机床尾座体工序卡(长江大学课程设计)

机械加工工艺过程卡片
机械加工工序卡片
831002拨叉课程设计说明书工序卡片工艺过程卡片全部
课程设计说明书题目: 设计拨叉(CA6140车床)零件的机械加工工艺规程以及加工装备 学院: 专业班级: 学生姓名: 学号: 指导老师: 年月日
一、参考资料 (1)、设计工作量: 1、分析零件技术要求,绘制零件图、毛坯图; 2、设计零件机械加工工艺过程,填写工艺文件(工艺过程卡和工序卡); 3、设计零件机械加工工艺装备(夹具),绘制夹具装配图及一个主要零件 的零件图; 4、编写设计说明书。 (2)、主要参考资料: 1、段明扬主编,现代机械制造工艺设计实训教程,桂林:广西师范大学出版社,2007 2、李益明主编,机械制造工艺设计简明手册,北京:机械工业出版社,2007 3、艾兴等编,切削用量简明手册,北京:机械工业出版社,2002 4、东北重型机械学院等编,机床夹具设计手册,上海:上海科技出版社,1990 5、邹青主编,机械制造技术基础课程设计指导教程,北京:机械工业出版社, 2004 6、段明扬主编,现代制造工艺设计方法,桂林:广西师范大学出版社,2007 7、崇凯主编,机械制造技术基础课程设计指南,北京:化学工业出版社,2007 8、华楚生主编,机械制造技术基础,重庆:重庆大学出版社,2011 9、赵家齐主编,机械制造工艺学课程设计指导书,北京:机械工业出版社,2000
目录 一、参考资料 (2) 二、设计内容 (3) 三、零件分析 (3) (一)零件的作用 (4) (二)零件的工艺分析 (4) 四、确定毛坯的制造方法,初步确定毛坯的形状 (4) 五、工艺规程的设计 (5) (一)定位基准的选择 (5) (二)零件表面加工方法的选择 (5) (三)制订工艺路线 (6) (四)确定机械加工余量、工序尺寸及毛坯尺寸,设计、绘制 毛坯图 (9) (五)确定切削用量及基本工时(机动时间) (12) 六、夹具的设计 (30) (一)定位基准的选择 (30) (二)切削力及夹紧力的计算 (31) (三)定位误差分析 (31) (四)夹具设计及操作的简要说明 (31) 七、设计感言 (32) 二、设计内容 设计题目:设计拨叉(CA6140车床)零件的机械加工工艺规程及机床夹具。拨叉(CA6140车床)的拨叉零件图、拨叉毛坯图、夹具装配图、夹具零件图见附件。
连接座课程设计说明书
Hefei University 夹具课程设计COURSE PROJECT 题目:连接座课程设计 系别:机械工程系 专业:机械设计制造及自动化 学制:四年 :晨露 学号: 指导老师: 2012 年6 月24日
学院 机械制造技术学课程设计任务书 题目:“连接座”零件的机械加工工艺规程及工艺装备(年产量为6000件) 容:1.零件图1 2.毛坯图 1 3.机械加工工艺过程综合卡片 1 4.结构设计装配图 1 5.结构设计零件图 1 6.课程设计说明书 1
设计容及要求 在指导老师的指导下,面向机械加工类企业所具备的条件,针对给定零件图样及其生产纲领制定该零件的机械加工工艺过程及其一道工序的工艺规程,并设计该道工序的专用机床夹具(指导老师指定),具体完成的容、形成和要求如下:1.撰写课程设计计算说明书 说明书部分的容包括:零件图分析:确定毛坯钟类、制造方法、加工余量;拟定该零件的机械加工工艺过程,包括定位基准选择、表面加工方案的对比分析,各工序的加工设备和工艺装备(刀具、夹具、量具和辅具)确定;各工序的加工余量、工序尺寸及公差的确定;工序的切削用量选择;工序的时间定额计算;工艺过程技术经济分析;夹具的定位方案、夹紧方案和主要参数拟定;定位元件选择;定位误差计算;夹紧力计算;夹具的其他分析、计算和校核等。要求说明书字数不少于8000字。 2.加工工艺规程卡片 ①该零件的机械加工工艺过程卡 ②该零件机械加工工艺过程指定工序的工序卡(提出专用机床夹具设计任务书)。 3.图纸部分 ①绘制该零件毛坯图1。 ②指定工序的专用机床夹具装配图1。 ③专用机床夹具的主要零件图1(指导老师指定)。 工艺工装课程设计
车床尾架设计说明书资料讲解
C0630 车床尾架设计说明书
一、车床尾架的设计背景及意义制造业中的车床是主要用车刀对旋转工件进行车削加工的机床。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床。其结构主要分为:主轴箱、尾架、光杠、丝杠、溜板箱、床身、进给箱、刀架。 尾架是车床的重要部件之一,它在车床加工中起到了重要的作用。尾架体安装在车床的右导轨上,尾架套筒可以安装顶尖,以支撑较长的工件的右端、安装钻头、铰刀,进行加工。也可以安装丝锥攻螺纹工具、圆柱牙套螺纹工具加工内、外螺纹。尾架体可以沿尾座导轨作纵向调整移动,然后压下尾座紧固手轮,将尾座夹紧在所需位置,摇动尾座手轮可以实现对工件的顶紧、松开或对工件进行切削的纵向进给。 C0630车床是一种经济型轻型车床,具有加工范围大、主轴变速范围广,具备普通车床的基本功能,消耗功率小等特点。在该机床上,除可完成车削外圆、端面、切槽、镗孔等工艺工作外,还可进行钻孔、铰孔、车削公英制内外螺纹及攻丝、套丝等工作。因此,本机床适用于仪器、仪表制造,医疗卫生器械制造,适用于单件小批量生产。 二、车床尾架的工作原理 顶针(4)以1:20 的圆锥体装在轴套(6)的锥孔内,螺母(9)用两外螺钉 M12x20(10)与轴套固定,螺钉M15x30(8)用其圆柱端限制轴套只能作轴向移动。当转动手轮(14)时,通过键A8x14(15)使螺杆(11)旋转(不能轴向移动),再通过螺母(9)的作用,使轴套带着顶针作轴向移动。当顶针移动到所需要的位置时,转动手柄(7)和螺杆(19),使夹紧套(18、20)将轴套锁紧。整个尾架是靠定位键(25)嵌入床身的T 型槽内作横向定位,但可沿槽作纵向滑动来改变尾架与主轴端面的位置,以适应加工不同长度的工件。顶紧工件后,可旋紧螺母M24(22)和双头螺柱 M24X75(23),带动螺柱头(24)将尾架锁紧在床身上。(注:零件编号详情见配套A0 图纸) 三、车床尾座的设计 尾座是卧式车床的重要附属部件,其主要作用是在加工特别是轴类零件时,可以定心,同时具有辅助支撑和夹紧的功能。C0630 卧式车床的尾座采用的结构设计合理,动、静刚度好,精度高。套筒和尾座的移动均为机械传动,套筒和尾座的夹紧、放松均采用相关机构夹紧,夹紧力足够大,安全可靠,工人操作简单、方便、效率高。这种结构
连接座工序卡
机械加工工艺过程卡片河南机电高等 专科机械加工工艺过程卡片 产品型号零(部)件图号共12页 产品名称零(部)件名称连接座第1页 材料牌号HT200 毛坯 种类 铸造 件 毛坯 外形尺寸 142×142×83 每坯 件数 1 每台 件数 1 工序号工序 名称 工序内容车间工段设备工艺装备 工序时间 准终单件 0 备料铸造毛坯铸造车间5 热处理进行人工时效处理热处理车间 10 粗车 粗车右端面至78 粗车外圆Φ125×5 钻通孔Φ16 粗镗内孔Φ34×29 粗车小凸台端面至20 机加工车间CA6140 三爪卡盘 15 粗车 粗车右端面至71 粗车外圆Φ128×9 粗车内孔Φ98×6.8 机加工车间CA6140 三爪卡盘, 90度偏刀, 盲孔偏刀,游标 卡尺 20 半精车 半精车端面保70 半精车外圆Φ121.4×5 法精镗内孔Φ39.6×27 半精镗内孔Φ32×28 半精镗内孔保Φ17.5 半精车小凸台端面保16 机加工车间CA6140 三爪卡盘, YT590度偏刀, YT5镗刀,游 标卡尺,内径百 分尺
描图25 半精车 半精车右端面到69 半精车外圆Φ125.4长9 半精镗内孔Φ199.6长7 机加工车间CA6140 三爪卡盘, 90度偏刀, 盲孔偏刀,游标 卡尺 张泽剑30 钻钻通孔机加工车间Z5125A 钻模,Φ7钻头,游标卡尺 描校35 钻钻孔、攻螺纹机加工车间Z5125A 钻模,Φ7钻头,Φ4.1钻头, M5丝锥,游标卡尺,螺纹塞规 张泽剑40 钳去毛刺机加工车间 底图号45 磨磨内孔保Φ40x5 磨外圆保Φ 121x5 机加工车间 万能外圆磨 床 专用夹具, 砂轮,内径千分 尺,外径千分 尺, 50 磨磨内孔保Φ100x7 磨外圆保Φ 125x9 机加工车间 万能外圆磨 床 专用夹具, 砂轮,内径千分 尺,外径千分 尺, 装订号55 检验机加工车间 设计(日期) 审核 (日期) 会签 (日期) a 5.28 标记处数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签字日期田宇
ca6140拨叉831003课程设计说明书及工序卡片
重庆大学本科学生课程毕业设计(论文) 机械制造课程设计 学生:彭永伟 学号: 指导教师:鞠萍华 专业:工业工程 重庆大学机械工程学院 二O一五年一月
课程设计指导教师成绩评定 指导教师评定成绩:
指导教师签名:鞠萍华年月 日
重庆大学本科学生课程设计任务书
目录 设计总说明.................................. 错误!未定义书签。 1............................................................. 零件的分析错误!未定义书签。 ......................................................... 零件的作用错误!未定义书签。 .................................................... 拨叉的技术要求错误!未定义书签。2........................................................ 工艺规程的设计错误!未定义书签。 ................................................ 确定毛坯的制造形式错误!未定义书签。 ......................................................... 基面的选择错误!未定义书签。 粗基准的选择.......................... 错误!未定义书签。 精基准的选择.......................... 错误!未定义书签。 ...................................................... 制订工艺路线错误!未定义书签。 工艺路线方案.......................... 错误!未定义书签。 加工工艺过程卡片...................... 错误!未定义书签。 代表性工序卡片(见附页).............. 错误!未定义书签。 ......................... 机械加工余量、工序尺寸及毛坯尺寸的确定错误!未定义书签。 ........................................... 确定切削用量及基本工时错误!未定义书签。3............................................................... 夹具设计错误!未定义书签。
机械制造连接座加工工艺说明书(附工序卡片)上课讲义
机械制造连接座加工工艺说明书(附工序卡 片)
机械制造技术课程设计题目:连接座机械加工工艺规程设计 内容:1.机械加工工艺过程卡片 1套 2.机械加工工序卡片 1套 3.机床专用夹具设计图纸 1份 4.设计说明书 1份 专业:模具设计与制造 年级: 2012级 学生姓名: 指导教师: 二〇一一年五月
课程设计的目的 机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节。本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。 另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备。通过本次课程设计,应使学生在下述各方面得到锻炼: (1)熟练的运用机械制造基础、汽车制造工艺学和其他有关先修课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性。 (2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。 (3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等。 (4)在设计过程中培养学生严谨的工作作风和独立工作的能力。 第1章、零件的分析 1.1、零件的作用 题目给的零件是离心式微电机水泵上的连接零件,它位于水泵泵壳内,主要作用是固定水泵叶轮
1.2、零件的形状 零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。具体尺寸,公差如下图所示。
车床尾座套筒加工工艺及夹具设计
陕西工业职业技术学院毕业设计(论文) 车床尾座套筒加工工艺及钻4孔夹具设计 所在学院 专业 班级 姓名 学号 指导老师 年月日 I
摘要 本文是对车床尾座套筒零件加工应用及加工的工艺性分析,主要包括对零件图的分析、毛坯的选择、零件的装夹、工艺路线的制订、刀具的选择、切削用量的确定、加工工艺文件的填写。选择正确的加工方法,设计合理的加工工艺过程。此外还对零件的两道工序的加工设计了专用夹具. 机床夹具的种类很多,其中,使用范围最广的通用夹具,规格尺寸多已标准化,并且有专业的工厂进行生产。而广泛用于批量生产,专为某工件加工工序服务的专用夹具,则需要各制造厂根据工件加工工艺自行设计制造。本论文夹具设计的主要内容是设计钻中心孔夹具。 关键词: 车床尾座套筒,加工工艺,加工方法,工艺文件,夹具 2
Abstract This paper is on the bracket parts processing application and processing technology and analysis, including the parts of the plan, the choice of blank, the clamping, the craft route making, tool selection, the determination of cutting conditions, processing documents. Choose the correct processing methods, design the reasonable process. In addition to the stuffing box cover part two process designing special fixture. Machine tool fixture of many kinds, among them, the most widely used common fixture, size specifications have been standardized, and a professional production plant. While widely used in batch production, specially for a work piece processing services for the fixture, it needs each factory according to workpiece machining technology to design and manufacture. In this paper, fixture design are the main contents of design of fixture for grinding center. Key words: scaffold, processing technology, processing method, process documentation, fixture 3
拨叉831003课程设计工序卡片
机械加工工序卡片产品型号CA6140 零件图号831003 产品名称车床零件名称拨叉共(8 )页第( 1 )页车间工序号工序名称材料牌号 铣床车间20 铣右端面HT200 毛坯种类毛坯外形尺寸每毛坯可制作件数每台件数铸件85X40X75 1 设备名称设备型号设备编号同时加工件数 立式铣床X51 夹具编号夹具类型切削液 普通夹具 工位器具编号工位器具名称 工序工时 准终单件 0.77 工步号工步内容 工艺装备主轴转 速r/min 切削速 度m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时刀具量具辅助工具机动辅助 10 粗铣右端面45x40高速钢立铣刀游标卡尺46046.220.44220.620.093描图 描校 底图号 装订号 设计(日期)审核(日 期) 标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期
机械加工工序卡片产品型号CA6140 零件图号831003 产品名称车床零件名称拨叉共(8 )页第( 2 )页车间工序号工序名称材料牌号 铣床车间30 铣左端面HT200 毛坯种类毛坯外形尺寸每毛坯可制作件数每台件数铸件85X40X75 1 设备名称设备型号设备编号同时加工件数 立式铣床X51 夹具编号夹具类型切削液 普通夹具 工位器具编号工位器具名称 工序工时 准终单件 3.735 工步号工步内容 工艺装备主轴转 速r/min 切削速 度m/min 进给量 mm/r 切削深度 mm 进给 次数 工步工时刀具量具辅助工具机动辅助 10 粗铣左端面75x40高速钢立铣刀游标卡尺46046.220.44220.920.138 20 半精铣左端面75x40高速钢立铣刀游标卡尺28028.130.4814 1.880.282描图 描校 底图号 装订号 设计(日期)审核(日 期) 标准化(日期)会签(日期) 标记处数更改文件号签字日期标记处数更改文件号签字日期
CA6140车床拨叉831007课程设计--机床夹具设计解读
机械课程设计 说明书 课程名称:机械课程设计 作业题目:机械拨叉夹具设计 专业:机械设计制造及其自动化班级:10机制5班 姓名: 学号: 指导教师: 2013 年 12月 21 日
山西大同大学课程设计说明书 目录 设计清单 (03) 设计内容 (03) 原始资料 (03) 一、零件分析 (04) (一)零件的作用 (04) (二)零件的工艺分析 (04) 二、工艺规程设计 (05) (一)确定毛坯制造形式 (05) (二)基面的选择 (05) (三)制定工艺路线 (06) (四)机械加工余量、工序尺寸及毛坯尺寸的确定 (08) 三、确定切削用量及基本工时 (10) 四、夹具设计 (15) (一)任务的提出 (15) (二)定位方案及定位装置的设计计算 (15) (三)夹紧方案及装置的设计计算 (18) 参考文献 (21) 设计清单: 1、零件图 1张 2、零件毛坯图1张 3、机械加工工艺过程综合卡片1套 4、夹具设计1套 5、课程设计说明书1套
凌金锋拨叉831007夹具设计 设计内容: (1)画零件图 (2)绘制毛坯图 (3)填写机械加工工艺过程综合卡片 (4)选择夹具设计方案 (5)绘制某一工序夹具草图及零件图 (6)编写课程设计说明书 原始资料:拨叉零件图831007,生产纲领为5000件/年。
山西大同大学课程设计说明书 一、零件分析 (一) .零件的作用 题目所给的零件是CA6140车床的拨叉,它位于车床变速机构中,主要起换挡,使主轴回转运动按工作者的要求工作,获得所需的速度和扭矩的作用。零件上方的φ22孔语操作机构相连,下方的φ55半孔则是用于所控制齿轮所在的轴接触。通过上方的力波动下方的齿轮变速。两件铸为一体,加工时分开。 (二).零件的工艺分析 零件的材料为HT200,灰铸铁的生产工艺简单,铸造性能优良,但塑性较差、脆性高,和适合磨削,为此以下是拨叉需要加工表面以及加工表面之间的位置要求。 需要加工的表面: 1.小孔的上端面、大孔的上下端面; 2.小头孔φ22mm以及与此孔相通的φ8mm的锥孔、M8螺纹孔; 3.大头半圆孔φ55mm; 位置要求: 小头孔上端面与小头空中心线的垂直度误差为0.05mm,打孔的上下断面与小头孔的中心线的垂直度误差为0.07mm。 由上面分析可知,可以粗加工拨叉底面,然后依次作为粗基准,采用专用夹具进行加工,并且保证位置精度要求。再根据加工方法的经济精度及机床所能达到的位置精度,并且此拨叉零件没有复杂的加工曲面,所以根据上述技术要求采用常规加工工艺均可保证。
连接座加工工艺规程编制说明书
机械制造学 课程设计说明书 题目名称连接座加工工艺规程编制专业班级11级机械制造及自动化2班学生姓名 学号 指导教师王月英 机械与电子工程系 二○一四年六月二十日
目录 任务书----------------------------------------------------------------------------------------------3 指导教师评阅表----------------------------------------------------------------------------------4 一、序言----------------------------------------------------------------------------------------8 二、零件的分析--------------------------------------------------------------------------------9 三、工艺规程的设计----------------------------------------------------------------------------10 (1). 确定毛坯的制造形式----------------------------------------------------------------12 (2). 基面的选择-----------------------------------------------------------------------------15 (3). 制订工艺路线--------------------------------------------------------------------------17 (4). 机械加工余量、工序尺寸及毛坯尺寸的确--------------------------------------19 (5). 确定切削用量及基本工时-----------------------------------------------------------20 四、设计心得与小结-----------------------------------------------------------------------------23 五、参考文献-------------------------------------------------------------------------------------23
尾座体课程设计
机械制造制造工艺学 课程设计说明书 设计题目:设计“尾座体”零件的机械加工工艺规程及工艺装备 设计者:林埛 指导老师:马里奥 设计日期:评定成绩: 目录 设计任务书 (2)
课程设计说明书正文 (3) 序言 (3) 一、零件的分析 (3) 二、工艺规程设计 (5) (一)确定毛坯的制造形式 (5) (二)基面的选择 (5) (三)制定工艺路线 (6) (四)机械加工余量、工序尺寸及毛坏尺寸的确定 (9) (五)确定切削用量及基本工时 (10) 三、课程设计心得体会 (19) 四、参考文献 (21) 桂林航天工业高等专科学校 机械制造工艺学课程设计说明书 题目
设计内容:1、产品零件图 1张 2、产品毛坯图 1张 3、机械加工工艺过程卡片 1张 4、机械加工工序卡片 1张 5、课程设计说明书 1张 专业:数控技术“3+2” 班级学号:0124 学生:陆杰 指导老师:王斌武 序言
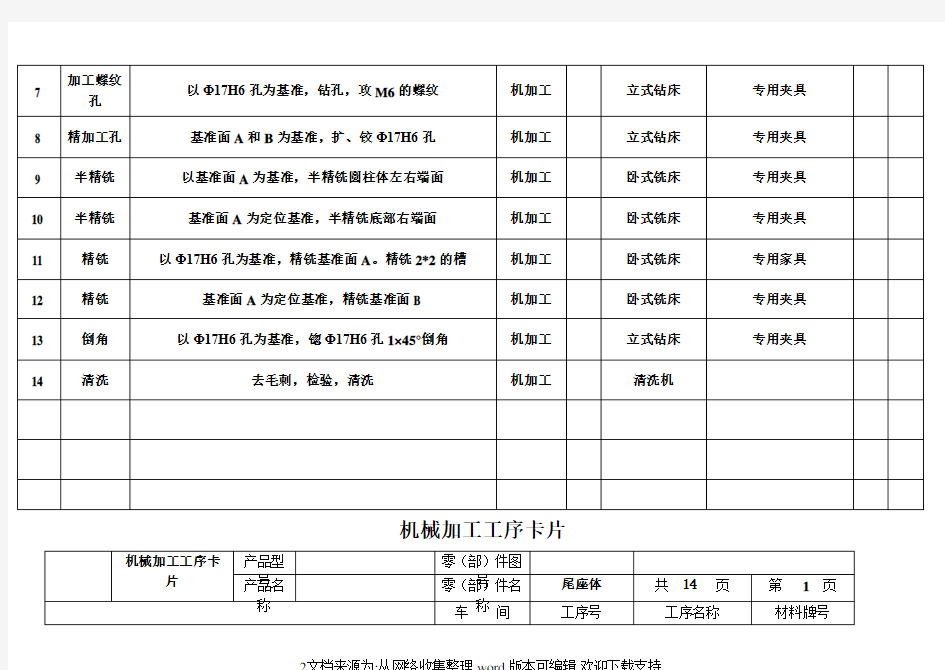
本次设计是在我们学完了大学的全部基础课、技术基础以及大部分专业课之后进行的。这是我们在进行毕业设计之前对所学课程的一次深入的综合性的链接,也是一次理论联系实际的训练。因此,它在 我们的大学生活中占有重要地位。 在各种主要的课程学习完成之后,来一次《机械制造技术基础》的课程设计,不仅检验了我们的学习质量,还让我们重新翻起了这些久未阅读的课本。为了这次设计,来回图书馆与教室便成了必然。 俗话说,实践是检验真理的唯一标尺。那么,这次的设计能帮助我们认识到自己学习上的不足与缺陷,这对我们以后有很大的益处。我希望我能在这次的设计中提升自己,加强分析、解决问题的能力,为今后参加祖国的现代化建设打下一个良好的基础。 由于能力有限,设计尚有许多不足之处,恳请老师给予指教。 一、零件的分析 1.尾座体的用途 题目所给的零件是机床尾座体,将Φ80H7的孔与顶尖研配,主要作用是固定顶尖。将尾座安装在机床的尾体部分,圆柱体形的部分有一个Φ80H7孔,顶尖穿过Φ80H7孔,将螺钉拧紧,这样就将顶尖固定,再利用顶尖完成对加工零件的固定。 2.零件的工艺分析 “尾座体”共有三组加工表面,其中两组有位置度要求。 (1)以Φ80H7孔为中心的加工表面。
拨叉831002夹具课程设计报告书
目录: 前言 (2) 一、零件的工艺分析以及生产类型的确 (3) (一)零件的用途 (3) (二)零件的技术要求 (3) (三)审查零件的工艺性 (3) (四)确定零件的生产类型 (4) 二、确定毛坯、绘制毛坯简图 (4) (一)选择毛坯 (4) (二)确定毛坯的尺寸公差和机械加工余量 (4) 三、拟定拨叉工艺路线 (5) (一)定位基准的选择 (5) (二)表面加工方法的确定 (5) (三)加工阶段的划分 (6) (四)工序的集中与分散 (6) (五)工序顺序的安排 (6) (六)确定工艺路线 (7) 四、机床设备及工艺装备的选用 (8) (一)机床设备的选用 (8) (二)工艺装备的选用 (8) 五、加工余量、工序尺寸和公差的确定 (8) 六、切削用量、时间定额的计算 (10) (一)切削用量的计算 (10) (二)时间定额的计算 (14) 七、夹具的设计 (22) (一)问题的提出 (22) (二)夹具的设计 (22) 八、课程设计总结 (23) 参考文献 (24)
前言 “机械制造技术基础课程设计”是机械类专业重要的实践教学环节,旨在培养学生设计“机械加工工艺规程”和“机床卡具”的工程实践能力。 机械制造工艺规程课程设计是在我们完成了全部基础课、技术基础课、一部分专业课进行的。大学两年半年来对机械相关知识学习的一次总复习,也是一次理论联系实际的训练,因此,它在我们四年的大学生活中占有重要的地位。 通过本次课程设计,我们应该得到下述几方面的锻炼: 1、能熟练运用机械制造工艺设计中的基本理论以及在生产实习中学到的实践知识,正确地解决一个零件在加工中的定位、夹紧以及工艺路线安排、工艺尺寸的确定等问题,保证零件的加工质量。 2 、提高机械结构设计的能力。通过设计夹具的训练,应当获得根据被加工零件的加工要求,设计出高效、省力、经济合理而且能保证加工质量的夹具的能力。 3 、学会使用手册及图表资料。掌握与本设计有关的各种资料的名称、出处、能够做到熟练运用。 由于能力有限,本课程设计尚有很多不足之处,希望老师给予指导。
拨叉零件设计机械制造工艺学课程设计
湖南工业大学 课程设计 资料袋 机械工程学院(系、部)2011 ~ 2012 学年第一学期课程名称机械制造工艺学指导教师职称 学生姓名专业班级机械工程及自动化班级学号 题目拨叉零件设计 成绩起止日期2011年12 月19 日~2011 年12 月25 日 目录清单 序号材料名称资料数量备注 1 课程设计任务书 1 2 课程设计说明书 1 3 课程设计图纸 2 4 机械加工工艺卡片 1 5 机械加工工序卡片10 课程设计任务书 2011—2012学年第一学期
机械工程学院(系、部)机械工程及自动化专业0901 班级课程名称:机械制造工艺学 设计题目:拨叉零件设计 完成期限:自2011 年12 月19 日至2011 年12 月25 日共 1 周 内容及任务一、设计的主要技术参数: 拨叉材料HT200;铸造圆角R2~3;拨叉头高50mm,外圆φ40mm,内孔φ25mm; 拨叉脚内表面R25,外表面R35;凸台高25mm;凸台半径10,凸台孔径φ8,孔深15mm 中心距93.75mm。 二、设计基本内容: 对零件(中等复杂程度)进行工艺分析,画零件图;选择毛坯的制造方式;制订零件的机械加工工艺规程;填写工艺文件;编写设计说明书。 三、每个学生应在教师指导下,独立完成以下任务: (1)机械加工工艺卡片一张; (2)机械加工工序卡片一套; (3)设计说明书一份。 进度安排 起止日期工作内容 2011.12.19-2011.12.20 熟悉课题、查阅资料;零件分析,画零件图2011.12.21-2011.12.22制订零件加工工艺规程 2011.12.23-2011.12.25填写工艺文件;编写设计说明书2011.12.25交课程设计并答辩 主要参考资料机械制造工艺学第二版王先逵主编(机械工程出版社) 互换性与测量技术基础第二版徐学林主编(湖南大学出版社) 金属工艺学第五版上邓文英宋力宏主编(高等教育出版社) 金属工艺学第五版下邓文英宋力宏主编(高等教育出版社) 指导教师(签字):年月日系(教研室)主任(签字):年月日
机械制造工艺学课程设计说明书-连接座.
机械制造工艺学课程设计 设计计算说明书 设计题目:设计连接座零件的机械加工工艺规程
目录 目录 (2) 附:机械加工工艺过程卡片、机械加工工序卡片 (2) 第一章序言 (3) 第二章零件分析 (3) 2.1 零件的作用 (3) 2.2 零件的工艺分析 (3) 第三章机械加工工艺规程制订 (3) 3.1 毛坯的选择 (3) 3.2 确定毛坯的制造形式 (3) 3.3 选择定位基准 (3) 3.4 制定工艺路线 (3) 3.5 确定加工余量及毛坯尺寸 (1) 3.5.1 确定加工余量 (1) 3.5.2 确定毛坯基本尺寸 (1) 3.5.3 绘制毛坯简图 (2) 3.6 选择加工设备和工艺装备 (2) 3.7确定切削用量及基本工时 (3) 3.7.1 工序一 (3) 3.7.2 工序二 (6) 3.7.3 工序三 (6) 3.7.4 工序四 (9) 3.7.5 工序五 (9) 3.7.6工序六 (11) 第四章心得体会 (12) 第五章参考文献 (12) 附:机械加工工艺过程卡片、机械加工工序卡片
第一章序言 本次课程设计的任务是针对生产实际中的一个零件——离心式微电机水泵上的连接座,制订其机械加工工艺规程。该零件的工艺过程包括了铣平面,镗内孔,钻孔,攻螺纹等工序,工艺范围广,难易程度适合于工艺课程设计的需要。 机械制造工艺学课程设计是我们大学课程中的最后一个环节,是综合了大学三年所学的知识,对机械加工工艺规程进行制订,制作机械加工工艺过程卡,机械加工工序卡等,让我们对机械加工过程有一个全面的了解。 就我个人而言,我希望能通过这次毕业设计对自己未来将从事的工作进行一次适应性的训练,希望在设计过程中能锻炼自己分析问题、解决问题的能力。 由于能力有限,设计尚有许多不足之处,希望各位老师给予指教。
机械制造连接座工序卡
机械加工工艺过程卡片 兰州理工大 学机械加工工艺过程卡片 产品型号零(部)件图号共12页 产品名称零(部)件名称连接座第1页 材料牌号HT200 毛坯 种类 铸造 件 毛坯 外形尺寸 142×142×83 每坯 件数 1 每台 件数 1 工序号工序 名称 工序内容车间工段设备工艺装备 工序时间 准终单件 0 备料铸造毛坯铸造车间5 热处理进行人工时效处理热处理车间 10 粗车 粗车右端面至78 粗车外圆Φ125×5 钻通孔Φ16 粗镗内孔Φ34×29 粗车小凸台端面至20 机加工车间CA6140 三爪卡盘 15 粗车 粗车右端面至71 粗车外圆Φ128×9 粗车内孔Φ98×6.8 机加工车间CA6140 三爪卡盘, 90度偏刀, 盲孔偏刀,游标 卡尺 20 半精车 半精车端面保70 半精车外圆Φ121.4×5 法精镗内孔Φ39.6×27 半精镗内孔Φ32×28 半精镗内孔保Φ17.5 机加工车间CA6140 三爪卡盘, YT590度偏刀, YT5镗刀,游 标卡尺,内径百
描图25 半精车 半精车右端面到69 半精车外圆Φ125.4长9 半精镗内孔Φ199.6长7 机加工车间CA6140 三爪卡盘, 90度偏刀, 盲孔偏刀,游标 卡尺 张泽剑30 钻钻通孔机加工车间Z5125A 钻模,Φ7钻头,游标卡尺 描校35 钻钻孔、攻螺纹机加工车间Z5125A 钻模,Φ7钻头,Φ4.1钻头, M5丝锥,游标卡尺,螺纹塞规 张泽剑40 钳去毛刺机加工车间 底图号45 磨磨内孔保Φ40x5 磨外圆保Φ 121x5 机加工车间 万能外圆磨 床 专用夹具, 砂轮,内径千分 尺,外径千分 尺, 50 磨磨内孔保Φ100x7 磨外圆保Φ 125x9 机加工车间 万能外圆磨 床 专用夹具, 砂轮,内径千分 尺,外径千分 尺, 装订号55 检验机加工车间 设计(日期) 审核 (日期) 会签 (日期) a 5.28 标记处数 更改 文件号 签 字 日 期 标 记 处 数 更改 文件号 签字日期田宇
车床尾架设计说明书资料讲解
C0630车床尾架设计说明书
一、车床尾架的设计背景及意义 制造业中的车床是主要用车刀对旋转工件进行车削加工的机床。车床主要用于加工轴、盘、套和其他具有回转表面的工件,是机械制造和修配工厂中使用最广的一类机床。其结构主要分为:主轴箱、尾架、光杠、丝杠、溜板箱、床身、进给箱、刀架。 尾架是车床的重要部件之一,它在车床加工中起到了重要的作用。尾架体安装在车床的右导轨上,尾架套筒可以安装顶尖,以支撑较长的工件的右端、安装钻头、铰刀,进行加工。也可以安装丝锥攻螺纹工具、圆柱牙套螺纹工具加工内、外螺纹。尾架体可以沿尾座导轨作纵向调整移动,然后压下尾座紧固手轮,将尾座夹紧在所需位置,摇动尾座手轮可以实现对工件的顶紧、松开或对工件进行切削的纵向进给。 C0630车床是一种经济型轻型车床,具有加工范围大、主轴变速范围广,具备普通车床的基本功能,消耗功率小等特点。在该机床上,除可完成车削外圆、端面、切槽、镗孔等工艺工作外,还可进行钻孔、铰孔、车削公英制内外螺纹及攻丝、套丝等工作。因此,本机床适用于仪器、仪表制造,医疗卫生器械制造,适用于单件小批量生产。 二、车床尾架的工作原理 顶针(4)以1:20的圆锥体装在轴套(6)的锥孔内,螺母(9)用两外螺钉M12x20(10)与轴套固定,螺钉M15x30(8)用其圆柱端限制轴套只能作轴向移动。当转动手轮(14)时,通过键A8x14(15)使螺杆(11)旋转(不能轴向移动),再通过螺母(9)的作用,使轴套带着顶针作轴向移动。当顶针移动到所需要的位置时,转动手柄(7)和螺杆(19),使夹紧套(18、20)将轴套锁紧。整个尾架是靠定位键(25)嵌入床身的T型槽内作横向定位,但可沿槽作纵向滑动来改变尾架与主轴端面的位置,以适应加工不同长度的工件。顶紧工件后,可旋紧螺母M24(22)和双头螺柱M24x75(23),带动螺柱头(24)将尾架锁紧在床身上。(注:零件编号详情见配套A0图纸) 三、车床尾座的设计 尾座是卧式车床的重要附属部件,其主要作用是在加工特别是轴类零件时,
合铸铣开拨叉工序过程卡片(仅限借鉴)
仅供借鉴# 机械加工工序卡片 机械加工工序卡片 产品型号 KCSJ-09 零(部件)图号 产品名称 合铸铣开拨 叉 零(部件)名称 合铸铣开拨叉 共 9页 第1 页 车间 工序号 工序名 材料牌号 Ⅰ 粗铣 HT250 毛坯种类 毛坯外形尺寸 每毛坯可制件数 每台件数 铸件 72×176 1 1 设备名称 设备型号 设备编号 同时加工件数 立式铣床 X51 夹具编号 夹具名称 切削液 配套专用夹具 工位器具编号 工位器具名称 工序工时(s) 准终 单件 26 工步号 工 步 内 容 工 艺 装 备 主轴转速 (r/min) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给 次数 工步工时(s) 机动 辅助 1 粗铣φ22孔上端面 刀具:YG6硬质合金端铣刀 361 142 1.2 4 1 26 设计 (日期) 审核 (日期) 标准化 (日期) 会签 (日期) 更改文件号 标记 处数 签字 日期 标记 处数 更改文件号 签字 日期
仅供借鉴# 机械加工工序卡片 机械加工工序卡片 产品型号KCSJ-09 零(部件)图号 产品名称 合铸铣开拨 叉 零(部件)名称合铸铣开拨叉 共 9 页 第 2 页 ?21+1.15 R5 A 0.07A ?52+0.250 其余 车间工序号工序名材料牌号 Ⅱ粗镗HT250 毛坯种类毛坯外形尺寸每毛坯可制件数每台件数 铸件 1 1 设备名称设备型号设备编号同时加工件数 卧式镗床T68 夹具编号夹具名称切削液 三爪卡盘 工位器具编号工位器具名称 工序工时(s) 准终单件 2.4 工步号工步内容工艺 装备 主轴转 速 (r/min ) 切削速度 (m/min) 进给量 (mm/r) 背吃刀量 (mm) 进给 次数 工步工时(s) 机动辅助 1 粗镗φ55孔专用刀具200 66 0.5 2.5 1 2.4 设计(日期) 审核 (日 期) 标准化 (日期) 会签 (日 期)
机械制造连接座加工工艺说明书(附工序卡片)
机械制造技术课程设计题目:连接座机械加工工艺规程设计 内容:1.机械加工工艺过程卡片 1套 2.机械加工工序卡片 1套 3.机床专用夹具设计图纸 1份 4.设计说明书 1份 专业:模具设计与制造 年级: 2012级 学生姓名: 指导教师: 二〇一一年五月
课程设计的目的 机械加工工艺课程设计是机械类学生在学完了机械制造技术,进行了生产实习之后的一项重要的实践性教学环节。本课程设计主要培养学生综合运用所学的知识来分析处理生产工艺问题的能力,使学生进一步巩固有关理论知识,掌握机械加工工艺规程设计的方法,提高独立工作的能力,为将来从事专业技术工作打好基础。 另外,这次课程设计也为以后的毕业设计进行了一次综合训练和准备。通过本次课程设计,应使学生在下述各方面得到锻炼: (1)熟练的运用机械制造基础、汽车制造工艺学和其他有关先修课程中的基本理论,以及在生产实习中所学到的实践知识,正确的分析和解决某一个零件在加工中基准的选择、工艺路线的拟订以及工件的定位、夹紧,工艺尺寸确定等问题,从而保证零件制造的质量、生产率和经济性。 (2)通过夹具设计的训练,进一步提高结构设计(包括设计计算、工程制图等方面)的能力。 (3)能比较熟练的查阅和使用各种技术资料,如有关国家标准、手册、图册、规范等。 (4)在设计过程中培养学生严谨的工作作风和独立工作的能力。 第1章、零件的分析 1.1、零件的作用 题目给的零件是离心式微电机水泵上的连接零件,它位于水泵泵壳内,主要作用是固定水泵叶轮
1.2、零件的形状 零件的实际形状如上图所示,从零件图上看,该零件是典型的零件,结构比较简单。具体尺寸,公差如下图所示。
拨叉加工工艺卡片完整版
拨叉加工工序卡片 江汉大学材控专业机械加工工艺过程产品型号零件图号 产品名称零件名称共页第页 材料牌号35 毛坯种类模锻成型毛坯外形尺寸每毛坯件数 1 每台件数 1 备注 工序号工序 名称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件模锻模锻起模斜度7 00 正火 处理 锻件正火,硬度180HBS 05 铣端 面 粗铣,精铣叉头前后两端面IT10 Ra6.3 X51 立铣刀,游标卡尺 10 钻孔 铰孔 钻孔,粗铰,精铰直径15.81F8 IT8 Ra3.2孔Z525 麻花钻,铰刀,塞规 15 铣端 面 粗铣,精铣叉口两个外端面IT10 Ra6.3 X51 立铣刀,游标卡尺 20 铣 内侧 粗铣,精铣叉口中间两侧面IT10 Ra6.3 X51 立铣刀,游标卡尺 25 铣槽 端面 粗铣拔槽中间两侧面,最右面和叉头最下面IT12 Ra12.5,精铣拔槽中间两侧面IT10 Ra6.3 X51 立铣刀,游标卡尺 30 铣侧 面 粗铣精铣拔槽前后两侧面IT10 Ra6.3 X51 立铣刀,游标卡尺 35 钻孔 攻丝 用直径8.5的麻花钻钻孔,用直径10的丝锥攻丝加工 M10的螺纹孔 Z525 麻花钻,丝锥,塞规 40 倒角 加工叉口0.8X45度倒角,加工孔直径15.81 F8上的 1.2X45度倒角和外面3X45度的倒角 倒角刀 45 叉口 淬火 两叉口淬火
50 钳毛 刺 塞规百分表卡尺等 设计(日期)校对(日期)审核(日期)标准化(日期)会签(日期) 标记处 数 更改文件 号 签字日期 标 记 处 数 更改文件 号 签字 日 期 机械加工工序(05)卡片 江汉大学机电学院机械加工工序卡片 零件图号共7页零件名称变速器换档叉第1页车间工序号工序名称材料牌号 05 铣端面35 毛坯种类毛坯外形尺寸每件毛坯可制件数每台件数锻件1 1 设备名称设备型号设备编号同时加工件数立式铣床X51 1 夹具编号夹具名称切削液 专用夹具乳化液工位器具编号工位器具名称工序工时 准终单件 工工步内容工艺装备主轴转速切削速度进给量/背吃刀量走刀工时定额
卧式车床尾座结构设计
摘要 本课题研究的主要目的是设计出与C6611卧式车床相匹配的尾座结构。 为了完成本课题的设计,首先是搜集和分析资料。主要包括国内外对卧式车床尾座结构的研究现状;同等卧式车床尾座的图纸和资料以及进给与夹紧系统的基本资料;其次是初步确定尾座的总体布局。包括进给系统与夹紧机构的布置及合理选用该结构应用的标准件。最后主要是关于尾座相关方面的设计计算及技术要求。 目前,传统的卧式车床尾座中没有变速机构。当钻削大直径孔时,由于切削力过大,操作工人通常采用加长力臂的方法来扳动手轮。而且耗时又耗力,还会增加企业成本。因此,本课题研究所要达到的预期效果是在C6611车床加工过程中,当需要使用尾座时,可以降低工人的劳动强度,降低企业成本,提高生产效率。 关键词:卧式车床;尾座;进给机构;夹紧机构;齿轮变速箱 ABSTRACT The main purpose of this research is to design the general purpose centre lathes tailstock matching the C6611. To complete the design of this project, before the first is to collect and analyze data, including domestic and international research about the tailstock;the blueprint and data of the same lathe tailstock and the basic information of the feed mechanisms and clamp mechanisms;Secondly,make sure the overall layout of the tailstock initially, including the layout of feed system and the clamping mechanism and the rational use of standard parts of the structure. Finally, the main aspect is the related design calculations about tailstock and technical requirements. Currently,there is no gear box in the traditional general purpose centre lathes . When drilling large diameter holes, because the cutting force is too large, the workers flip the hand wheel with extending the moment of force.And it not only consume times and labor but also increase business costs. Therefore,the expected results of studying this subject is when needing the tailstock in the working process, it can reduce labor intensity and business costs ,increase productivity. key word: general purpose centre lathes; tailstock; feed system; clamping mechanism; gear box