道路工程施工概况英文
Overview
Con struct ion quality is crucial to the Ion g-term p aveme nt p erforma nee. Con struct ion factors such as surface prep aratio n, pl aceme nt, jo int con struct ion and compaction/con solidati on have an overwhel ming effect on p aveme nt p erforma nee, which cannot be ignored or compen sated for in mix or structural desig n.
Comp acti on
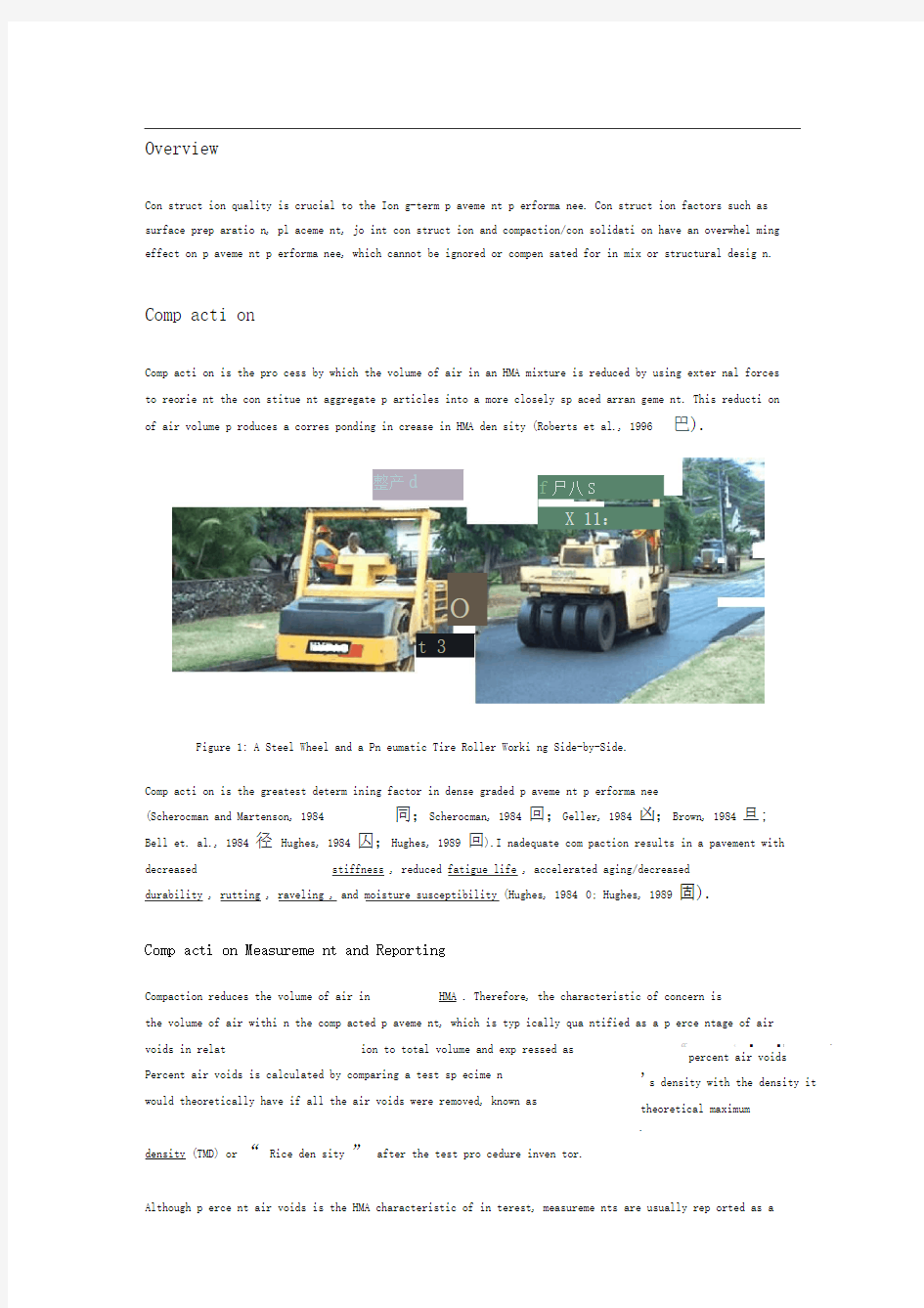
Comp acti on is the pro cess by which the volume of air in an HMA mixture is reduced by using exter nal forces to reorie nt the con stitue nt aggregate p articles into a more closely sp aced arran geme nt. This reducti on of air volume p roduces a corres ponding in crease in HMA den sity (Roberts et al., 1996
巴).
Figure 1: A Steel Wheel and a Pn eumatic Tire Roller Worki ng Side-by-Side.
Comp acti on is the greatest determ ining factor in dense graded p aveme nt p erforma nee
(Scherocman and Martenson, 1984 同;Scherocman, 1984 回;Geller, 1984 凶;Brown, 1984 旦;
Bell et. al., 1984 径 Hughes, 1984 囚;Hughes, 1989 回).I nadequate com paction results in a pavement with
decreased
stiffness , reduced fatigue life , accelerated aging/decreased
durability , rutting , raveling , and moisture susceptibility (Hughes, 1984 0; Hughes, 1989 固).
Comp acti on Measureme nt and Reporting
Compaction reduces the volume of air in
HMA . Therefore, the characteristic of concern is
the volume of air withi n the comp acted p aveme nt, which is typ ically qua ntified as a p erce ntage of air voids in relat
ion to total volume and exp ressed as
Percent air voids is calculated by comparing a test sp ecime n would theoretically have if all the air voids were removed, known as
.
density (TMD) or “ Rice den sity ” after the test pro cedure inven tor.
Although p erce nt air voids is the HMA characteristic of in terest, measureme nts are usually rep orted as a
f 尸八S
X 11:
CC
<
■
■ I
”
percent air voids
's density with the density it
theoretical maximum t 3
o
整产d
measured den sity in relati on to a refere nee den sity. This is done by reporting den sity as: Percen tage of TMD (or
“ percent Rice ” ). This expression of density is easy to con vert to air voids because any
volume that is not asp halt bin der or aggregate is assumed to be air. For exa mple, a den sity rep
orted as 93 p erce nt Rice means that there are 7 perce nt air voids (100% -93% = 7%).
Percen tage of a laboratory-determ ined den sity. The laboratory den sity is usually a den sity obta
ined duri ng mix desig n.
Percen tage of a con trol stri p den sity. A con trol stri p is a short p aveme nt sect ion that is
comp acted to the desired value un der close scrut iny the n used as the compaction sta ndard for a p articular job.
Paveme nt air voids are measured in the field by one of two principal methods:
Cores (Figures 2 and 3). A small p aveme nt core is extracted from the comp acted HMA and sent to a
laboratory to determ ine its den sity. Usually, core den sity results are available the n ext day at
the earliest. This type of air voids testi ng is gen erally con sidered the most accurate but is also the most time consuming and expen sive.
Nuclear gauges (Figures 4 and 5). A nu clear den sity gauge measures in-p lace HMA den sity using
gamma radiati on. Gauges usually contain a small gamma source (about 10 mCi) such as Cesium-137
located in the tip of a small p robe, which is either p laced on the surface of the p aveme nt or in
serted into the p aveme nt. Readi ngs are obta ined in about 2 -3 minu tes. Nuclear gauges require
calibrati on to the sp ecific mixture being tested. Usually nu clear gauges are calibrated to core den sities at the beg inning of a p roject and at regular in tervals duri ng the p roject to en sure
accuracy.
Each con tract ing age ncy or owner usually sp ecifies the comp acti on measureme nt methods and equipment to be used on con tracts un der their jurisdicti on.
'I
Figure 5: Taking a Nuclear Den sity
Readi ng
Factors Affecti ng Comp acti on
HMA compaction is in flue need by a myriad of factors; some related to the environment, some
determ ined by mix and structural desig n and some un der con tractor and age ncy con trol duri
ng con struct ion (see Table 1).
Table 1: Factors Affect ing Compaction
Mix Property Factors Con struct ion Factors
■
*1
Figure 3: P aveme nt Core
PhotoetKj帼of 規C号丿
"
Figure 2: Core Extract ion Figure 4: Thi n Lift Nuclear Den sity Gauge
used where the mat is most recep tive to compaction and avoided where the mat is susce ptible to excessive shovi ng.
En sure the mat is comp acted to the desired air void content before cessatio n temp erature is reached. This can be done by calculati ng the time it takes the mat to cool from in itial temp erature to cessati on temp erature. All compaction must be acco mp lished within this “ time available for comp acti on
A Note on the Time Available for Comp acti on
HMA temp erature directly affects asp halt bin der viscosity and thus comp acti on. As HMA temp erature decreases, the con stitue nt asp halt bin der becomes more viscous and resista nt to deformati on result ing in a smaller reduct ion in air voids for a give n
j
effort. As the mix cools, the asp halt bin der even tually becomes stiff eno ugh to effectively p reve nt any further reduct ion in air voids regardless of the app lied comp active effort. The temp erature at which this occurs, com monly referred to as cessati on temp erature, is ofte n rep orted to be about 175 F for den se-graded HMA (Scherocma n and Marte nson, 1984 Hughes, 1989 邑).Below cessati on temp erature rollers can still be op erated on the mat to improve smooth ness and surface texture but further compaction will gen erally n ot occur.
Mat temp erature is crucial to both the actual amount of air void reducti on for a give n comp active effort, and the overall time available for comp acti on. If a mat temp erature and cool-dow n rate are known, the temp erature of the mat at any time after laydow n can be calculated. Based on this calculati on rolli ng equipment and p atter ns can be empio yed to:
Take maximum adva ntage of available roller comp active effort. Rollers can be comp active J 9].
s in itial
MultiCool, deve loped by Professor Vaugh n Voeller and Dr. David Timm, is a Win dows based p rogram that p redicts HMA mat cooli ng. MultiCool can be used to p redict the time available for compaction and is available on the Natio nal Asp halt Paveme nt Associati on A Guide for Hot Mix Asp halt Paveme nt CD-ROM or for dow nioad at:
Un iversity of California Paveme nt Research Cen ter ()
Nati onal Asp halt Paveme nt Associati on ()
Comp acti on Equipment
There are three basic pi eces of equipment available for HMA compaction:⑴ the p aver screed, (2) the steel wheeled
roller and (3) the pn eumatic tire roller. Each pi ece of equipment comp acts the HMA by two principal mea ns:
1. By applying its weight to the HMA surface and comp ress ing the material undern eath the ground con tact
area. Since this comp ressi on will be greater for Ion ger p eriods of con tact, lower equipment sp eeds
will p roduce more comp ressi on. Obviously, higher equipment weight will also in crease comp ressi on.
2. By creati ng a shear stress betwee n the comp ressed material undern eath the gro und con tact area and the
adjace nt uncomp ressed material. When comb ined with equipment sp eed, this p roduces a shear rate. Loweri
ng equipment sp eed can decrease the shear rate, which in creases the sheari ng stress. Higher sheari ng
stresses are more cap able of rearranging aggregate into more dense con figurati ons.
These two means are of comp act ing HMA are ofte n referred to collec effort ”.
tively as “ comp active Steel Wheel Rollers
Steel wheel rollers (see Figures 6 and 7) are self- prop elled compaction devices that use steel drums to comp ress the un derly ing HMA. They can have one, two or eve n three drums, although tan dem (2 drum) rollers are most ofte n used. The drums can be either static or vibratory and usually range from 35 to 85 in ches in width and 20 to 60 in ches in diameter. Roller weight is typ ically betwee n 1 and 20 tons (see Figures 5 and 6).
Some steel wheel rollers are equipped with vibratory drums. Drum vibrati on adds a dyn amic load to the static roller weight to create a greater total comp active effort. Drum vibratio n also reduces fricti on and aggregate in terlock duri ng compaction, which allows aggregate p articles to move into final p ositi ons that p roduce greater friction and in terlock
tha n could be achieved without vibrati on. As a gen eral rule-of-thumb, a comb in ati on of sp eed and freque ncy that results in 10 -12 imp acts per foot is good. At 3000
vibrati on s/m inute this results in a sp eed of 2.8 -3.4 mph.
*
Figure 6: Steel Wheel Rollers Figure 7: Steel Wheel Rollers
Pn eumatic Tire Rollers
Pn eumatic tire rollers are self- prop elled compaction devices that uses pn eumatic tires to compact the un derly ing HMA. Pn eumatic tire rollers employ a set of smooth tires (no tread) on each axle; typ ically four or five on one axle and five or six on the other. The tires on the front axle are alig ned with the gaps betwee n tires on the rear axle to give compi ete and uniform comp acti on coverage over the width of the roller. Comp active effort is con trolled by varyi ng tire p ressure, which is typ ically set between 60 and 120 p si (TRB, 2000 -[10]). In
additi on to a static comp ressive force, pn eumatic tire rollers also deve lop a kn eadi ng actio n betwee n the tires that tends to realig n aggregate within the HMA. Because asp halt bin der tends to stick more to cold tires tha n hot tires, the tire area is sometimes in sulated with rubber matt ing or pl ywood to maintain the tires n ear mat temp erature while rolli ng
(see Figures 8 and 9).
Figure 8: Pn eumatic Tire Roller Comp acti on Seque nee
HMA compaction is typ ically acco mp lished by a seque nee of compaction equipment. This allows each piece of equipment to be used only in its most adva ntageous situati on result ing in a higher quality mat (both in den sity and in smooth ness) tha n could be p roduced with just a sin gle method of compaction. A typ ical compaction seque nee con sists of some or all of the follow ing (in order of use):
Screed. The screed is the first device used to compact the mat and may be op erated in the vibratory mode. App roximately 75 to 85 percent of TMD will be obta ined whe n the mix p asses out from un der the screed (TRB, 2000
Rollers. Gen erally a series of two or three rollers is used. Con tractors can con trol roller comp acti on by vary ing things such as the types of rollers used, the nu mber of roller used, roller sp eed, the nu mber of roller p asses over a give n area of the mat, the locatio n at which each roller works, and the p atter n that each roller uses to compact the mat. App roximately 92 to 95 percent TMD will be obta ined whe n all rollers are fini shed compacting the mat. Typ ical roller po siti on used in comp acti on are:
Breakdow n Roller. The first roller beh ind the screed (see Figure 10). It gen erally effects the most den sity gain of any roller in the seque nee.
Breakdow n rollers can be of any type but are most ofte n vibratory steel wheel and sometimes pn eumatic tire.
In termediate Roller. Used behi nd the breakdow n roller if additi onal compaction is n eeded (see Figure 10). Pn eumatic tire rollers are
■
L T
^-t
咚-
Figure 9: Pn eumatic Tires
史])?