粉末冶金材料标准表
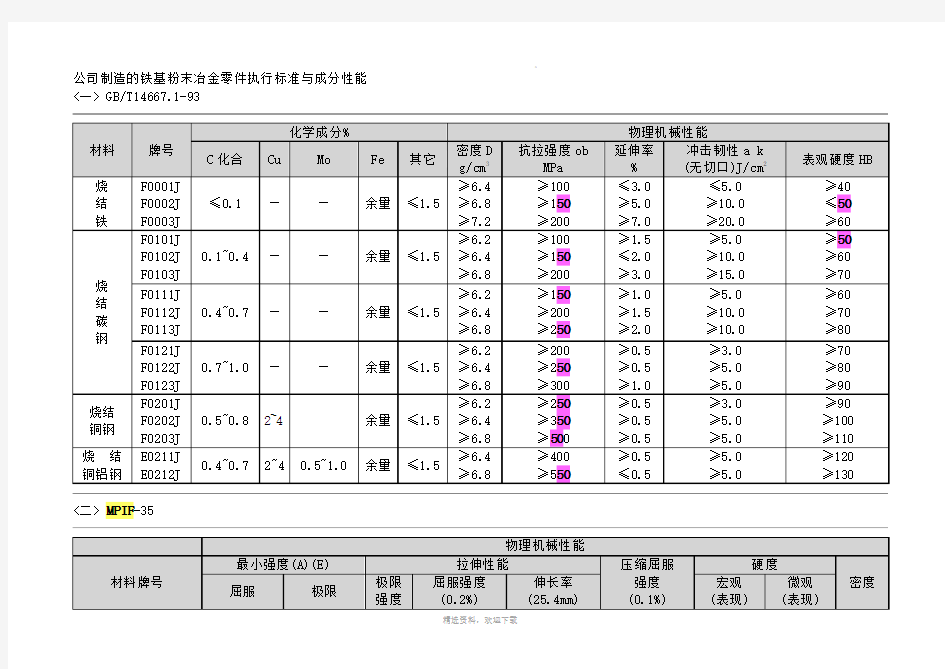

公司制造的铁基粉末冶金零件执行标准与成分性能<一> GB/T14667.1-93
<二> MPIF-35
烧结铁和烧结碳钢的化学成分(%).
材料牌号Fe C
F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9
注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。▲烧结铁-铜合金和烧结铜钢的化学成分(%).
材料牌号Fe Cu C
FC-0200 83.8-98.5 1.5-3.9 0.0-0.3
FC-0205 93.5-98.2 1.5-3.9 0.3-0.6
FC-020893.2-97.9 1.5-3.9 0.6-0.9
FC-0505 91.4-95.7 4.0-6.0 0.3-0.6
FC-0508 91.1-95.4 4.0-6.0 0.6-0.9
FC-0808 88.1-92.4 7.0-9.0 0.6-0.9
FC-1000 87.2-90.5 9.5-10.5 0.0-0.3
烧结铁-镍合金和烧结镍钢的化学成分(%).
材料牌
号
Fe Ni Cu C
FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3
FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6
FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9
FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6
FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9
注: 用差减法求出的其它元素(包括为了特殊
目的而添加的其它元素)总量的最大值为2.0% 注: 用差减法求出的其它元素(包括为了特
殊目的而添加的其它元素)总量的最
大值为2.0%。
⊙铁-铜合金和铜钢粉末冶金材料性能(MPIF-35)
铁-镍合金和镍钢粉末冶金材料性能(MPIF-35) ↑上一页
⊙不锈钢系列粉末冶金制品执行标准与典型牌号的成分和性能-不锈钢(MPIF-35)
⊙铜基系列粉末冶金制品执行标准成分与性能-铜基 (GB2688-81)
⊙<三> "DIN V 30 910" 及 "ISO5755" (成分与性能略)
⊙烧结铝镍钴永磁合金的磁特性及其它物理特性
< 規 格 二 - 不銹鋼 >
Type
Chemical Composition (%)
Physical Mechanical Properties
Fe Cr Ni Cu Tin Si Mn Mo C S Other Density(g/cm 3)
Ultimate Tensile Strength (kg/mm 2
)
Elong-ation(%) Hard-ness
粉末冶金材料标准表
公司制造的铁基粉末冶金零件执行标准与成分性能<一>G B/
590 66 < 690 35 60 烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为%。▲ 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值烧结铁-铜合金和 烧结铜钢的化学 成分(%). 材料牌号 Fe Cu C FC-0200 烧结铁-镍合金和烧结镍 钢的化学成分(%). 材料牌号Fe Ni Cu C FN-0200 注: 用差减法求出的其它 元素(包括为了特殊目的 而添加的其它元素)总量 的最大值为% ⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号最小强 度 (A)(E) 拉伸性能 横 向 断 裂 压缩 屈服 强度 %) 硬度 密度屈 服 极 限 极限 强度 屈服强 度 %) 伸 长 率 宏观 (表 现) 微观 (换算 的) MPa MPa MPa % MPa MPa 络氏g/cm3 FC-0200-15 -18 -21 -24 100 170 140 310 120 11HR B N/A 120 190 160 350140 18 140 210 180 390 160 26 170 230 200 430 180 36 FC-0205-30 -35 -40 -45 210 240 240 < 410 340 37HR B N/A 240 280 280 < 520 370 48 280 340 310 < 660 390 60 310 410 340 < 790 410 72 FC-0205-60HT -70HT -80HT -90HT 410 480 < 660 390 19HR C 58HRC 480 550< 760 490 25 58 550620 (D) < 830 590 31 58 620 690 < 930 660 36 58 FC-0208-30 -40 210 240 240 < 410 390 50HR B N/A
粉末冶金材料标准表
公司制造的铁基粉末冶金零件执行标准与成分性能<一> GB/T14667.1-93 <二> MPIF-35
烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。▲烧结铁-铜合金和烧结铜钢的化学成分(%). 材料牌号Fe Cu C FC-0200 83.8-98.5 1.5-3.9 0.0-0.3 FC-0205 93.5-98.2 1.5-3.9 0.3-0.6 FC-020893.2-97.9 1.5-3.9 0.6-0.9 FC-0505 91.4-95.7 4.0-6.0 0.3-0.6 FC-0508 91.1-95.4 4.0-6.0 0.6-0.9 FC-0808 88.1-92.4 7.0-9.0 0.6-0.9 FC-1000 87.2-90.5 9.5-10.5 0.0-0.3 烧结铁-镍合金和烧结镍钢的化学成分(%). 材料牌 号 Fe Ni Cu C FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3 FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6 FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9 FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6 FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊
粉末冶金材料标准表完整版本
公司制造的铁基粉末冶金零件执行标准与成分性能 <一> GB/T14667.1-93 <二> MPIF-35 编辑版word
烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的而添加的其它元素)总量的最大值为2.0%。▲烧结铁-铜合金和烧结铜钢的化学成分(%). 材料牌号Fe Cu C FC-0200 83.8-98.5 1.5-3.9 0.0-0.3 FC-0205 93.5-98.2 1.5-3.9 0.3-0.6 FC-020893.2-97.9 1.5-3.9 0.6-0.9 FC-0505 91.4-95.7 4.0-6.0 0.3-0.6 FC-0508 91.1-95.4 4.0-6.0 0.6-0.9 FC-0808 88.1-92.4 7.0-9.0 0.6-0.9 FC-1000 87.2-90.5 9.5-10.5 0.0-0.3 烧结铁-镍合金和烧结镍钢的化学成分(%). 材料牌 号 Fe Ni Cu C FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3 FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6 FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9 FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6 FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊 编辑版word
中外常用钢材料牌号对照表
常用国内外钢材牌号对照表 中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT ISO 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 Q195 Cr.B Cr.C SS330 SPHC SPHD S185 040 A10 S185 S185 CT1K П CTlC П CTl ПC Q215A Cr.C Cr.58 SS 330 SPHC 040 A12 CT2K П—2 CT2C П—2 CT2ПC —2 Q235A Cr.D SS400 SM400A 080A15 CT3K П—2 CT3C П—2 CT3ПC —2 E235B Q235B Cr.D SS400 SM400A S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 S235JR S235JRGl S235JRG2 CT3K П—3 CT3C П—3 CT3ПC —3 E235B Q255A SS400 SM400A CT4K П—2 CT4C П—2 CT4ПC —2 普 通 碳 素 结 构 钢 Q275 SS490 CT5C П—2 CT5ПC —2 E275A
中国 美国 日本 德国 英国 法国 前苏联 国际标准化组织 GB AST JIS DIN 、DINEN BS 、BSEN NF 、NFEN ΓOCT IS0 630 品 名 牌号 牌号 牌号 牌号 牌号 牌号 牌号 08F 1008 1010 SPHD SPHE 040A10 80K П 10 1010 S10C S12C CKl0 040A12 XCl0 10 C101 15 1015 S15C S17C CKl5 Fe360B 08M15 XCl2 Fe306B 15 C15E4 20 1020 S20C S22C C22 IC22 C22 20 25 1025 S25C S28C C25 IC25 C25 25 C25E4 40 1040 S40C S43C C40 IC40 080M40 C40 40 C40E4 45 1045 S45C S48C C45 IC45 080A47 C45 45 C45E4 50 1050 S50C S53C C50 IC50 080M50 C50 50 C50E4 优 质 碳 素 结 构 钢 15Mn 1019 080A15 15r
不锈钢材料牌号对照表
0Cr18Ni9作为不锈钢耐热钢使用最广泛,用于食品用设备,一般化工设备,原子能用工业设备。通俗的讲0Cr18Ni9就是304不锈钢板,0Cr18Ni9Ti就是321,一个是国标,一个是美标。321是因为原来冶炼技术不好,无法降低碳含量才研制的,现在因冶炼技术的提高,超低碳钢冶炼已经很平常,所以321有被淘汰的趋势。目前321的产量已经很少了。只有一些军工还在使用。0Cr18Ni9钢(AISI304)是奥氏体不锈钢,是在最初发明的18-8型奥氏体不锈钢的基础上发展演变的钢种,该钢是不锈钢的主体钢种,其产量约占不锈钢总产量曲30%以上。由于此钢具有奥氏体结构,它不可能通过热处理手段予以强化,只能采用冷变形方式达到提高强度的目的。钢的奥氏体结构赋予了它的良好冷、热加工性能、无磁性和好的低温性能。0Cr18Ni9钢薄截面尺寸的焊接件具有足够的耐晶间腐蚀能力,在氧化性酸(HNO3)中具有优良的耐蚀性,在碱溶液和大部分有机酸和无机酸中以及大气、水、蒸汽中耐蚀性亦佳。 0Cr18Ni9钢的良好性能,使其成为应用量最大、使用范围最广的不锈钢牌号,此钢适于制造深冲成型的部件以及输送腐蚀介质管道、容器,结构件等,0Cr18Ni9亦可用子制造无磁、低温设备和部件。 0Cr19Ni10(AISI304L)是在0Cr18Ni9基础上,通过降低碳和稍许提高含镍量的超低碳型奥氏体不锈钢。此钢是为了解决因Cr23C6析出致使0Cr18Ni9钢在一些条件下存在严重的晶间腐蚀倾向而发展的。在开发初期,因冶金生产降碳较难,一度曾妨碍了它的广泛应用,在20世纪70年代新的二次精炼方法AOD和VOD工艺成功用于生产后,此钢才真正得到广泛应用。与0Cr18Ni9比较,此钢强度稍低,但其敏化态耐晶间腐蚀能力显著优于0Cr18Ni9。除强度外,此钢的其他性能同于0Cr18Ni9。它主要用于需焊接且焊后又不能进行面溶处理的耐蚀设备和部件。上述两个钢种,在易产生应力腐蚀环境和产生点蚀和缝隙腐蚀的条件下,在选用时应慎重。[1] 特性 具有良好的耐蚀性、耐热性、低温强度和机械性能,冲压弯曲等热加工性好,无热处理硬化现象,无磁性。 用途 家庭用品、橱柜、室内管线、热水器、锅炉、浴缸、汽车配件、医疗器具、建材、化学、食品工业、农业、船舶部件。 化学成份
钢板金属材料牌号对照
钢板金属材料牌号对照 钢种 中国GB 日本JIS 美国ASTM 德国 牌号牌号标准号钢号钢号材料号标准号 碳素钢板Q235-F SS41 G3101 A36 USt37-2 1.0112 DIN17100 Q235 SS41 G3101 A283-C RSt37-2 1.0114 DIN17100 Q255A SS50 G3101 A283-D (RSt42-2) 1.0134 DIN17100 (A3R) SPV24 G3115 A285-C 20g SB42 G3103 A515.Cr60 HⅡ 1.0425 DIN17155 (15g) SB35 G3103 A515.Cr55 HⅠ 1.0345 DIN17155 (25g) SB46 G3103 A515.Cr65 HⅢ 1.0435 DIN17155 25 SM41A G3103 DIN17100 低合金钢板 16Mn SM50-B.C G3106 St52-3 1.0841 DIN17155 16MnR SM41B G3106 A299/A537-Ⅰ.Ⅱ 17Mn4 19Mn5 1.0841 1.8045 16MngC SPV36 G3115 St52-3 15MnVR SPV36 (WELTEN50) G3115 A225Gr.A.B WStE39 1.8930 15MnVgC (A633-GR.B) 15MnVNTR (K-TEN62M) A302-GR.B 18MnMoNbR A533-Gr.A.I 耐热钢板 16Mo SB46M G3103 A204-Gr A.B 15 Mo3 1.5414 DIN17155 12CrMo SCMV1 G4109 A387-Gr.2 15CrMo SCMV2 G4109 A387-Gr.12 13 CrMo44 1.7335 DIN17155 12Cr2Mo1 SVMV4 G4109 A387-Gr.22 10 Mo910 1.7362 DIN17155 低温钢板 16MnR SLA24B G3126 A516-Gr55 TTSTE26 1.0463 SEW089 15MnVR SLA33A A516-Gr60 TTSTE29 1.0488 15MnVNTR A516-Gr65 A516-Gr70 TTSTE32 TTSTE36 1.0851 1.0859
粉末冶金材料标准表
粉末冶金材料标准表 WTD standardization office【WTD 5AB- WTDK 08- WTD 2C】
公司制造的铁基粉末冶金零件执行标准与成分性能<一>G B/
590 66 < 690 35 60 烧结铁和烧结碳钢的化学成分 (%). 材料牌号Fe C F-0000 注: 用差减法求出的其它元素 (包括为了特殊目的而添 加的其它元素)总量的最大值 为%。▲ 注: 用差减法求出的其它元素 (包括为了特殊目的而添 加的其它元素)总量的最大值 烧结铁-铜合金和 烧结铜钢的化学 成分(%). 材料牌号Fe Cu C FC-0200 烧结铁-镍合金和烧结镍 钢的化学成分(%). 材料牌号Fe Ni Cu C FN-0200 注: 用差减法求出的其它 元素(包括为了特殊目的 而添加的其它元素)总量 的最大值为% ⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号 最小强 度 (A)(E) 拉伸性能 横 向 断 裂 压缩 屈服 强度 %) 硬度 密度 屈 服 极 限 极限 强度 屈服强 度 %) 伸 长 率 宏观 (表 现) 微观 (换算 的) MPa MPa MPa % MPa MPa 络氏g/cm3 FC-0200-15 -18 -21 -24 100 170 140 310 120 11HR B N/A 120 190 160 350140 18 140 210 180 390 160 26 170 230 200 430 180 36 FC-0205-30 -35 -40 -45 210 240 240 < 410 340 37HR B N/A 240 280 280 < 520 370 48 280 340 310 < 660 390 60 310 410 340 < 790 410 72 FC-0205-60HT -70HT -80HT -90HT 410 480 < 660 390 19HR C 58HRC 480 550< 760 490 25 58 550620 (D) < 830 590 31 58 620 690 < 930 660 36 58
JIS Z2550-2000标准日本粉末冶金
JIS 烧结金属材料——规格 JIS Z 2550:2000 平成12年(2000)3月20日修正 日本工业标准调查会审议 (日本标准协会发行)
Z 2550:2000 前言 本标准是以工业标准化法为基础,经过日本工业标准调查会审查,由通商产业大臣修改的日本工业标准。根据本标准,对JIS Z 2550:1989(机械构造部件用烧结材料)修改置换。 JIS Z 2550附属书如下所示。 附属书(规定)机械构造部件用烧结材料 主管大臣:通商产业大臣制订:昭和58(1983).11.1 修改:平成12(2000).3.20 公示:平成12(2000).3.21 拟订原案合作者:日本粉末冶金工业协会 审议部会:日本工业标准调查会非铁金属部会(部会长神尾彰彦) 如对此标准有意见或者疑问,请联系工业技术院标准部标准业务科产业基盘标准化推进室(100-8921东京都千代田区霞关1条3-1) 并且,日本工业标准根据工业标准化法第15条规定,以5年为最大期限,必须在此期限内附日本工业标准调查会审议,并及时确认、修改或废止。
日本工业标准 烧结金属材料——规格 Sintered metal materials—Specification 序本标准是以1996年第一版发行的ISO 5755,Sintered metal materials—Specification为基础,制订的日本工业标准,但日本工业标准与ISO标准值的规定项目不一样,不可能直接对比统一。这次修改,在附属书中对采用ISO的材料的日本工业标准材料进行了规定,使两者可以并用。不过,因ISO开始了原国际标准的修改工作,需要注意ISO材料记号的使用。此外,本标准中有侧线或者点线的部分,为附属书材料特性试验的相关部分,是国际标准中没有的事项。 1. 适用范围此标准规定了轴承与机械部件使用的烧结金属材料的化学成分、机械特性 及物理特性。 备注1 选择粉末冶金材料时,材料的特性不单是化学成分及密度,还要考虑到制造方 法。已经适用于制品、用途的材料特性,锻造品和铸造品或许不同。因此,在确认特性 时,最好与生产者联系。 2.此标准对应的国际标准如下所示 ISO 5755,Sintered metal materials—Specification 2. 引用标准以下的标准因被本标准引用,构成了本标准规定的一部分。这些引用标准, 适用其最新版本。 JIS Z 2202 金属材料冲击试验片 JIS Z 2241 金属材料拉伸试验方法 备注ISO 6892,Metallic materials—Tensile testing at ambient temperature与本标准 同等。 JIS Z 2242 金属材料冲击试验方法 JIS Z 2244 维氏硬度试验—试验方法 JIS Z 2245 洛氏硬度试验—试验方法 备注ISO-4498-1,Sintered metal materials(excluding hardmetal)—Determination of apparent hardness—Part1:虽然限定了烧结材料的规格,但试验方法同等。 JIS Z 2501 烧结金属材料密度、含油率及开放气孔率试验方法 备注ISO 2738,Permeable sintered metal materials—Determination of density,oil content and open porosity与此标准一致。 JIS Z 2507 烧结轴承—径向压碎强度试验方法 备注ISO 2739,Sintered metal bushes—Determination of radial crushing strength与 此标准一致。 3. 选取样本选取样本遵循相关的日本工业标准。 4. 试验方法为了评价附表1到附表9及附属书的指示特性,适用以下的试验方法。4.1 化学成分成分分析尽量按日本工业标准规定的方法进行。没有合适的标准时,根据 和受试者的协议进行试验。 4.2 开放气孔率开放气孔率遵从JIS Z 2501进行试验。 4.3 含油率含油率遵从JIS Z 2501进行试验。 4.4 拉伸强度拉伸强度使用附图1.所示试验片,遵从JIS Z 2241进行试验。 4.5 外观硬度外观硬度遵从JIS Z 2244或JIS Z 2202进行试验。
粉末冶金工艺及材料基础知识介绍
粉末冶金工艺及材料基础知识介绍 粉末冶金是制取金属粉末并通过成形和烧结等工艺将金属粉末或与非金属粉末的混合物制成制品的加工方法,既可制取用普通熔炼方法难以制取的特殊材料,又可制造各种精密的机械零件,省工省料。但其模具和金属粉末成本较高,批量小或制品尺寸过大时不宜采用。粉末冶金材料和工艺与传统材料工艺相比,具有以下特点: 1.粉末冶金工艺是在低于基体金属的熔点下进行的,因此可以获得熔点、密度相差悬殊的多种金属、金属与陶瓷、金属与塑料等多相不均质的特殊功能复合材料和制品。 2.提高材料性能。用特殊方法制取的细小金属或合金粉末,凝固速度极快、晶粒细小均匀,保证了材料的组织均匀,性能稳定,以及良好的冷、热加工性能,且粉末颗粒不受合金元素和含量的限制,可提高强化相含量,从而发展新的材料体系。 3.利用各种成形工艺,可以将粉末原料直接成形为少余量、无余量的毛坯或净形零件,大量减少机加工量。提高材料利用率,降低成本。 粉末冶金的品种繁多,主要有:钨等难熔金属及合金制品;用Co、Ni等作粘结剂的碳化钨(WC)、碳化钛(TiC)、碳化钽(TaC)等硬质合金,用于制造切削刀具和耐磨刀具中的钻头、车刀、铣刀,还可制造模具等;Cu合金、不锈钢及Ni等多孔材料,用于制造烧结含油轴承、烧结金属过滤器及纺织环等。
1 粉末冶金基础知识 ⒈1 粉末的化学成分及性能 尺寸小于1mm的离散颗粒的集合体通常称为粉末,其计量单位一般是以微米(μm)或纳米(nm)。 1.粉末的化学成分 常用的金属粉末有铁、铜、铝等及其合金的粉末,要求其杂质和气体含量不超过1%~2%,否则会影响制品的质量。 2.粉末的物理性能 ⑴粒度及粒度分布
常用钢铁牌号对照表
常用钢铁牌号对照表 钢铁材料的名称、用途、特性和工艺方法命名符号(GB/T221-1979)
①按照GB/T 717—1982《炼钢用生铁》的规定,统一采用汉语拼音字母“L”,(“L”为“炼”字汉语拼音第一个字母)为命名符号。 ②根据GB700--88修改。 ③根据GB699--88修改。 ④根据GBl298--86修改。 表1-9生铁牌号的表示方法 表1-10铁合金牌号的表示方法
表1-11铸铁牌号的表示方法 产品名称牌号举例 QT40017 表示方法说明 灰铸铁 球墨铸铁 黑心可锻铸铁白心可锻铸铁珠光体可锻铸铁耐磨铸铁 抗磨白口铸铁抗磨球墨铸铁 冷硬铸铁 耐蚀铸铁 耐蚀球墨铸铁耐热铸铁 耐热球墨铸铁 HTl00 QT400--17 KTH300—06 KTB350---04 KTZ450—06 MTCulPTi—150 KmTBMn5M02Cu KmTQMn6 LTCrMoRE STSil5M04Cu STQAl5Si5 RTCr2 RTQAl6 伸长率(%) 抗拉强度(MPa) 球墨铸铁代号 ST Si15Mo4Cu ————铜元素符号 —————钼的名义百分含量 —————钼元素符号 —————硅的名义百分含量 —————硅元素符号 —————耐蚀铸铁代号 MT Cu1P Ti —150 ———抗拉强度(MPa) ———钛元素符号 ———磷元素符号 ———铜的名义百分含量 ———铜元素符号 ———耐磨铸铁代号 注:表中成分含量皆指质量分数 表1-12铸钢牌号的表示方法 表1-13钢产品号的表示方法
注:1.平均合金含量∠1.5%者,在牌号中只标出元素符号,不注其含量。 2.平均合金含量为1.5%~2.49%、2.50%~ 3.49%、…、22.5%~23.49%、…时相应的注为2、3、…、23、…。 3.成份含量皆指质量指数。
钢板金属材料牌号对照表(doc 17页)(正式版)
锻件金属材料牌号对照 钢种 中国GB 日本JIS 美国ASTM 德国 牌号牌号标准号钢号 碳素钢锻件20 SF34 S20C G3201 G4051 A105、A181-ⅠC22、CK22 1.0402 101151 DIN17200 25 SF40 S25C G3201 G4051 A181-Ⅰ、A266-Ⅰ 35 SF45 S35C G3201 G4051 A181-Ⅱ、A266-Ⅱ A105 C35、CK35 1.0501 1.1181 DIN17200 45 SF50 S45C G3201 G4051 A266-ⅢC45、CK45 1.0503 1.1191 DIN17200 低合金钢锻件 16Mn 17Mn4 1.0844 DIN17155 20MnMo 15MnMoV 20MnMoNb 35CrMo SFCM3 G3221 AISI-E4135 34CrMo4 1.1200 DIN17200 32MnMoVB 15CrMo SFHV22B G3213 A182-F12、A336-F12 13CrMo44 1.7355 DIN17175 12CrMoV SFHV23B G3213 A182-F11、A336-F11 不锈耐热钢牌号对照(一)耐热钢棒牌号对照 中国美国德国日本法国英国国际 GB1221-92 AISI、ASTM DIN17440 DIN17224 JIS NF A35-572/584 NF A35-576~582 BS 970 BS 1449 ISO683/13 ISO683/16 5CrmN9Ni4N SUH35 349S52 8(注①) 2Cr21Ni2N 2Cr23Ni13 309,S30900 SUH309 Z15CN24.13 309S24 2Cr25Ni20 310,S31000 CrNi2520 SUH310 12CN25.20 310S24 1Cr16Ni35 330 SUH330 Z12NCS35.16 0Cr15Ni25Ti2MoA1VB 660,K66286 SUH660 Z6NCTDV25.15B 0Cr18Ni9 304,S30400 X5Cr189 SUS304 N6CN18.09 304S15 11 0Cr23Ni13 309S,S30908 SUS309S 0Cr25Ni20 310S,S31008 SUS310S 0Cr17Ni12Mo2 316,S31600 X5CrNiMo1810 SUS316 Z6CND17.12 316S16 20,20a 4Cr14Ni4W2Mo2
材料牌号对照表
材料牌号对照表 表1 材料种类牌号表示法 碳素结构钢由代表屈服点的字母Q屈服点数值、质量等级符号、脱氧方法符 号四部分顺序组成。 质量等级分四级:A、B、C、D 脱氧方法:F(沸腾钢)、b(半镇静钢)、Z(镇静钢)、TZ(特殊镇静钢)四种,通常 Z和TZ可省略碳例:Q235,AF 素优质碳素结构钢用两位数字表示钢平均含碳量的万分数。 钢例:45 钢 分为普通含锰量(WMn?0.7%和较高含锰量(WMn =0.7%,1.2%)两类。含锰量较高的钢在两位数字后面加“ M6字。 例:65Mn钢 高级优质钢,数字后加“ A” ;特级优质钢,加“ E” 碳素工具钢用“碳”的汉语拼音字首“ T”加数字表示,数字表示钢的平均均含碳量的千分数。 数字后加“A”为高级优质钢,加“ M6表示含锰量较高 例:T12 铸钢用“ZG'表示一分别为“铸、钢”拼音首字母。牌号有两种表示方法:以强度表示时,在“ZG后面有两组数字,第一组数字表示该牌号屈服点的最低值,第二组数字表示其抗拉强度的最低值,两 组数字间用“ ,” 隔开。
例: ZG230,450 。 以化学成分表示铸钢牌号时,在“ ZG后面的数字表示铸钢平均碳含量的万分数。平均碳含量,1, 时不标出,平均碳含量, 0.1, 时,其第一位数字为“ 0”。在含碳量后面排列各主要合金元素符号, 每个元素符号后面用整数标出含量的百分数。 例:ZG15Cr1MoM 由含碳量数字+合金元素+合金元素含量, + 汉语拼音字母(首或尾)组成 前面数字为两位时表示平均含碳质量分数的万分数; 为一位数时表示平均含碳质量分数的千分数; 钢中所含的合金元素用化学符号表示,后面的合数字表示合金元素平均含量的百分数,当合金平均含量小于 1.5%时不标注数字。金特例:1 、低合金高强度钢一一“ Q +数字((7 S); 2、轴承钢一一“ G +合金元素+数字+, 字表示合金元素平均含量的千分数;钢例:60Si2Mn 1Cr13 GCr15 表2 材料种类组织、牌号表示法灰铸铁组织三类: 铁素体基体、铁素体- 珠光体基体、珠光体基体的灰铸铁 牌号用“ HT+数字”表示。 HT是“灰铁”两字的汉语拼音字首; 数字表示最低的抗拉强度值(MPa)。 例:HT150 球墨铸铁组织四类: 铁素体球墨铸铁、铁素体—珠光体球墨铸铁、珠光体球墨铸铁、贝氏体球墨铸铁 牌号牌号用“ QT+A组数字-B组数字”表示。 QT是“球铁”两字的汉语拼音字首。 A 组数字表示最低的抗拉强度值(MPa)
粉末冶金常识
粉末冶金常识 1.粉末冶金常识之什么是粉末冶金 粉末冶金是一门制造金属粉末,并以金属粉末(有时也添加少量非金属粉末)为原料,经过混合、成形和烧结,制造材料或制品的技术。它包括两部分内容,即:(1)制造金属粉末(也包括合金粉末,以下统称"金属粉末")。 (2)用金属粉末(有时也添加少量非金属粉末)作原料,经过混合、成形和烧结,制造材料(称为"粉末冶金材料")或制品(称为"粉末冶金制品")。 2、粉末冶金常识之粉末冶金最突出的优点是什么 粉末冶金最突出的优点有两个: (1)能够制造目前使用其他工艺无法制造或难于制造的材料和制品,如多孔、发汗、减震、隔音等材料和制品,钨、钼、钛等难熔金属材料和制品,金属-塑料、双金属等复合材料及制品。 (2)能够直接制造出合乎或者接近成品尺寸要求的制品,从而减少或取消机械加工,其材料利用率可以高达95%以上,它还能在一些制品中以铁代,做到了"省材、节能"。 粉末冶金件 3、粉末冶金常识之什么是"铁基"什么是铁基粉末冶金 铁基是指材料的组成是以铁为基体。铁基粉末冶金是指用烧结(也包括粉末锻造)方法,制造以铁为主要成分的粉末冶金材料和制品(铁基机械零件、减磨材料、摩擦材料,以及其他铁基粉末冶金材料)的工艺总称。 4、粉末冶金常识之用于粉末冶金的粉末制造方法主要有哪几类 粉末制造方法主要有物理化学法和机械粉碎法两大类。前者包括还原法、电解法和羰基法等;后者包括研磨法和雾化法。 5、粉末冶金常识之用还原法制造金属粉末是怎么回事 该法是用还原剂把金属氧化物中的氧夺取出来,从而得到金属粉末的一种方法。 6、粉末冶金常识之什么叫还原剂 还原剂是指能够夺取氧化物中氧的物质。制取金属粉末所用的还原剂,是指能够除掉金属氧化物中氧的物质。就金属氧化物而言,凡是与其中氧的亲合力大于这种金属与氧的亲合力的物质,都称其为这种金属氧化物的还原剂。 7、粉末冶金常识之粉末还原退火的目的是什么 粉末还原退火的目的主要有以下三个方面:(1)去除金属粉末颗粒表面的氧化膜;(2)除掉颗粒表面吸附的气体和水分等异物;(3)消除颗粒的加工硬化。 粉末冶金工艺流程图 8、粉末冶金常识之用于粉末冶金的粉末性能测定一般有哪几项 用于粉末冶金的粉末性能测定一般有三项:化学成分、物理性能和工艺性能。9、用于粉末冶金的粉末物理性能主要包括那几项
各国工具钢牌号对照表
中国日本德国英国法国前苏联GB,YB JIS DIN(W-Nr.)ASTM AISI SAE BS NFГОСТC67(1.0761)1064,1064,1064, CK67(1.1231)106510651065 C67(1.0761) CK67(1.1231) XC70, XC80 85SUP3108410841084080A8685 65Mn1566156665 Г 55S6, 56S7 65Si7(1.0906),250A58, 66Si7(1.5028),250A61 60SiCr7(1.0961) 60Si2CrA67SiCr5(1.7103)9254925460C2XA 50CrMn SUP955Cr3(1.7176)527A6050X Г50CrVA SUP1050CrV4(1.8159)615061506150735A5050CV450X Φ A GCr6105Cr2(1.3501)E5010050100100C3Ш X6 GCr9SUJ1105Cr4(1.3503)E511005110051100534A99100C5Ш X9 GCr15SUJ2100Cr6(1.3505)E521005210052100534A99100C6Ш X15 GCr9SiMn SUJ3A485-Gr.1 GCr15SiM n 100CrMn6(1.3520)Ш X15C Г 4201 Z80WCV 2018/4/1 4271 Z80WKCV 18-05-04- 01 4275 Z80WKCV 18-10-04- 02 SKH4B T6T6BT6 4175 Z165WKC V 12-05-05- 04 4301 Z85WDCV 06-05-04- 02 SKH52M3-1M3-1 SKH53S6-5-3(1.3344)M3-2M3-2 4361 Z130WDC V 06-05-04- 04 4371 Z85WDKC V 06-05-05- 04-02 SKH56M36M36 SKH57S10-4-3-10(1.3207) W12Cr4V 4Mo S12-4(1.3302)P14 φ 4 SKH55S6-5-2-5(1.3243) BM2 M4BM14 S6-5-2(1.3343)M2 SKH54 M2 T15BT15 T5 P10K5 φ 5 S12-1-4-5(1.3202) T5BT5 BT1P18 SKH3S18-1-2-5(1.3255)T4T4BT4 (S18-0-1)(1.3355)T1T1 滚动轴承钢 高速工具钢W18Cr4V SKH2 SKH9 SKH4A SKH10 60Si2Mn SUP792609260926061S760C2 92559255250A5355C2 55Si2Mn SUP655Si7(1.0904)9255 10741074070A7875 75C75(1.0773)1074 070A72XC7070 1070 080A67XC6565 各国工具钢牌号对照表 项目 美国 弹簧钢65 7010701070
粉末冶金日本工业标准JISZ
日本工业标准 JIS Z 2550-1983 机械结构零件用烧结材料 Sinted Materials for Structural Parts 1. 适用标准本标准规定了机械结构零件用烧结金属材料。但是,这种材料都是烧结态材料。 备考作为参考,在本标准中一并记入了国际单位制(SI)的单位与数值,它们都附加有{}。 2.种类与记号材料的种类与记号是根据材料的化学成分与机械性能来划分的,如表1所示。 3. 质量材料的机械性能、密度及化学成分如表2所示。
① 1N/mm2=1MPa。 ②化学成分中,SMS1种相当SUS 316和SUS 304,SMS2种相当410。 ③所谓其它,是磷、硫、锰、硅等。 备考:表2也适用于烧结后进行尺寸整形者。 参考:(1)关于SMF种材料的硬度与热处理,各种烧结材料的表面处理,含油处理后的各项性能,作为参考值,在解说中给出。 再者,关于含碳量与适用的热处理可参照解说。 (2)用高纯氢中烧结或真空烧结制造的不锈钢系的质量,例如解说中所示。 4. 试验
4.1 机械性能试验 4.1.1 拉伸试验 (1)试件试件是用下列方法制造的: (a)压制压坯用阴模内部的形状与尺寸 (b)压坯压坯高度为4.00~5.00mm,压坯中不得有肉眼可见的分层及其它缺陷。 (c)润滑方法用油布拭擦阴模内表面,或用将60g硬脂酸锌溶于1L四氯化碳中制成的溶液涂覆阴模内表面。另外,将硬脂酸锌之类的润滑剂添加于使用的粉末中,充分进行混合也可以。 (d)成形成形压坯所需之粉末量依据测定质量,测定充填体积,或将粉末充满阴模后将上表面刮平来决定。 成形方面,有规定成形压力和规定压坯密度二种情况。在规定压制压力的场合,一组压坯对于规定的压力变化不得大于±3%,质量方面,对于平均值的变化不得大于±2%。在规定压坯密度的场合,一组压坯对于规定的高度变化不得大于±2%,和质量方面,对于规定的值变化不得大于±1%。 另外,关于压制速度,保压时间,脱模方法及一组压坯的数量,皆由当事者间协商决定。 (e)烧结烧结条件根据当事者间的协定进行。但是,对于烧结温度范围,保温时间,加热—冷却条件及烧结气氛的各项条件都必须进行记录。 (2)试验方法试验方法按照JIS Z 2241(金属材料拉伸试验方法)进行。 4.1.2 冲击试验 (1)试件试件是用下列方法制造的: (a)压制压坯用阴模内部的形状及尺寸图2示阴模内部的形状及尺寸。
粉末冶金材料标准表
公司制造的铁基粉末冶金零件执行标准与成分性能
-15 -20 100 170 120 2.5 120 60 6.7 140 260 170 7.0 130 80 7.3 F-0005-10 -20 -25 100 170 120 < 1 125 25HRB N/A 6.1 140 220 160 1.0 160 40 6.6 170 260 190 1.5 190 55 6.9 F-0005-50HT -60HT -70HT 340 410 (D) < 0.5 300 20HRC 58HRC 6.6 410 480 < 0.5 360 22 58 6.8 480 550< 0.5 420 25 58 7.0 F-0008-20 -25 -30 -35 140 200 170 < 0.5 190 35HRB N/A 5.8 170 240 210 < 0.5 210 50 6.2 210 290 240 < 1.0 210 60 6.6 240 390 260 1.0 25070 7.0 F-0008-50HT -65HT -75HT -85HT 380 450< 0.5 S 480 22HRC 60HRC 6.3 450520 < 0.5 55028 60 6.6 520 590 < 0.5 620 32 60 6.9 590 660 < 0.5 690 35 60 7.1 烧结铁和烧结碳钢的化学成分(%). 材料牌号Fe C F-0000 97.7-100 0.0-0.3 F-0005 97.4-99.7 0.3-0.6 F-0008 97.1-99.4 0.6-0.9 注: 用差减法求出的其它元素(包括为了 特殊目的而添加的其它元素)总量的 最大值为2.0%。▲ 注: 用差减法求出的其它元素(包括为了 特殊目的而添加的其它元素)总量 烧结铁-铜合金和烧结铜钢的化学成分 (%). 材料牌号Fe Cu C FC-0200 83.8-98.5 1.5-3.9 0.0-0.3 FC-0205 93.5-98.2 1.5-3.9 0.3-0.6 FC-020893.2-97.9 1.5-3.9 0.6-0.9 FC-0505 91.4-95.7 4.0-6.0 0.3-0.6 FC-0508 91.1-95.4 4.0-6.0 0.6-0.9 FC-0808 88.1-92.4 7.0-9.0 0.6-0.9 FC-1000 87.2-90.5 9.5-10.5 0.0-0.3 烧结铁-镍合金和烧结镍钢的化学成分(%). 材料牌号Fe Ni Cu C FN-0200 92.2-99.0 1.0-3.0 0.0-2.5 0.0-0.3 FN-0205 91.9-98.7 1.0-3.0 0.0-2.5 0.3-0.6 FN-0208 91.6-98.4 1.0-3.0 0.0-2.5 0.6-0.9 FN-0405 89.9-96.7 3.0-5.5 0.2-2.0 0.3-0.6 FN-0408 89.6-96.4 3.0-5.5 0.0-2.0 0.6-0.9 注: 用差减法求出的其它元素(包括为了特殊目的 而添加的其它元素)总量的最大值为2.0% ⊙ 铁-铜合金和铜钢粉末冶金材料性能(MPIF-35) 材料编号 最小强度(A)(E) 拉伸性能横向 断裂 压缩 屈服 硬度 密度 屈服极限极限强度屈服强度伸长率宏观微观
不锈钢材料牌号对照表
中国不锈钢牌号近似对照表|国标对应的日标,美标,德标 序号中国GB 日本美国德国DIN 新牌号统 一数字代 号 新牌号(GB24511) 旧牌号JIS ASTM UNS 钢号 奥氏体不锈钢 1 S35350 12Cr17Mn6Ni5N 1Cr17Mn6Ni5N SUS201 201 S20100 X12CrMnNiN17-7-5 2 S35450 12Cr18Mn9Ni5N 1Cr18Mn8Ni5N SUS202 202 S20200 X12CrMnNiN18-9-5 3 S30110 12Cr17Ni7 1Cr17Ni7 SUS301 301 S30100 X5CrNi17-7 4 S30408 06Cr19Ni10 0Cr18Ni9 SUS304 304 S30400 X5CrNi18-10 5 S30403 022Cr19Ni10 00Cr19Ni10 SUS304L 304L S30403 X2CrNi19-11 6 S30458 06Cr19Ni10N 0Cr19Ni9N SUS304N1304N S30451 X5CrNiN19-9 7 S30478 06Cr19Ni9NbN 0Cr19Ni10NbN SUS304N2XM21 S30452 8 S30453 022Cr19Ni10N 00Cr18Ni10N SUS304LN304LN S30453 X2CrNiN18-10 9 S30510 10Cr18Ni12 1Cr18Ni12 SUS305 305 S30500 X4CrNi18-12 10 S30908 06Cr23Ni13 0Cr23Ni13 SUS309S 309S S30908 X12CrNi23-13 11 S31008 06Cr25Ni20 0Cr25Ni20 SUS310S 310S S31008 X8CrNi25-21 12 S31608 06Cr17Ni12Mo2 0Cr17Ni12Mo2 SUS316 316 S31600 X5CrNiMo17-12-2 13 S31668 06Cr17Ni12Mo2Ti 0Cr18Ni12Mo3Ti SUS316Ti 316Ti S31635 X6CrNiMoTi17-12-2 14 S31603 022Cr17Ni12Mo2 00Cr17Ni14Mo2 SUS316L 316L S31603 X2CrNiMo17-12-2 15 S31658 06Cr17Ni12Mo2N 0Cr17Ni12Mo2N SUS316N 316N S31651 16 S31653 022Cr17Ni13Mo2N 00Cr17Ni13Mo2N SUS316J1 316LN S31653 X2CrNiMoN17-13-3 17 S31688 06Cr18Ni12Mo2Cu2 0Cr18Ni12Mo2Cu2 SUS316J1 18 S31683 022Cr18Ni14Mo2Cu2 00Cr18Ni14Mo2Cu2 SUS316J1L 19 S31708 06Cr19Ni13Mo3 0Cr19Ni13Mo3 SUS317 317 S31700 20 S31703 022Cr19Ni13Mo3 00Cr19Ni13Mo3 SUS317L 317L S31703 X2CrNiMo18-15-4 21 S32168 06Cr18Ni11Ti 0Cr18Ni10Ti SUS321 321 S32100 X6CrNiTi18-10 22 S34778 06Cr18Ni11Nb 0Cr18Ni11Nb SUS347 347 S34700 X6CrNiNb18-10