航空发动机复杂零部件的新型测量技术
航空发动机复杂零部件的新型测量技术
发布时间:2014-6-30 13:37:51
近几年来,航空市场发展迅猛,国内的航空发动机制造技术也正加速发展。在技术提升的过程中,航空发动机从研发到制造,对计量和测量的需求都非常迫切。在新型号研制过程中,设计部门希望获得准确的测量数据,用于设计验证;制造部门需要更加高效地完成测量工作,提升合格率并控制制造成本。目前,国内对高精度测量设备的投入和对新型测量技术的采用程度,与国外先进企业的水平还有一定的差距。
航空发动机的零部件种类多、结构复杂,进而带来了复杂的测量任务。以整体叶盘为例,目前测量编程仍然是一个很大挑战,在现有的技术平台上,测量过程既要根据叶盘的整体结构设计测量路线,还要根据叶片型线考虑扫描过程控制。因此,测量设备本身的效率和精度的提升是必然的,同时,在设备的附属工具、测量软件、探测技术等方面寻找新的突破点,提升复杂零部件的测量效率和测量效果,也成为新型测量技术的发展趋势。
全球对航空发动机的性能追求从未停歇,对航空发动机零部件的要求也日益提高。海克斯康最新研发的Leitz三坐标测量机扫描技术、HP-O非接触测量和I++ Simulator模拟软件等,为解决航空发动机复杂零部件的测量难题,提出了新的手段和方法。
基于航空发动机复杂零部件的制造发展和质控需求,本文将介绍海克斯康计量新近推出的典型测量技术,包括高效率精密扫描技术、复合式高效高精密探测技术和提高测量机有效工时的仿真模拟软件技术等。
Leitz高精密高速扫描技术
触发式模拟扫描技术已经成为发动机精密零部件测量的主要探测方式,该技术能高速提供密集点云,实现几何量形状和位置的精密判定,但是,复杂曲面曲线的高密度扫描,需要设备能够实时根据曲率变化给出智能的调整,以期平衡点密度和效率的同时获取最精确的结果。Leitz最新的扫描技术,借助最先进的控制技术,控制系统根据机器特性和工件扫描状态,判断和调整扫描过程。多样的扫描形式和控制形式的实现,使三坐标测量机的扫描能力显著提升,面对复杂专业的测量任务更加得心应手。
1VHSS 扫描技术:可变速扫描
能快则快,当慢则慢。依据曲面曲率,在已知几何特征上实时连续调整测量速度。在此之前的扫描技术,需要人为编程控制机器扫描的速度,速度的设定,需要考虑机器性能、工件特点、效率要求等多种因素,对编程者的挑战是:想达到最佳的效率,要么具备经验,要么从此任务中开始积累经验。VHSS扫描则无关乎具体使用者的经验,机器根据自身的性能特点和待检测曲面的数据,自动优化扫描过程的速度,编程者直接得到最佳的测量效率。
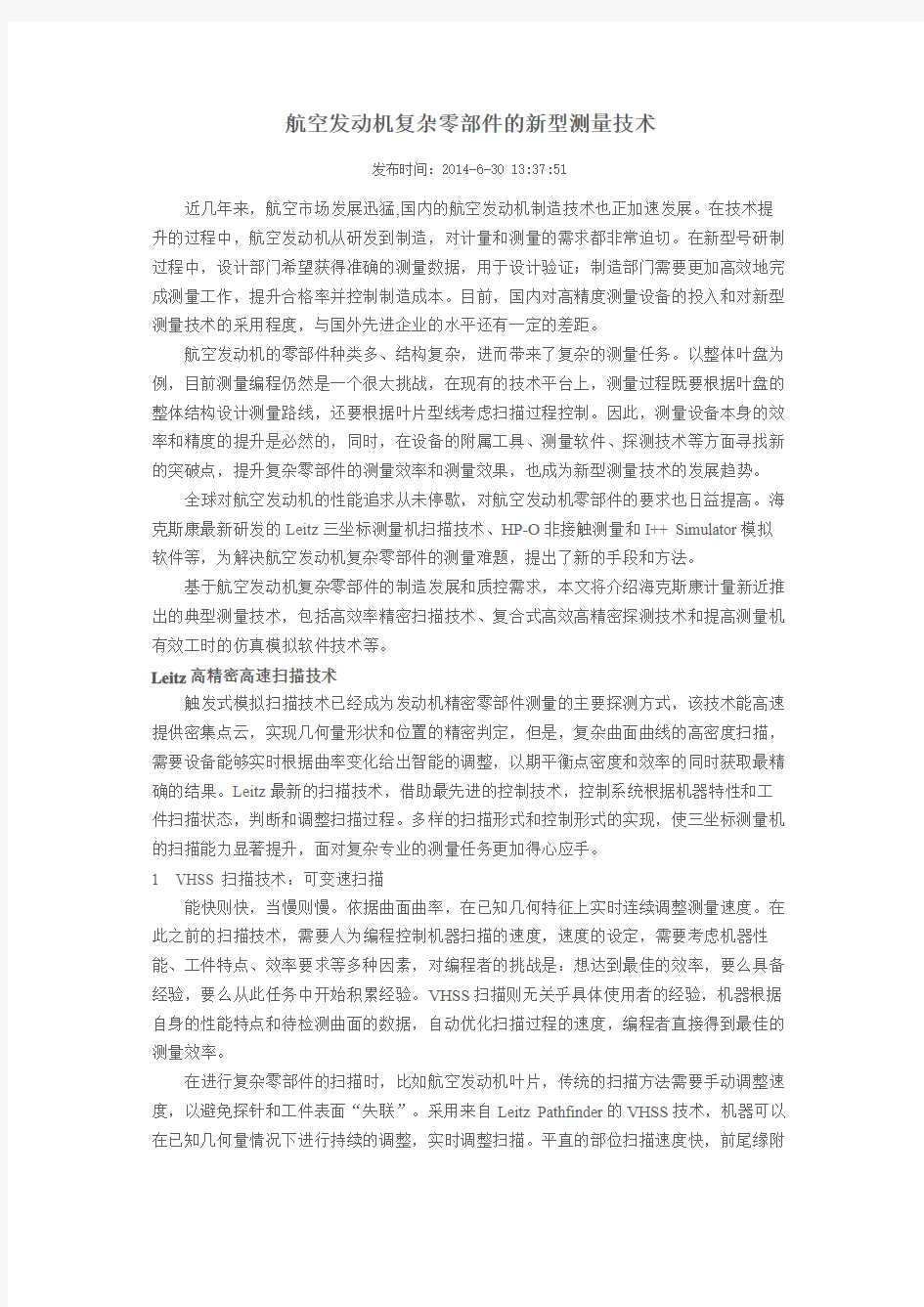
在进行复杂零部件的扫描时,比如航空发动机叶片,传统的扫描方法需要手动调整速度,以避免探针和工件表面“失联”。采用来自Leitz Pathfinder的VHSS技术,机器可以在已知几何量情况下进行持续的调整,实时调整扫描。平直的部位扫描速度快,前尾缘附
近区域扫描速度自动降低,实现了检测效率与精度的优化。
2Leitz四轴扫描: 整合转台实现连续性四轴扫描
叶盘与叶轮这一类零件的测量对测量机来说是一个挑战:没有转台的话需要采用大量的探针配置,需要花费很多的时间。转台一般用来定位零件,然后先后完成扫描(三轴扫描),过程复杂、效率低。Leitz四轴扫描技术,采用先进的控制技术,实现了四轴联动的连续扫描。
哈尔滨东安使用1台Leitz PMM-C和1台Leitz Global Reference,检测航空发动机叶轮,采用了VHSS可变速扫描和四轴联动扫描技术。可变速扫描检测叶轮的叶型曲面和流道等,测量过程中机器根据曲线的曲率变化调整和优化扫描速度,大大提升了扫描测量的效率。四轴联动保证了1根探针高效完成叶片上的全部检测任务。整个检测方案根据需求定制开发,包括测量过程的优化、定制的计算评价及优化、定制的报告输出。测量的输出满足了制造过程控制和最终质量控制的要求。检测时间由原来的8h,缩短到2h,实现了效率的飞跃。
3Leitz标注扫描技术
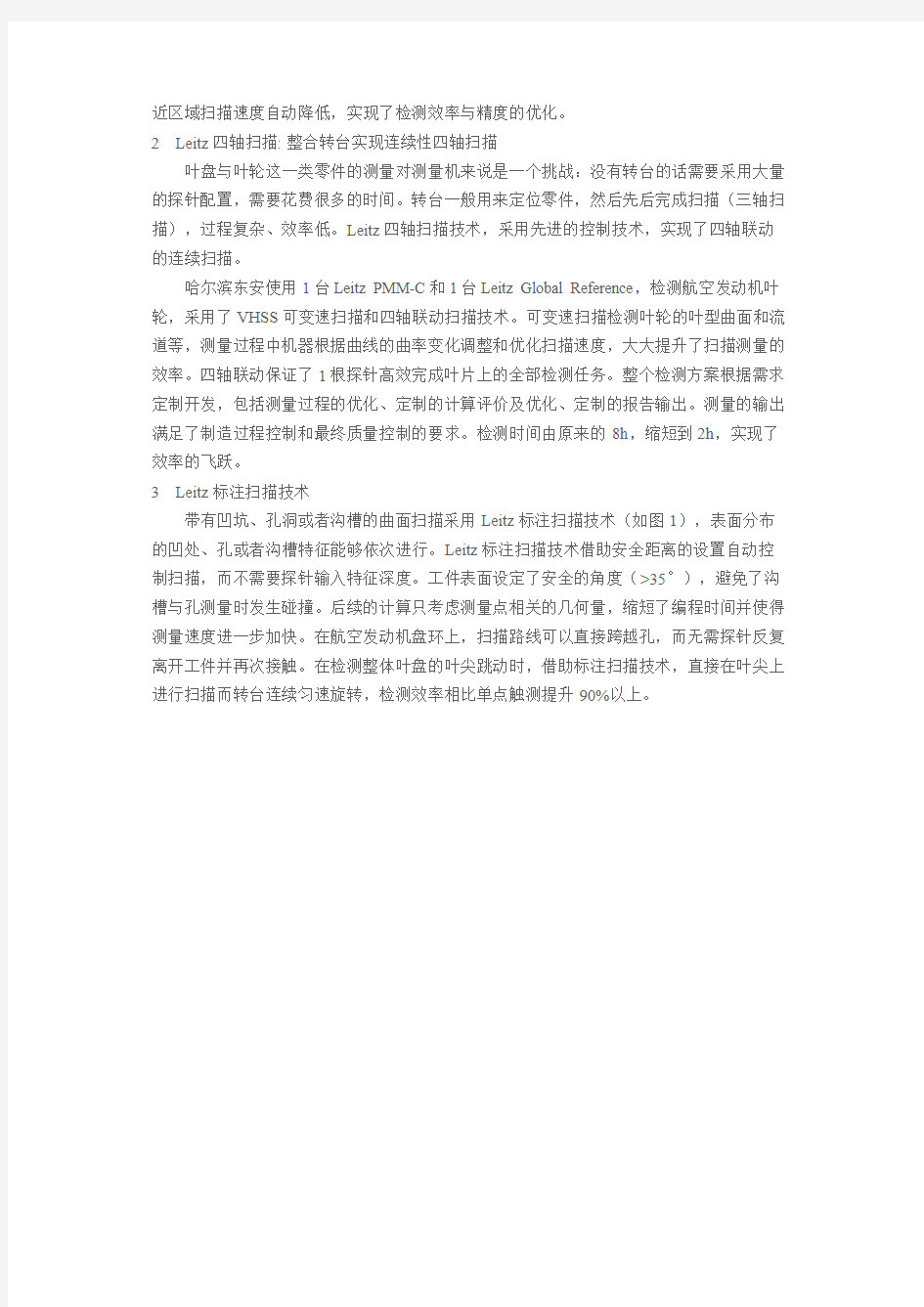
带有凹坑、孔洞或者沟槽的曲面扫描采用Leitz标注扫描技术(如图1),表面分布的凹处、孔或者沟槽特征能够依次进行。Leitz标注扫描技术借助安全距离的设置自动控制扫描,而不需要探针输入特征深度。工件表面设定了安全的角度(>35°),避免了沟槽与孔测量时发生碰撞。后续的计算只考虑测量点相关的几何量,缩短了编程时间并使得测量速度进一步加快。在航空发动机盘环上,扫描路线可以直接跨越孔,而无需探针反复离开工件并再次接触。在检测整体叶盘的叶尖跳动时,借助标注扫描技术,直接在叶尖上进行扫描而转台连续匀速旋转,检测效率相比单点触测提升90%以上。
4Leitz 智能锁定扫描技术
测量时,如果偏差过大或者零件有缺陷,往往会使得接触点丢失。比如试制阶段的整体叶盘,以较快的速度扫描时,在前尾缘处,探针会离开工件或得到的扫描点质量较差。采用Leitz智能锁定扫描技术,能够实现测量的持续进行,一旦丢失点,控制器会将探针放置于上一个正确的测量点,并减速继续测量,通过问题区域后,系统自动提升扫描速度。
Leitz智能锁定扫描技术确保了即使在面对有缺陷的工件时,测量程序依然能够完整执行而不需要操作者的参与。这项技术为借助托盘无人值守的连续测量提供了便利。相反,在测量出错后停止程序,并调试程序后重新运行,检测效率将大打折扣。
5Leitz 三维自定心扫描技术
测量非线性的槽是一项相当复杂的任务。如图2所示,采用Leitz三维自定心扫描技术,测量机自动独立寻找槽最深的点,并在槽底实现连续扫描。Leitz三维自定心扫描技术还在配备转台情况下的测量。完成丝杠、轴承等工件的球道的测量,更加高效与可靠。连续扫描螺纹中径,也是对先前测量手段的颠覆。
在德国MTU新的整体叶盘制造工厂,应用了Leitz新的扫描技术。VHSS扫描根据叶片曲率变化,优化扫描速度控制。四轴联动的扫描减少了探针的更换,提高了机器效率。智能锁定扫描技术,不会因为制造偏差大导致机器中断,保证了测量过程的连续性,使机器连续运行完成叶盘测量任务。一系列扫描新技术的采用,实现了测量叶片中多达70%的效率提升。
HP-O光纤扫描技术
在超高精密固定式三坐标测量机上采用高精密光学扫描技术一直是测量行业追寻的目标。因为光学探测能够避免损坏零件表面的同时延伸触发探测不能及的测量范围,所以,将触发与非接触探测联合到一起实现复合式测量,零件在一次性装夹情况下采用1个程序自动检测所有尺寸,则能大大提升复杂零部件检测效率,因此, HP-O技术应运而生。
HP-O技术基于调频干涉式光学测距技术,是固定式三坐标测量机新型高精密复合式扫描技术(如图3所示)。HP-O中的光纤测头提供了能够与触发式扫描测头相媲美的精度与可靠性,同时提供了更快的扫描速度、更广的测量范围,拥有通用光学非接触测量的优势。如果需要高效的扫描测量,而触发测头又难以接近工件,或者零部件会在触发探测过程中变形、受损时,HP-O光纤测头将是高精度触发扫描的替代选择。
1HP-O解决方案支持多传感器测量
借助测头更换架,多个光学测头和触发测头可以在一个程序中互换。光学测头可用于单点检测和连续的3轴或4轴扫描测量。解决方案提供了一个完整的测量系统,包含QUINDOS测量软件、Leitz PMM-C高精度测量机、光学/触发测头及转台等工具。
2HP-O的独特优势
(1)HP-O光纤测头拥有±30°的接收角度,重复性小于0.3 μm;
(2)非接触测量:使得零件免受任何机械损伤,可避免测针磨损,同时零件不需要任何喷涂标记。对有涂层的叶片,非接触测量能保持叶片涂层不受损伤;
(3)测量点到测头末端的距离多达60mm。在检测整体叶盘内腔时,能够解决接触测头无法达到的难题;
(4)减少机械探测的局限性,实现高效的数据采集,提供了更快的扫描速度。如检测叶盘的叶尖,直接扫描全部叶片的叶尖,转台匀速旋转即可;
(5)空间分辨率高,完成最小细节乃至微观尺寸的测量,如倒角和划痕等;
(6)以高点密度简便的获得特征信息。在微小特征处,接触测量必须使用足够小直径的探针,以求清晰表达特征详情。小探针的强度较弱易受损,测量过程由此中断。FOP微小的光斑,远小于接触式探针的直径,能更加准确地获得细小轮廓。
HP-O解决方案将成为航空复杂零部件高效率精密测量的最佳方案,它刷新了精密测量的历史记录,整体叶盘检测效率提升95%。敏感的零部件要求高精度的非接触测量,避免机械接触的损伤。细小的局部特征,在接触测量中受探针直径的限制。高精度非接触的光纤测头,则很好地解决了这类问题。例如,焊接后的叶盘内腔,接触探针无法抵达,非接触手段通过延长的光线可有效抵达测量部位,实现对内腔的测量。目前,HP-O将是航空发动机双层盘类工件复杂内腔大尺寸底径测量的唯一解决方案。
I++ Simulator仿真模拟编程技术
新的零部件制造完毕送到质保室之后,不能立即展开检测工作,因为技术人员需要利用测量机进行测量编程,编程的时间长短依工件的复杂程度而定,因此,联机编程时间关系着测量机的有效工时,即“测量产能”。
基于CAD仿真模拟,I++ Simulator能够在模拟环境下调试和运行程序,无需测量机和实体工件的参与,就能够得到可用的测量程序。因此,质检工作流程速度获得了很大的提升,测量机的测量产能得到提高。
I++ Simulator是测量模拟软件,可以进行可行性分析与计划。该软件提供了全套的脱机模拟工具,涵盖设备规划、应用模拟以及3D全程的可视化。如图4所示,用户在进行零部件编程时,就如同操作真实的机器。用户用现有计量软件(如Quindos)编写测量程序,I++ Simulator模拟出真实的测量机,以响应计量软件。脱机编程如在真实机器上进行,机器操纵盒用常见的游戏手柄取代。
某些计量软件内置了机器的图像或模型,编程时机器运动可见。I++ Simulator则完全作为单独的软件包和计量软件通信,通信协议遵守I++ DME,这是重要的差别。所以说,I++ Simulator模拟了“真实的机器”。另一方面,支持I++ DME意味着,可以支持不同厂家的计量软件。
I++ Simulator的优势:
(1)减少了编程成本和时间。在新型号研制中,实际工件加工完毕之前,已经可以基于CAD进行脱机编程。工件加工完毕时测量程序已经具备。特别是对叶盘等复杂零部件,以及盘轴类检验特征量大的零部件,能够缩短研制的整体时间;
(2)测量过程优化、合理化以及透明化。对零部件内腔中不易直接目视查看的部位,模拟编程中可以清晰看到内部的情况;
(3)快速与经济的可行性分析。如探针定制的周期长,且存在一定的风险。在软件中可以模拟出需要的探针,并运行程序进行确认;
(4)减少机器停机时间。编程完全在I++ Simulator中进行,机器的使用效率提高;(5)通过避免碰撞而长时间保持机器测量精度;
(6)含有完善的工具库:各种测量机、测头、探针、更换架、转台、上下料系统、夹具、仿真实验室等。能够完成整个计量室计量方案的模拟。
得益于I++ Simulator的强大功能,德国MTU的新型号叶盘在制造开始的同时,也开
始了测量程序的编制。新的工件加工完毕之前,测量程序已经具备,并且在虚拟的测量环境中运行通过。测量程序几乎无需调整,即可在实际的三坐标测量机上运行。工件到位时,测量工作即可开始。测量设备无需因为测量程序的编制而停止,4台高精度的PMM-C机器总是在执行实际工件的测量任务。
结束语
依托海克斯康计量集团的5S(经过验证的解决方案(Solution)、完善的客户服务(Service)、广泛的软件选择(Software)、高精密的传感器(Sensor)和专业细分的行业团队(Sector))优势,面向航空发动机制造业,海克斯康提供了全面的计量解决方案,并持续投入增效降本的技术创新,为中国航空行业发展赢得竞争优势而努力。(作者责海克斯康测量技术(青岛)有限公司孟书广责编亿霖)
航空发动机试验测试技术
航空发动机试验测试技术 航空发动机是当代最精密的机械产品之一,由于航空发动机涉及气动、热工、结构与 强度、控制、测试、计算机、制造技术和材料等多种学科,一台发动机内有十几个部件和 系统以及数以万计的零件,其应力、温度、转速、压力、振动、间隙等工作条件远比飞机 其它分系统复杂和苛刻,而且对性能、重量、适用性、可靠性、耐久性和环境特性又有很 高的要求,因此发动机的研制过程是一个设计、制造、试验、修改设计的多次迭代性过程。在有良好技术储备的基础上,研制一种新的发动机尚要做一万小时的整机试验和十万小时 的部件及系统试验,需要庞大而精密的试验设备。试验测试技术是发展先进航空发动机的 关键技术之一,试验测试结果既是验证和修改发动机设计的重要依据,也是评价发动机部 件和整机性能的重要判定条件。因此“航空发动机是试出来的”已成为行业共识。 从航空发动机各组成部分的试验来分类,可分为部件试验和全台发动机的整机试验, 一般也将全台发动机的试验称为试车。部件试验主要有:进气道试验、压气机试验、平面 叶栅试验、燃烧室试验、涡轮试验、加力燃烧室试验、尾喷管试验、附件试验以及零、组 件的强度、振动试验等。整机试验有:整机地面试验、高空模拟试验、环境试验和飞行试 验等。下面详细介绍几种试验。 1进气道试验 研究飞行器进气道性能的风洞试验。一般先进行小缩比尺寸模型的风洞试验,主 要是验证和修改初步设计的进气道静特性。然后还需在较大的风洞上进行l/6或l/5的 缩尺模型试验,以便验证进气道全部设计要求。进气道与发动机是共同工作的,在不同状 态下都要求进气道与发动机的流量匹配和流场匹配,相容性要好。实现相容目前主要依靠 进气道与发动机联合试验。 2,压气机试验 对压气机性能进行的试验。压气机性能试验主要是在不同的转速下,测取压气机特性 参数(空气流量、增压比、效率和喘振点等),以便验证设计、计算是否正确、合理,找出 不足之处,便于修改、完善设计。压气机试验可分为: (1)压气机模型试验:用满足几何相似的缩小或放大的压气机模型件,在压气机试验台上按任务要求进行的试验。 (2)全尺寸压气机试验:用全尺寸的压气机试验件在压气机试验台上测取压气机特性,确定稳定工作边界,研究流动损失及检查压气机调节系统可靠性等所进行的试验。 (3)在发动机上进行的全尺寸压气机试验:在发动机上试验压气机,主要包括部件间的匹配和进行一些特种试验,如侧风试验、叶片应力测量试验和压气机防喘系统试验等。 3,燃烧室试验 在专门的燃烧室试验设备上,模拟发动机燃烧室的进口气流条件(压力、温度、流量) 所进行的各种试验。主要试验内容有:燃烧效率、流体阻力、稳定工作范围、加速性、出 口温度分布、火焰筒壁温与寿命、喷嘴积炭、排气污染、点火范围等。 由于燃烧室中发生的物理化学过程十分复杂,目前还没有一套精确的设计计算方法。因此,燃烧室的研制和发展主要靠大量试验来完成。根据试验目的,在不同试验器上,采 用不同的模拟准则,进行多次反复试验并进行修改调整,以满足设计要求,因此燃烧室试 验对新机研制或改进改型是必不可少的关键性试验。
航空发动机研制难点
航空发动机研制难点 目前,在各行各业众多工业产品中,能够称得上是“工业王冠”的大概只有喷气航空发动机和微电子芯片了。“工业王冠”不单单反应的是喷气式航空发动机在技术层面的研制难度,也不仅仅说明了航空发动机在飞机设计中属于“心脏”一样的核心地位,更说明了在国家发展过程中航空发动机如同“王权”一般高端的战略位置。但是我国偏偏在航空发动机研制过程中,长期处于“慢性心脏病”的状态,在追求“工业王权”的过程中,长期处于“知其然,不知其所以然”的境地。不过,在对航空发动机研制客观规律进行总结和对于国家发展有了更深层次的认识之后,我国在当今航空发动机技术发展的战略机遇期,不仅可以与航空强国齐头并进,还要创立属于中华民族的“动力王朝”。 现代涡扇发动机结构极其复杂,图为GE90大涵道比涡扇发动机结构剖视图 采用三维气动算法进行理论计算的压气机叶片 如何组织燃料高效的燃烧而又不伤及自身,是燃烧室设计的核心问题 带有冷却孔的涡轮叶片,采用了激光熔接技术,号称是世界上最难制造的零件之一。 我国直到上世纪八十年代才开始的高推比核心机预研计划F119-PW-100堪称是世界第一发动机,可是只是美国第四代核心机的衍生产品而已,后面还有三代…… 用于民航的大涵道比涡扇发动机,我国目前在这个领域没有自己的发动机型号。 精心雕琢的工业王冠 喷气式航空发动机的性能优势是建立在精巧的连续回旋转子结构上的,其研制难点也基本围绕这一个核心展开。现代飞机不断提高的战术技术指标对航空发动机提出了非常高的要求。高温、高压、高转速而又要求高可靠性、耐久性和维护性是其基本特点。在这些高而又相互矛盾的要求的推动促进下,航空发动机经过长时间的发展已经成为人类有史以来最复杂最精密的工业产品。 压气机的作用是利用来自涡轮的能量对发动机进气进行压缩和增温。一方面提高了进气分子活跃程度,更有利于提高燃烧效率。另外一方面,增加了单位体积内的氧气含量,因为大气尤其是高空大气的单位体积含氧量太低,远小于燃烧室中的燃油充分燃烧所需的耗氧量。压气机的主要设计难点在于要保证效率、增压比和喘振裕度这三大主要性能参数满足发动机的设计要求。一个世纪以来,伴随着气动热力学、计算流体力学的发展.压气机的设计水平在逐年提高。20世纪初采用螺旋桨理论设计压气机叶片,二十年代开始采用孤立叶形理论,三十年代中期开始采用叶栅设计理论,五十年代开始用二维设计技术,七十年代开始建立准三维设计体系,九十年代以来,航空界开始使用三维粘性流场分析设计体系对压气机进行设计。压气机设计理论、计算模型和设计系统在基础理论科研推动下不断进步跨越。即便是有先进的计算机辅助设计手段,如果基础科研理论没有进步,也无法在高性能压气机领域取得突破。由于压气机的逆压梯度相当大、需要对空气流场、温度场和压力场进行详尽的
太行航空发动机总体设计方案
一·本型航空发动机的应用领域 舰载机是以航空母舰或其他军舰为基地的海军飞机。用于攻击空中、水面、水下和地面目标,并遂行预警、侦察、巡逻、护航、布雷、扫雷和垂直登陆等任务。它是海军航空兵的主要作战手段之一,是在海洋战场上夺取和保持制空权、制海权的重要力量。舰载机能适应海洋环境。普通舰载机一般在6级风、4~5级浪的海况下,仍能在航空母舰上起落。舰载机能远在舰炮和战术导弹射程以外进行活动;借助母舰的续航力,可远离本国领土,进入各海洋活动。舰载歼击机多兼有攻击水面、地面目标的能力,舰载强击机(攻击机)多兼有空战能力,以充分发挥有限数量舰载机的最大效能。舰载飞机的起落和飞行条件比陆上飞机恶劣,因此舰载飞机应有良好的起飞性能、较低的着陆速度、良好的低速操纵性。驾驶舱的视野开阔,在母舰和飞机上还装有特殊的导航设备,便于驾驶员对准甲板跑道。为了少占甲板面积和便于在舰上机库存储器放,多数舰载飞机的机翼在停放时可以向上折叠,有的垂尾和机头也可以折转。此外,海水和潮湿的环境容易使飞机机体、发动机和机载设备严重腐蚀,飞机要有较好的防腐蚀措施。
二·航空发动机的性能设计指标 推力:15000daN 单位推力:20daN·s/kg 重量:150kg 推重比:10 耗油率:0.4kg/(h·N) 总压比:36 涡轮前温度:1800K 整机效率:50% 设计寿命:24000h 三·航空发动机的结构形式 3.1压气机 采用传统的小涵道比涡轮风扇发动机。涡轮风扇发动机有内外两
个涵道,它的外涵风扇处于飞机进气道内,可以在跨声速或超声速飞行时工作,较之于螺浆发动机具有效率高的优点。涡扇发动机与涡喷发动机相比,它具有较高的推进效率与较大的推力。而且采用涡轮风扇发动机后,为提高热效率而提高涡轮前温度不会给推进效率带来不利影响。而且外涵道的冷空气可以在涡轮部位形成冷空气薄膜,降低涡轮前高温燃气对涡轮的损害。而且外涵道空气与涡轮后燃气相掺混,有利于增加推力并降低噪音。下面对主要部件进行阐述。 压气机依然选用轴流式压气机。空气在轴流式是压气机中的流动方向大致平行工作轮轴,采用此中压气机的优点是其流动使其在结构上容易组织多级压缩,以没一级都较低的整压压力比获得较高的压气机总增压压力比。每级的增压压力i1.15-1.35之间,使得空气流经每级叶片通道时无需急剧的改变方向,减少流动损失,因而压气机效率高。特别在大流量是,轴流式压气机较其他种类的压气机更容易获得较高的压气机效率,可达90%左右,多级轴流式压气机还具有大流量,高效率,小迎风面的优点。 采用鼓盘式转子,兼顾鼓式转子的抗弯刚性和盘式转子的承受大离心载荷的能力,具体为混合式鼓盘转子,采用这种形式的转
先进航空发动机关键制造技术研究
ARTICLES 学术论文 引言 航空发动机的设计、材料与制造技术对于航空工业的发展起着关键性的作用,先进的航空动力是体现一个国家科技水平、军事实力和综合国力的重要标志之一。随着航空科技的迅速发展,面对不断提高的国防建设要求,航空发动机必须满足超高速、高空、长航时、超远航程的新一代飞机的需求。 近年来,航空工业发达国家都在研制高性能航空发动机上投入了大量的资金和人力,实施一系列技术开发和验证计划,如“先进战术战斗机发动机计划(ATFE )”、“综合高性能涡轮发动机技术(IHPTET )计划”及后续的VAATE 计划、英法合作军用发动机技术计划(AMET )等。在这些计划的支持下,美国的F119、欧洲的 EJ200、法国的M88和俄罗斯的AL-41F 等推重比10 一级发动机陆续问世。 为了提高发动机的可靠性和推力,先进高性能发动机采用了大量新材料,且结构越来越复杂,加工精度要求越来越高,对制造工艺提出了更高的要求。而且,在新一代航空发动机性能的提高中,制造技术与材料的贡献率为 50%~70%,在发动机减重方面,制造技术和材料的贡献率占70%~80%,这也充分表明先进的材料和工艺是航空发动机实现减重、增效、改善性能的关键。 1 航空发动机的材料、结构及工艺特点 在提高发动机可靠性和维护性的同时,为了提高发动机的推力和推重比,航空发动机普遍采用轻量化、整体化结构,如整体叶盘、叶环结构。钛合金、镍基高温合金,以及比强度高、比模量大、抗疲劳性能好的树脂基复合材 先进航空发动机关键制造技术研究 黄维,黄春峰,王永明,陈建民 (中国燃气涡轮研究院,四川 江油 621703) Key manufacturing technology research of advanced aero-engine HUANG Wei ,HUANG Chun-feng ,WANG Yong-ming ,CHEN Jian-min (China Gas Turbine Establishment ,Jiangyou 621703,China ) Abstract :This paper describes the features of aero-engine material ,structure and technology ,and then ,development status and trend of key manufacturing technology for advanced aero-engine was analyzed. Finally ,the development of advanced aero-engine manufacturing technology in China is introduced and some proposals are put forward. Key Words : aero-engine ,manufacturing ,summarization 作者简介: 黄维(1982—),男,四川仁寿人,中国燃气涡轮研究院助理工程师,主要从事工艺技术研究。E-mail :huangwei611@https://www.360docs.net/doc/0716806940.html,
航空发动机整机的性能方案设计
航空发动机整机的性能方案设计 对于一款民用航空发动机来说,最重要的是什么?安全!省油!安!全!省!油!重要的话说三遍!正如有国外专家说的那样:民用发动机必须足够安全、足够省油,否则就是白给航空公司,人家也不要。 “丈母娘择婿指南” 那么大家说了,你就造个最安全、最省油的,很难吗?我们先不涉及制造、装配,仅谈一谈整机的性能设计问题。一款民用航空发动机要想和心目中的飞机搭伙过日子,就得首先被航空公司挑中。与中国大妈挑女婿的标准类似,能被选中的发动机也要满足以下几点要求:力气大(高推力)、吃得少(省油)、不要动不动就撂挑子(安全性高),最好全年无休(可靠性高),有病不去医院吃个药片就能好(维修成本低),同时还要足够沉稳内敛(低噪声)、讲究卫生(污染物排放少)。下面,就让我们一起走近民用航空发动机,看看它是怎样从整机性能上勤修内功征服丈母娘的吧。
事情是这样的,在我们周围的空气里面,住着无数调皮的空气分子。根据脾气秉性的不同,又分为氮气分子、氧气分子、水分子等各种类型。这些分子就像被一杆子打散的桌球,时时刻刻处于不停的运动和相互碰撞中。当它们前进的方向上有东西挡路时,就狠狠地撞上去。遇上其它空气分子还好,大不了大家都改个方向继续往前跑。若遇到列队迎敌的固体分子们,那就是一个被立刻反射回来的下场。当然,此时铜墙铁壁的固体分子也被狠狠地撞了一下腰。 分子们个体太小,碰撞一下的力量当然也是不值一提的。但架不住数量太多,每时每刻都有数以亿亿亿计的分子撞上来。所以宏观来看,空气中的任何物体都会持续受到一个压力的作用,即气压P。“咦?我就算初中毕业也知道这个P 应该叫压强吧?!”没错,说起这个名称,那还真有个原因:发动机内部各个部件的表面积和各流道截面的面积一般是固定不变的,如果每次计算压力都用压强乘以面积那也太傻了,所以直接扔掉面积不管,压力就是压强了! 显然,这个压力的大小与单位时间内撞上来的分子个数成正比。同样数量的空气分子被塞到大小不同的箱子中,它们对箱壁的压力也会不同。箱子越大,分子们越稀疏,撞到同一块地方的分子就越少,压力也就越小。具体说来就是,压力P
航空发动机试验测试技术
航空发动机试验测试技 术 集团标准化小组:[VVOPPT-JOPP28-JPPTL98-LOPPNN]
航空发动机试验测试技术 航空发动机是当代最精密的机械产品之一,由于航空发动机涉及气动、热工、结构与强度、控制、测试、计算机、制造技术和材料等多种学科,一台发动机内有十几个部件和系统以及数以万计的零件,其应力、温度、转速、压力、振动、间隙等工作条件远比飞机其它分系统复杂和苛刻,而且对性能、重量、适用性、可靠性、耐久性和环境特性又有很高的要求,因此发动机的研制过程是一个设计、制造、试验、修改设计的多次迭代性过程。在有良好技术储备的基础上,研制一种新的发动机尚要做一万小时的整机试验和十万小时的部件及系统试验,需要庞大而精密的试验设备。试验测试技术是发展先进航空发动机的关键技术之一,试验测试结果既是验证和修改发动机设计的重要依据,也是评价发动机部件和整机性能的重要判定条件。因此“航空发动机是试出来的”已成为行业共识。 从航空发动机各组成部分的试验来分类,可分为部件试验和全台发动机的整机试验,一般也将全台发动机的试验称为试车。部件试验主要有:进气道试验、压气机试验、平面叶栅试验、燃烧室试验、涡轮试验、加力燃烧室试验、尾喷管试验、附件试验以及零、组件的强度、振动试验等。整机试验有:整机地面试验、高空模拟试验、环境试验和飞行试验等。下面详细介绍几种试验。 1进气道试验 研究飞行器进气道性能的风洞试验。一般先进行小缩比尺寸模型的风洞试验,主要是验证和修改初步设计的进气道静特性。然后还需在较大的风洞上进行l/6或l/5的缩尺模型试验,以便验证进气道全部设计要求。进气道与发动机是共同工作的,在不同状态下都要求进气道与发动机的流量匹配和流场匹配,相容性要好。实现相容目前主要依靠进气道与发动机联合试验。 2,压气机试验 对压气机性能进行的试验。压气机性能试验主要是在不同的转速下,测取压气机特性参数(空气流量、增压比、效率和喘振点等),以便验证设计、计算是否正确、合理,找出不足之处,便于修改、完善设计。压气机试验可分为: (1)压气机模型试验:用满足几何相似的缩小或放大的压气机模型件,在压气机试验台上按任务要求进行的试验。 (2)全尺寸压气机试验:用全尺寸的压气机试验件在压气机试验台上测取压气机特性,确定稳定工作边界,研究流动损失及检查压气机调节系统可靠性等所进行的试验。(3)在发动机上进行的全尺寸压气机试验:在发动机上试验压气机,主要包括部件间的匹配和进行一些特种试验,如侧风试验、叶片应力测量试验和压气机防喘系统试验等。3,燃烧室试验 在专门的燃烧室试验设备上,模拟发动机燃烧室的进口气流条件(压力、温度、流量)所进行的各种试验。主要试验内容有:燃烧效率、流体阻力、稳定工作范围、加速性、出口温度分布、火焰筒壁温与寿命、喷嘴积炭、排气污染、点火范围等。
航空发动机设计的总体强度
航空发动机设计的总体强度 众所周知,航空发动机是一种高温、高压、高转速的精密机械,那强度,必须刚刚的!!上一期的总体结构想必大家还念念不忘,本期借着结构的东风讲讲发动机的总体强度。 第一个问题,强度专业是干啥滴?通俗地讲,“大发”作为一个干得多吃得少的新时代好青年,没有一个强健的身体可不行呢,这个强健,既体现在普通意义的强度上面(抗拉抗弯还要抗扭),还体现在抗疲劳能力(怎么折腾都不坏)和抗打击能力(无知的小鸟呼啦啦地撞上来)等方方面面,总的来说,生活在 航空发动机这样一个地狱般的工作环境里,没有一副打不坏、耐力好、贼扛揍 的好身板是不行的。为了确保发动机方方面面的零组件都能符合这样变态的标准,我们的强度攻城狮们可谓是殚精竭虑。 今天,我们首先为大家介绍的是总体强度专业。 在国内,很少有总体强度这样一个概念,那总体强度是干什么的呢?其主要有三个方面:用洋文来说分别为Load, WEM and Rotor Dynamics。发动机行业内有句名言,载荷先行活看结构,这个载荷呢就是这里的Load;WEM作为一个 洋小伙,其全称为Whole Engine Model,凡是和整机模型相关的各种任务都 找他;最后一位就是本期的主角,RotorDynamics,转子动力学。 下面客官请听我娓娓道来。 1转子动力学的前生后世 为满足航空器日益增长的舒适性、经济性、高效率等要求,现代民用航空发动机被设计为带涡轮和压气机的旋转机械。为保障不同涡轮和压气机的工作性能,发动机主要采用双轴和三轴的结构布局,而转速往往达到每分钟几千(低压部件)或几万转(高压部件)。在这种严酷的工作条件下,发动机转子动力学设计就显得尤为重要了。 发动机转子动力学设计的优劣,直接影响着发动机整机振动的好坏与否。 如果将航空发动机拟化为一个人,涡轮、压气机、燃烧室等部件结构代表 着发动机的骨骼与肌肉,燃油和空气代表着食物与血液,性能等代表着物理特
航空发动机制造技术专业简介
航空发动机制造技术专业简介 专业代码560603 专业名称航空发动机制造技术 基本修业年限三年 培养目标 本专业培养德、智、体、美全面发展,具有良好职业道德和人文素养,掌握航空发动机制造技术、精密加工、特种加工和航空发动机工艺装备等基本知识,具备精密加工、超精加工、特种加工工艺参数选择和航空零部件工艺装备制造的能力,以及数控加工工艺规程的编制和数控加工程序的编制的能力,从事数控机床操作、数控电加工机床操作、数控编程、机械加工工艺等工作的高素质技术技能人才。 就业面向 主要面向航空发动机研发、制造企业,在数控机床操作、数控电加工机床操作、机械加工工艺等岗位群,从事工艺装备的制造、精密机床和特种加工设备的操作(包括电火花成型机床、线切割机床、电化学加工机床、激光加工机床和快速成型机床)等工作。 主要职业能力 1.具备对新知识、新技能的学习能力和创新创业能力; 2.具备航空零件识图能力和计算机绘图能力; 3.具备材料选用与热处理方法选择能力; 4.具备数控编程和操作数控机床加工航空零部件的能力; 5.具备对航空发动机零部件进行测绘的能力,具备 CAD/CAM 软件应用能力; 6.具备精密加工、超精加工、特种加工工艺参数选择能力; 7.具备操作数控电加工机床加工机械零件的能力。
核心课程与实习实训 1.核心课程 包括机械制造工艺与机床夹具、金属切削与机床、数控特种加工概述、数控电火花加工、数控电火花线切割加工、先进制造技术、航空发动机制造新技术等。 2.实习实训 在校内进行数控机床操作、数控电加工机床、UG 制图员培训、数控手工编程等实训。在航空发动机研发、制造企业进行实习。 职业资格证书举例 机修钳工制图员数控设备装调维修工数控线切割操作工数控电加工机床操作工 衔接中职专业举例 飞机维修机械加工技术 接续本科专业举例 无
面向对象的航空发动机装配模型
第16卷第5期计算机集成制造系统 Vol.16No.52010年5月 Computer Integrated Manufacturing Systems May 12010 文章编号:1006-5911(2010)05-0942-07 收稿日期:2009206208;修订日期:2009212207。Received 08J une 2009;accepted 07Dec.2009. 基金项目:总装备部预研基金重点资助项目(9140A18010207L N0101)。Found ation item :Project supported by t he Pre 2research Project of E 2 quipment Ministry ,China (No.9140A18010207LN0101). 作者简介:王成恩(1964-),男,黑龙江鸡西人,东北大学流程工业综合自动化重点实验室教授,博士生导师,主要从事先进制造、产品建模、多 学科设计优化、系统集成技术等的研究。E 2mail :wangc @https://www.360docs.net/doc/0716806940.html, 。 面向对象的航空发动机装配模型 王成恩1,2,于 宏3,4,张闻雷1,2,于嘉鹏1,2 (1.东北大学辽宁省复杂装备多学科设计优化技术重点实验室,辽宁 沈阳 110004; 2.东北大学 流程工业综合自动化重点实验室,辽宁 沈阳 110004; 31东北大学 机械工程与自动化学院,辽宁 沈阳 110004;41沈阳理工大学 机械学院,辽宁 沈阳 110014) 摘 要:为了对复杂产品的数字化装配设计提供有效的支持,首先对产品装配建模方法研究工作进行了归纳分析,指出面向对象的建模方法是目前最合适的复杂产品装配建模方法。然后采用对象类图建立了复杂产品装配元模型,描述了产品装配过程中的主要对象类及其关系,集成表达了产品结构、装配特征、装配关系、工艺方案等信息,为数字化装配设计提供了全面的支持。最后通过对象匹配方法,将复杂产品装配元模型转化为航空发动机装配的对象模型,并以燃气涡轮发动机的涡轮转子为例,对其装配结构构成、数据衍变关系及建模方法进行了说明。将所建立的面向对象的航空发动机装配模型直接用于数字化产品装配系统的开发,并进行了应用验证。 关键词:数字化装配;产品装配模型;航空发动机;面向对象方法中图分类号:TP391.7 文献标志码:A Object 2oriented aero 2engine assembly models W A N G Cheng 2en 1,2 ,YU Hong 3,4 ,Z HA N G Wen 2lei 1,2 ,YU J ia 2peng 1,2 (1.Liaoning Provincial Key Laboratory of Multidisciplinary Optimal Design for Complex Equipment of Northeastern University ,Shenyang 110004,China ; 2.Ministry of Education Key Laboratory of Process Industry Automation ,Northeastern University ,Shenyang 110004,China ; 3.School of Mechanical Engineering &Automation ,Northeastern University ,Shenyang 110004,China ; 4.School of Mechanical Engineering ,Shenyang Ligong University ,Shenyang 110014,China ) Abstract :In order to provide effective support for digital assembly design of complicated products ,previous studies on product assembly modeling were firstly summarized and analyzed.It was pointed out that object 2oriented model 2ing was the appropriate product modeling approach at present.Subsequently ,a meta 2model of product assembly was constructed by using the class diagram.Major assembly object classes and their relationship s were described.In the meta 2model ,all product information such as structure ,assembly feature ,assembly relationship and process scheme were integrated to support digital assembly design.Finally ,the class 2diagram based product assembly model was converted into a generic object model for gas turbine engine aero 2engine assembly through object mapping method.An example of turbine rotor was provided to specify the assembly structure ,data evolution relationship and model 2ing method.Furthermore ,these assembly models served as kernel requirement specifications for the development of a digital product assembly planning system. K ey w ords :digital assembly ;product assembly model ;aero 2engine ;object 2oriented method
航空发动机原理复习题
发动机原理部分 进气道 1.进气道的功用: 在各种状态下, 将足够量的空气, 以最小的流动损失, 顺利地引入压气机; 2.涡轮发动机进气道功能 冲压恢复—尽可能多的恢复自由气流的总压并输入该压力到压气机。提供均匀的气流到压气机使压气机有效的工作.当压气机进口处的气流马赫数小于飞行马赫数时, 通过冲压压缩空气, 提高空气的压力 3.进气道类型: 亚音进气道:扩张型、收敛型;超音速:内压式、外压式、混合式 4.冲压比:进气道出口处的总压与远前方气流静压的比值∏i=P1*/P0*。 影响进气道冲压比的因素:流动损失、飞行速度、大气温度。 5.$ 6.空气流量:单位时间流入进气道的空气质量称为空气流量。 影响因素:大气密度, 飞行速度、压气机的转速 压气机 7.压气机功用:对流过它的空气进行压缩,提高空气的压力。供给发动机工作时所需 要的压缩空气,也可以为坐舱增压、涡轮散热和其他发动机的起动提供压缩空气。8.压气机分类及其原理、特点和应用 (1)离心式压气机:空气在工作叶轮内沿远离叶轮旋转中心的方向流动. (2)轴流式压气机:空气在工作叶轮内基本沿发动机的轴线方向流动. (3)混合式压气机: 9.阻尼台和宽叶片功用 阻尼台:对于长叶片,为了避免发生危险的共振或颤振,在叶身中部带一个减振凸台。 < 宽弦叶片:大大改善叶片减振特性。与带减振凸台的窄弦风扇叶片比,具有流道面积大,喘振裕度宽,及效率高和减振性好的优点。 10.压气机喘振: 是气流沿压气机轴向发生的低频率、高振幅的气流振荡现象。 11.喘振的表现: 发动机声音由尖锐转为低沉,出现强烈机械振动. 压气机出口压力和流量大幅度波动,出现发动机熄火. 发动机进口处有明显的气流吞吐现象,并伴有放炮声. 12.造成喘振的原因 气流攻角过大,使气流在大多数叶片的叶背处发生分离。 燃烧室 13.| 14.燃烧室的功用及有几种基本类型 功用:用来将燃油中的化学能转变为热能,将压气机增压后的高压空气加热到涡轮前允许的温度,以便进入涡轮和排气装置内膨胀做功。 分类:单管(多个单管)、环管和环形三种基本类型 15.简述燃烧室的主要要求点火可靠、燃烧稳定、燃烧完全、燃烧室出口温度场符合要 求、压力损失小、尺寸小、重量轻、排气污染少 16.环形燃烧室的结构特点、优缺点 结构特点:火焰筒和壳体都是同心环形结构,无需联焰管 优点:与压气机配合获得最佳的气动设计,压力损失最小;空间利用率最高,迎风面积最小;可得到均匀的出口周向温度场;无需联焰管,点火时容易传焰。 缺点:调试时需要大型气源;
先进航空发动机关键制造技术发展现状与趋势
先进航空发动机关键制造技术发展现状与趋势 一、轻量化、整体化新型冷却结构件制造技术1 整体叶盘制造技术整体叶盘是新一代航空发动机实现结构创新与 技术跨越的关键部件,通过将传统结构的叶片和轮盘设计成整体结构,省去传统连接方式采用的榫头、榫槽和锁紧装置,结构重量减轻、零件数减少,避免了榫头的气流损失,使发动机整体结构大为简化,推重比和可靠性明显提高。在第四代战斗机的动力装置推重比10 发动机F119 和EJ200上,风扇、压气机和涡轮采用整体叶盘结构,使发动机重量减轻20%~30%,效率提高5%~10%,零件数量减少50% 以上。目前,整体叶盘的制造方法主要有:电子束焊接法;扩散连接法;线性摩擦焊接法;五坐标数控铣削加工或电解加工法;锻接法;热等静压法等。在未来推重比15~20 的高性能发动机上,如欧洲未来推重比15~20 的发动机和美国的IHPTET 计划中的推重比20的发动机,将采用效果更好的SiC 陶瓷基复合材料或抗氧化的C/C 复合材料制造整体涡轮叶盘。2 整体叶环(无盘转子)制造技术如果将整体叶盘中的轮盘部分去掉,就成为整体叶环,零件的重量将进一步降低。在推重比15~20 高性能发动机上的压气机拟采用整体叶环,由于采用密度较小的复合材料制造,叶片减轻,可以直接固定在承力环上,从而取消了轮盘,使结构质量减轻70%。目前正
在研制的整体叶环是用连续单根碳化硅长纤维增强的钛基复合材料制造的。推重比15~20 高性能发动机,如美国XTX16/1A 变循环发动机的核心机第3、4 级压气机为整体叶环转子结构。该整体叶环转子及其间的隔环采用TiMC 金属基复合材料制造。英、法、德研制了TiMMC 叶环,用于改进EJ200的3级风扇、高压压气机和涡轮。3 大小叶片转子制造技术大小叶片转子技术是整体叶盘的特例,即在整体叶盘全弦长叶片通道后部中间增加一组分流小叶片,此分流小叶片具有大大提高轴流压气机叶片级增压比和减少气流引起的振动等特点,是使轴流压气机级增压比达到3 或3 以上的有发展潜力的技术。4 发动机机匣制造技术在新一代航空发动机上有很多机匣,如进气道机匣、外涵机匣、风扇机匣、压气机机匣、燃烧室机匣、涡轮机匣等,由于各机匣在发动机上的部位不同,其工作温度差别很大,各机匣的选材也不同,分别为树脂基复合材料、铁合金、高温合金。树脂基复合材料已广泛用于高性能发动机的低温部件,如F119 发动机的进气道机匣、外涵道筒体、中介机匣。至今成功应用的树脂基复合材料有PMR-15(热固性聚酰亚胺)及其发展型、Avimid(热固性聚酰亚胺)AFR700 等,最高耐热温度为290℃~371℃,2020 年前的目标是研制出在425℃温度下仍具有热稳定性的新型树脂基复合材料。树脂基复合材料构件的制造技术是集自动铺带技术(ATL)、自动纤维铺放
航空发动机仿真测试方案
航空发动机仿真测试方案 挑战 发动机是飞机的心脏,其性能对飞机的发展有着至关重要的影响。由于安全性、经济性和可靠性等原因,在实际发动机上进行实验一般比较困难,而较多的是在实验室设备上进行试验。但是,对于新型的发动机的开发及测试,如发动机供油系统的测试,以及控制系统的测试,基于传统实验测试台架,既无法实现系统部件的性能测试,更无法在闭环的动态环境下进行控制系统综合性能的测试,这样使得开发过程中缺乏必要的测试和验证手段,将会给型号的研发过程造成不可预计的障碍。 基于上述客观条件的限制,提出建设发动机系统设计建模、仿真分析、动态测试和综合验证的一体化设计、分析和验证环境,通过一维离线仿真、半物理实时仿真、三维仿真等对发动机系统进行充分的功能和性能测试,以便在设计阶段就发现和解决潜在的问题与缺陷,减少实机测试和实验次数,缩短型号研发周期,从而节省开发费用、提高工作效率和产品可靠性。 解决方案 针对飞机发动机系统从设计开发到试验验证全过程的解决方案,能够设计飞机发动机系统的整体架构、仿真分析和验证发动机系统的功能和性能需求。解决方案的整体框架如下图所示。 解决方案框架 在管理计算机中,部署了多学科系统设计分析工具PROOSIS及专业的TURBO模型库,TURBO 库中包含超过70个发动机专业元件,如进气道、压气机、燃烧室、涡轮及喷管等,可用于建立涡喷、涡扇、涡轴、涡桨等各种发动机系统的模型,并进行参数化、敏感度分析、优化计算;设计点、非设计点计算;稳态、瞬态计算等,协助进行系统研发初期的动态性能指标确定并作为半实物仿真的环控系统对象模型。PROOSIS完美的多学科耦合分析,可以在同一个模型中综合分析控制、机械、电气、液压等耦合状况;
航空发动机发展史
摘要:航空发动机的历史大致可分为两个时期。第一个时期从首次动力开始到第二次世界大战结束。在这个时期,活塞式发动机统治了40年左右。第二个时期从第二次世界大战至今。60多年来,航空燃气涡轮发动机取代了活塞式发动机,开创了喷气时代。 关键词:活塞式喷气式 航空发动机诞生一百多年来,主要经过了两个阶段。 前40年(1903~1945),为活塞式发动机的统治时期。 后60年(1939~至今),为喷气式发动机时代。在此期间,航空上广泛应用的是燃气涡轮发动机,先后发展了直接产生推力的涡轮喷气发动机和涡轮风扇发动机。亦派生发展了输出轴功率的涡轮螺旋桨发动机和涡轮轴发动机。 一、活塞式发动机统治时期 很早以前,我们的祖先就幻想像鸟一样在天空中自由飞翔,也曾作过各种尝试,但是多半因为动力源问题未获得解决而归于失败。最初曾有人把专门设计的蒸汽机装到飞机上去试,但因为发动机太重,都没有成功。到19世纪末,在内燃机开始用于汽车的同时,人们即联想到把内燃机用到飞机上去作为飞机飞行的动力源,并着手这方面的试验。 1903年,莱特兄弟把一台4缸、水平直列式水冷发动机改装之后,成功地用到他们的"飞行者一号"飞机上进行飞行试验。这台发动机只发出 kW的功率,重量却有81 kg,功重比为daN。发动机通过两根自行车上那样的链条,带动两个直径为的木制螺旋桨。首次飞行的留空时间只有12s,飞行距离为。但它是人类历史上第一次有动力、载人、持续、稳定、可操作的重于空气飞行器的成功飞行。 在两次世界大战的推动下,活塞式发动机不断改进完善,得到迅速发展,第二次世界大战结束前后达到其技术的顶峰。发动机功率从近10kW提高到2500kW 左右,功率重量比(发动机功率与发动机质量的重力之比,简称功重比,计量单位是kW/daN)从daN提高到daN,飞行高度达15000m,飞行速度从16km/h提高到近800km/h,接近了螺旋桨飞机的速度极限。 20世纪30~40年代是活塞式发动机的全盛时期。活塞式发动机加上螺旋桨,构成了所有战斗机、轰炸机、运输机和侦察机的动力装置;活塞式发动机加上旋
我国航空发动机行业现状及发展趋势预测分析
2016年我国航空发动机行业现状及2017市场发展趋势预测分析 中商情报网讯:近年来,我国已经形成较完整的航空发动机产业链和相应的 生产布局。2011年我国整个航空发动机市场规模约为200亿元人民币,其中军 用约占70%;民用约占30%,预计到2020年,我国航空发动机产业市场规模将 突破千亿元大关。 中国航空发动机市场规模及预测,2011年-2020年如下图所示: 一、航空发动机整体情况 航空发动机作为飞机动力源,是决定飞机性能的重要因素。航空发动机集中 了机械制造行业几乎所有的高精尖技术,因此航空发动机技术水平的高低是一个 国家工业实力的重要标志。目前世界上能制造飞机的国家很多,但是能独立研制 航空发动机的只有美国、俄罗斯、英国、法国、中国等少数几个国家,而全球民 用航空发动机市场基本被欧美企业垄断。 航空发动机产业空间广阔,未来20年全球民用航空发动机市场规模将达到 14,360亿美元,军用航空发动机市场规模将达到4,300亿美元。 二、航空发动机电子技术 随着发动机测试技术和控制技术的快速发展,发动机系统已从传统的机械系 统向机电系统发展,而且发动机电子技术所占比例不断提高。在航空发动机领域, 以发动机参数采集器和发动机电子控制系统为代表的发动机电子系统的采用极 大推动了发动机电子技术的发展。 (一)发动机参数采集器基本情况 发动机参数采集器属于发动机状态监视装置。这类设备主要进行发动机重要 参数的采集、处理和存储,发动机气路参数趋势分析,发动使用寿命监视,发动 机振动监视,发动机健康管理等。发动机参数采集器可以跟踪采集航空发动机运 行中的工作状态和故障信息,并进行处理,分析出航空发动机部件的性能退化情 况或者根据处理后的数据对故障进行诊断、分析故障原因、性质、部位及发展趋 势,根据具体情况采取必要的维护措施。这类电子状态监视与故障诊断系统对航 空发动机早期故障诊断征兆的及时发现与及时处理具有重要作用,可以避免相关 事故的发生,保障飞行安全,同时还可以“视情维修”,大大节省维修成本与维修 时间,对使用方和维修商都会带来明显的经济效益。 目前国内外飞机都逐渐采用发动机参数采集器取代传统的发动机仪表,新飞 机制造和老飞机改造产生了较大容量的市场。晨曦航空是国内率先研制发动机参 数采集器的企业之一,是国内直升机发动机参数采集器最大供应商。 (二)航空发动机电子控制领域基本情况
北航小型航空发动机整机试验报告
北京航空航天大学 研究生课程实验报告 小型航空发动机整机试验报告 共12页(含封面) 学生姓名: 学生学号: 任课老师: 联系方式: 能源与动力工程学院 年月
一、试验简介 1.1 试验目的 了解小型航空发动机整机试验过程,熟悉发动机试车台结构和发动机上下台架操作步骤,了解发动机整机测试系统掌握发动机试车过程操作方法,学习发动机试验数据处理及总体性能计算。 1.2 试验内容 a)发动机上下台架操作; b)发动机试车过程控制操作; c)发动机试验数据处理及总体性能计算。 1.3发动机、试车台以及CAT系统简介 1.3.1发动机简介 本次试验所用的WPXX发动机是一台小型、单轴、不带加力燃烧室的涡轮喷气发动机,主要由以下几部分构成: a)压气机:组合式压气机,由一级跨音轴流压气机和一级单面离心压气机组成; b)燃烧室:轴内供油式环形燃烧室,使用靠离心力甩油的甩油盘供油; c)涡轮:单级轴流式涡轮; d)尾喷管:简单收敛式不可调节的尾喷管。 发动机的主要技术参数为:海平面静止最大推力为850公斤,空气流量13.5kg/s,压气机增压比5.5,涡轮前温度1200k,转速22000r/min。 发动机的主要工作状态划分:
1.3.2试车台系统 a)燃油系统; b)数字控制系统; c)油滤、油路、起动供油系统; d)滑油系统; e)起动系统; f)电气系统测试附件。 1.3.3计算机辅助测试系统(CAT) 1)传感器选型原则: a)灵敏度高,输入和输出之间应具有良好的线性关系; b)噪声小,滞后、漂移误差小; c)常用的测量值大小约为传感器最大量程的2/3左右,最小值不低于1/3; d)动态特性好; e)接入测量系统时对测量产生的影响小; 2)数据采集系统的主要评定指标: a)分辨率 b)采集速度 c)线性度 d)误差限 3)CAT系统: 与一般系统相比,CAT系统包含了数采数据又高于数采系统。
航空发动机性能仿真设计
航空发动机性能仿真 1、概述 发动机是飞行器的心脏,其性能对飞行器的发展有着至关重要的影响。传统的发动机总体设计,主要通过对原准机的研究和改进,并在详细设计中对各种部件性能试验和地面台架试车、高空模拟试验、飞行试验等整机试验来预测其性能,研制周期较长。 随着飞行器研制速度加快,传统设计模式已不能满足快速设计验证的要求。自上世纪80年代中后期,欧美航空行业开始推行数字化研发体系,分别推出NPSS和VIVACE计划,旨在通过建立航空发动机协同开发平台,来减少发动机的研发周期和成本。PROOSIS是2007年结束的VIVACE计划的重要成果之一。它是一款面向对象的飞行器动力系统性能仿真软件,具有完善的动力系统零部件模型库,可用于各类航空发动机系统的建模仿真分析。
2、PROOSIS的优点 丰富、开放并支持自定义的多学科模型库 PROOSIS包含多个领域的组件库,各组件的源代码完全开放,用户不仅可以修改这些代码,也可以自定义特殊组件;因此,用户既可以应用软件自带的组件构建发动机系统,也可以通过继承或重新定义的方式创建特殊的组件来构建发动机系统。
完美的多学科耦合分析 可以在同一个模型中综合分析控制、机械、电气、液压等耦合状况;从而使得用户可以将发动机的热力循环过程、控制系统、燃油和冷却系统的液力过程、电气系统等综合在同一个模型中进行综合分析,并能够将发动机模型嵌入到飞控模型中分析其性能对整个飞机的影响。 无需因果逻辑的面向对象编程语言EL 各变量之间不是赋值格式的关系,而是函数关系,模型的通用性、复用性都更好;模型可以实现信息隐藏、封装、单重继承或多重继承等;因此,同一个发动机模型,可以根据已知参数的不同,进行不同的分析。
2016新编航空发动机控制系统的研究目的与发展
2016新编航空发动机控制系统的研究目的与发展航空发动机控制系统的研究目的与发展 目录 1.1(课题研究的目的和要求...................................................................... . (1) 1.2(航空发动机控制系统的发展...................................................................... (2) 1.2.1(经典控制理论和现代控制理论在发动机控制中的应用 (2) 1.2.2(航空推进系统机械液压式控制器和数字式电子控制器 (4) 1.2.3(航空推进系统各部分独立控制与综合控 制 (6) 1.3.航空发动机控制系统的基本类 型 ..................................................................... .. (6) 1.3.1.机械液压式控制系 统 ..................................................................... . (7)
1.3. 2.数字式电子控制系 统 ..................................................................... . (7) 1.1(课题研究的目的和要求 航空发动机的工作过程是一个非常复杂的气动热力过程,随着环境条件和工作状态(如最大、巡航、加力及减速等)的变化,它要给飞机提供所需的时变推力和力矩,对这样一个复杂且多变的过程,如不加以控制,航空发动机是根本不能工作的。例如:某发动机在地面最大状态工作时,需油量是每小时2400kg;在15km高空、马赫数Ma为0.8时只有每小时500kg,需油量变化达5倍。若对供油量不加以控制,则发动机在飞机升高过程中,将发生严重的超温、超转,会使发动机严重损坏。因此,发动机控制的目的就是使其在任何环境条件和任何工作状态下都能稳定、可靠地运行,并且充分发挥其性能效益。 概括来说,航空发动机对控制的基本要求有: (1) 在各种工作状态及飞行条件下,能最大限度地发挥动 力装置的潜力,能有效的使用动力装置,以满足飞机 1 航空发动机控制系统的研究目的与发展 对动力装置的要求。具体来说,就是在最大状态下, 要能发出最大推力,以满足飞机起飞、爬高的要求; 在巡航状态下,耗油率要小,以满足经济性要求(即 飞机的航程要大);慢车状态时则要求转速尽可能的 小,但又能保证发动机连续稳定的工作。 (2) 过渡过程(启动、加速、减速、加力启动等)的调节 时间尽可能地短,但又要保证动力装置能稳定、可靠