锆和锆合金锭B495-90

B495-90
锆和锆合金锭
1.范围
1.1 本标准适用于五种牌号锆锭。
1.2以英寸-磅制单位表示的数值应视为标准值。括号内的SI制单位值仅供参考。
1.3 下列警告性说明仅与本标准第9节试验方法部分有关。本标准不打算论及与使用有关的所有安全问题。本标准使用者的责任是制定有关安全与健康的制度并在使用前确定规章的限定范围。
2.引用文件
2.1 ASTM标准:
E29 确定试验数据符合标准要求应取有效位数的推荐方法
E114 超声波脉冲回波直波束接触法检验推荐方法
3.分类
3.1锆锭以下列五种牌号供货:
3.1.1 牌号R60702——非合金锆;
3.1.2 牌号R60703——冶金级非合金锆;
3.1.3 牌号R60704——锆锡合金;
3.1.4牌号R60705——锆铌合金;
牌号R60706——锆铌合金;
4.定货内容
4.1本标准所属材料定单应包括下述内容:
4.1.1数量(重量);
4.1.2 材料名称(锆锭);
4.1.3 牌号(第3节);
4.1.4 ASTM标准代号与出版年份;
4.1.5 表面精度(第7节);
4.1.6 如需要,提出对本标准的附加内容和补充要求。
注——典型的定货说明如下;10000磅锆锭,经机械加工休整,ASTM B495,
出版年份——,牌号R60702。
5.材料和制造
本标准所属材料应用电子束、真空或惰性气体冶炼法在活性金属通常使用的炉内冶炼。6.化学成分
6.1材料应符合表1 所述化学成分要求。
6.2如需方有规定,应对表1所列元素进行验证分析。
6.2.1 如果验证分析在表2 所列允许偏差范围内与生产厂方报出的值相一致,则应认为生产厂方报出的值相一致,则应认为生产厂的分析是正确的。
7.加工质量、表面精度和外观
7.1锭料应采用机加工、研磨或表面熔化方法进行修整,以去除毛粗表面和对随后加工有害的表皮下缺陷。
7.2 休整后,不允许存在对随后加工有影响的直径突变或局部凹陷。修整后的锭料最大和最小半径之差应不超过最大半径的20%,但锭料两端6英寸(150毫米)范围内除外,这部分允许进行修圆。棱边、凹槽和局部凹陷应综合修整到与锭料轴线最大成30度角。锭
料每端应倒边或修圆。最小斜面或半径应为1/2英寸(12.7毫米)。
8.试验数目与复验
8.1 应在每个锭料的顶部、中部和底部各取一样品进行化学分析。
8.2每根锭料均应进行超声波检验。
8.3 复验:
8.3.1 如果任何样品或试样存在明显的污染、
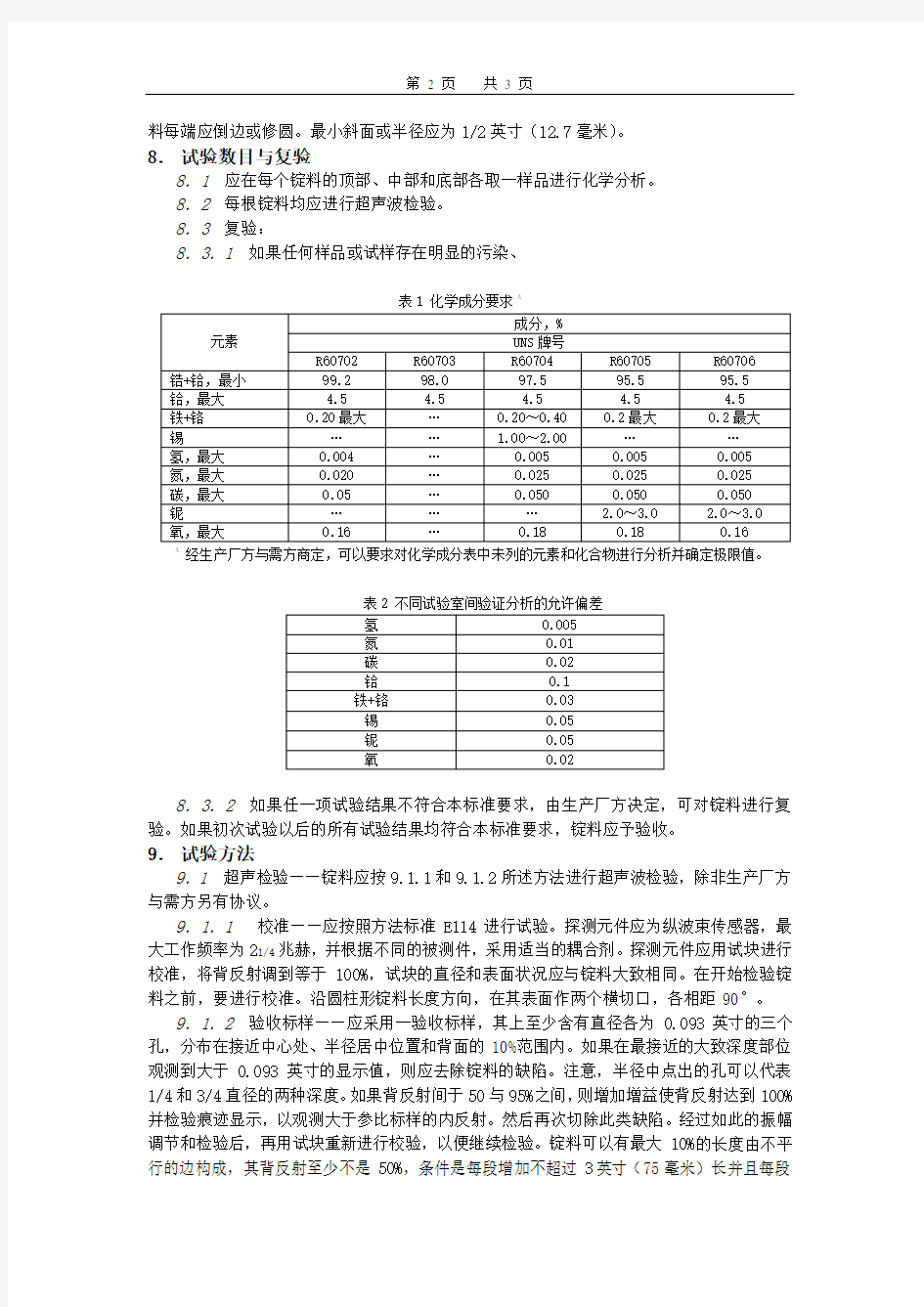
表1 化学成分要求A
经生产厂方与需方商定,可以要求对化学成分表中未列的元素和化合物进行分析并确定极限值。
表2 不同试验室间验证分析的允许偏差
8.3.2如果任一项试验结果不符合本标准要求,由生产厂方决定,可对锭料进行复验。如果初次试验以后的所有试验结果均符合本标准要求,锭料应予验收。
9.试验方法
9.1 超声检验——锭料应按9.1.1和9.1.2所述方法进行超声波检验,除非生产厂方与需方另有协议。
9.1.1校准——应按照方法标准E114进行试验。探测元件应为纵波束传感器,最大工作频率为21/4兆赫,并根据不同的被测件,采用适当的耦合剂。探测元件应用试块进行校准,将背反射调到等于100%,试块的直径和表面状况应与锭料大致相同。在开始检验锭料之前,要进行校准。沿圆柱形锭料长度方向,在其表面作两个横切口,各相距90°。
9.1.2验收标样——应采用一验收标样,其上至少含有直径各为0.093英寸的三个孔,分布在接近中心处、半径居中位置和背面的10%范围内。如果在最接近的大致深度部位观测到大于0.093英寸的显示值,则应去除锭料的缺陷。注意,半径中点出的孔可以代表1/4和3/4直径的两种深度。如果背反射间于50与95%之间,则增加增益使背反射达到100%并检验痕迹显示,以观测大于参比标样的内反射。然后再次切除此类缺陷。经过如此的振幅调节和检验后,再用试块重新进行校验,以便继续检验。锭料可以有最大10%的长度由不平行的边构成,其背反射至少不是50%,条件是每段增加不超过3英寸(75毫米)长并且每段
增加量由一至少3英寸长的、其背反射按9.1.1校准时最小为50%的增长段分隔开。
9.2化学成分检验——采用生产厂通常使用的标准方法进行化学分析。
10.验收检验
10.1生产厂应在发货之前检验本标准所包括的材料并应根据要求向需方提供试验合格证书。如果在购货定单中有规定,需方或其代表可以在生产所在地目击材料的试验和检查。在次情况下,需方应在其购货定单中说明拟查看检验的项目。生产厂应将所安排的试验时间和地点尽早通知需方。如果需方代表未按商定的时间到场参加试验,生产厂应考虑需方在生产地点延期进行检验的要求。
10.2生产厂方应向代表需方的检验员免费提供一切合理的方便条件,向其证明材料是按照本标准提供的。进行此项检验时,不应对工厂的生产产生不必要的影响。
11.拒收与重新审验
不符合本标准要求的材料可予以拒收。应将拒收及时书面通知生产厂或供方。如果生产厂方或供方对试验结果有异议,可要求重新审验。
12.合格证书
如果在购货定单或合同中已有规定,应向需方提供一份生产厂方或供方的合格证书,说明材料是按本标准生产、取样和试验的,并已符合要求。在购货定单或合同中有规定时,应提供列有试验结果的报告。
13.仲裁
如果生产厂与需方对是否符合本标准或需方指定的特殊试验要求有分歧,则应对有疑问的试验项目作双方可以接受的仲裁。应采用仲裁人的实验结果来判别材料是否符合本标准要求。
14.包装与装箱标志
14.1 每个锭料应在锭顶部打上生产厂锭号的金属模印。应在每一木箱或木滑道上清晰而突出地印上下列标记或附上带有下列内容的标签,生产厂名称、商牌或商标;材料名称;毛重、净重或皮重;公称直径;ASTM代号。
14.2 锭料应可靠地装箱或捆扎在木滑道上,以保证采用一般运输工具运输时能安全送达目的地。
15.关键词(略)