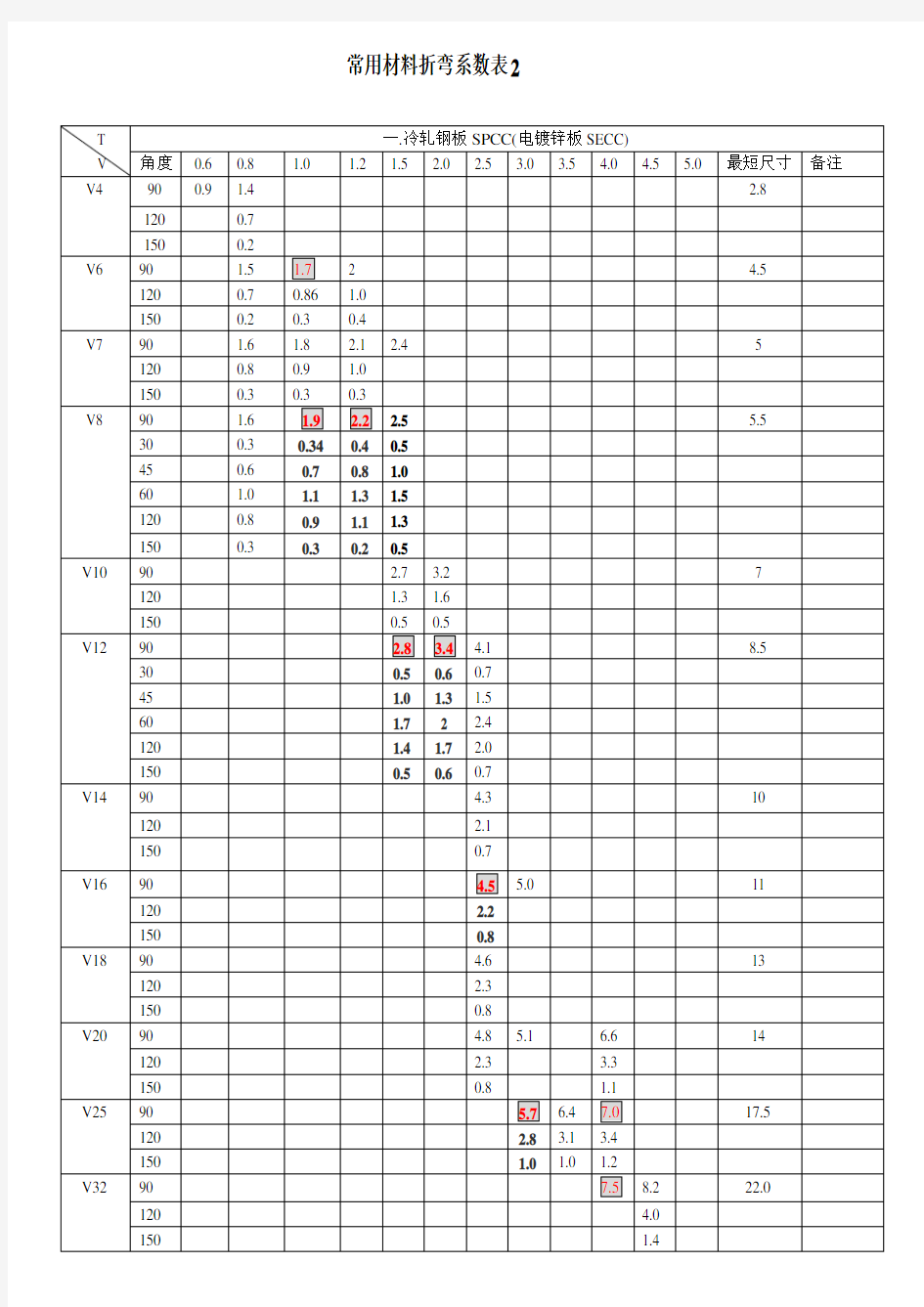
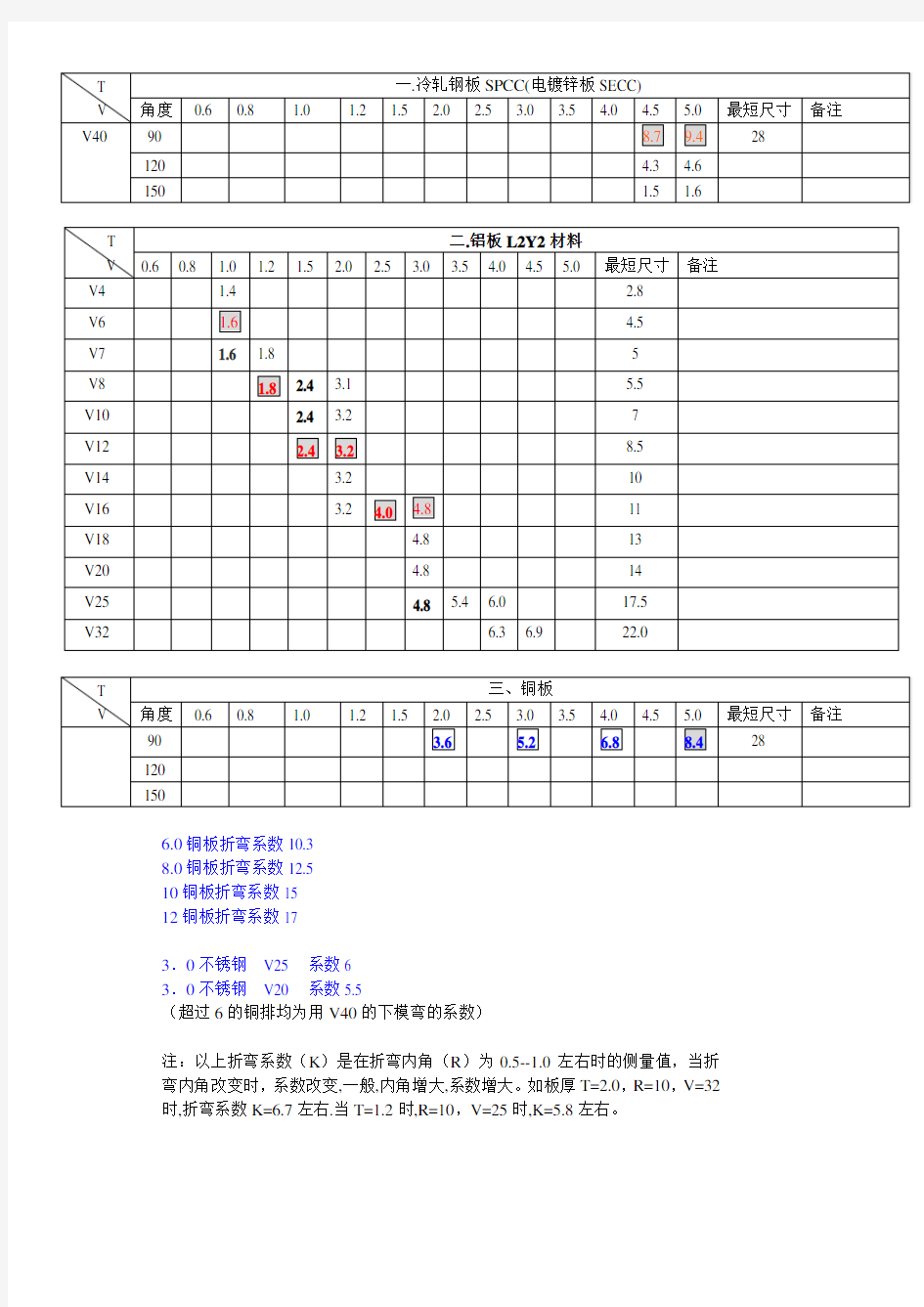
常用材料折弯系数表2
6.0铜板折弯系数10.3
8.0铜板折弯系数12.5
10铜板折弯系数15
12铜板折弯系数17
3.0不锈钢V25 系数6
3.0不锈钢V20 系数5.5
(超过6的铜排均为用V40的下模弯的系数)
注:以上折弯系数(K)是在折弯内角(R)为0.5--1.0左右时的侧量值,当折弯内角改变时,系数改变,一般,内角增大,系数增大。如板厚T=2.0,R=10,V=32时,折弯系数K=6.7左右.当T=1.2时,R=10,V=25时,K=5.8左右。
钣金件折弯系数计算法
折弯系数折弯扣除K因子值的计算方法 一、钣金的计算方法概论 钣金零件的工程师和钣金材料的销售商为保证最终折弯成型后零件所期望的尺寸,会利用各种不同的算法来计算展开状态下备料的实际长度。其中最常用的方法就是简单的“掐指规则”,即基于各自经验的算法。通常这些规则要考虑到材料的类型与厚度,折弯的半径和角度,机床的类型和步进速度等等。 另一方面,随着计算机技术的出现与普及,为更好地利用计算机超强的分析与计算能力,人们越来越多地采用计算机辅助设计的手段,但是当计算机程序模拟钣金的折弯或展开时也需要一种计算方法以便准确地模拟该过程。虽然仅为完成某次计算而言,每个商店都可以依据其原来的掐指规则定制出特定的程序实现,但是,如今大多数的商用CAD和三维实体造型系统已经提供了更为通用的和强大功能的解决方案。大多数情况下,这些应用软件还可以兼容原有的基于经验的和掐指规则的方法,并提供途径定制具体输入内容到其计算过程中去。SolidWorks也理所当然地成为了提供这种钣金设计能力的佼佼者。 总结起来,如今被广泛采纳的较为流行的钣金折弯算法主要有两种,一种是基于折弯补偿的算法,另一种是基于折弯扣除的算法。SolidWorks软件在2003版之前只支持折弯补偿算法,但自2003版以后,两种算法均已支持。 为使读者在一般意义上更好地理解在钣金设计的计算过程中的一些基本概念,同时也介绍S olidWorks中的具体实现方法,本文将在以下几方面予以概括与阐述: 1、折弯补偿和折弯扣除两种算法的定义,它们各自与实际钣金几何体的对应关系 2、折弯扣除如何与折弯补偿相对应,采用折弯扣除算法的用户如何方便地将其数据转换到折弯补偿算法 3、K因子的定义,实际中如何利用K因子,包括用于不同材料类型时K因子值的适用范围 二、折弯补偿法 为更好地理解折弯补偿,请参照图1中表示的是在一个钣金零件中的单一折弯。图2是该零件的展开状态。 图1 折弯补偿算法将零件的展开长度(LT)描述为零件展平后每段长度的和再加上展平的折弯区 域的长度。展平的折弯区域的长度则被表示为“折弯补偿”值(BA)。因此整个零件的长度就表示为方程(1): LT = D1 + D2 + BA(1)
常用材料的导热系数表
材料的导热率 傅力叶方程式: Q=KA△T/d, R=A△T/Q Q: 热量,W;K: 导热率,W/mk;A:接触面积;d: 热量传递距离;△T:温度差;R: 热阻值 导热率K是材料本身的固有性能参数,用于描述材料的导热能力。这个特性跟材料本身的大小、形状、厚度都是没有关系的,只是跟材料本身的成分有关系。所以同类材料的导热率都是一样的,并不会因为厚度不一样而变化。 将上面两个公式合并,可以得到 K=d/R。因为K值是不变的,可以看得出热阻R值,同材料厚度d是成正比的。也就说材料越厚,热阻越大。 但如果仔细看一些导热材料的资料,会发现很多导热材料的热阻值R,同厚度d并不是完全成正比关系。这是因为导热材料大都不是单一成分组成,相应会有非线性变化。厚度增加,热阻值一定会增大,但不一定是完全成正比的线性关系,可能是更陡的曲线关系。 根据R=A△T/Q这个公式,理论上来讲就能测试并计算出一个材料的热阻值R。但是这个公式只是一个最基本的理想化的公式,他设定的条件是:接触面是完全光滑和平整的,所有热量全部通过热传导的方式经过材料,并达到另一端。
实际这是不可能的条件。所以测试并计算出来的热阻值并不完全是材料本身的热阻值,应该是材料本身的热阻值+所谓接触面热阻值。因为接触面的平整度、光滑或者粗糙、以及安装紧固的压力大小不同,就会产生不同的接触面热阻值,也会得出不同的总热阻值。 所以国际上流行会认可设定一种标准的测试方法和条件,就是在资料上经常会看到的ASTM D5470。这个测试方法会说明进行热阻测试时候,选用多大的接触面积A,多大的热量值Q,以及施加到接触面的压力数值。大家都使用同样的方法来测试不同的材料,而得出的结果,才有相比较的意义。 通过测试得出的热阻R值,并不完全是真实的热阻值。物理科学就是这样,很多参数是无法真正的量化的,只是一个“模糊”的数学概念。通过这样的“模糊”数据,人们可以将一些数据量化,而用于实际应用。此处所说的“模糊” 是数学术语,“模糊”表示最为接近真实的近似。 而同样道理,根据热阻值以及厚度,再计算出来的导热率K值,也并不完全是真正的导热率值。 傅力叶方程式,是一个完全理想化的公式。我们可用来理解导热材料的原理。但实际应用、热阻计算是复杂的数学模型,会有很多的修正公式,来完善所有的环节可能出现的问题。总之: a. 同样的材料,导热率是一个不变的数值,热阻值是会随厚度发生变化的。 b. 同样的材料,厚度越大,可简单理解为热量通过材料传递出去要走的路程越多,所耗的
[教学]solidwork钣金规格折弯系数表
[教学]solidwork钣金规格折弯系数表Solidwork钣金规格/折弯系数表 钣金规格/折弯系数表 钣金规格/折弯系数表存储指定材料的属性。您可以通过一张表将折弯系数、折弯半径或 K 因子与厚度、折弯半径和材料的任何组合相关联。 注: 您还可以使用单独的规格表和折弯系数表。请参阅钣金规格表和折弯系数表概述。您可以通过以下方式访问钣金规格/折弯系数表: 在生成基体法兰时,从基体法兰 PropertyManager 中访问。 在生成基体法兰后,右键单击 FeatureManager 设计树中的钣金,然后选择编辑特征。规格表包含在 SolidWorks 应用程序中,位于以下位置:<安装目录>\lang\<语言>\Sheet Metal Gauge Tables\。 其中包含规格/折弯系数表和规格表。您可以用它们作为模板来生成自己的表。 以下显示了组合的规格/折弯系数表。对于每个规格号(厚度),您都可以从半径和角度范围中进行选择。 使用规格/折弯系数表来指定钣金参数 可以使用钣金规格表指定整个零件的默认值。 应用与规格/折弯系数表值不同的折弯半径值 为添加的特征手工指派折弯半径值 钣金规格表钣金规格表存储指定材料的属性。在生成基体法兰时,可以从PropertyManager 访问钣金规格表。使用钣金规格表可指定: 规格厚度 允许的折弯半径
K-因子 在生成基体法兰之后,在 FeatureManager 设计树中右键单击钣金并选择编辑特征,即可访问钣金规格表。 使用钣金规格/折弯系数表以通过单个表指定厚度和折弯值。请参阅钣金规格/折弯系数表。 指定折弯半径值 可以使用钣金规格表指定整个零件的值。这称为默认值。但您也可以应用与钣金规格表中默认值不同的折弯半径值到特定的特征,例如边线法兰。 控制折弯半径值 如果选择使用默认半径,便可对所有顺流特征使用钣金规格表中的一个一般折弯半径值。 如果选择使用规格表,则使用的折弯半径值不同于钣金规格表中的默认值。如果使用默认半径和使用规格表都不选择,可以键入折弯半径值。 应用与规格表值不同的折弯半径值: 生成基体法兰,并在 PropertyManager 的钣金规格下,选择使用规格表,然后选择一个表添加另一个钣金特征到零件。 在 PropertyManager 中,清除使用默认半径,并选择使用规格表。 在钣金规格表中,为折弯半径选择另一个值。 如果使用不同的钣金规格表折弯半径值来更改默认值,特征将保持其设置值而不会改变。手动指定折弯半径值: 在 PropertyManager 中,清除使用默认半径。 键入折弯半径的值。 K-因子
钣金折弯系数表
钣金折弯系数表 铁材及白铁 钣厚系数-2T+K 适用范围 (内尺寸) 0.3 0 -0.60 > 2.3 0.4 0.1 -0.70 > 2.3 0.5 0.15 -0.85 > 2.3 0.6 0.2 -1.00 > 2.4 0.8 0.3 -1.30 > 2.4 1.0 0.4 -1.60 > 3.5 1.2 0.5 -1.90 > 4.0 1.4 0.55 - 2.25 > 4.5 1.5 0.6 - 2.40 > 4.5 1.6 0.6 - 2.60 > 4.5 1.8 0.7 - 2.90 > 5.5 2 0.7 -3.30 > 6.5 2.3 0.8 - 3.80 > 7.5 2.5 0.8 -4.20 > 8.0 2.6 0.8 -4.40 > 8.0 3.0 1.0 -5.00 > 10.0 4.0 1.2 -6.8 > 13.0 4.5 1.3 -7.7 > 13.0 5.0 1.3 -8.7 > 22.0 6.0 1.5 -10.5 > 22.0 6.3 1.2 -11.4 > 2 7.0 6.35 1.2 -11.5 > 2 7.0 10 3.6 -16.4 > 36.0 铝 钣厚系数-2T+K 适用范围 (内尺寸) 0.50 0.25 -0.75 > 2.3 0.60 0.30 -0.90 > 2.4 0.80 0.40 -1.20 > 2.4 1.00 0.50 -1.50 > 3.5 1.20 0.60 -1.80 > 4.0 1.50 0.75 - 2.25 > 4.5 1.60 0.80 - 2.40 > 4.5 2.00 1.00 - 3.00 > 6.5 2.30 1.10 - 3.50 > 7.5 3.00 1.50 - 4.50 > 10.0 4.00 2.00 -6.00 > 13.0 5.00 2.50 -7.50 > 22.0 举个例子,1mm铁板就按0.4,最后两组数字不用看
常见材料导热系数全
常见材料导热系数全 Document serial number【NL89WT-NY98YT-NC8CB-NNUUT-NUT108】
导热率K是材料本身的固有性能参数,用于描述材料的导热能力,又称为热导率,单位为W/mK。这个特性跟材料本身的大小、形状、厚度都是没有关系的,只是跟材料本身的成分有关系。不同成分的导热率差异较大,导致由不同成分构成的物料的导热率差异较大。单粒物料的导热性能好于堆积物料。 稳态导热:导入物体的热流量等于导出物体的热流量,物体内部各点温度不随时间而变化的导热过程。 非稳态导热:导入和导出物体的热流量不相等,物体内任意一点的温度和热含量随时间而变化的导热过程,也称为瞬态导热过程。 导热系数是指在稳定传热条件下,1m厚的材料,两侧表面的温差为1度(K,°C),在1秒内,通过1平方米面积传递的热量,用λ表示,单位为瓦/米·度 导热系数与材料的组成结构、密度、、温度等因素有关。非晶体结构、密度较低的材料,导热系数较小。材料的含水率、温度较低时,导热系数较小。 通常把导热系数较低的材料称为(我国国家标准规定,凡平均温度不高于350℃时导热系数不大于(m·K)的材料称为保 温材料),而把导热系数在瓦/米摄氏度以下的材料称为高效保温材料。 导热系数高的物质有优良的导热性能。在热流密度和厚度相同时,物质高温侧壁面与低温侧壁面间的温度差,随导热系数增大而减小。锅炉炉管在未结水垢时,由于钢的导热系数高,钢管的内外壁温差不大。而钢管内壁温度又与管中水温接近,因此,管壁温度(内外壁温度平均值)不会很高。但当炉管内壁结水垢时,由于水垢的导热系数很小,水垢内外侧温差随水垢厚度增大而迅速增大,从而把管壁金属温度迅速抬高。当水垢厚度达到相当大(一般为1~3毫米)后,会使炉管管壁温度超过允许值,造成炉管过热损坏。对锅炉炉墙及管道的保温材料来讲,则要求导热系数越低越好。一般常把导热系数小于0。8x10的3次方瓦/(米时·摄氏度)的材料称为保温材料。例如石棉、珍珠岩等 填缝导热材料有:导热硅脂、导热云母片、导热陶瓷片、导热矽胶片、导热双面胶等。主要作用是填充发热功率器件与散热片之间的缝隙,通常看似很平的两个面,其实接触面积不到40%,又因为空气是不良导热体,导热系数仅有,填充缝隙就是用导热材料填充缝隙间的空气. 傅力叶方程式: Q=KA△T/d,
常见材料导热系数
一、固体的导热系数 常用的固体导热系数见表 4-1 。在所有固体中,金属是最好的导热体。纯金属的导热系数一般随温度升高而降低。而金属的纯度对导热系数影响很大,如含碳为 1% 的普通碳钢的导热系数为45W/m · K ,不锈钢的导热系数仅为16 W/m · K 。表 4-1 常用固体材料的导热系数 固体温度,℃导热系数,λ W/m · K 铝300 230 镉18 94 铜100 377 熟铁18 61 铸铁53 48 铅100 33 镍100 57 银100 412 钢 (1%C) 18 45 船舶用金属30 113 青铜189 不锈钢20 16
石墨0 151 石棉板50 0.17 石棉0~100 0.15 混凝土0~100 1.28 耐火砖 1.04 ① 保温砖0~100 0.12~0.21 建筑砖20 0.69 绒毛毯0~100 0.047 棉毛30 0.050 玻璃30 1.09 云母50 0.43 硬橡皮0 0.15 锯屑20 0.052 软木30 0.043 玻璃毛-- 0.041 85% 氧化镁-- 0.070 二、液体的导热系数
液体分成金属液体和非液体两类,前者导热系数较高,后者较低。在非金属液体中,水的导热系数最大,除去水和甘油外,绝大多数液体的导热系数随温度升高而略有减小。一般来说,溶液的导热系数低于纯液体的导热系数。表 4-2 和图 4-6 列出了几种液体的导热系数值。 表 4-2 液体的导热系数 液体温度,℃导热系数,λ W/m · K 醋酸 50% 20 0.35 丙酮30 0.17 苯胺0~20 0.17 苯30 0.16 氯化钙盐水 30% 30 0.55 乙醇 80% 20 0.24 甘油 60% 20 0.38 甘油 40% 20 0.45 正庚烷30 0.14 水银28 8.36 硫酸 90% 30 0.36 硫酸 60% 30 0.43 水30 0.62
SW修改折弯系数表教程(优选.)
最新文件---------------- 仅供参考--------------------已改成-----------word文本 --------------------- 方便更改 1.首先要知道在哪里修改? C:\Program Files\SolidWorks Corp\SolidWorks\lang\chinese-simplified\Sheet Metal Gauge Tables 如果没有刻意动过的话,地址应该在上述位置,当然改过也没有关系,只要找到lang 下面的文件就可以了。 其中这次主要讲解的是红色标记框中的折弯扣除表格。 2.我们了解了要修改的位置之后就需要进行下一步如何修改? 我们打开会发现有这样的一张表格,但是它又代表什么意思呢,换句话说SW是如何根据这个表格来计算的呢?
你会发现,如上面的图中10*10*T1.0的零件,用R1的折弯刀折弯,其展开算法是8+8+K=16.4,其中K=0.4;正好符合了表格中对应的半径=1,角度=90时候的0.40这个值, 3.那么现在我们已经了解到该表格中的数据代表的上面意思就很容易根据各自工厂内部 的折弯扣除量来结算处这个K值,依次将对应的数值填入即可,例如T=1的板,使用R2的折弯刀,折30度的角度,那么我就需要把表格中的绿色框里的数值改掉即可调用。 4.既然现在已经把表格修改完成了,那么接下来怎么投入到SW软件中使用,让其调用 这个表格中的数据呢?
首先你必须在SW的系统选项中选择文件位置—>然后找到“钣金规格表”—>添加“你存好的Excel表的文件夹位置”,添加好后确定退出; 然后如上图绘制好草图轮廓,生成基体法兰薄片
折弯系数完整版
折弯系数 中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数 系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数 先说明一下: 1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料 2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的 3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺寸之和 即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T 则: ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ 4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工作忙等抽空再做个更人性化的给大家, 5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了 6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的,同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的 上模R角大小:未知 V槽口尺寸:一般折弯用的V槽口尺寸为板厚的 8倍计算 折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关 4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。 两个办法: 1、根据实际结果和计算值,得出这种材料的中间层位置系数。 2、根据截面密度计算理论值,再修正。 1折弯系数确定的重要性 在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。这不仅影响工艺文件的标准化、合理化, 而且给车间生产带来困难, 并导致产品质量的不稳定。 随着科学技术的不断进步, 计算机应用逐步向C IM S 系统发展。必须首先解决计算机自动计算展开料, 也就是必须首先解决折弯系数的自动确定, 才能谈论计算机辅助编制工艺,
常见材料导热系数(史上最全版)
导热率K是材料本身的固有性能参数,用于描述材料的导热能力,又称为热导率,单位为W/mK。这个特性跟材料本身的大小、形状、厚度都是没有关系的,只是跟材料本身的成分有关系。不同成分的导热率差异较大,导致由不同成分构成的物料的导热率差异较大。单粒物料的导热性能好于堆积物料。 稳态导热:导入物体的热流量等于导出物体的热流量,物体内部各点温度不随时间而变化的导热过程。 非稳态导热:导入和导出物体的热流量不相等,物体内任意一点的温度和热含量随时间而变化的导热过程,也称为瞬态导热过程。 导热系数是指在稳定传热条件下,1m厚的材料,两侧表面的温差为1度(K,°C),在1秒内,通过1平方米面积传递的热量,用λ表示,单位为瓦/米·度 导热系数与材料的组成结构、密度、含水率、温度等因素有关。非晶体结构、密度较低的材料,导热系数较小。材料的含水率、温度较低时,导热系数较小。 通常把导热系数较低的材料称为保温材料(我国国家标准规定,凡平均温度不高于350℃时导热系数不大于0.12W/(m·K)的材料称为保温材料),而把导热系数在0.05瓦/米摄氏度以下的材料称为高效保温材料。 导热系数高的物质有优良的导热性能。在热流密度和厚度相同时,物质高温侧壁面与低温侧壁面间的温度差,随导热系数增大而减小。锅炉炉管在未结水垢时,由于钢的导热系数高,钢管的内外壁温差不大。而钢管内壁温度又与管中水温接近,因此,管壁温度(内外壁温度平均值)不会很高。但当炉管内壁结水垢时,由于水垢的导热系数很小,水垢内外侧温差随水垢厚度增大而迅速增大,从而把管壁金属温度迅速抬高。当水垢厚度达到相当大(一般为1~3毫米)后,会使炉管管壁温度超过允许值,造成炉管过热损坏。对锅炉炉墙及管道的保温材料来讲,则要求导热系数越低越好。一般常把导热系数小于0。8x10的3次方瓦/(米时·摄氏度)的材料称为保温材料。例如石棉、珍珠岩等填缝导热材料有:导热硅脂、导热云母片、导热陶瓷片、导热矽胶片、导热双面胶等。主要作用是填充发热功率器件与散热片之间的缝隙,通常看似很平的两个面,其实接触面积不到40%,又因为空气是不良导热体,导热系数仅有0.03w/m.k,填充缝隙就是用导热材料填充缝隙间的空气. 傅力叶方程式: Q=KA△T/d, R=A△T/Q Q: 热量,W K: 导热率,W/mk A:接触面积 d: 热量传递距离△T:温度差 R: 热阻值 将上面两个公式合并,可以得到 K=d/R。因为K值是不变的,可以看得出热阻R值,同材料厚度d是成正比的。也就说材料越厚,热阻越大。 但如果仔细看一些导热材料的资料,会发现很多导热材料的热阻值R,同厚度d并不是完全成正比关系。这是因为导热材料大都不是单一成分组成,相应会有非线性变化。厚度增加,热阻值一定会增大,但不一定是完全成正比的线性关系,可能是更陡的曲线关系。 实际这是不可能的条件。所以测试并计算出来的热阻值并不完全是材料本身的热阻值,应该是材料本身的热阻值+所谓接触面热阻值。因为接触面的平整度、光滑或者粗糙、以及安装紧固的压力大小不同,就会产生不同的接触面热阻值,也会得出不同的总热阻值。 所以国际上流行会认可设定一种标准的测试方法和条件,就是在资料上经常会看到的ASTM D5470。这个测试方法会说明进行热阻测试时候,选用多大的接触面积A,多大的热量值Q,以及施加到接触面的压力数值。大家都使用同样的方法来测试不同的材料,而得出的结果,才有相比较的意义。 通过测试得出的热阻R值,并不完全是真实的热阻值。物理科学就是这样,很多参数是无法真正的量化的,只是一个“模糊”的数学概念。通过这样的“模糊”数据,人们可以将一些数据量化,而用于实际应用。此处所说的“模糊” 是数学术语,“模糊”表示最为接近真实的近似。
折弯系数表
板厚 折弯系数 板厚 折弯系数 折弯展开计算(折弯角度为90°): L=L1+L22δ+Z L:展开长度 L1:边长1(见右图) L2:边长2(见右图) δ:板厚 Z:折弯系数(见下表)铁板: 1.0 1.2 1.5 1.8(热板) 2.0 2.5 3.0 Z 无 0.4 0.5 0.6 0.75 0.8 1 无刨槽折弯 (冷板) 2 2 2、5 * 3、25 4、2 5 刨槽折弯 (冷板) 1 1 1、5 * 2、0 2、5 3 无刨槽折弯 (热板) * * 3 * * 5 不锈钢板: 1.0 1.2 1.5 1.8 2.0 2.5 3.0 Z 无 0.4 0.5 0.6 0.75 0.8 1 全国注册建筑师、建造师考试 备考资料 历年真题 考试心得 模拟试题 Q/ZB J65—2010 1 钣金展开计算方法
2、1 板料在弯曲过程中外层受到拉应力,內层受到压应力,从拉到压之间有一既不受拉力又不受压力得过度层为中性层;中性层在弯曲过程中得长度与弯曲前一样,保持不变,所以中性 层就是计算弯曲件展开长度得基准。 2、2 中性层得位置与变形程度有关,当弯曲半径较大,折弯角度较小时,变形程度较小,中性层位置靠近板料厚度得中心处;当弯曲半径较小,折弯角度增大时,变形程度随之增大,中性层 位置逐渐向弯曲中心得內侧移动。中性层到板料內侧得距离用λ表示(见图一)。 3 折弯模具: 我们使用得小松数控折弯机所配套得普通折弯模具V型槽宽度通常为适用该折弯模得板厚得5-6倍。板厚与适用V型槽宽(见表1)。 表1 板厚与适用V型槽宽参数 板厚(t) 1、0, 1、2,1、5 1、5, 2、0 2、5, 3、0 3、0, 4、0, 5、0 适用V槽宽度 8 12 16 25 4 展开计算方法: 4、1 90°折弯(一般折弯) Q/ZB J65—2010 2 4、1、1 (如图二),由于我们常用得折弯上模得尖角通常小于0、5,所以折弯内圆弧R可以视为定值,因此折弯拉伸系数得影响因素主要取决于折弯下模槽宽V与材料厚度t。展开长 度得计算公式为(1): L=L1 +L2- 2t +系数a ; (1) 4、1、2 折弯系数a得计算公式为(2): a = 0、075V+ 0、72t - 0、01 ……………………………………………………………(2) 其中:V—下模槽宽;t—材料厚度 4、1、3 为方便计算将展开长度得计算公式简化为(3): L=L1+L2-系数C ……………………………………………………………………(3) 注:简化系数C = (2t 系数a)见表2。 4、1、4 多次折弯展开长度得计算公式为(4): L=L1+L2+Ln-(n1)C ………………………………………………………………(4) 其中:n—折弯次数 表2 90O 折弯系数C 90O 折弯系数C 材料厚度t
非90度折弯系数表
$ ’% ) $ ) # )!(& )%) 压力加工 !"#$% &’()*+, 非 !"#折弯系数表的制订 中国电子科技集团第三十八研究所 (安徽合肥 $%""%&) 宋为民 钣金弯曲件是现代机器、仪器仪表中数量最多 的零件种类之一。结合我所产品的情况看,也是数 量最为繁多的零件种类之一。计算弯曲零件毛坯长 度是制定其工艺方案的前提。通常典型的简单弯 曲 件 如 图 & 所 示 ,其 展 开 长 ! ’ !& ( !$ ) "( 修 图 & 正系数),但在各种手册和资料中,一般只有 !"#折 弯系数表,按其选取误差较大。比如图 $ 所示零 件,!’ &*+,,, # ’ &*+,,,开口角" ’ &$"#,经 计算 修 正 系 数 " ’ &*$%,而 查 表(" ’ !"#,! ’ &*+,,,# ’ &*+,,)的修正系数则为 $*-+。因此 有必要根据 !"#折弯系数表的制订方式,制订出一 组非 !"#折弯系数表。 #" 计算过程 计算公式如下: " ’![(&0" )") 1 &0"] 2 ( # ( $!) ) $ 2 ( # (!)345[(&0" )") 1 $] 式中 $———中性层修正系数 #———折弯内角半径 !———料厚 "———开口角 $ 要根据 #、! 查表得知。如果每次都计算则 较烦琐,因此可以制订一组非 !"#折弯系数表,即 根据 生 产 实 践 的 需 要 制 成 了 开 口 角 分 别 为 %"#、 -"#、&$"#和 &+"#的修正系数表。 参见图 %,具体制订方法如下: 图 % 弯曲前的体积 % ’ !&! 图 $ 弯曲后的体积 % ’ ( ’$ ) #$)#&( ) $ 当". !"#时,尺寸界限标注在开口角角平分 线尖点上;当" / !"#时尺寸界限标注在开口角外 层切线上。下列计算均按这种标注方法进行。 一、计算方法 !" 计算原理分析 弯曲件毛坯的长度,是根据中性层在弯曲前后 长度不变的原则求得的。板料弯曲时,切向毛坯断 面的外层被拉伸,里层被压缩,端面上由拉伸向压 缩过渡时,必然有一层金属的应力和应变为零,即 所谓中性层。因此,计算弯曲件毛坯长度的关键就 在于确定中性层的位置,中性层的位置则是根据变 形前后弯曲毛坯体积相等的条件确定的。 其中, & 为弯曲宽度, &( 为弯曲后平均宽度, 根据体积不变原则有 !&!’ ( ’$ ) #$)#&( ) $ ! ’ ( ’$ ) #$)#&( ) $!& * ’ !, * ’#$ $’ ( # )!(%) $)!"% 一般 &!%!,则& ’ & $’ # ( $! $ 式中 %———变薄系数(见表 &),%’!)!( &———加宽系数,& ’ & ) &( $———中性层半径 #———弯曲角 !"
折弯系数
折弯系数 焊接2010-12-23 15:53:54 阅读113 评论0 字号:大中小订阅 中性层:在绘制钣金展开时,板料中有一层既不伸长又不缩短的一层称为中性层,随板厚的不同中性层的位置是不同的,折弯系数是用来表示这一层位置的参数 系数:钢板的产地不同及不同的折弯机,系数有差异,要根据实际情况确定系数 先说明一下: 1.折弯系数的算法通常以90度折弯来计算的,具体数据取决于折弯机刀槽和所应用钣金材料 2.折弯系数包括两个定义(折弯扣除ΔΚ、折弯系数ΔΤ)即两种算法,但无论用哪种算法最后展开值是一致的 3.具体算法是:折弯扣除ΔΚ等于外档尺寸相加减去展开长度L;折弯系数ΔΤ等于展开长度L减去内档尺 寸之和 即设折弯形状为L形,两外档尺寸分别为A、B内档尺寸为a、b展开长度为L料厚为T则: ΔΚ=A+B-L;ΔΤ=L-(a+b) 推出ΔΚ=2T-ΔΤ 4.本人上传一个折弯系数表供大家参考(实际是扣除表)具体值可参考实际更改,此格式不是太成熟,由于工 作忙等抽空再做个更人性化的给大家, 5.只要将表放到其他系统系数表文件夹里就可看到了,也可放一个固定位置浏览一下就行了 6.再声明一下,具体的值要根据自己的折弯机和材料进行试验来确定的,不同厚度的材料扣除值是不同的, 同厚度不同刀槽折的值也是不同的,不同材料的值也是不同的 上模R角大小:未知 V槽口尺寸:一般折弯用的V槽口尺寸为板厚的8倍计算 折弯系数跟材质;折弯半径/板材厚度,V口宽度及上模半径有关 4m以下算内层的长度,4m到10m之间算中间层的长度,再以上,应该是中间偏上,就有系数了。 两个办法: 1、根据实际结果和计算值,得出这种材料的中间层位置系数。 2、根据截面密度计算理论值,再修正。 1折弯系数确定的重要性 在钣金加工中, 对零件展开料计算时, 工艺人员是凭经验确定折弯系数(即消耗量) 的, 不同工艺人员编制的工艺文件, 其确定的折弯系数也不相同。通过查阅大量的有关钣金加工手册, 也没有查到明确的公式来计算折弯系数, 只能查到不同折弯内圆弧的折弯系数, 而内圆弧与加工工艺方案有关, 使用不同的折弯下模槽宽, 内圆弧也不相同, 从而导致工艺文件上无法确定折弯系数的准确值。这不仅影响工艺文件的标准化、合理化, 而且给车间生产带来困难, 并导致产品质量的不稳定。
Solidwork钣金规格折弯系数表
Solidwork钣金规格/折弯系数表 钣金规格/折弯系数表 钣金规格/折弯系数表存储指定材料的属性。您可以通过一张表将折弯系数、折弯半径或 K 因子与厚度、折弯半径和材料的任何组合相关联。 注:您还可以使用单独的规格表和折弯系数表。请参阅钣金规格表和折弯系数表概述。 您可以通过以下方式访问钣金规格/折弯系数表: 在生成基体法兰时,从基体法兰 PropertyManager 中访问。 在生成基体法兰后,右键单击 FeatureManager 设计树中的钣金,然后选择编辑特征。 规格表包含在 SolidWorks 应用程序中,位于以下位置:<安装目录>\lang\<语言>\Sheet Metal Gauge Tables\。 其中包含规格/折弯系数表和规格表。您可以用它们作为模板来生成自己的表。 以下显示了组合的规格/折弯系数表。对于每个规格号(厚度),您都可以从半径和角度范围中进行选择。 使用规格/折弯系数表来指定钣金参数 可以使用钣金规格表指定整个零件的默认值。 应用与规格/折弯系数表值不同的折弯半径值 为添加的特征手工指派折弯半径值 钣金规格表钣金规格表存储指定材料的属性。在生成基体法兰时,可以从 PropertyManager 访问钣金规格表。使用钣金规格表可指定: 规格厚度 允许的折弯半径 K-因子 在生成基体法兰之后,在 FeatureManager 设计树中右键单击钣金并选择编辑特征,即可访问钣金规格表。 使用钣金规格/折弯系数表以通过单个表指定厚度和折弯值。请参阅钣金规格/折弯系数表。 指定折弯半径值 可以使用钣金规格表指定整个零件的值。这称为默认值。但您也可以应用与钣金规格表中默认值不同的折弯半径值到特定的特征,例如边线法兰。 控制折弯半径值 如果选择使用默认半径,便可对所有顺流特征使用钣金规格表中的一个一般折弯半径值。
90度折弯系数表
t k r 0.10.20.30.40.50.81 1.2 1.52 2.53456810 0.30.1250.10.070.0350-0.125-0.21-0.3-0.42-0.61-0.85-1.05-1.5-1.9-2.34-3.2-4.07 0.40.180.150.120.090.05-0.06-0.14-0.22-0.35-0.56-0.78-1-1.4-1.84-2.25-3-4 0.50.220.20.180.150.120-0.07-0.16-0.28-0.48-0.7-0.9-1.34-1.75-2.2-3-3.9 0.60.18 0.80.360.350.330.310.280.180.110.04-0.07-0.3-0.5-0.7-1.12-1.57-1.98-2.8-3.66 10.430.430.430.410.380.30.220.150.05-0.14-0.35-0.67-0.98-1.36-1.82-2.68-3.5 1.20.520.530.530.510.480.40.350.250.15-0.01-0.23-0.45-0.82-1.25-1.67-2.52-3.38 1.50.650.650.630.580.530.50.450.350.15-0.02-0.21-0.62-1.02-1.47-2.3-3.18 1.60.680.680.650.60.550.520.480.380.180-0.18-0.57-0.95-1.4-2.22-3.1 20.850.880.870.780.80.760.70.630.460.280.09-0.27-0.88-1.1-1.93-2.78 2.30.93 2.5 1.07 1.08 1.08 1.07 1.010.960.880.760.570.390.05-0.35-0.75-1.6-2.45 3 1.28 1.3 1.31 1.32 1.25 1.2 1.1810.870.690.35-0.02-0.4-1.25-2.2 4 1.72 1.73 1.74 1.77 1.71 1.64 1.51 1.39 1.250.920.670.220.54-1.38 5 2.11 2.15 2.1 6 2.12 2.22 2.13 2.0 7 1.91 1.77 1.55 1.180.80.1-0.7 90°折弯系数表